

أداة إنشاء قوالب الحقن المخصصة هي شركة نقل تكنولوجية أساسية تدفع المنتجات بدءًا من التحقق من النموذج الأولي للتجويف الفردي إلى الإنتاج الضخم متعدد التجاويف بملايين مستويات الإنتاجية. يحل نهج الإنتاج هذا المشكلات الحاسمة للإنتاج الضخم التي تتم مواجهتها أثناء هذا التحول، مثل التعبئة غير المتساوية، والاختلافات في تفاوت الأبعاد، والعمر القصير للقالب، وما إلى ذلك. بعد مرور المنتج بمرحلة النموذج الأولي، عادةً ما يواجه مهندسو البحث والتطوير ومديرو المشتريات تحديات مثل صفحة التحريف والوميض عندما ينتقلون من تجويف واحد إلى تشغيل القالب متعدد التجاويف.
تتناول هذه المقالة كيفية اختلاف ثماني شركات مصنعة تقنيًا في إنتاجها وتقدم أيضًا مقاييس DFM الكمية (التصميم من أجل التصنيع)، مما يوفر لك النقاط الرئيسية التالية:
- تقييم عادل جنبًا إلى جنب للمعلمات التقنية الرئيسية وقدرات التصنيع لثمانية شركات عالمية رائدة في مجال تصنيع القوالب متعددة التجاويف.
- المبادئ الأساسية للهندسة التي تعتمد عليها موازنة عداء القالب، وتكرار ضغط التجويف، وتحسين قناة التبريد.
- أمثلة عملية لكيفية قيام الشركة المصنعة للقالب الصلب المتخصص بتصحيح اختلالات القالب متعدد التجاويف من خلال DFM التفصيلي والتصنيع الدقيق.
نظرة عامة سريعة على القدرات الأساسية للشركة المصنعة العالمية للقوالب متعددة التجاويف
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>الوجبات الرئيسية
- يحتاج مضاعفة التجويف إلى إعادة حساب قوة التثبيت:
عند الانتقال من تجويف واحد إلى 16 أو 32 تجويفًا، تزداد المساحة المتوقعة بشكل كبير. وهذا يعني أن حمولة آلة التشكيل بالحقن يجب أن تكون متوافقة مع هذا التغيير لتجنب عيوب الفلاش الناتجة عن نقص قوة التثبيت.
- تعد موازنة العداء أمرًا ضروريًا للقوالب متعددة التجاويف:
للحصول على نفس ضغط التعبئة لكل تجويف، يتم استخدام نظام الجريان من النوع H ذو التوازن المثالي والذي يتضمن تحليل حرارة القص لتدفق القالب وتطبيق معيار البئر البارد "1.2 x D".
- يجب استخدام قوالب الفولاذ المقسى للإنتاج على نطاق واسع:
إذا كان حجم الإنتاج أعلى من 100000 دورة، فلا يُنصح قوالب الألومنيوم والفولاذ P20 الناعم، وبدلاً من ذلك، يُنصح باستخدام الفولاذ المقسى المعالج بالحرارة (مثل H13 أو H13 أو S136) يجب استخدام صلابة HRC 4852.
لماذا تثق في دقة JS لتصميم وتصنيع أدوات قوالب الحقن؟
تدير شركة JS Precision مصنعًا فعليًا ولديها فريق هندسي رفيع المستوى يمكنه تقديم الدعم الفني لدورة إنتاج القالب الكاملة من مرحلة النموذج الأولي إلى الإنتاج الضخم.
من خلال خبرتنا في العديد من مشاريع مكونات السيارات والطبية، فإن استقرار القوالب هو ما يؤثر بشكل مباشر على توفر خطوط الإنتاج، وقد تؤدي الأخطاء الصغيرة في التصميم وحده إلى خسارة مئات الآلاف من عمليات الإنتاج.
<اقتباس>يشترط نظام إدارة الجودة الدولي ISO 9001:2015 أن "تكون عمليات تسليم قوالب الإنتاج الضخم مصحوبة بشهادات المواد التي يمكن تتبعها ووثائق التحقق من المعالجة الحرارية."
يتم تزويد كل قالب من قوالبنا بشهادة المواد الأصلية من الشركة المصنعة، وتقرير اختبار الصلابة من جهة خارجية، وتقرير فحص CMM بالحجم الكامل للتوافق تمامًا مع هذا المعيار. يضم الفريق الهندسي الأساسي 12 عضوًا يتمتعون بخبرة صناعية متوسطة تصل إلى 20 عامًا، مما يثق بنا في التغلب على أكثر من 90% من مخاطر الإنتاج الضخم أثناء مرحلة التصميم. يتم تأمين التشغيل المستقر طويل الأمد للقوالب متعددة التجاويف بشكل أساسي من خلال نظام قوي لمراقبة الجودة.
يمكنك تحميل رسومات ثلاثية الأبعاد للأجزاء الخاصة بك للحصول على تقييم مجاني من سوق DFM لتصميم أدوات قوالب الحقن، مما يسمح لك بتحديد مخاطر التصميم مسبقًا وتجنب خسائر الإنتاج الضخم اللاحقة.
كيف تتجنب فرق تصنيع القوالب متعددة التجاويف ملء الاختلالات وعيوب الهالة في المكونات عالية اللمعان؟
إن سر مشكلة عدم توازن التجاويف المتعددة هو التأكد من وصول مقدمة الذوبان إلى التجويف في نفس الوقت عن طريق ضبط المقطع العرضي للعداء. إذا كانت الشركة المصنعة للقالب متعدد التجاويف تعتمد القالب فقط على التماثل الهندسي دون النظر إلى حرارة القص، فقد يؤدي ذلك إلى حدوث عيوب هالة ولقطات قصيرة على حواف الأجزاء شديدة اللمعان.
تأثير ترقق القص ومبدأ توازن العداء
بعد حقن البوليمرات عالية اللزوجة في العداء تحت ضغط عالٍ، يؤدي معدل القص المرتفع في سطح الجدار إلى تأثير ترقق القص بالإضافة إلى التقسيم الطبقي الحراري. يقوم المصنع الخبير في تصنيع القوالب متعددة التجاويف بتضمين تعويض حرارة القص في مراحل التصميم الأولى لمنع اختلافات ملء التجويف. يبدو تصميم البئر البئر البزاق البارد المطابق لمعايير الصناعة كما يلي: يبلغ قطر البئر البئر البزاق البارد 1.2 × عمق القطر عند نهاية العداء الرئيسي، والعمق 1.5 × عمق.
