
Injection mold tooling is the base molding structure that makes industrial equipment components maintain their shape accurately, even under the combination of high pressure and stress that change repeatedly in a factory environment. So, it addresses the main issues of the industry like fatigue crack, changes in dimensions, and great losses due to downtime, occurring mostly in mass production. Industrial-grade molds that are compliant have been fabricated using 1.2344 ESU/H13 steel, after which they were vacuum heat treated to a hardness of 48-52 HRC. Cavity tolerances are so tightly controlled to 0.005mm, that millions of stable injection cycles can be performed.
Premature wear, deformation, and flashing of molds are very costly with maintenance and production stoppages in industrial equipment manufacturing. This article centers on precision manufacturing and parameter control. It specifies high-strength and long-lasting mold customizations solutions to assist a company in designing products free of defects and minimizing equipment downtime. It offers professional reference in three aspects - steel selection, stress control, and service provider auditing - of industrial mold procurement and development.
Quick Overview of Core Parameters for Industrial-Grade Injection Mold Tooling
Here the main technical features and production criteria of industrial-grade tailor-made molds are cleary outlined. It is a vital guide in the entire process of mold selection, acceptance, and even optimization of the process with the help of the engineers who will be able to promptly recognize the mold core indicators that meet the standards.
|
Core Evaluation Dimension
|
Industrial-Grade Technical Parameter Standard
|
Industry Average Parameter Level
|
Core Customer Benefit
|
|
Steel Hardness
|
48-52 HRC (1.2344 ESU/H13, vacuum quenching + triple tempering).
|
30-40 HRC (ordinary pre-hardened steel).
|
Resist high-pressure erosion and prevent early cracking.
|
|
Cavity Fit Tolerance
|
±0.005mm.
|
±0.02mm.
|
Completely eliminate part flash and assembly errors.
|
|
Design Cycle Life
|
≥1,000,000 cycles (SPI Class 101 standard).
|
300,000-500,000 cycles.
|
Greatly reduce mold replacement and maintenance costs.
|
|
Molding Shrinkage Control
|
Uneven shrinkage rate ≤0.3%.
|
0.8%-1.2%.
|
Avoid part warpage, deformation and dimensional deviation.
|
|
Mold Surface Temperature Difference
|
±2°C (conformal cooling water channel).
|
±5°C~±8°C.
|
Ensure dimensional consistency in mass production.
|
Key Takeaways
- The hardness of the mold steel really helps in deciding its lifetime of usage, steel with a hardness of 48-52 HRC is recommended. The use of HRC vacuum-hardened steel is one way of mitigating the risks of poor quality materials.
- A precise cavity tolerance of 0.005mm is fundamental in ensuring mechanical parts will not fail due to use over time.
- Production defect auditing (DFM) before starting production can bring identifying the possible process problems at a very early stage and this greatly minimizes the cost of the subsequent mold changes.
Why Trust JS Precision's Experience in Custom Injection Mold Tooling for Industrial Equipment Components?
With a quality system based on standards and practical process know-how, JS Precision can address mass production failures of industrial molds from the root cause, assuring the constancy of the supply chain for the business.
Mold incorrectness production results mainly from the improper handling of the later production operations only 20% of cases, as a rule, 80% of the first mold failures are caused by the lack of early process control. Thanks to the complete implementation of the ISO 9001:2015 quality management system, JS Precision guarantees the full traceability of the processing chain.
Besides being furnished with high-precision devices like Makino CNC and Sodick EDM, JS Precision is mainly dedicated to industrial molding customizing and really drills down core processes for each user scenario.
A prime factor underlying the assembly and mass production stability of manufacturing components is the precision with which mold tolerance is controlled. Highly standardized thermal treatment and strict tolerance control procedures can bring down mold failure rates by more than 90%, thereby completely eliminating the problem of downtime for mold repair during mass production.
We have developed a thorough knowledge of the field over several years and have gathered many solutions for the manufacturing of complex industrial parts. Thanks to our profound engineering expertise, we are nowadays one of the main and trusted cooperative suppliers of many industrial equipment companies.
Want to quickly verify the process feasibility of your mold project? Get a free one-on-one technical qualification assessment to accurately identify potential risks in equipment mold customization.
How Does Mold Steel Hardness Directly Determine Industrial Mold Lifespan?
