

Hersteller kundenspezifischer Spritzgussformen ist ein Kerntechnologieträger, der Produkte von der Prototypenverifizierung mit einer Kavität bis zur Massenproduktion mit mehreren Kavitäten mit Millionen von Produktivitätsniveaus vorantreibt. Dieser Produktionsansatz löst die kritischen Probleme der Massenproduktion, die bei diesem Übergang auftreten, wie z. B. ungleichmäßige Füllung, Schwankungen in der Maßtoleranz und die kurze Lebensdauer der Form usw. Nachdem ein Produkt die Prototypenphase durchlaufen hat, stehen F&E-Ingenieure und Beschaffungsmanager normalerweise vor Herausforderungen wie Verzug und Graten, wenn sie von einer Einzelkavität zu Mehrkavitätenform Betrieb.
Dieser Artikel untersucht, wie sich acht Hersteller technisch in ihrer Produktion unterscheiden und stellt außerdem quantitative DFM-Metriken (Design for Manufacturability) vor, die Ihnen die wichtigsten Punkte vermitteln:
- Eine faire, direkte Bewertung der wichtigsten technischen Parameter und Fertigungskapazitäten von acht weltweit führenden Herstellern von Mehrkavitätenformen.
- Die Grundprinzipien der Technik, auf denen die Ausbalancierung des Formkanals, die Replikation des Werkzeuginnendrucks und die Optimierung des Kühlkanals basieren.
- Praktische Beispiele dafür, wie Hersteller von Spezial-Hartformen Ungleichgewichte in Mehrkavitäten-Formen durch detailliertes DFM und Präzisionsbearbeitung korrigieren.
Ein kurzer Überblick über die Kernkompetenzen des globalen Herstellers von Mehrfachformen
| Hersteller | Kernwerkzeugdienst | Maximale Kavitätsskalierungskapazität | Stahlhärtestandard |
|---|---|---|---|
| JS-Präzision | Unternehmen für Präzisionsformwerkzeuge | Einzelne Kavität bis 16/32/64 Kavitäten | H13/S136 (HRC 48-52) |
| Protolabs | Design von Spritzgusswerkzeugen | Einzelne bis 4/8-fache Schnellform aus Aluminium/Stahl | Aluminiumlegierung / P20 (HRC 30-32) |
| Xometry | Hersteller von Formen mit mehreren Kavitäten | Flexible Hohlraumerweiterung der globalen Lieferkette | Kundenspezifisch (P20 bis H13) |
| Fictiv | Kunststoffspritzguss-Service | Digitales DFM-gesteuertes Multi-Cavity-Werkzeug | NAK80 / S136 (HRC 38-42) |
| RapidDirect | Werkzeuge mit einer bis mehreren Kavitäten | Modulare Schnellwechsel-Formbasis für Mehrfachkavitäten-Formteil | P20 / 718H (HRC 32-34) |
| Star Rapid | Großserien-Formwerkzeugservice | Hochtemperatur-Hochdruck Hartwerkzeug mit mehreren Kavitäten | H13 / 2344 (HRC 48-50) |
| Hubs | Benutzerdefinierter Spritzgussformenbauer | Anpassung mehrerer Kavitäten in der verteilten Lieferkette | Unterliegt den angegebenen Standards der Lieferantenkette |
| WayKen | Unternehmen für Präzisionsformwerkzeuge | Präzisions-Rapid-Tooling und Multi-Cavity-Modifikation | P20 / NAK80 (HRC 30-35) |
Wichtige Erkenntnisse
- Die Kavitätsvervielfachung erfordert eine Neuberechnung der Spannkraft:
Beim Übergang von einer einzelnen Kavität zu 16 oder 32 Kavitäten vergrößert sich die projizierte Fläche drastisch. Das heißt, die Tonnage der Spritzgießmaschine sollte auf diese Änderung abgestimmt sein, um Gratdefekte aufgrund mangelnder Schließkraft zu vermeiden.
- Das Auswuchten des Angusskanals ist ein Muss für Formen mit mehreren Kavitäten:
Um den gleichen Fülldruck für jede Kavität zu erreichen, wirdein perfekt ausbalanciertes H-Typ-Angusssystem verwendet. Dies beinhaltet eine Moldflow-Scherwärmeanalyse und die Anwendung des „1,2 x D“-Kaltschmelzbrunnenstandards.