بعبارة أخرى، لن يكون التناظر الهندسي وحده كافيًا، بل يجب أيضًا أن يكون هناك ضبط دقيق لمقاومة القطر الداخلي لقنوات المجرى للحصول على نفس التدفق والضغط تمامًا في كل تجويف.
مقارنة قدرات تصميم العداء بين الشركات المصنعة الرئيسية
يحدد منطق تصميم العداء لمختلف الشركات المصنعة بشكل مباشر اتساق التعبئة وسقف الإنتاج للقوالب متعددة التجاويف.
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>التحكم في قطر المقطع العرضي للمجرى دقة الضبط في حدود 0.02 مم يكفي للحفاظ على معامل تغير ضغط التجويف في حدود 2%. يعد هذا المعيار الفني سمة أساسية لخدمة قوالب حقن البلاستيك المتطورة. تقدم منصات العقود الرقمية في الغالب مجاري مبسطة متساوية القطر، حيث يتجاوز معامل تغير الضغط 8%، وبهذه الطريقة يصبح انكماش حجم الأجزاء غير متساوٍ وتحدث عيوب الانكماش.
تجري عملية تصميم أدوات قالب الحقن خطوات التحسين القياسية التالية:
- احسب فروق معدل القص لكل عداء بمساعدة محاكاة Mouldflow.
- اضبط قطر مجاري الحواف قليلًا لموازنة انخفاض اللزوجة بسبب تسخين القص.
- تم تصميم بئر البزاقة الباردة وفقًا لمعيار 1.2 x D لضمان التقاط البزاقة الباردة في الواجهة الأمامية.
- استخدم مستشعرات ضغط التجويف لمعرفة تناسق الحشو الحقيقي أثناء عملية التشكيل التجريبية.
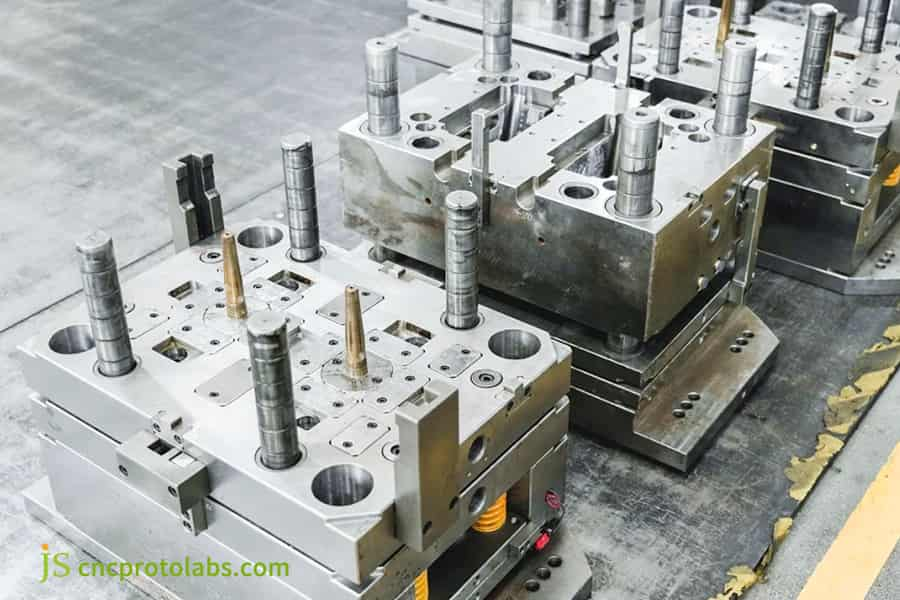
الشكل 1: لقطة مقربة لقالب حقن معدني متعدد التجاويف يعرض تفاصيل الأدوات المعقدة.
كيفية حساب الحمولة في تحولات الأدوات ذات التجاويف الفردية إلى المتعددة مع الأخذ في الاعتبار انحرافات سمك الجدار الاسمي؟
عند الترقية إلى قالب متعدد التجاويف، يجب تحديد مقدار قوة التثبيت المطلوبة عن طريق إضافة المساحات المتوقعة لجميع التجاويف والمجاري. إذا استخدمت عن طريق الخطأ قوة التثبيت أحادية التجويف لتغيير الأدوات ذات التجاويف الفردية، فسوف يتسبب ذلك في انتفاخ القالب وانهيار موضعي وعيوب فلاشية.
الصيغة الأساسية لحساب قوة التثبيت
بالنسبة لتحديثات الأدوات الفردية إلى المتعددة التجاويف، يجب أن يتبع حساب قوة التثبيت بدقة معادلة الصناعة القياسية الواردة أدناه:
F=(A_{cavities}+A_{العدائين})P_{داخل}1.2
هنا، P_{inside} هو متوسط الضغط داخل التجويف، و1.2 هو عامل الأمان.
بعبارة أفضل، يجب أن تتجاوز قوة التثبيت قوة تمدد الذوبان بهامش أمان إضافي لمنع مشاكل الوميض والانتفاخ.
الاختلافات في تصميم صلابة الآلية الجانبية
تتطلب خدمة أدوات القوالب ذات الحجم الكبير آليات جانبية أكثر صلابة في القالب من قوالب النماذج الأولية ذات الدفعة الصغيرة. على سبيل المثال، تقترح أنظمة DFM الآلية مثل Protolabs أن يجب أن تقتصر اختلافات سمك الجدار الجزئي على ما بين 20% و30% من سمك الجدار الاسمي لمنع انحرافات الأبعاد بسبب التبريد غير المتساوي. لكن المراكز التي تعتمد على سلسلة توريد موزعة، تواجه تغييرات في معايير صلابة الآليات الجانبية في المصانع الشريكة لها، مما يؤدي إلى تحكم موحد أقل دقة مقارنة بالمصانع المادية التي يتم تشغيلها بشكل مباشر.