The hardness and microstructure of mold steel are the core factors determining the service life of durable mold tooling components. This means that the use of steels like 1.2344 and H13, which are vacuum hardened to a stable hardness of 48-52 HRC, the mold will not experience stress cracking or cavity wear over several millions of high-pressure injection cycles.
Common Deficiencies in Material Selection within the Industry
In many cases, mold manufacturers use very vague standards for material selection, without providing concrete parameters. This often leads to the mold failure and the project being stuck. Poor materials greatly reduce the industrial molds' durability in mass production, because of this failing to fulfill the requisites of high-quality injection mold tooling.
- Normal manufacturers do not separate operating conditions, and as a result, they blindly use low-priced pre-hardened steel. But, this type of steel is not suitable for glass fiber reinforced, high-temperature and high-pressure industrial molding scenarios.
- T=hree-stage tempering procedure is left out, which causes the presence of residual stress in the steel. This makes the steel vulnerable to intergranular cracks when exposed to high-pressure conditions.
- Absence of metallographic testing processes causes the steel to have insufficient martensite content which in turn, leads to cavity fatigue spalling in prolonged mass production scenarios.
By referring to the table below, you will be able to more precisely tell in which cases different mold steels are appropriate and also how to sidestep selection mistakes. It illustrates the main characteristics and operating conditions that the most common industrial mold steels can be used for.
|
Steel Grade
|
Hardness Range After Heat Treatment
|
Fatigue Resistance Grade
|
Corrosion Resistance
|
Typical Industrial Application Scenarios
|
|
1.2344 ESU/H13
|
48-52 HRC (vacuum quenching + triple tempering).
|
Grade S (Highest level)
|
Medium, suitable for conventional industrial resins.
|
Pump valve bodies, heavy equipment structural parts, automotive chassis parts.
|
|
S136 ESR
|
50-52 HRC (vacuum quenching + cryogenic treatment).
|
Grade S
|
Excellent, suitable for corrosive resins such as PVC and POM.
|
Medical equipment parts, food-grade industrial parts, high glass fiber valve bodies.
|
|
718H
|
30-35 HRC (pre-hardened).
|
Grade A
|
Medium
|
General industrial housings, low-load structural parts, mass production within 100,000 cycles.
|
|
P20
|
28-32 HRC (pre-hardened).
|
Grade B
|
General
|
Civil equipment housings, low-precision industrial accessories, mass production within 50,000 cycles.
|
|
NAK80
|
38-42 HRC (pre-hardened + aging treatment).
|
Grade A
|
Excellent
|
Industrial equipment panels, optical-grade accessories, low-load mass production parts.
|
Standardized Material Selection and Heat Treatment Processes
JS Precision concentrates on enhancing the microscopic characteristics of steel to succeed in industrial mass production under high-pressure conditions. By implementing standardized process control, it basically prevents failure problems like steel fatigue and wear, thereby guaranteeing a long-term stable operation of molds.
1.Major core cavities are made from 1.2344 ESU/H13 and S136 industrial-grade steel on a uniform basis: these are the industrial-grade steels that are adapted to injection conditions above 120MPa.
2.Vacuum quenching + three-stage tempering process was applied to keep the hardness stable at 48-52 HRC and to completely remove the residual stress of the inside of the steel.
3.Microstructure is carefully controlled to the martensite level 1 standard which means that there will be no cracking or wear after millions of cycles.
Given that, a qualified industrial mold steel has not only to satisfy the surface hardness standard but, more importantly, should be able to rely on the complete heat treatment process to optimize the microstructure, remain durable under long-term high-pressure mass production conditions, and effectively extend the overall lifespan of the durable mold tooling components.