- Für die Massenproduktion sollten Formen aus gehärtetem Stahl verwendet werden:
Wenn das Produktionsvolumen über 100.000 Zyklen liegt, sind Aluminiumformen und weicher P20-Stahl nicht zu empfehlen, stattdessen sind wärmebehandelte gehärtete Stähle (wie H13 oder Es sollte S136) mit einer Härte von HRC 4852 verwendet werden.
Warum sollten Sie JS Precision bei der Konstruktion und Herstellung von Spritzgusswerkzeugen vertrauen?
JS Precision betreibt eine physische Fabrik und verfügt über ein führendes Ingenieursteam, das technische Unterstützung für den kompletten Formproduktionszyklus von der Prototypenphase bis zur Massenproduktion bieten kann.
Aus unserer Erfahrung in mehreren Automobil- und Medizinkomponentenprojekten geht hervor, dass die Stabilität von Formen einen direkten Einfluss auf die Verfügbarkeit der Produktionslinien hat. Kleine Fehler im Design allein könnten zum Verlust von Hunderttausenden Produktionsläufen führen.
Das internationale Qualitätsmanagementsystem ISO 9001:2015 verlangt, dass „Lieferungen von Massenproduktionsformen von nachverfolgbaren Materialzertifikaten und Dokumenten zur Wärmebehandlungsverifizierung begleitet sein müssen.“
Jede unserer Formen wird mit einem Original-Materialzertifikat des Herstellers, einem Härteprüfbericht eines Drittanbieters und einem vollständigen KMG-Inspektionsbericht geliefert, um dieser Norm vollständig zu entsprechen. Das Kern-Engineering-Team besteht aus 12 Mitgliedern mit einer durchschnittlichen Branchenerfahrung von 20 Jahren, die darauf vertrauen, dass wir mehr als 90 % der Massenproduktionsrisiken während der Entwurfsphase abdecken. Der langfristig stabile Betrieb von Mehrkavitätenformen wird hauptsächlich durch ein solides Qualitätskontrollsystem sichergestellt.
Sie können 3D-Zeichnungen Ihrer Teile hochladen, um eine kostenlose DFM-Bewertung Ihres Spritzgusswerkzeugdesigns zu erhalten, sodass Sie Designrisiken im Voraus erkennen und spätere Verluste bei der Massenproduktion vermeiden können.
Wie vermeiden Teams von Herstellern von Formen mit mehreren Kavitäten Füllungleichgewichte und Halo-Defekte in Hochglanzkomponenten?
Das Geheimnis des Ungleichgewichtsproblems bei mehreren Kavitäten besteht darin, sicherzustellen, dass die Schmelzfront gleichzeitig die Kavität erreicht, indem der Kanalquerschnitt angepasst wird. Wenn ein Hersteller von Formen mit mehreren Kavitäten die Form nur auf geometrischer Symmetrie ohne Berücksichtigung der Scherwärme basiert, kann es zu Halo-Defekten und kurzen Spritzern an den Kanten von Hochglanzteilen kommen.
Strukturviskositätseffekt und Prinzip des Läufergleichgewichts
Nachdem hochviskose Polymere mit hohem Druck in den Angusskanal eingespritzt werden, führt eine hohe Scherrate in der Wandoberfläche zu einem strukturviskosen Effekt sowie zu einer thermischen Schichtung. Erfahrene Hersteller von Formen mit mehreren Kavitäten berücksichtigen bereits in den frühesten Entwurfsphasen eine Kompensation der Scherwärme, um Unterschiede bei der Füllung der Kavitäten zu vermeiden. Das branchenübliche Design des Kaltschwallschachts sieht wie folgt aus: Der Durchmesser des Kaltschwallschachts beträgt 1,2 x D des Durchmessers am Ende des Hauptkanals und die Tiefe beträgt 1,5 x D.
Mit anderen Worten, nur geometrische Symmetrie reicht nicht aus, es sollte auch eine genaue Abstimmung des Innendurchmesserwiderstands der Angusskanäle erfolgen, um in jedem Hohlraum genau den gleichen Durchfluss und Druck zu haben.
