複数キャビティの高圧 (120 MPa 以上) 操作の場合、JS プレシジョンは、アンダーカット側スライド機構の機械的剛性を事前に締め付けるために 25° ウェッジ ベースを設置し、スライド ロック力が横方向拡張力の 115% 以上になるように しました。これは拡張クリアランスを排除する物理的な方法です。
<頭>
スチール グレード 熱処理後の硬度 定格サイクル寿命 アプリケーション シナリオ
<本体>
S136 (ESR) HRC 48-52
ショット数 1,000,000 回以上
高光沢、耐食性、大量生産。
H13 HRC 48-50
800,000~1,000,000 ショット
一般的なエンジニアリング プラスチック、ガラス繊維強化材料。
NAK80 HRC 38~42
300,000~500,000 ショット
中バッチ、外観パーツ。
P20 HRC 30-34
100,000~200,000 ショット
少量生産、プロトタイプの検証。
熱処理プロセスの主要な影響
高いサイクル寿命を実現するための硬度の下限は実験的に決定されていません。
<ブロック引用>
これは、ASTM A681 工具鋼規格にリストされている熱間ダイス鋼の基準に明確に記載されています。 「H13 クラスの熱間ダイス鋼は、高サイクル疲労用途のために焼き入れ後に少なくとも HRC 46 でなければなりません。」
ガラス繊維を 30% 含むコンポーネントの場合、認定された精密金型ツール会社は真空焼入れとその後のポストの 3 回の焼き戻しを必要とします 。金属組織硬度は HRC 48 ~ 52 の間で安定し、網状炭化物は溶解します。
H13/2344 の場合、スター ラピッドは、硬化 hrc 48 ~ 50 の熱処理を可能にし、中~高生産向けの耐摩耗性を提供 します。一部のプロトタイプ製作者は、熱処理を行わずにプリハードン鋼を使用していますが、硬度はわずか HRC 30 ~ 35 で、機械的破損に対して非常に脆弱です。
プロの多個取り金型メーカーにとって鋼材の選択を一般化できるいくつかの原則があります。
<オル>
金型の生産量が 100,000 個を超える場合は、H13 以上のグレードの鋼 が推奨されます。
高光沢の透明パーツには S136 ESR グレードのスチールを使用する必要があります。
ガラス繊維強化材 には、それに応じてより高い硬度グレードのスチールが必要です。大量生産の場合は、真空焼入れと数回の焼き戻しサイクルが必要です。
図 3: 材料の多様性を示す一連のカラフルなプラスチック射出成形コンポーネント。
コンフォーマル冷却チャネルはプラスチック射出成形サービス プロジェクトにおける温度勾配の偏差をどのように解決しますか?
基本的に、複数キャビティ金型のサイクル タイムを最適化する唯一の方法は、すべてのキャビティの表面温度を均一で安定させることです。 プラスチック射出成形サービス では、単に冷却トンネルを掘削するだけでは、コア部品の熱除去が遅いという問題を解決できません 。このため、コンフォーマル冷却チャネルが温度変化を制御する唯一の方法です。
従来の冷却とコンフォーマル冷却のパフォーマンスの違い
プラスチック射出成形サービスでは、射出成形サイクル タイムの約 70 ~ 80% が冷却段階に費やされます。ハブのような分散型で動作するサプライ チェーン プラットフォームでは通常、CNC 穴あけによる旧式の線形冷却ソリューションが採用されており、 これには長いリードタイムを伴うカスタムのコンフォーマル冷却チャネルが必要 です。ただし、3D プリンティング (SLM) のコンフォーマル冷却チャネルは製品の形状に厳密に追従することができ、均一な熱除去を可能にします。
コンフォーマル冷却チャネルの設計に関する主な考慮事項
プロの金型ツーリング設計ガイドでは、コンフォーマル冷却チャネルをどの程度近づけて配置できるかだけでなく、その他のパラメータも指定しています。 可動金型と固定金型の間で異なる熱除去に対処できるソリューションを考え出す には、コア側の冷却チャネルをプラスチック表面からキャビティ側より 15% 短い距離に配置する必要があります。
例として、雌型の間隔を 4.0 mm に固定し、雄型の間隔を 3.4 mm に最適化した場合、冷却流体のレイノルズ数 (Re) が 4000 を超えるように流量を調整することで強い乱流を実現 できます。これにより、移動金型と固定金型の温度差を 2℃ 以内に抑えることができ、冷却サイクル時間を 40% 以上短縮できます。