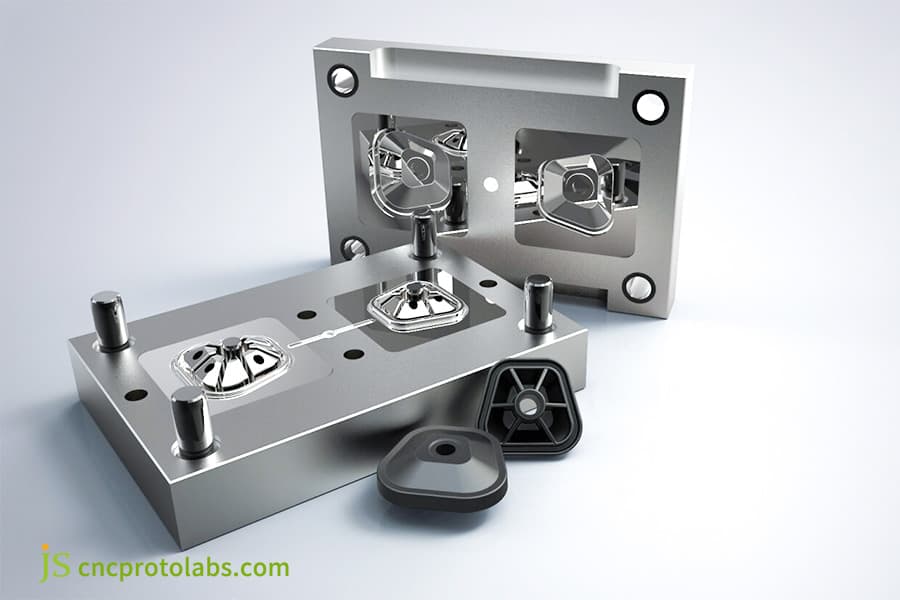
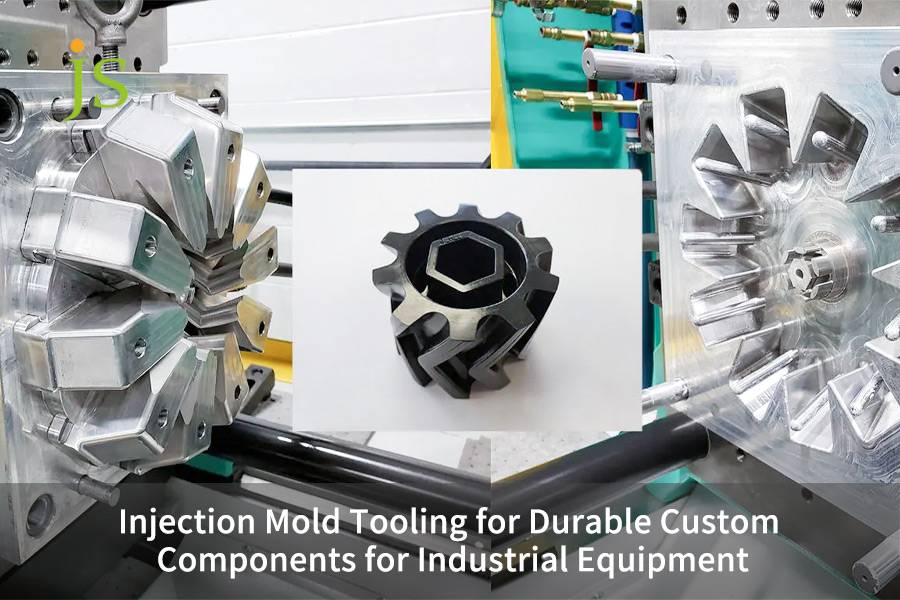
Figure 1: Two large steel plates and black plastic components arranged as injection mold assembly parts.
How to Control Fit Tolerance in Custom Injection Mold Tooling via Precision Machining?
Custom injection mold tooling through precision manufacturing processes delivers the ability to control the fit tolerance accurately. Flash and dimensional deviations of industrial parts are completely eliminated from the source by locking the core tolerance at 0.005mm with the help of high speed CNC milling and slow wire EDM equipment.
High-Precision Machining Equipment Matrix
The tolerance control foundation rests firmly on high-precision machining equipment which not only corresponds to the development of complex industrial parts featuring irregular curved surfaces and precision structures but also guarantees the basic machining accuracy and assembly adaptability of custom injection mold tooling.
- Resolves the issue of positional offsets on complicated curved surfaces in multi-cavity molds by employing a five-axis linkage machining center.
- Ensures the minuscule accuracy of small structures and mating parts through slow wire EDM machining method.
- Works in an air-conditioned workshop with a stable temperature of 20°C±0.5°C to prevent tolerance deviations induced by temperature deformation.
Full-Dimensional Inspection and Quality Control Process
At the initial stage of precision machining, to surface hidden dimensional defects and stabilize the dimensional and assembly accuracy of the mass production molds, a full-dimensional precision inspection is done with the help of specialized equipment.