أداة إنشاء قوالب الحقن المخصصة، باعتبارها واحدة من أكثر الأدوات التي يمكن الاعتماد عليها، تقيس قوة التثبيت بدقة من خلال هذه الطرق القياسية:
- حدد المساحة الإجمالية المتوقعة لجميع التجاويف.
- اضرب في متوسط الضغط الداخلي للتجويف المقابل للمادة.
- اضرب في عامل الأمان 1.2 للحصول على قوة التثبيت النهائية المطلوبة.
بالنسبة لعمليات الضغط العالي متعدد التجاويف (فوق 120 ميجاباسكال)، قامت JS Precision بتركيب قاعدة إسفينية بزاوية 25 درجة للصلابة الميكانيكية المسبقة لآلية الانزلاق الجانبي السفلي لضمان أن قوة قفل الشريحة لا تقل عن 115% من قوة التمدد الجانبي، وهي طريقة مادية للتخلص من خلوص التمدد.
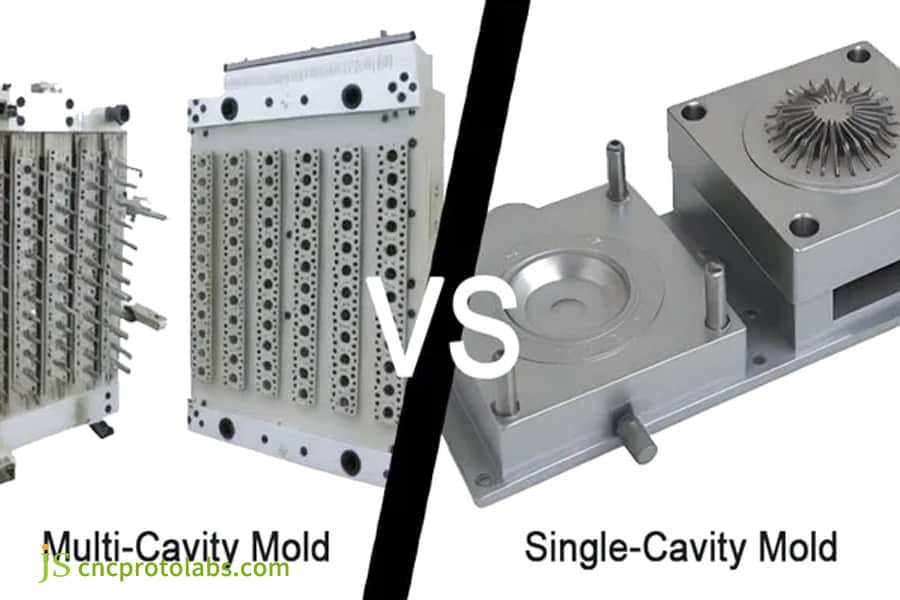
الشكل 2: مقارنة مرئية للقوالب ذات التجويف الفردي والقوالب متعددة التجاويف مع تخطيط الشاشة المنقسمة.
ما هي قواعد اختيار المواد التي تساعد خدمة أدوات القوالب ذات الحجم الكبير على تأمين مليون جرعة مدى الحياة؟
يجب أن يتم تصنيع نوى القالب متعدد التجاويف ذات الحجم الكبير من سبائك الفولاذ عالية الجودة والتي تم خضوعها لعملية إعادة صهر الخبث الكهربائي. إذا لجأ المرء إلى استخدام الفولاذ الرخيص من أجل خدمة أدوات القوالب ذات الحجم الكبير، فمن المحتم أن تتدهور البوابة بسبب التآكل الناتج عن الألياف الزجاجية في وقت قريب جدًا.
مقارنة أداء قوالب الفولاذ السائدة
تفرض خدمات أدوات القوالب كبيرة الحجم قيودًا صارمة للغاية على متانة الفولاذ وصلابته. تظهر أنواع الفولاذ المختلفة اختلافات كبيرة إلى حد ما في مقاومة التآكل، لذا يجب أن يكون الاختيار متوافقًا مع حجم الإنتاج وخصائص المواد.
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>التأثير الأساسي لعملية المعالجة الحرارية
لم يتم تحديد الحدود الدنيا للصلابة لدورة الحياة العالية تجريبيًا.
<اقتباس>تم توضيح ذلك بوضوح في معايير فولاذ قوالب العمل الساخن المدرجة في ASTM A681 معايير فولاذ الأدوات التي "يجب أن يكون فولاذ قالب العمل الساخن من فئة H13 على الأقل HRC 46 بعد التبريد لتطبيق التعب ذو الدورة العالية".
بالنسبة للمكونات التي تحتوي على 30% من الألياف الزجاجية، تتطلب شركة أدوات القوالب الدقيقة المؤهلة التبريد الفراغي متبوعًا بثلاثة تقسية للعمود. يتم تثبيت الصلابة المعدنية الرسومية بين HRC 48-52 ويتم إذابة كربيدات الشبكة.
بالنسبة لـ H13/2344، تستخدم ستار رابيد المعالجة الحرارية لتكون بين درجة HRC 48-50 المتصلبة لتمكينها، توفير مقاومة التآكل للإنتاج المتوسط إلى العالي. يستخدم بعض منتجي النماذج الأولية الفولاذ المقسى مسبقًا، بدون معالجة حرارية، وتكون صلابة HRC 30-35 فقط، وهي هشة جدًا تجاه الكسر الميكانيكي.
هناك عدة مبادئ يمكن تعميمها على اختيار الفولاذ لمصنعي القوالب متعددة التجاويف المحترفين، مثل:
- بالنسبة لأحجام الإنتاج التي تتجاوز 100000 قالب، يُفضل H13 والفولاذ عالي الجودة.
- يجب أن تستخدم الأجزاء الشفافة شديدة اللمعان الفولاذ من الدرجة S136 ESR.
- تتطلب مواد تقوية الألياف الزجاجية درجات أعلى من صلابة الفولاذ.
- تتطلب حالات الإنتاج بكميات كبيرة التسقية الفراغية + عدة دورات تقسية.

الشكل 3: مجموعة من المكونات المصبوبة بالحقن البلاستيكية الملونة توضح تنوع المواد.