Vergleich der Möglichkeiten des Läuferdesigns bei Mainstream-Herstellern
Die Logik des Angusskanaldesigns verschiedener Hersteller bestimmt direkt die Füllkonsistenz und die Ausbeuteobergrenze von Formen mit mehreren Kavitäten.
| Hersteller | Läufer-Designtyp | Variationskoeffizient des Hohlraumdrucks (Cv) | Anwendbarer Produktionsvolumenbereich |
|---|---|---|---|
| JS-Präzision | Vollständig ausbalancierter H-Typ-Läufer + Scherwärmekompensation | ≤2% | Massenproduktion über 100.000 Aufnahmen |
| Fictiv | Digitaler DFM-Läufer mit gleichem Durchmesser | 3%-5% | Kleine bis mittlere Serienfertigung |
| Xometry | Standardverteiler für die Lieferkette | 6%-8% | Flexible Kleinserienproduktion |
| Protolabs | Vereinfachter Rapid-Tooling-Läufer | ≥8% | Prototypvalidierung |
Die Steuerung des Angussquerschnittsdurchmessers mit einer Einstellgenauigkeit von 0,02 mm reicht aus, um den Variationskoeffizienten des Hohlraumdrucks innerhalb von 2 % zu halten. Dieses technische Kriterium ist ein wesentliches Merkmal des High-End-Kunststoffspritzgussservices. Digitale Vertragsplattformen bieten meist vereinfachte Angusskanäle mit gleichem Durchmesser an, bei denen der Druckvariationskoeffizient sogar über 8 % liegt, wodurch die Volumenschrumpfung der Teile ungleichmäßig wird und Schrumpfungsfehler auftreten.
Ein ausgereifter Spritzgusswerkzeugentwurf-Prozess führt diese Standardoptimierungsschritte durch:
- Berechnen Sie die Schergeschwindigkeitsunterschiede jedes Angusskanals mit Hilfe der Moldflow-Simulation.
- Passen Sie die Durchmesser der Kantenläufer leicht an, um den Abnahme der Viskosität aufgrund der Schererwärmung auszugleichen.
- Der Kaltgeschossschacht ist gemäß der 1,2 x D-Norm ausgelegt, um sicherzustellen, dass das Kaltgeschoss am vorderen Ende aufgefangen wird.
- Verwenden Sie Werkzeuginnendrucksensoren, um die tatsächliche Füllkonsistenz während des Probeformens herauszufinden.
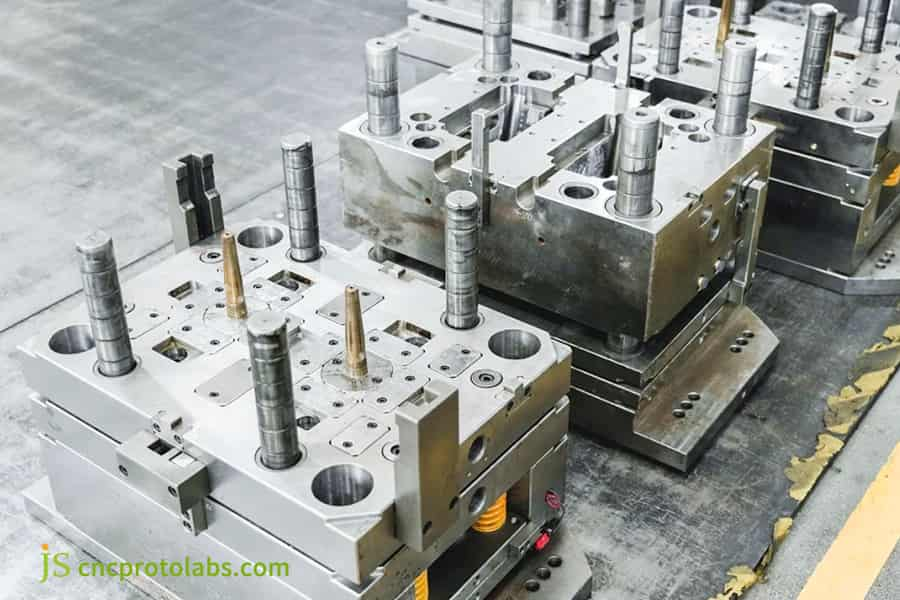
Abbildung 1: Nahaufnahme einer Metallspritzgussform mit mehreren Kavitäten, die komplexe Werkzeugdetails zeigt.
Wie berechnet man die Tonnage bei Werkzeugübergängen mit einer Kavität zu einer mit mehreren Kavitäten unter Berücksichtigung der Abweichungen der Nennwandstärke?