Industrial molds at the ordinary level with a tolerance of 0.02mm are fit only for producing consumer goods but they are not capable of satisfying the precision assembly requirements of industrial equipment. Through a Zeiss coordinate measuring machine, JS Precision goes through a full mold dimension inspection and holds the tolerance control strictly at 0.005mm which is the ISO 286 precision tolerance standard.
This will keep assembly failures and wear issues at bay, and the methodical injection mold manufacturing chain will entirely pave the way for mold precision.
We welcome you to upload your 3D Step drawings to our evaluation system. JS Precision's high-precision manufacturing experts will provide you with a customized mold processing quote, including tolerance analysis, within 24 hours.

Figure 2: Close-up of a CNC machine machining a metal part for injection mold tooling in a factory setting.
How to Solve Stress & Deformation in Industrial Equipment Tooling Molding?
The problem of deformation in industrial component forming can be thoroughly solved through structural and parameter optimization. High quality tooling for industrial parts will pre optimize the water circuit layout and pressure holding parameters, evenly cool and shrink, and improve mass production problems such as part warping and dimensional deviation.
Main issues in industrial parts casting
Since the industrial parts with thick walls and polypropylene plastics with glass fiber reinforcement being molded are susceptible to anisotropic shrinkage, due to which residual stress can be accumulated resulting in the warpage and cracks of the parts. This is a major issue with mass production of industrial equipment tooling, resulting in low stable production rates.
1.Modified materials such as PA66+30%GF get warping, porosity, and weld line defects due to uneven cooling shrinkage.
2.Heat dissipation through ordinary straight-through channels leading to enormous temperature difference of the mold surface that results in excessive local shrinkage of parts.
3.Parts internal stress concentration caused by the holding pressure parameters out of range that makes them prone to cracking and deformation due to long-term use.
Mold Flow Simulation and Structural Optimization Solution
Pre-mold flow simulation and structural optimization will help you identify the defects of molding and besides mold flow simulation, the structural optimization help in solving the problems related to mass production deformation due to conformal cooling which increases cooling uniformity.
JS Precision takes the advantage of Moldflow function to simulate an injection molding process, optimize the gate structure and segmented holding pressure process, accurately release internal stress, completely solve the problem of deformation in mass production of plastic parts and also optimize the molding stability of tooling for industrial parts.
How Can Special Engineering Plastic Processing Promote The Upgrade Of Custom Industrial Tooling?
Molding high-glass fiber special engineering plastics like PEEK and PPS is nearly impossible, imposing very high standards on the high-temperature resistance, venting, and corrosion resistance of the materials for custom industrial tooling. Customized methods are the only way to guarantee high part yield rates in such cases.
Technical Difficulties in Molding Special Plastics
High-temperature special plastics breaking down produces residual gases. Changes in the dimensions of the venting groove very easily result in part scrap, which is the main technical issue in custom industrial tooling.
1.Venting grooves > 0.02mm cause flash on parts and thereby disrupt the assembly tolerance.
2.Venting grooves < 0.005mm can mean trapped gases, and their combustion results in carbonization black spots on the surface.
3.Ordinary mold steels get worn quickly by highly corrosive melts, so leading to shortened mold life.
Targeted Mold Upgrade Processes
Using micron-level precision machining with multi-stage venting design, these technical features can be successfully changed to suit extreme molding conditions of special materials, achieving a trade-off between venting effectiveness and molding accuracy while stabilizing part yield rates.
We tailor multi-stage precision venting channels that are consistent with the flow behavior of special materials by combining the use of CNC machined, highly corrosion-resistant inserts and a high-temperature mold temperature system, which serve to resolve the problems of melt scorching and flash, thereby enabling us to implement refined injection mold manufacturing practices.
Is your project using PEEK or high glass fiber modified plastics? Contact JS Precision's experienced engineering team, and we will tailor a highly material-compatible engineering mold development solution for you.

Figure 3: A variety of black engineered plastic parts, showcasing custom-machined components used in industrial tooling applications.
What DFM Audit Standards Should High-Quality Custom Mold Tooling Service Suppliers Possess?
The primary benefit of hiring a professional custom mold tooling service provider is that they conduct standardized DFM audits at the design phase to detect design flaws, perform parameter optimization, eliminate modification risks, and lead to stable mass production.