كيف تعمل قنوات التبريد المطابقة على حل انحرافات التدرج الحراري في مشاريع خدمة قوالب حقن البلاستيك؟
في الأساس، الطريقة الوحيدة لتحسين وقت دورة القالب متعدد التجاويف هي جعل جميع التجاويف في درجة حرارة سطحية موحدة وثابتة. في خدمة قوالب حقن البلاستيك، مجرد حفر أنفاق التبريد لا يمكن أن يحل مشكلة إزالة الحرارة البطيئة من الجزء الأساسي. ولهذا السبب، فإن قنوات التبريد المتوافقة هي الطريقة الوحيدة للتحكم في التغيرات في درجات الحرارة.
اختلافات الأداء بين التبريد التقليدي والتبريد المطابق
تستغرق مرحلة التبريد في خدمة قوالب حقن البلاستيك حوالي 70-80% من وقت دورة صب الحقن. تعمل منصات سلسلة التوريد بطريقة موزعة مثل Hubs عادةً ما تستخدم حل التبريد الخطي ذي النمط القديم عن طريق الحفر باستخدام الحاسب الآلي والذي يحتاج إلى قنوات تبريد متوافقة مخصصة تأتي مع فترات زمنية أطول. ولكن، يمكن لقنوات التبريد المتوافقة مع الطباعة ثلاثية الأبعاد (SLM) أن تتبع بشكل وثيق شكل المنتج مما يسمح بإزالة الحرارة بشكل موحد.
الاعتبارات الأساسية لتصميم قناة التبريد المطابقة
لا يحدد دليل تصميم أدوات القالب الاحترافي مدى قرب قنوات التبريد المتوافقة التي يمكن وضعها فحسب، بل يحدد أيضًا معلماتها الأخرى. من أجل التوصل إلى حل يهتم بإزالة الحرارة المختلفة بين القوالب المتحركة والثابتة، يجب وضع قنوات التبريد في الجانب الأساسي على مسافة من السطح البلاستيكي أقل بنسبة 15 بالمائة من تلك الموجودة على جانب التجويف.
للتوضيح، مع تباعد القالب الأنثوي الثابت بمقدار 4.0 مم وتحسين تباعد القالب الذكر إلى 3.4 مم، عن طريق ضبط معدل التدفق بحيث يكون رقم رينولدز (Re) لسائل التبريد أكبر من 4000، يمكن للمرء تحقيق اضطراب قوي. بهذه الطريقة، يمكن الحفاظ على فرق درجة الحرارة بين القوالب المتحركة والثابتة في حدود 2 درجة مئوية، ويمكن تقليل وقت دورة التبريد بأكثر من 40%.
علاوة على ذلك، عند التحول من الأدوات ذات التجويفات الفردية إلى الأدوات متعددة التجاويف، يجب أن يلتزم تصميم قناة التبريد المتوافقة بهذه النقاط الرئيسية:
- يجب أن تكون المسافة بين قنوات التبريد وسطح المنتج ثابتة.
- يجب أن تكون المسافات بين قنوات التبريد الجانبية أقل بنسبة 15% من تلك الموجودة في القنوات الجانبية.
- يجب التحكم في تدفق مياه التبريد برقم رينولدز (Re) >4000 لضمان التدفق المضطرب.
- لضمان معدلات تدفق متساوية، يجب تصميم قنوات التبريد لكل تجويف بشكل متوازٍ.
يمكن لتكنولوجيا التبريد المطابق أن تقلل بشكل كبير من دورات الإنتاج الضخم وتقلل من معدلات التشوه. يمكنك الاتصال بمهندسينا الفنيين للحصول على مستند تقني لتصميم تبريد مطابق يتوافق مع معيار دليل تصميم أدوات القالب ومعرفة المزيد من أساليب التصميم الفعالة من حيث التكلفة.
كيف تحافظ شركة أدوات القوالب الدقيقة على محاذاة تجويف مستوى الميكرون في القوالب المخصصة المتقدمة؟
لكي تكون القوالب متعددة التجاويف ذات الإنتاج الضخم قابلة للتبديل، يجب التحكم في التسامح المطلق لكل تجويف إلى 0.005 مم على الأكثر. يمكن لشركة أدوات القوالب الدقيقة التي تحتوي على مصفوفة أدوات آلية دقيقة التأكد من أن الأبعاد المادية لكل تجويف هي نفسها تمامًا.
متطلبات معدات التصنيع الدقيقة
يجب أن تمتلك شركة أدوات القوالب الدقيقة المؤهلة أفضل معدات التصنيع. تحتاج عملية تصنيع القوالب الصلبة متعددة التجاويف بأعلى مستويات الجودة إلى ماكينة CNC عالية السرعة قادرة على سرعات تصل إلى 24000 دورة في الدقيقة ودقة تحديد موضع محوري +/- 0.002 مم، بما في ذلك أيضًا عمليات EDM السلكية البطيئة وعمليات EDM المرآة.
- RapidDirect هي شركة تركز بشكل أساسي على الحلول المعيارية لقاعدة القوالب سريعة التغيير، حيث تمكنت من الحفاظ على دقة تصنيع التجاويف عند مستوى 0.01 مم.
- تتخصص شركة WayKen في صناعة القوالب السريعة وتعديل التجاويف المتعددة مع تحكم متساهل في الأبعاد والموضع مقارنة بمصنعي القوالب الصلبة ذات العملية الكاملة.
ورشة عمل يتم التحكم في درجة حرارتها وعملية تثبيت بخطوة واحدة
منشئ قالب حقن مخصص على مستوى احترافي للتحكم بالتفصيل في بيئة الإنتاج. عند معالجة قلوب القوالب متعددة التجاويف، تتم العملية بأكملها في ورشة يتم التحكم في درجة حرارتها بمقدار ±0.5 درجة مئوية باستخدام مشبك واحد، وبالتالي تحقيق خشونة سطح تبلغ Ra 0.1μm. يؤدي التثبيت مرة واحدة إلى تجنب فقدان تفاوتات الأبعاد والموضع بسبب عمليات النقل المتعددة للعمليات، ولهذا السبب، منذ البداية، القضاء على حالات فشل قابلية التبادل الناجمة عن اختلافات أبعاد التجاويف.