Beim Upgrade auf ein Werkzeug mit mehreren Kavitäten muss die erforderliche Schließkraft durch Addieren der projizierten Flächen aller Kavitäten und Angusskanäle ermittelt werden. Wenn Sie fälschlicherweise die Einzelkavitäts-Schließkraft für Einzel- auf Mehrkavitäten-Werkzeugwechsel verwenden, führt dies zu einer Ausbeulung der Form, einem örtlich begrenzten Zusammenbruch und Gratdefekten.
Kernformel zur Klemmkraftberechnung
Bei Werkzeugaktualisierungen mit einer oder mehreren Kavitäten sollte die Spannkraftberechnung strikt der unten angegebenen Branchenstandardformel folgen:
F=(A_{Hohlräume}+A_{Läufer})P_{innen}1,2
Hier ist P_{inside} der durchschnittliche Druck innerhalb des Hohlraums und 1,2 ist ein Sicherheitsfaktor.
Um es besser auszudrücken: Die Klemmkraft muss die Schmelzexpansionskraft mit einem zusätzlichen Sicherheitsspielraum überschreiten, um Probleme mit Graten und Ausbeulungen zu vermeiden.
Unterschiede im Steifigkeitsdesign des lateralen Mechanismus
Großserien-Formwerkzeugservice erfordert viel steifere seitliche Mechanismen in der Form als Prototypformen für kleine Serien. Automatisierte DFM-Systeme wie Protolabs schlagen beispielsweise vor, Wanddickenschwankungen von Teilen auf 20 % bis 30 % der Nennwanddicke zu begrenzen, um Maßabweichungen aufgrund ungleichmäßiger Kühlung zu verhindern. Aber Hubs, die auf eine verteilte Lieferkette angewiesen sind, stoßen in ihren Partnerfabriken auf Änderungen bei den Steifigkeitsstandards für seitliche Mechanismen, was zu einer weniger präzisen einheitlichen Steuerung im Vergleich zu direkt betriebenen physischen Fabriken führt.
Hersteller kundenspezifischer Spritzgussformen, als einer der zuverlässigsten, misst die Schließkraft genau mithilfe dieser Standardmethoden:
- Bestimmen Sie die projizierte Gesamtfläche aller Hohlräume.
- Mit dem durchschnittlichen Innendruck der Kavität entsprechend dem Material multiplizieren.
- Mit einem Sicherheitsfaktor von 1,2 multiplizieren, um die endgültig erforderliche Klemmkraft zu erhalten.
Für Hochdruckoperationen mit mehreren Kavitäten (über 120 MPa) hat JS Precision eine 25°-Keilbasis zur mechanischen Steifigkeit installiert, die den unterschnittenen seitlichen Schiebemechanismus vorspannt, um sicherzustellen, dass die Schiebeverriegelungskraft nicht weniger als 115 % der seitlichen Expansionskraft beträgt, was eine physische Möglichkeit zur Eliminierung des Expansionsspiels darstellt.
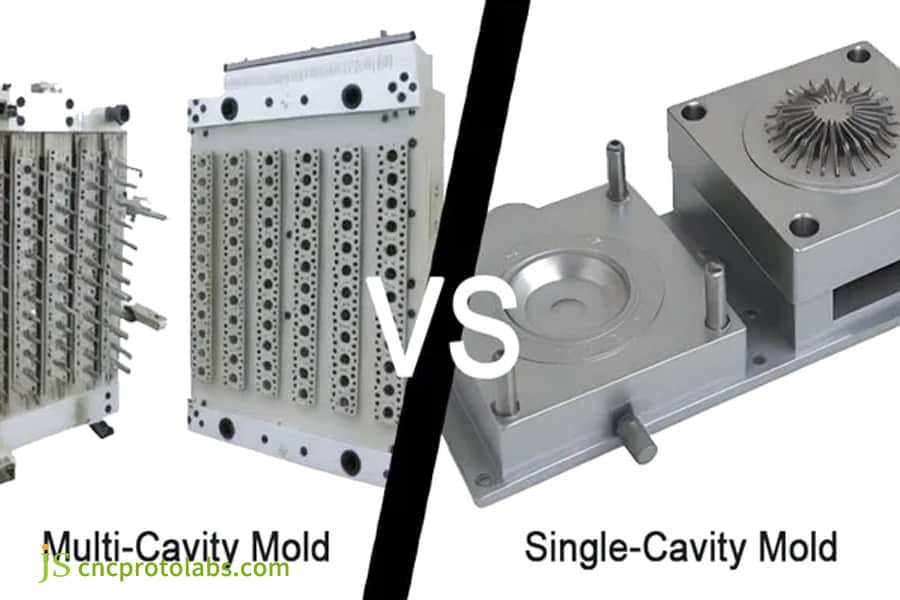
Abbildung 2: Visueller Vergleich von Einzel- und Mehrfachwerkzeugen mit geteiltem Bildschirmlayout.