Professional DFM Audit Core Quantitative Indicators
Quantitative audit indicators in a standardized way are essential for defect-free molding and are the fundamental criteria that differentiate a top-notch custom mold tooling service from regular manufacturers. They not only help in identifying various risks in the production stage.
- Outer surface demolding angle for reinforced plastics 1.5, for textured surface 3, so the part is not scratched from the demolding process.
- Besides these indicators, wall thickness transition, ejection balance, slider stroke, undercut structures, and gate layout are also being thoroughly audited.
- There is a highly accurate prediction of the risk of mold modification and the structural optimization is done proactively to avoid rework costs of several tens of thousands of dollars.
Technical Differences Between Suppliers and Customers
A usual manufacturer will just copy the basic mold design and will fail in identification of potential problems and complicated structure moldings, this will ultimately lead to the birth of the molding defects, resulting in very late deliveries and even repeated mold modifications. Then again, our DFM audit system gives us the leverage to have the first-trial pass rate greater than 95%, with the consequent saving in time and costs to our customers.
A usual manufacturer will only be able to copy the basic mold structures and they will not be able to anticipate the potential problems with complex structure molding which will very easily be the cause of repeated mold modifications and delivery delays. We have a mature DFM audit system which helps us to increase the trial mold pass rate and That's why that really improves the quality of custom industrial tooling implementation.
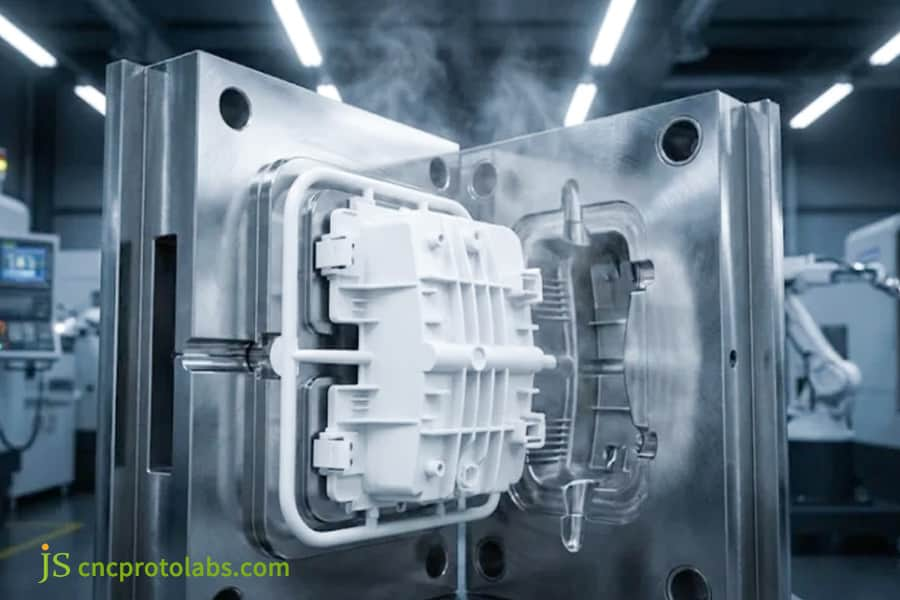
Figure 4: A mold component undergoing precision machining in a professional manufacturing environment.
How Did JS Precision Solve Premature Wear in High-Strength Nylon Valve Body Molds?
This section features a real-industrial project as an example. The project relies on well-established injection molding manufacturing techniques to solve the wear issue of valve body molds made from high-glass fiber reinforced nylon through a series of material, process, and design evolutions resulting in a significant increase of mold longevity.
Client's Complicated Issues
This manufacturer of pumps and valves had their P20 steel molds which were originally meant for injection molding 40% glass fiber reinforced PA66 valve bodies. The glass fiber erosion wear was the biggest reason for the molds falling apart. The conventional and rather basic methods of injection mold manufacturingwere totally inadequate for mass production of very strong glass fiber. In fact, the molds showed defects like gate deformation and flashing issues. This caused quite a lot of downtime for repairs of the molds and high costs of maintenance.