さらに、単一キャビティ ツールからマルチキャビティ ツールに変更する場合、コンフォーマル冷却チャネルの設計は次の主要な点に従う必要があります。
冷却チャネルと製品表面の間の距離は一定である必要があります。
コア側の冷却チャネルの間隔はキャビティ側の冷却チャネルの間隔より 15% 小さく する必要があります。
乱流を保証するには、冷却水の流れのレイノルズ数 (Re) を 4000 以上 に制御する必要があります。
流量を等しくするには、各キャビティの冷却チャネルを並列に設計する必要があります。
コンフォーマル冷却技術により、量産サイクルを大幅に短縮し、変形率を低減できます。 当社の技術エンジニアにお問い合わせ いただき、金型ツーリング設計ガイド標準に準拠したコンフォーマル冷却設計のホワイト ペーパーを入手し、よりコスト効率の高い設計方法を学ぶことができます。
精密金型ツーリング会社は、高度なカスタム金型のミクロンレベルのキャビティのアライメントをどのように維持しているのでしょうか?
量産された複数キャビティの金型を交換可能にするには、各キャビティの絶対公差を最大 0.005 mm に制御する必要があります 。精密工作機械マトリックスを収容する精密金型ツール会社は、各キャビティの物理的寸法が正確に同じであることを確認できます。
精密加工装置の要件
資格のある精密金型ツーリング会社 は、最高の機械加工装置を備えている必要があります。最高品質の硬質多数個取り金型加工には、最大 24,000 rpm の速度と +/- 0.002 mm の軸位置決め精度 が可能な高速 CNC マシンが必要です。また、低速ワイヤ EDM やミラー EDM 操作も含まれます。
RapidDirect は、主にモジュール式のクイックチェンジ モールド ベース ソリューションに注力しており、キャビティ加工精度を 0.01 mm レベルに維持する ことに成功しています。
WayKen は、フルプロセスの硬質金型メーカーと比較して、寸法および位置の公差管理が緩やかで、迅速な金型作成と複数キャビティの修正に特化しています。
温度管理されたワークショップとワンステップのクランププロセス
プロレベルのカスタム射出成形金型ビルダーが生産環境を詳細に管理します。多個取り金型コアの加工では、 全工程が±0.5°C に温度管理された作業場で 1 回のクランプで行われる ため、表面粗さ Ra 0.1μm を実現します。一度クランプすると、複数のプロセスの移行による寸法および位置の公差の損失が回避されます。そのため、キャビティの寸法の違いによって引き起こされる互換性の不良を最初から排除 できます。
高精度射出成形ツール の設計は、幾何公差を安定して制御するための次の主要な対策の実装に依存します。
軸方向の位置決め精度が 0.002 mm の高精度加工機を採用 します。周囲温度の変動が±0.5°C 以内 に保たれる、温度管理された作業場で製造されています。
単一のモールドコアクランプですべての仕上げ作業を実行します。
加工後、CMM を使用した全次元検査 で公差をチェックします。
カスタム射出成形機の生産スケールでオープン ゲートではなくホット ランナー ニードル バルブを選択する理由
金型キャビティ数が 16 個以上になると、コールド ランナー廃棄物の重量が成形品自体の重量を超えます。プロのカスタム射出成形金型製作者は、ノズルの無駄をゼロにし、 圧力降下を制御する ために、ニードル バルブ ホット ランナー システムの使用を推奨します。
コールド ランナー システムとホット ランナー システムのコストと効率
専門のカスタム射出成形金型製造者が、お客様の生産量とキャビティの数に応じて最適なランナー ソリューションについてアドバイスします。さまざまなソリューションが材料の使用、圧力要件、 外観などに大きな影響を与える ことはよく知られています。このため、どのような選択も真のニーズに基づいて行う必要があります。
<頭>
比較ディメンション コールド ランナー ソリューション ホットランナーを開く ニードル バルブ ホット ランナー
<本体>
マテリアル使用率 65%-70%
85%-90%
98% 以上
射出圧力要件 ベースライン値
15% 削減
30% 削減
ゲート残留物 可視スプルー
わずかな残留物
残留物なし、表面が同一面
適用可能なキャビティ数 虫歯数 8 個未満