Welche Regeln für die Materialauswahl helfen einem Großserien-Formwerkzeugdienst dabei, die Lebensdauer einer Million Schuss zu sichern?
Großvolumige Formkerne mit mehreren Kavitäten sollten aus hochwertigem legiertem Stahl hergestellt werden, der einem Elektroschlacke-Umschmelzverfahren unterzogen wurde. Wenn man für den Großserien-Formwerkzeugservice auf die Verwendung von billigem Stahl zurückgreift, wird der Anschnitt aufgrund der Erosion durch Glasfaser sehr bald beschädigt.
Vergleich der Leistung gängiger Formstähle
Großserien-Formwerkzeugdienstleistungen unterliegen sehr strengen Einschränkungen hinsichtlich der Haltbarkeit und Härte des Stahls. Verschiedene Stähle weisen ziemlich große Unterschiede in ihrer Verschleißfestigkeit auf, daher sollte die Wahl auf das Produktionsvolumen und die Materialeigenschaften abgestimmt sein.
| Stahlsorte | Härte nach Wärmebehandlung | Nennzykluslebensdauer | Anwendungsszenario |
|---|---|---|---|
| S136 (ESR) | HRC 48-52 | Über 1.000.000 Aufnahmen | Hoher Glanz, Korrosionsbeständigkeit, Großserienproduktion. |
| H13 | HRC 48-50 | 800.000–1.000.000 Aufnahmen | Allgemeine technische Kunststoffe, glasfaserverstärkte Materialien. |
| NAK80 | HRC 38-42 | 300.000–500.000 Aufnahmen | Mittlere Charge, Aussehen der Teile. |
| P20 | HRC 30-34 | 100.000–200.000 Aufnahmen | Kleinserienproduktion, Prototypenvalidierung. |
Die zentralen Auswirkungen des Wärmebehandlungsprozesses
Die unteren Härtegrenzen für eine hohe Zyklenlebensdauer werdennicht experimentell bestimmt.
In den Kriterien für Warmarbeitsstahl, die in den Werkzeugstahlnormen ASTM A681 aufgeführt sind, wird klar dargelegt, dass „Warmarbeitsgesenkstahl der Klasse H13 muss nach dem Abschrecken mindestens HRC 46 für Ermüdungsanwendungen mit hoher Lastwechselzahl aufweisen.“
Für Komponenten, die 30 % Glasfasern enthalten, verlangt ein qualifizierter Hersteller von Präzisionsformwerkzeugen ein Vakuumabschrecken mit anschließender dreimaliger Nachbehandlung. Die metallografische Härte wird zwischen HRC 48-52 stabilisiert und Netzwerkkarbide werden aufgelöst.
Für H13/2344 setzt Star Rapid eine Wärmebehandlung ein, die zwischen 48 und 50 HRC liegt, um die Verschleißfestigkeit für eine mittlere bis hohe Produktion zu gewährleisten. Einige Prototypenhersteller verwenden vorgehärteten Stahl ohne Wärmebehandlung, dessen Härte nur 30–35 HRC beträgt und der gegenüber mechanischem Bruch sehr empfindlich ist.
Es gibt mehrere Prinzipien, die die Wahl des Stahls für professionelle Hersteller von Mehrkavitätenformen verallgemeinern können, wie zum Beispiel:
- Für Produktionsvolumina von mehr als 100.000 Formen werden H13- und höherwertiger Stahl bevorzugt.
- Hochglänzende transparente Teile müssen aus Stahl der Güteklasse S136 ESR bestehen.
- Glasfaserverstärkungsmaterialien erfordern entsprechend höhere Stahlhärtegrade.
- Produktionssituationen mit hohem Volumen erfordern Vakuumabschreckung + mehrere Anlasszyklen.

Abbildung 3: Eine Reihe farbenfroher Kunststoffspritzgusskomponenten, die die Vielseitigkeit des Materials demonstrieren.
Wie beheben konforme Kühlkanäle Temperaturgradientenabweichungen bei Kunststoffspritzguss-Serviceprojekten?