يعتمد تصميم أدوات قوالب الحقن عالية الدقة على تنفيذ هذه التدابير الأولية للتحكم المستقر في التفاوتات الهندسية:
- استخدام معدات تصنيع عالية الدقة، حيث تبلغ دقة تحديد المواقع المحورية 0.002 مم.
- يتم التصنيع في ورشة عمل يتم التحكم في درجة حرارتها حيث يتم الحفاظ على تقلبات درجة الحرارة المحيطة في حدود ±0.5 درجة مئوية.
- تنفيذ كافة عمليات التشطيب باستخدام قالب واحد مثبت.
- بعد المعالجة الآلية، تحقق من التفاوتات من خلال الفحص الكامل الأبعاد باستخدام CMM.
لماذا تختار صمامات إبرة العداء الساخن على البوابات المفتوحة في مقاييس إنتاج صانع قوالب الحقن المخصصة؟
عندما يتسع عدد تجاويف القالب إلى 16 أو أكثر، فإن وزن نفايات العداء البارد سوف يتجاوز وزن المنتج المقولب نفسه. يوصي صانع قوالب الحقن المحترف باستخدام نظام التشغيل الساخن لصمام الإبرة لتحقيق عدم هدر الفوهة والتحكم في انخفاض الضغط.
تكلفة وكفاءة أنظمة التشغيل البارد والساخن
سوف يقدم لك صانع قوالب الحقن المتخصص المشورة بشأن أفضل حلول التشغيل وفقًا لحجم إنتاجك وعدد التجاويف. ومن المعروف أن الحلول المختلفة له تأثير كبير على استخدام المواد، ومتطلبات الضغط، والمظهر، وما إلى ذلك. ولهذا السبب، يجب أن يتم أي اختيار بناءً على الاحتياجات الحقيقية.
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>المزايا التكنولوجية الأساسية لصمام الإبرة الساخن
تتمتع خدمة أدوات القوالب ذات الحجم الكبير بمتطلبات عالية للغاية لاستخدام المواد وكفاءة الإنتاج. تكون المواد البلاستيكية الهندسية عالية اللزوجة عرضة لإنهاء فقدان الضغط بسبب طول التدفق الزائد في قنوات التوزيع لمسافات طويلة. يمكن للمجاري الساخنة لصمام الإبرة الحصول على عناصر تحكم مختلفة في منطقة درجة الحرارة بشكل مستقل بدقة 1 درجة مئوية. يتم التحكم في إبرة الصمام بواسطة مكبس هوائي أو هيدروليكي لإغلاق البوابة بشكل مثالي في نهاية الدورة بينما تظل البوابة متساطحة مع سطح المنتج.
نصائح لاستكشاف الأخطاء وإصلاحها: إذا كان هناك مشكلة نقص في المواد في أحد تجاويف نظام التدفق الساخن متعدد التجاويف، فتحقق أولاً مما إذا كان مسبار التحكم في درجة الحرارة الخاص بفوهة التدفق الساخن المقابلة في غير مكانه بدلاً من زيادة ضغط الحقن الإجمالي بشكل مفاجئ. فهذا يساعد على عدم حدوث فلاش في التجاويف الأخرى.
يعدد دليل تصميم أدوات القالب السائد بوضوح شديد النقاط الأساسية لاختيار العداء الساخن:
- بالنسبة للمشروعات ذات الحجم الكبير التي تحتوي على أكثر من 16 تجويفًا، يجب أن تكون المجاري الساخنة ذات الصمامات الإبرة هي الخيار الأول.
- تحتاج المواد البلاستيكية الهندسية عالية اللزوجة إلى مناطق للتحكم في درجة الحرارة تكون مستقلة عن بعضها البعض.
- بالنسبة للأجزاء المرئية، يجب استخدام هياكل البوابة التي تمثل صمامًا إبرة للتأكد تمامًا من عدم وجود بقايا للبوابة.
- تتطلب المواد المقواة بالألياف الزجاجية فوهات ساخنة مطلية بمادة مقاومة للتآكل.
يمكن للمجاري الساخنة للصمام الإبرة أن تقلل بشكل كبير من تكاليف المواد للمشاريع كبيرة الحجم. يمكنك إرسال حجم الإنتاج الخاص بك ومعلومات المواد للحصول على عرض أسعار مخصص لحلول التشغيل السريع وحساب توفير المواد بدقة أثناء الإنتاج الضخم.

الشكل 4: يقوم المشغل بضبط نظام صمام إبرة العداء الساخن في قالب حقن مخصص.
ما هي قيود زاوية المسودة التي تمنع جرجر السطح وفقًا لدليل تصميم أدوات القالب الشامل؟
تحتوي القوالب متعددة التجاويف على عدد كبير من دبابيس القاذف. إذا كانت زوايا المسودة والملمس مختلفة، فإن استخدام دبابيس القاذف سيؤدي إلى خدش سطح المنتج. تماشيًا مع دليل تصميم أدوات القالب، يعتبر الربط الكمي بين زاوية المسودة وعمق نسيج المنتج المصبوب من الممارسات الجيدة.
إرشادات كمية لزوايا مسودة السطح المحكم
استنادًا إلى إرشادات تصميم أدوات القالب الرئيسية، يوجد رسم خرائط دقيق جدًا بين الأسطح المختلفة وزوايا المسودة. بالنسبة للأسطح المصقولة والناعمة للغاية، سيكون الحد الأدنى لزاوية السحب من 0.5 إلى 1 كافيًا. تتطلب الأسطح المنسوجة المصنفة وفقًا لمعيار VDI 3400 زاوية سحب إضافية تتراوح بين 1 و1.5 لكل زيادة قدرها 0.025 ملم في عمق البنية.
تنظيم تزامن القذف في التجاويف المتعددة
خدمة قوالب حقن البلاستيك ذات الجودة الممتازة لا تراقب فقط تزامن عملية القذف ولكنها أيضًا تقيسها بدقة شديدة. تلجأ المصانع الفيزيائية ذات المعايير العالية جدًا إلى ألواح القاذف التوجيهية الدقيقة المزودة ببطانات توجيه من الجرافيت، كما يتم وضعها أيضًا في آليات الإرجاع القسري في قواعد قوالب متعددة التجاويف كبيرة الحجم لضمان أن يكون إخراج مئات دبابيس القاذف في تجاويف 16/32 متزامنًا تمامًا ضمن زيادات قدرها 0.01 مم. بهذه الطريقة يتم منع التشوه الفراغي للجزء البلاستيكي الناتج عن القذف غير المتزامن.