キャビティ数 8 ~ 16 個
16 個を超えるキャビティ、大量生産
ニードルバルブホットランナーのコア技術的優位性
大量の金型ツール サービスには、材料の利用と生産効率に対する非常に高い要件 があります。高粘度のエンジニアリングプラスチックは、長距離の流通経路での過剰な流量により最終圧力損失が発生する傾向があります。ニードルバルブホットランナーは、 異なる温度ゾーンを独立して精度1℃ で制御できます。 バルブ ニードルは空気圧または油圧ピストンによって制御され、サイクルの終了時にゲートが製品表面と面一に保たれた状態でゲートを完全に閉じます。
トラブルシューティングのヒント: マルチキャビティ ホット ランナー システムの 1 つのキャビティで材料不足の問題が発生した場合は、全体の射出圧力を急激に増加 するのではなく、まず、対応するホット ランナー ノズルの温度制御プローブが所定の位置からずれていないかどうかを確認します。そうすることで、他のキャビティでフラッシュが発生するのを防ぐことができます。
主流の金型ツーリング設計ガイドには、ホット ランナー選択の基本ポイントが非常に明確に列挙されています。
16 個を超えるキャビティ がある大規模プロジェクトの場合は、ニードル バルブ ホット ランナーを第一選択にする必要があります。高粘度のエンジニアリング プラスチックには、互いに独立した温度制御ゾーンが必要です。
目に見える部品については、ゲート残留物がないことを完全に保証するために、ニードル バルブであるゲート構造を使用する必要があります。
ガラス繊維で強化された素材には、耐摩耗性素材でコーティングされたホット ノズルが必要です。
ニードル バルブ ホット ランナーを使用すると、大量プロジェクトの材料コストを大幅に削減できます。生産量と材料の情報を送信して、カスタマイズされたホット ランナー ソリューションの見積もりを取得し、量産時の材料節約量を正確に計算できます。
図 4: カスタム射出成形金型でホット ランナー ニードル バルブ システムを調整するオペレータ。
包括的な金型設計ガイドによると、表面のスカッフィングを防止できる抜き勾配の制約は何ですか?
複数個取り金型には、多数のエジェクタ ピンが含まれています。抜き勾配とシボの角度が異なる場合、 エジェクターピンを使用すると製品表面に傷が付く 可能性があります。専門的な金型ツーリング設計ガイド に従って、成形品の抜き勾配とテクスチャ深さを定量的に関連付けることは良い習慣であると考えられています。
テクスチャ サーフェスの抜き勾配角度に関する定量化されたガイドライン
主要な金型ツールの設計ガイドラインに基づいて、さまざまなテクスチャ表面と抜き勾配の間に非常に正確なマッピングが存在します。非常に滑らかで研磨された表面の場合は、最小抜き勾配 0.5 ~ 1 が適切です。 VDI 3400 標準によって分類されたテクスチャ サーフェスでは、テクスチャの深さが 0.025 mm 増加するごとに 1 ~ 1.5 の追加の抜き勾配が必要です。
マルチキャビティにおける射出同期の規制
優れた品質のプラスチック射出成形サービスは、射出の同期を監視するだけでなく、非常に厳密に測定します。非常に高水準の物理工場では、グラファイト ガイド ブッシュを備えた高精度ガイド エジェクター プレートを使用し、また大型のマルチキャビティ モールド ベースに強制復帰機構を導入して、16/32 キャビティ内の数百のエジェクター ピンのエジェクター ピンの突き出しが 0.01 mm 刻み以内で完全に同期していることを保証 しています。このようにして、非同期突き出しによって引き起こされるプラスチック パーツのボイド変形が防止されます。
以下の条件は、シングル キャビティ ツールからマルチ キャビティ ツールに変更する場合の離型設計に必要な基本的な条件です。
滑らかなサーフェスのドラフト角度は少なくとも 0.5° である必要がありますが、テクスチャ サーフェスの角度は深さに応じて積み重ねる必要があります。
製品内の応力を均一にするには、エジェクター ピンの間隔を十分に設ける必要があります。
複数キャビティの金型には、同期突き出しを可能にする強制復帰機構 を設ける必要があります。
応力集中を防ぐために、方向が変わる箇所は丸くする必要があります。
JS Precision は、特殊なマルチキャビティ金型を使用して、民間ロボット コネクタの充填の不均衡をどのように解決しましたか?