Grundsätzlich besteht die einzige Möglichkeit, die Zykluszeit von Mehrkavitätenwerkzeugen zu optimieren, darin, dass alle Kavitäten eine gleichmäßige und konstante Oberflächentemperatur haben. Im Kunststoffspritzgussservice kann das einfache Bohren von Kühltunneln das Problem der langsamen Wärmeabfuhr am Kernteil nicht lösen. Aus diesem Grund sind konforme Kühlkanäle die einzige Möglichkeit, Temperaturänderungen unter Kontrolle zu halten.
Leistungsunterschiede zwischen herkömmlicher Kühlung und konformer Kühlung
Etwa 70–80 % der Spritzgießzykluszeit nimmt die Abkühlphase im Kunststoffspritzguss-Service in Anspruch. Verteilt arbeitende Supply-Chain-Plattformen wie Hubs verwenden in der Regel die altmodische lineare Kühllösung durch CNC-Bohren, die kundenspezifische konforme Kühlkanäle erfordert, die mit längeren Vorlaufzeiten einhergehen. Aber konforme Kühlkanäle im 3D-Druck (SLM) können der Form des Produkts genau folgen und ermöglichen so eine gleichmäßige Wärmeableitung.
Hauptüberlegungen für die Gestaltung eines konformen Kühlkanals
Professionelle Formenwerkzeug-Designleitfäden geben nicht nur an, wie eng konforme Kühlkanäle platziert werden können, sondern auch deren andere Parameter. Um eine Lösung zu finden, die für eine unterschiedliche Wärmeabfuhr zwischen beweglichen und festen Formen sorgt, sollten die Kühlkanäle auf der Kernseite in einem Abstand von 15 Prozent zur Kunststoffoberfläche platziert werden, der um 15 Prozent geringer ist als auf der Seite der Kavität.
Zur Veranschaulichung: Mit dem festen Abstand der Matrizenform von 4,0 mm und dem auf 3,4 mm optimierten Abstand der Patrizenform kann man starke Turbulenzen erzielen, indem man die Durchflussrate so anpasst, dass die Reynolds-Zahl (Re) des Kühlfluids größer als 4000 ist. Auf diese Weise kann der Temperaturunterschied zwischen der beweglichen und der festen Form innerhalb von 2 °C gehalten und die Kühlzykluszeit um mehr als 40 % verkürzt werden.
Außerdem sollte bei der Umstellung von Werkzeugen mit einer Kavität auf Werkzeuge mit mehreren Kavitäten bei der Gestaltung des konformen Kühlkanals folgende Hauptpunkte eingehalten werden:
- Der Abstand zwischen den Kühlkanälen und der Produktoberfläche sollte konstant sein.
- Der Abstand der kernseitigen Kühlkanäle sollte 15 % kleiner sein als der der hohlraumseitigen.
- Die Reynolds-Zahl (Re) des Kühlwasserflusses muss>4000 sein, um eine turbulente Strömung zu gewährleisten.
- Um gleiche Durchflussraten zu gewährleisten, sollten die Kühlkanäle für jede Kavität parallel ausgelegt sein.
Konforme Kühltechnologie kann Massenproduktionszyklen erheblich verkürzen und Verformungsraten reduzieren. Sie können unsere technischen Ingenieure kontaktieren, um ein Whitepaper zum konformen Kühldesign zu erhalten, das dem Design-Guide-Standard für Formwerkzeuge entspricht, und mehr kostengünstige Designmethoden kennenzulernen.
Wie hält ein Präzisionsformwerkzeughersteller die Hohlraumausrichtung im Mikrometerbereich in fortschrittlichen kundenspezifischen Formen aufrecht?
Damit massenproduzierte Formen mit mehreren Kavitäten austauschbar sind, sollte die absolute Toleranz jeder Kavität auf höchstens 0,005 mm kontrolliert werden. Ein Hersteller von Präzisionsformwerkzeugen, der über eine Präzisionswerkzeugmaschinenmatrix verfügt, kann sicherstellen, dass die physikalischen Abmessungen jeder Kavität genau gleich sind.
Anforderungen an Präzisionsbearbeitungsgeräte
Ein qualifiziertes Unternehmen für Präzisionsformwerkzeuge sollte über die beste Bearbeitungsausrüstung verfügen. Harte Formenbearbeitung mit mehreren Kavitäten in höchster Qualität erfordert eine Hochgeschwindigkeits-CNC-Maschine mit Geschwindigkeiten von bis zu 24.000 U/min und einer axialen Positioniergenauigkeit von +/- 0,002 mm, einschließlich langsamer Drahterodier- und Spiegelerodiervorgänge.