الشروط الواردة أدناه هي الشروط الأساسية اللازمة لتصميم القولبة عند تغيير الأدوات ذات التجويف الفردي إلى أدوات التجويف المتعدد:
- يجب أن تكون زوايا المسودة للأسطح الملساء 0.5 درجة على الأقل، بينما يجب أن تكون زوايا الأسطح المنسوجة متراكبة وفقًا لعمقها.
- لكي يكون الضغط في شكل المنتج موحدًا، يجب أن تكون دبابيس القاذف متباعدة بشكل جيد.
- يجب تزويد القالب متعدد التجاويف بآلية الإرجاع القسري التي تسمح بالقذف المتزامن.
- يجب تقريب النقاط التي يوجد فيها تغيير في الاتجاه لمنع تركيز الضغط.
كيف تمكنت دقة JS من حل اختلالات ملء موصل الروبوتات المدنية باستخدام قالب متخصص متعدد التجاويف؟
تحديات العميل
طلب منا فريق المشروع من شركة مدنية للبحث والتطوير في مجال الروبوتات المساعدة فيما يتعلق بالجزء الأساسي من منتجهم - وهو موصل دقيق من النايلون المقوى بالألياف الزجاجية بنسبة 30% (PA66+30% GF) مع نسبة طول تدفق التصميم إلى سُمك الجدار تبلغ حوالي 145:1، وهو الحد الهندسي لهذه المادة. تم العثور على قالب التشغيل الساخن ذو 8 تجاويف والذي تم توفيره سابقًا من قبل شركة تصنيع قوالب نموذجية متعددة التجاويف أثناء عملية صب تجريبية معيبة بشكل خطير: كانت التجاويف المركزية (1-4) مملوءة بالكامل، بينما تعرضت التجاويف الطرفية (5-8) في كثير من الأحيان لطلقات قصيرة.
وبصرف النظر عن ذلك، تسبب التوجيه غير المتساوي للألياف الزجاجية في تجاوز الأبعاد والتفاوتات الموضعية لـ 0.15 مم، مما أدى إلى الإغلاق الكامل لخط الإنتاج الضخم.
حل JS الدقيق
بفضل كونها شركة إنشاء قوالب حقن مخصصة تركز على قولبة الحقن عالية الدقة، أعاد فريق الهندسة في JS Precision هندسة التصميم وإجراء تحسين منهجي من خلال أربع خطوات:
- تحليل إعادة بناء ديناميكيات الموائع: تم تحميل التصميم الأصلي إلى Mouldflow لمحاكاة تعبئة السوائل غير النيوتونية ثلاثية الأبعاد. تم اكتشاف أن المجرى الأولي كان يتجاهل تعويض معدل القص، وبالتالي كان هناك فقدان ضغط يصل إلى 18 ميجا باسكال في تجاويف الحافة.
- إعادة بناء التحكم في درجة حرارة العداء الساخن: كان التغييران اللذان تم إجراؤهما هما إعادة تشكيل المشعب وتعيين تحكم مستقل في درجة الحرارة بنقطة واحدة لفوهات التجويف المحيطي. زيادة درجة حرارة الفوهة الطرفية بمقدار 5 درجات مئوية سمحت بإذابة الألياف الزجاجية على مسارات طويلة لتقليل لزوجة المادة المصهورة.
- تصحيح التهوية الأساسية: بحلول نهاية إحدى الآلات CNC عالية السرعة، تم عمل أخدود تنفيس فراغ بعمق 0.015 مم وعرض 5 مم في منطقة التعبئة النهائية بحيث يتم التخلص من مقاومة الهواء.
- تحسين تبديل الضغط المثبت: تم قفل نقطة التبديل VP-P في لحظة التعبئة بنسبة 98.2% باستخدام مستشعر ضغط التجويف، إلى جانب عملية تثبيت الضغط المتدرج بقدرة 85 ميجا باسكال.
التعلم من خلال الفشل
عندما تم تحويل المتانة لإجراء اختبار كامل مع أول جولتين من العينات، كان الفريق يهدف إلى رفع مستوى ضغط الحقن الإجمالي لملء تجاويف الحافة، مما أدى إلى وميض شديد وتبييض قذفي في التجويف المركزي. وقد أثبت القيام بذلك أن مشكلة ملء مادة الألياف الزجاجية متعددة التجاويف لا يمكن حلها ببساطة عن طريق ضبط معلمات العملية. من الضروري تحسين هيكل العداء وتعويض التحكم في درجة الحرارة.
نهاية السطر
وبسبب التغييرات النهائية، تم تشغيل القالب ذو 8 تجاويف بشكل مستمر بسرعة عالية لمدة 72 ساعة. انخفض معامل الاختلاف في وزن الحشو لكل تجويف من 8.4% إلى 0.85%، وتم الاحتفاظ بتفاوتات الأبعاد والموضع للمنتج في حدود 0.025 مم، مما يظهر بشكل كامل القدرة التقنية لشركة أدوات القوالب الدقيقة الاحترافية. كما تم اختصار زمن الدورة من 38 ثانية إلى 24 ثانية، وانخفض معدل الخردة من 18.5% إلى صفر.
"بمساعدة بيانات المحاكاة التفصيلية والتحسين الدقيق للتحكم في درجة الحرارة، تمكن فريق JS Precision من إنقاذ مشروع الإنتاج الضخم الخاص بنا والذي كان على وشك الإلغاء في غضون 7 أيام،" قال مدير البحث والتطوير والمشتريات في سلسلة التوريد لدى العميل. "على محمل الجد، إنهم معلمو التصنيع الذين يشاركون أيضًا في عملية الخطوط الأمامية."'
تتطلب مشكلات ملء التجاويف المتعددة المعقدة حلولاً مستهدفة لتحسين الهيكلة. يمكنك تحميل رسومات قوالب المشكلة وأوصاف العيوب لتلقي تشخيص هندسي فردي وحلول تحسين مخصصة من كبار المهندسين.