Step-by-Step Implementation Solution
Drawing from our hands-on work in the field of designing molds for high-fiberglass industrial parts, our team formulated a four-dimensional optimization plan that covers materials processes structure, and surface treatment:
1.Material Upgrade: Using a Swedish S136 electroslag remelted high-purity wear-resistant steel instead of the P20 steel originally supplied as the material, which was quite reasonable for fiberglass erosion conditions.
2.Heat Treatment Optimization: Vacuum quenching by a third party + three-stage tempering, resulting in a hardness of 50-52 HRC, while the metallographic structure is Grade 1 standard.
3.Surface Modification: The cavity and runner were coated with PVD nano-CrN to increase hardness over 2000 HV so that the surface can resist fiberglass erosion.
4.Structural Optimization: Instead of point gate, fan-shaped gate was used to reduce local shear heat, besides that, two separate water circuits (dual-loop) were added for temperature balancing.
Project Review and Lessons Learned
At the 2nd stage of the mold testing, the extremely high holding pressure triggered an uneven crystal formation as well as concentration of stresses in the valve body. The team very quickly changed the holding pressure points and mold temperature parameters to not only get rid of residual stresses but also fix the problem of how the part had been deforming. This is a very good example of how tailored mold processes matter.
Implementation Results and Customer Feedback
The custom injection mold tooling that has been optimized went through more than 1.15 million cycles at full capacity, with dimensional tolerances being stable and easily controlled, which has made the customer able to reduce downtime for mold repairs by 92%. By using our excellent process optimization skills, we have ended a major industry problem and gained a high-quality example for the mass production of high-end custom injection mold tooling.
Want to replicate the same success and significantly improve the efficiency of your industrial component production? Contact the JS Precision expert team immediately for a customized mold development solution.
How to Balance Cost & ROI for Industrial Molds via Tech Improvements?
Injection mold tooling procurement should consider the total lifecycle cost of the mold rather than focusing on only the initial quote. Standard structural design can still help balancing investment costs and thereby lead to a better cost-effectiveness and return on investment for mold mass production over time.
Mold Full-Lifecycle TCO Calculation Model
Our specially developed TCO full-lifecycle computation model can calculate the total cost of mold usage precisely, this way avoiding hidden losses like maintenance and downtime due to the purchase of a cheap mold. It is the main buying reference for custom mold tooling service.
The key formula for the calculation: TotalCost = T + (U V). The overall cost of a mold depends not only on the initial mold opening price but also on the losses during mass production. In fact, long-term losses from cheap, low-quality molds are really greater than the initial purchase price difference.
Cost and Benefit Comparison Optimization
|
Mold Configuration Scheme
|
Initial Mold Opening Cost
|
Service Life
|
Total Production Cost for 1 Million Pieces
|
Maintenance Frequency
|
|
Ordinary P20 Steel Mold
|
Base price (lower).
|
≤300,000 cycles.
|
Base price.
|
High-frequency maintenance.
|
|
1.2344 Steel + PVD Coated Mold
|
30% higher than base price.
|
≥1,000,000 cycles.
|
40% lower than base price.
|
Almost maintenance-free.
|
Modular insert design can adapt to the production of multiple types of parts, reducing repeated mold opening costs, improving long-term return on investment, and effectively enhancing the reusability and cost-effectiveness of industrial equipment tooling.
Why Choose JS Precision As Your Long-Term Trusted Custom Industrial Tooling Manufacturer Partner?
The core of guaranteed stable industrial production is a stable and reliable industrial equipment tooling supply chain. JS Precision focuses on designing and manufacturing custom non-standard precision molds, providing standardized process services to a large number of industrial enterprises.
Standardized Quality Assurance System
To ensure production quality and safety, our quality control system is standardized and systematic, covering the whole process from manufacturing inspection to delivery. We fully document and track each step and provide a robust guarantee of the stability and safety of mass production of high-quality custom industrial tooling.
- We take the ISO 9001:2015 quality management system very seriously on our part and manage to do the traceability to the extent of processing, testing, and delivery.
- With our excellent set of processing machines, we can meet the needs of diverse and customized high-precision, long-life industrial equipment tooling.
- We dedicate ourselves to general industrial fields, focusing our technical resources on a specific niche, we aim to eliminate issues arising from the lack of precision in the process due to the generalization of the business.
Core Value of Customer Cooperation
We work on production needs in large scale, constantly striving to enhance the quality of the molds whilst maintaining the costs and delivery times within controlled levels to produce stable and profitable industrial molds that are able to satisfy the demands of high-end customized injection mold tooling.