- RapidDirect ist ein Unternehmen, das sich hauptsächlich auf modulare Schnellwechsel-Formbasislösungen konzentriert und es schafft, die Genauigkeit der Hohlraumbearbeitung auf dem Niveau von 0,01 mm zu halten.
- WayKen ist auf den schnellen Formenbau und die Modifikation mehrerer Kavitäten spezialisiert und bietet im Vergleich zu Vollprozess-Hartformenherstellern eine mildere Maß- und Positionstoleranzkontrolle.
Temperaturgesteuerte Werkstatt und einstufiger Spannprozess
Individuelle Spritzgussformenbauer auf professionellem Niveau kontrollieren die Produktionsumgebung im Detail. Bei der Bearbeitung von Formkernen mit mehreren Kavitäten erfolgt der gesamte Prozess in einer auf ±0,5 °C temperierten Werkstatt mit einer einzigen Aufspannung, wodurch eine Oberflächenrauheit von Ra 0,1 μm erreicht wird. Durch einmaliges Spannen wird der Verlust von Maß- und Positionstoleranzen aufgrund mehrfacher Prozessübertragungen vermieden. Dadurch werden von Anfang an Austauschbarkeitsfehler, die durch Maßunterschiede von Hohlräumen verursacht werden, ausgeschlossen.
Hochpräzises Spritzgusswerkzeug Das Design hängt von der Umsetzung dieser primären Maßnahmen zur stabilen Kontrolle geometrischer Toleranzen ab:
- Einsatz hochpräziser Bearbeitungsgeräte, wo die axiale Positionierungsgenauigkeit 0,002 mm beträgt.
- Herstellung in einer temperaturkontrollierten Werkstatt, in der die Umgebungstemperaturschwankung innerhalb von ±0,5°C gehalten wird.
- Führen Sie alle Endbearbeitungsvorgänge mit einer einzigen Formkernklemmung durch.
- Überprüfen Sie nach der Bearbeitung die Toleranzen durch vollständige Maßkontrolle mit einem KMG.
Warum sollten Heißkanal-Nadelventile gegenüber offenen Anschnitten bei kundenspezifischen Produktionsskalierungen von Spritzgussformenbauern gewählt werden?
Wenn die Anzahl der Formhohlräume auf 16 oder mehr ansteigt, übersteigt das Gewicht des Kaltkanalabfalls das Gewicht des geformten Produkts selbst. Ein professioneller Hersteller von kundenspezifischen Spritzgussformen würde die Verwendung eines Nadelventil-Heißkanalsystems empfehlen, um keinen Düsenabfall zu erreichen und den Druckabfall zu kontrollieren.
Kosten und Effizienz von Kalt- und Heißkanalsystemen
Ein erfahrener Hersteller von kundenspezifischen Spritzgussformen berät Sie zu den besten Angusskanallösungen für Ihr Produktionsvolumen und die Anzahl der Kavitäten. Es ist bekannt, dass unterschiedliche Lösungen einen großen Einfluss auf den Materialverbrauch, die Druckanforderungen, das Erscheinungsbild usw. haben. Aus diesem Grund sollte jede Wahl auf der Grundlage der tatsächlichen Bedürfnisse getroffen werden.
| Vergleichsdimension | Kaltkanallösung | Heißkanal öffnen | Nadelventil-Heißkanal |
|---|---|---|---|
| Materialnutzungsrate | 65%-70% | 85%-90% | Über 98 % |
| Einspritzdruckanforderung | Basiswert | 15 % Reduzierung | 30 % Reduzierung |
| Gate-Rückstände | Sichtbarer Anguss | Leichte Rückstände | Keine Rückstände, bündige Oberfläche |
| Anwendbare Hohlraumanzahl | Unter 8 Kavitäten | 8–16 Kavitäten | Über 16 Kavitäten, Großserienproduktion |
Kerntechnologische Vorteile des Nadelventil-Heißkanals
Der Werkzeugbau für große Volumina stellt extrem hohe Anforderungen an die Materialausnutzung und Produktionseffizienz. Hochviskose technische Kunststoffe neigen aufgrund der zu großen Fließlänge in weit entfernten Verteilungskanälen zu Druckverlusten. Nadelventil-Heißkanäle können verschiedene Temperaturzonen unabhängig voneinander mit einer Genauigkeit von 1℃ steuern. Die Ventilnadel wird durch einen pneumatischen oder hydraulischen Kolben gesteuert, um den Schieber am Ende des Zyklus perfekt zu schließen, während der Schieber bündig mit der Produktoberfläche bleibt.