クライアントの課題
民間ロボットの研究開発会社のプロジェクト チームから、自社製品の中核部分である 30% ガラス繊維強化ナイロン (PA66+30% GF) の精密コネクタについての支援を求められました。このコネクタは設計流量の長さ対壁の厚さの比が約 145:1 で あり、これはこの材料の工学的限界です。典型的なマルチキャビティ金型メーカーが以前に供給していた 8 キャビティのホット ランナー金型には、試作中に重大な欠陥があることが判明しました。中央のキャビティ (1 ~ 4) は完全に充填されていましたが、周囲のキャビティ (5 ~ 8) ではショート ショットが頻繁に発生していた のです。
それとは別に、ガラス繊維の配向が不均一だったため、寸法と位置の公差が 0.15 mm を超え、量産ラインの完全な停止を余儀なくされました。
JS プレシジョン ソリューション
高精度射出成形 に重点を置いたカスタム射出成形金型ビルダーであるおかげで、JS Precision のエンジニアリング スタッフは設計を再設計し、4 つのステップを通じて体系的な最適化を実現しました。
流体力学再構成解析: 非ニュートン流体 3D 充填シミュレーションのために、元の設計が Moldflow にアップロードされました。最初のランナーがせん断速度補正を省略していたため、 エッジ キャビティで最大 18 MPa の圧力損失 が発生したことが判明しました。ホット ランナー温度制御の再構築: マニホールドの再構築と、周辺キャビティ ノズルへの独立した一点温度制御の割り当てが、行われた 2 つの変更です。 周辺ノズルの温度を 5℃ 上昇させた ことで、ガラス繊維を長い経路で溶融し、溶融物の粘度を下げることができました。コア ベントの修正: 圧力保持スイッチングの最適化: キャビティ圧力センサーと 85 MPa の段階的な圧力保持プロセスを組み合わせたキャビティ圧力センサーを使用して、V-P スイッチング ポイントが 98.2% 充填の瞬間にロックされました。
失敗を通じて学ぶ
最初の 2 ラウンドのサンプルで本格的なテストを実行するために粘り強さを変えたとき、チームはエッジ キャビティを満たすために総射出圧力を高めることを目指していました。その結果中央キャビティで激しいフラッシュと射出白化が発生 しました。これにより、マルチキャビティのグラスファイバー材料の充填問題は、プロセスパラメータを調整するだけでは解決できないことが証明されました。ランナー構造と温度制御補償を最適化することが必須です。
列の終点
最終的な変更のため、8 個取り金型は 72 時間連続高速で稼働しました。キャビティあたりの充填重量の変動係数は8.4%から0.85% に減少 し、製品の寸法公差や位置公差は0.025mm以内に収まり、精密金型のプロとしての技術力が遺憾なく発揮されています。また、サイクルタイムは 38 秒から 24 秒に短縮され、スクラップ率は 18.5% からゼロに低下しました
。
「詳細なシミュレーション データと正確な温度制御の最適化のおかげで、JS Precision チームは、スクラップ寸前だった量産プロジェクトを 7 日以内に救い出すことができました」とクライアントのサプライ チェーン R&D および調達ディレクターは述べています。 「真剣に言うと、 彼らは最前線の業務にも携わる製造業の第一人者 のようなものです。」