لماذا تختار JS Precision كشريك استراتيجي طويل المدى للأدوات متعددة التجويفات للإنتاج على نطاق واسع؟
الأهم من ذلك، أن اختيار أدوات القالب الدقيقة لا يتعلق بمن يجيب أولاً، ولكن بمن يمكنه الحفاظ على رقابة صارمة على الجودة على إنتاج ملايين الوحدات بسرعة عالية لفترة طويلة جدًا دون إيقاف التشغيل. توفر JS Precision دعمًا هندسيًا شاملاً، بدءًا من النماذج الأولية ذات التجويف الفردي وحتى الإنتاج الضخم متعدد التجاويف لمئات الآلاف من الوحدات.
نحن ندير منشأة مادية مجهزة تجهيزًا جيدًا في مدينة هومين، مدينة دونغقوان بالصين والحاصلة على شهادة ISO 9001:2015. باعتبارنا شركة تصنيع قوالب متعددة التجويفات، لدينا معدات احترافية مثل ماكينات CNC عالية السرعة من Makino وماكينات Sodick EDM ذات المرآة، بالإضافة إلى ذلك، يتكون فريقنا الهندسي الأساسي من 12 من كبار مصممي قوالب الحقن، يتمتع كل منهم بمتوسط يزيد عن 15 عامًا من الخبرة في الصناعة.
يعد كل تقرير دقة JS مرجعًا للمعلمات الفعلية. كل قالب متعدد التجاويف جاهز للتسليم هو منتج نهائي بعد اجتياز جميع عمليات فحص الجودة التي تجريها خدمة أدوات القوالب ذات الحجم الكبير. يتضمن ذلك تقريرًا كاملاً لتحليل Mouldflow، وتقرير تتبع الشركة المصنعة الأصلية للمعالجة الحرارية HRC 48-52، وتقرير الفحص الكامل لأبعاد CMM للقولبة ذات التحميل الكامل على مدار 24 ساعة، والذي معًا يضمن عائد تمرير أولي يزيد عن 99.5% ويساعدك في إبقاء تكاليف شراء الوحدة تحت السيطرة.
إن العثور على الخبير المناسب هو نصف المعركة التي يتم الفوز بها في الإنتاج الضخم. توقف عن المقارنات التي لا هدف لها الآن! انقر على الرابط "الحصول على عرض أسعار مخصص للقالب متعدد التجاويف الآن" أدناه، وأرسل نموذج CAD ثلاثي الأبعاد ومتطلبات الإنتاج، وابدأ رحلة جديدة من الإنتاج الضخم الفعال باستخدام JS Precision!
الأسئلة الشائعة
س1: عند تحويل قالب أولي ذو تجويف واحد إلى قالب إنتاج ضخم متعدد التجاويف، ما هي العوامل الفنية الرئيسية الثلاثة التي تمثل أكبر نسبة مئوية من حالات فشل المشروع؟
لماذا يتم إغفال حرارة القص غير المنتظمة داخل العداء والارتفاع غير الخطي لقوة التثبيت. لا يستخدم معظم صانعي القوالب أي تعويض لزوجة على مستوى ميكرون مما يؤدي إلى مشكلات الفلاش واللقطة القصيرة وانتفاخ القالب. يجب إعداد تحليل توازن السوائل في الخطوة الأولى من تصميم القالب وفقًا للمعايير المهنية.
س2: كيف تستخدم JS Precision التكنولوجيا لضمان تطابق البعد الإجمالي لكل تجويف (قالب متعدد التجاويف ذو 16 تجويفًا أو 32 تجويفًا) في عملية التشكيل بالحقن عالية السرعة؟
طوّرت شركة JS Precision ثلاث حزم تحكم رئيسية: آلات بدقة تحديد موضع تبلغ 0.002 مم. تم ضبط نظام العداء الساخن لتحقيق التوازن مع معامل تباين الضغط المقفل أقل من 2%. استكمال فحص الأبعاد قبل التسليم على جميع التجاويف بواسطة CMM.
س3: ما هو معدل تخفيض تكلفة إنتاج الوحدة للمشروع ذو الحجم الكبير إذا تم استخدام قالب متعدد التجاويف بدلاً من قالب تجويف واحد؟
على الرغم من أن هناك تكلفة استثمار أعلى للقوالب متعددة التجاويف مقارنة بالقوالب أحادية التجويف، إلا أن درجة التوفير في تكاليف الوحدة هائلة. 16 (أو أقل) يمكن للقالب المجوف تقليل التكلفة المتغيرة للوحدة بأكثر من 80% بناءً على هذه الحسابات. سيعمل نظام التسخين مع نظام الجري الساخن على تقليل المهلة الزمنية وتقليل معدل الخردة إلى أقل من 2%. سيتم استرداد تكلفة الاستثمار عند الحد الأدنى لعدد مخرجات الإنتاج وهو 50000 وحدة.
س 4: ما مدى صعوبة استخدام التبريد الفراغي عادةً في المعالجة الحرارية للصلب الأساسي للقالب متعدد التجاويف؟ ولماذا يعتبر مؤشر الصلابة مهماً جداً؟
بالنسبة للقوالب متعددة التجاويف من الفئة 101، التي يبلغ عمرها أكثر من 1000000 دورة، فإن JS Precision أيضًا استخدم معيار التبريد الفراغي HRC 48-52 واختر مادة S136 أو فولاذ H13. سوف ينطفئ المنتج ويفشل التسامح عندما لا تكون الصلابة كافية.
س5: قبل التسليم الرسمي للقالب متعدد التجاويف، ما هي المستندات الفنية وسجلات الفحص الخاصة بالجودة التي يجب توفيرها عادةً؟
يجب على الموردين المحترفين تقديم رسومات ثلاثية الأبعاد للقالب بالحجم الكامل، وشهادات الفولاذ وتقارير المعالجة الحرارية، وبيانات تحليل ملء تدفق القالب، ومخططات عملية القولبة التجريبية T1، وتقرير فحص التجاويف الكامل من اختبار CMM للقوالب متعددة التجاويف.