The group is committed to servicing the primary mass production needs of our clients and is continually striving to maintain a suitable balance between mold stability and profit margins. Besides, reliable mold support is one of the services we provide to ease largescale production of industrial components.
Looking for a source manufacturer that offers high-quality products at competitive prices, with seamless technical communication? Send your formal inquiry to JS Precision now and let's work together to create robust mold assets that combine superior quality and return on investment.
FAQs
Q1: What are the commonly used steel grades for industrial grade custom injection mold tooling, and how to select them based on processing needs?
Steel grades vary for industrial-grade molds according to mass production conditions. For highly loaded mass production, 1.2344 and S136 are chosen. For moderate load conditions, 718H and P20 are the choices. You may want to share your drawings to get a tailor-made material selection plan and a precise quotation.
Q2: How do you ensure that uneven wall thickness of complex industrial components does not cause surface shrinkage during the injection mold manufacturing process?
We improve the gate layout through Moldflow simulation, use beryllium copper parts for thick areas of the parts to speed up heat dissipation, and at the same time, employ a 2℃ constant temperature water circuit and a two-stage holding pressure profile to completely eliminate the surface shrinkage issue.
Q3: Why is it said that precision custom mold tooling service should include pre DFM defect audits? What costs can it save for buyers?
By carrying out pre-production DFM audits, manufacturers can spot various potential problems in structures and molding beforehand and this way offer reliable and cost-effective avoidance of secondary mold modifications which are very expensive and cause 2-4 weeks delay in delivery, at the same time, these audits continuously raise the first mold pass rate to above 95%.
Q4: How do you ensure the fatigue and cracking resistance of durable mold tooling components in the face of high-intensity continuous industrial parts production?
We implement stress relief and cryogenic treatments on the load-bearing core inserts, with a graphite self-lubricating wear-resistant structure, and a high-hardness PVD nano-coating as a surface layer, all of which together serve to improve fatigue resistance and crack prevention of the mold in high volume production.
Q5: What's the ballpark figure for a single set of injection molds combined with machining services at JS Precision, and what is the scope of the costs?
The cost for heavy-duty million-cycle-life molds starts at a few thousand and can go up to tens of thousands of US dollars. Our price list is straightforward and transparent without any hidden fees, and it includes the whole range of machining and support services.
Q6: Do you have any cost optimization plans for custom industrial tooling orders with low volume high mix?
For multi-category, small-batch orders, we use a universal mold base + replaceable insert solution, which avoids the need for repeated mold opening and results in a 40% saving in mold opening costs. Also, it reduces the time for new product sampling and delivery cycle to 15 days or less.
Q7: What is the approach of JS Precision, as the manufacturer, towards managing, maintaining, and storing the injection mold assets that are in the customer's name after the production is finished?
Once production is finished, we will clean the molds completely, apply rust-proof measures, and store them in a temperature-controlled, moisture-proof warehouse for classified management. Long-term cooperative customers will be eligible for free warranty throughout the molds' life plus free regular slider consumables replacement.
Q8: How many working days does it generally take to get from receiving the drawings to having the final approved first sample (T1 Sample) in an industrial parts injection molding project?
The turnaround time for industrial parts mold making is typically 25-35 working days. We offer a DFM (Design for Manufacturing) plan within 2 days, precision machining is done within 15-20 days, and then assembly, mold fitting, and trial molding follow. The validated first sample can be dispatched within 24 hours.
Summary
Industrial injection molds made of high-quality materials, having a long lifetime and excellent stability, go through four main processes namely, heat treatment of high-hardness steel, ensuring precision with micron-level tolerances, designing conformal cooling and pre-production DFM audit to avail themselves the benefits of very long cycle production without cracking and wearing and so they are capable of avoiding the drastic costs of mold repairs and production downtime which occur quite frequently.
JS Precision is a company that offers industrial precision molds on custom basis and holds a highly developed system been a mark of quality and a professional team of machinists that can solve the problems faced in mass production of industrial molds.
Click the button below to submit your inquiry and CAD drawings to us now, or send an email directly to our engineering department email. Let us use the toughest and most realistic professional technical services to customize safe, reliable, and highly profitable mold assets for you!

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