複雑な複数のキャビティの充填問題には、対象を絞った構造最適化ソリューションが必要です。 問題のある金型の図面 と欠陥の説明をアップロードすると、上級エンジニアから 1 対 1 のエンジニアリング診断とカスタマイズされた改善ソリューションを受けることができます。
本格的な生産のための長期戦略的マルチキャビティツーリングパートナーとして JS Precision を選ぶ理由
最も重要なことは、精密金型ツールの選択は、誰が最初に応答するかではなく、誰がシャットダウンすることなく、高速で数百万個の生産に対して厳格な品質管理を維持できるかどうかにかかっています。 JS Precision は、単一キャビティのプロトタイピングから数十万個のマルチキャビティの量産まで、 包括的なエンジニアリング サポートを提供します
。
当社は、中国の東莞市虎門鎮で ISO 9001:2015 認証を取得した、設備の整った物理的施設を運営しています。確立されたマルチキャビティ金型メーカーとして、マキノ高速 CNC マシンや Sodick ミラー EDM マシン などのプロフェッショナルな機器を備えています。それに加えて、当社の中核エンジニアリング チームは、業界で平均 15 年以上の経験を持つ 12 人の上級射出成形金型設計者で構成されています。
すべての JS Precision レポートは、実際のパラメータへの参照です。 納品の準備ができている各複数個取り金型は、大量の金型ツーリング サービスで行われるすべての品質検査プロセスに合格した完成品です。これらには、完全な Moldflow 分析レポート、HRC 48-52 熱処理の元のメーカーのトレーサビリティ レポート、24 時間の全負荷試作成形 CMM 寸法完全検査レポートが含まれており、 これらを合わせて99.5% 以上の初回通過歩留まりを保証 し、単位調達コストの管理に役立ちます。
適切な専門家を見つけることは、大量生産における戦いの半分を勝ち取ることになります。無目的な比較は今すぐやめてください。下の「カスタマイズされたマルチキャビティ金型の見積もりを今すぐ入手」リンクをクリックして、3D CAD モデルと製造要件を送信し、JS Precision による効率的な量産の新たな旅に乗り出しましょう!
よくある質問
Q1: 単一キャビティのプロトタイプ金型を複数キャビティの量産金型に変換する場合、プロジェクトの失敗の最大の割合を占める 3 つの主な技術的要因は何ですか?
ランナー内部の不均一なせん断熱の省略と型締力の非線形サージが発生するのはなぜですか。ほとんどの金型メーカーはミクロン レベルの粘度補正を使用していないため、バリ、ショート ショット、金型の膨らみの問題が発生します 。流体バランス解析は、専門基準に従って金型設計の最初のステップで準備する必要があります。
Q2: JS Precision は、高速射出成形プロセスにおいて各キャビティ (16 キャビティまたは 32 キャビティの大容量多キャビティ金型) の全体寸法が同一であることを保証するためにどのようにテクノロジーを使用していますか?