س6: بشكل عام، ما الذي يجعل نظام التشغيل الساخن أكثر تكلفة عندما يتم تصميم القالب متعدد التجاويف ليحل محل القالب أحادي التجويف؟ ما هي العوامل التي تؤثر على أسعار المتسابق الساخن؟
تختلف العوامل التي تؤثر على تسعير العداء الساخن من أن التحكم في صمام الإبرة أكثر تكلفة من التحكم في الفوهة المفتوحة، والمزيد من التجاويف، والأكثر تكلفة. العلامة التجارية الأوروبية والأمريكية أغلى بـ 2 إلى 3 مرات من العلامة التجارية الصينية والأمريكية . تحتاج المواد المقاومة للاهتراء إلى الطلاء، وتبلغ التكلفة حوالي 25%. يمكنك تحميل الرسومات للحصول على عرض أسعار.
س7: كيف أعرف أن منتجي مناسب لصياغته في مشروع قالب حقن متعدد التجاويف (32 تجويفًا أو 64 تجويفًا)؟
يجب أن تكون هناك ثلاثة شروط أساسية لإنتاج قوالب متعددة التجاويف: إجمالي إنتاج مستقبلي ثابت يزيد عن 1,000,000 وحدة، وشكل مضغوط للمنتج، بحيث يمكن أن يعمل بصفات موحدة لآلات قولبة الحقن التقليدية، وتصميم منتج مكتمل، وإلا فإنه سيتسبب في مخاطر تكاليف ضخمة لاحقًا في كل من تغيير القالب وإيقاف التشغيل.
س8: ما هي التفاصيل التي يجب أخذها في الاعتبار أثناء الصيانة اليومية المستمرة للإنتاج الضخم للقوالب متعددة التجاويف بحيث لا يحدث تلف بسبب الإجهاد الداخلي المحلي؟
هناك ثلاثة مخاوف هامة تتعلق بالصيانة للقالب متعدد التجاويف عند الإنتاج الضخم: كل 50000 دورة، تنظيف قناة التهوية من رواسب التنفيس. استخدم شحمًا مقاومًا لـ 200 درجة مئوية، وقم بتشحيم الشريحة وقوى التوجيه، عن طريق تبريدها إلى أقل من 40 درجة مئوية، بدون بقايا-يجب وضع الضغوط في فم المادة، حتى لا تدخل في الشقوق الحرارية.
الملخص
إن الانتقال السلس لتأكيد النموذج الأولي للتجويف الفردي إلى التصنيع عالي الأداء ومتعدد التجاويف بكميات كبيرة لا يقتصر فقط على نسخ نفس تخطيطات أبعاد الرسم، بل هو سباق تسلح بين الثورات الهندسية لموازنة هندسة مجال التدفق عالي القص، ونسخ التفاوتات الهندسية الدقيقة بترتيب ميكرون، والتحكم في التبريد المتوافق ديناميكيًا الحراري، وحساب مقاومة التعب الميكانيكي شديد الصلابة.
تبين المقارنة الفنية لثمانية من أكبر الموردين العالميين لقوالب الحقن أنه فقط من خلال الاختراق الوثيق للجوانب التقنية الأساسية مثل معلمات العداء المتوازنة تمامًا، والمعالجة الحرارية عالية الصلابة الفراغية، ودقة تحديد المواقع من فئة الميكرون للآلة الصلبة، يمكن التخلص تمامًا من مشاكل اختلاف حجم التجاويف المتعددة في اللقطة القصيرة أثناء الإنتاج المستمر عالي السرعة، بحيث يتم جلب تكلفة الشراء الإجمالية لمنتج واحد ومخاطر الجودة إلى نطاق القيمة المثلى. توقف عن التفاوض على الشرارات المتعددة والبناء متعدد الخطوات اليوم للحصول على لقطة متعددة التجاويف غير دقيقة تمامًا، وانتقل الآن مباشرة إلى التعاون الاستراتيجي مع حلنا المركزي المتمثل في مركز التصنيع الدقيق PID.
تمتلك شركة JS Precision 20 خبيرًا هندسيًا رفيع المستوى في خدمتك لتحليل DFM للقالب متعدد التجاويف لعام 2026 خطوة بخطوة. هل ترغب في زيادة النموذج الأولي الحالي للتجويف الفردي إلى خط إنتاج عالي الإنتاجية ومؤتمت بالكامل يحتوي على 16 أو 32 أو 64 تجويفًا؟ أو هل لديك مشاكل أزمة مثل عدم تساوي توازن العداء، وتشويه المنتج النهائي، وما إلى ذلك مع التجاويف المتعددة للموردين الآخرين؟ من فضلك أرسل إلينا رسم CAD ثلاثي الأبعاد وأخبرنا عن التسليم الذي تتوقعه. سوف نرسل لك حلاً شاملاً لعرض أسعار القوالب متعددة التجاويف في غضون 24 ساعة، بما في ذلك الاستثمار العملي في العداء، وحساب قوة الإغلاق وتقدير تكلفة الإنتاج الكاملة، وما إلى ذلك.
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط. بالنسبة إلى JS Precision Services، لا توجد إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. تقع على عاتق المشتري مسؤولية تحديد المتطلبات الفنية المحددة وطلب عرض أسعار رسمي للأجزاء. يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق دقة JS
حلول التصنيع المخصصة. مع أكثر من 15 عامًا من الخبرة في خدمة أكثر من 1000 عميل، نحن متخصصون في التصنيع باستخدام الحاسب الآلي وتصنيع الصفائح المعدنية و href="https://www.cncprotolabs.com/sheet-metal-fabrication">الطباعة ثلاثية الأبعاد والقولبة بالحقن وختم المعادن. بعد أن نجحنا في تسليم أكثر من 300000 قطعة دقيقة، نحافظ على معدل تسليم في الوقت المحدد بنسبة 99.2% في جميع المشاريع المخصصة.
تم تجهيز منشأتنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور وحاصلة على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملاء B2B في 150 دولة. سواء كنت بحاجة إلى نماذج أولية صغيرة الحجم أو تخصيص واسع النطاق، فإننا ندعم مشروعك بفترات زمنية قصيرة تصل إلى 24 ساعة. اختر JS Precision للحصول على كفاءة وجودة واحترافية لا مثيل لها.
لمعرفة المزيد أو إرسال طلب عرض الأسعار الخاص بك، قم بزيارة موقعنا على الويب: www.cncprotolabs.com
المصدر