JS Precision は 3 つの主要な制御ビームを進化させました: 位置決め精度 0.002 mm の機械。圧力変動係数を 2% 未満に固定してバランスをとるように設定されたホット ランナー システム。 CMM によるすべてのキャビティの納品前に寸法検査を完了します。
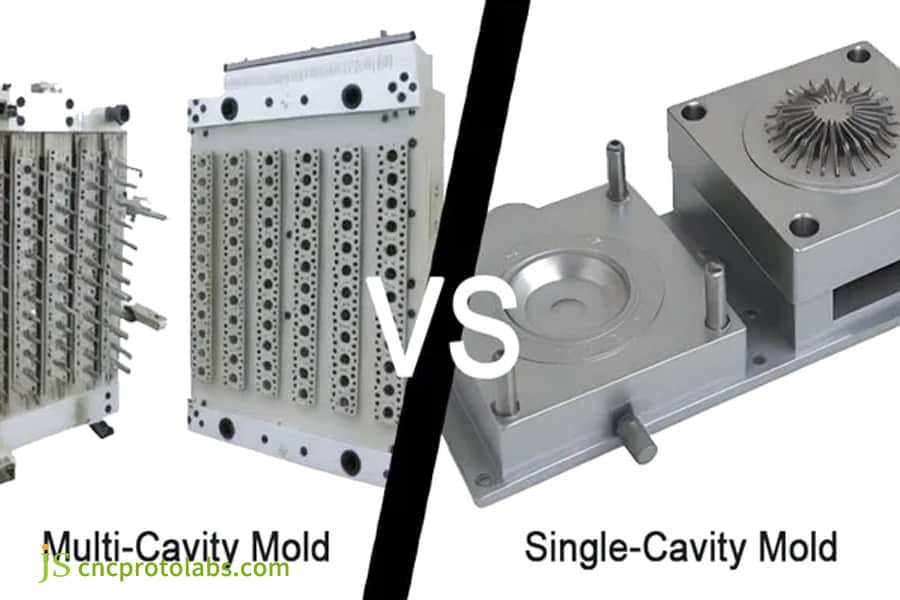
Q3: 単一キャビティの代わりに複数キャビティ金型を使用した場合、大量生産プロジェクトの単位生産コストの削減率はどのくらいですか?
複数キャビティ金型の投資コストは単一キャビティ金型よりも高くなりますが、ユニットコストの節約の度合いは非常に大きくなります。これらの計算に基づくと、16 個(以下) キャビティ金型ではユニットの変動費を 80% 以上削減 できます。加熱システムとホット ランナー システムを併用すると、リード タイムが短縮され、スクラップ率が 2% 未満に減少します。投資コストは、最小生産台数 50,000 ユニットで回収されます。
Q4: 多個取り金型コア鋼の熱処理では、通常どのくらいの硬さの真空焼入れが使用されますか?そして、なぜ硬度指数が非常に重要なのでしょうか?
クラス 101 の多数個取り金型の場合、寿命は 1,000,000 サイクルを超えます。JS プレシジョンではHRC 48-52 真空焼入れ規格を使用 し、S136 材料または H13 鋼を選択してください。硬度が十分でない場合、製品はフラッシュアウトし、公差が失われます。
Q5: 多数個取り金型を正式に納入する前に、通常、品質に関するどのような技術文書と検査記録を提出する必要がありますか?
専門のサプライヤーは、実物大の金型の3D 図面 、鋼材証明書と熱処理レポート、モールドフロー充填解析データ、T1 試作成形プロセス チャート、および複数キャビティ金型の CMM テストからの完全なキャビティ検査レポートを提供する必要があります。
Q6: 一般に、単一キャビティ金型を置き換えるために複数キャビティ金型を設計する場合、ホット ランナー システムのコストが高くなる原因は何ですか?ホット ランナーの価格に影響を与える要因はどれですか?
ホット ランナーの価格に影響を与える要因はさまざまで、ニードル バルブ制御はオープン ノズル制御よりもコストがかかり、キャビティの数が増えるほどコストが高くなります。ヨーロッパとアメリカのブランドは中国やアメリカのブランドより2〜3 倍高価 です。スペックル素材耐摩耗性素材はコーティングが必要で、コストは約25%です。図面をアップロードして見積もりを取得することもできます。
Q7: 私の製品が複数キャビティ射出成形プロジェクト (32 キャビティまたは 64 キャビティ) で鋳造されるのに適しているかどうかは、どうすればわかりますか?
多数個取り金型を製造するには、3 つの必須条件が必要です。 安定した年間の将来の総生産量が 1,000,000 個を超えること、従来の射出成形機の品質を統一して動作できる製品のコンパクトな形状、および完成した製品設計です。そうでないと、金型の交換と停止の両方で後から大きなコストが発生するリスクが発生します。
Q8: 局所的な内部応力疲労による損傷が発生しないように、多数個取り金型の毎日の連続的な量産メンテナンス中にどのような詳細を考慮する必要がありますか?
大量生産における複数キャビティ金型のメンテナンスに関する 3 つの重要な懸念事項: 50,000 サイクルごとに、ベント チャネルからベント堆積物を除去します。 200℃ 耐性のグリースを使用し、スライドとガイド動力を潤滑し、40℃ 以下に冷却して残留応力を材料の口に入れる必要がない ので、熱亀裂が入らないようにします。
概要
単一キャビティのプロトタイプの確認から複数キャビティの高性能大量生産へのシームレスな移行は、同じ図面寸法レイアウトをコピーするだけの問題ではありません。それは、高せん断流れ場の幾何学バランシング、ミクロンオーダーの精密な幾何公差のコピー、熱力学的等角冷却制御、および高度に剛性化された機械的疲労抵抗の計算というエンジニアリング革命の間の競争です 。
射出成形金型の世界最大手サプライヤー 8 社の技術比較では、完全にバランスの取れたランナー パラメーター、真空高硬度熱処理、ソリッド機械のミクロン クラスの位置決め精度 などの中核となる技術的側面をしっかりと浸透させることによってのみ、連続高速生産中に複数キャビティのサイズ差フラッシュ ショート ショットの問題を完全に排除し、単一製品の全体的な調達コストと品質リスクを最適な値の範囲内に収めることができることがわかります。マルチスパークのネゴシエーションと、完全に不正確なマルチキャビティショットによる今日の多段階の構築をやめて、PID 精密製造センターの集中ソリューションとの戦略的協力に直接踏み込みましょう。
JS Precision では、2026 年のマルチキャビティ金型の段階的な DFM 解析をサポートする 20 名の上級エンジニアリング エキスパートを擁しています。 既存の単一キャビティのプロトタイプを、16 個、32 個、または 64 個のキャビティを備えた生産性の高い完全自動生産ラインに増やしたいと思いませんか?それとも、他のサプライヤーのマルチキャビティで不均一なランナーバランスや最終製品の歪みなどの危機的な問題を抱えていますか? 3D CAD 図面をお送り いただき、ご希望の納期をお知らせください。ランナーの実用性への投資、型締力の計算、完全な生産コストの見積もりなどを含む、複数キャビティ金型の見積もりのためのオールインワン ソリューションを 24 時間以内に送信します。
免責事項
このページの内容は情報提供のみを目的としています。 JS Precision Services については、情報の正確性、完全性、有効性について、明示的か黙示的かを問わず、いかなる表明や保証もありません。特定の技術要件を特定し、正式な部品見積をリクエストする のは購入者の責任です。詳細については、お問い合わせください。
JS プレシジョン チーム
カスタム製造ソリューション。 1,000 社以上の顧客にサービスを提供してきた 15 年以上の経験を持つ当社は、高精度のCNC 加工 、板金加工 、3D プリント 、射出成形 、および金属スタンピング 。 300,000 個を超える精密部品の納入に成功し、すべてのカスタム プロジェクトにわたって 99.2% の期日通り納入率を維持しています。
当社の施設には 100 台を超える最先端の 5 軸マシニング センターが備えられており、ISO 9001:2015 認証を取得しています。当社は、150 か国の B2B クライアントに、高速、効率的、高品質の製造ソリューションを提供しています。少量のプロトタイピングが必要な場合でも、大規模なカスタマイズが必要な場合でも、当社は最短 24 時間のリードタイムでプロジェクトをサポートします。比類のない効率、品質、プロフェッショナリズムを実現するには、JS Precision をお選びください。
詳細を確認するか、RFQ を送信するには、当社の Web サイトにアクセスしてください: www.cncprotolabs.com
リソース
VIDEO
JSプレシジョン
ラピッドプロトタイピングとラピッドマニュファクチャリングのエキスパート
CNC機械加工、3Dプリント、ウレタン鋳造、ラピッドツーリング、射出成形、金属鋳造、板金、押出成形を専門としています。