Tipps zur Fehlerbehebung: Wenn in einer Kavität eines Heißkanalsystems mit mehreren Kavitäten ein Materialmangel auftritt, überprüfen Sie zunächst, ob der Temperaturkontrollfühler der entsprechenden Heißkanaldüse nicht richtig sitzt, anstatt den gesamten Einspritzdruck abrupt zu erhöhen. Dadurch wird verhindert, dass in anderen Hohlräumen Grate entstehen.
Mainstream mold tooling design guide very clearly enumerate the basic points for hot runner selection:
- For large volume projects with more than 16 cavities, needle valve hot runners should be the first choice.
- High-viscosity engineering plastics need temperature control zones that are independent of each other.
- For parts which are visible, gate structures that are needle valve must be used to completely ensure there is no gate residue.
- Materials that are reinforced with glass fiber require hot nozzles that are coated with a wear-resistant material.
Needle valve hot runners can significantly reduce material costs for high-volume projects. You can submit your production volume and material information to obtain a customized hot runner solution quote and accurately calculate material savings during mass production.

Figure 4: Operator adjusting a hot runner needle valve system in a custom injection mold.
What Draft Angle Constraints Preclude Surface Scuffing According to a Comprehensive Mold Tooling Design Guide?
Multi-cavity molds contain a large number of ejector pins. If the angles of draft and texture are different, the use of the ejector pins will result in the scratching of the product surface. In line with professional mold tooling design guide, it is considered a good practice to quantitatively relate the draft angle and the texture depth of a molded product.
Quantified Guidelines for Textured Surface Draft Angles
Based on the main mold tooling design guidelines, there is a very precise mapping between the different textured surfaces and the draft angles. For very smooth, polished surfaces, a minimum draft angle of 0.5 to 1 would be adequate. Textured surfaces classified by the VDI 3400 standard require an extra draft angle between 1 and 1.5 for each 0.025 mm increment in texture depth.
The regulation of ejection synchronization in Multi-Cavity
Plastic injection mold service of excellent quality doesn't just keep an eye on the synchronization of ejection but also measures it very strictly. Very high-standard physical factories resort to precision guide ejector plates with graphite guide bushings and also put in forced return mechanisms in large size multi-cavity mold bases to ensure the ejection of hundreds of ejector pins in 16/32 cavities is absolutely synchronous within 0.01 mm increments. This way, void deformation of the plastic part caused by non-synchronous ejection is prevented.
The conditions below are the necessary fundamental ones for demolding design when the change of single to multi cavity tooling is made:
- Draft angles for smooth surfaces should be at least 0.5°, whereas the angles for textured surfaces should be stacked in accordance to their depth.
- To have the stress in the product uniform, ejector pins should be well-spaced.
- A multi-cavity mold should be provided with a forced return mechanism that would allow the synchronous ejection.
- Points where there is a change of direction should be rounded to prevent stress concentration.
How Did JS Precision Resolve Filling Imbalances for a Civil Robotics Connector Using a Specialized Multi Cavity Mold?
Client Challenges
The project team from a civilian robot R&D company asked us for help with a core part of their product - a 30% glass fiber reinforced nylon (PA66+30% GF) precision connector with a design flow length-to-wall thickness ratio of about 145:1, which is the engineering limit for this material. The 8-cavity hot runner mold which had been supplied previously by a typical multi-cavity mold manufacturer was found during trial molding to be seriously defective: the central cavities (1-4) were completely filled, while the peripheral cavities (5-8) often experienced short shots.
Aside from that, uneven glass fiber orientation caused the dimensions and positional tolerances to go beyond 0.15 mm, which forced a complete shutdown of the mass production line.
JS Precision Solution
Thanks to being a custom injection mold builder focusing on high precision injection molding, JS Precision engineering staff re-engineered the design and effectuated a systematic optimization through four steps:
- Fluid Dynamics Reconstruction Analysis: The original design was uploaded into Moldflow for non-Newtonian fluid 3D filling simulation. It was discovered that the initial runner was omitting shear rate compensation, and so there was a pressure loss of up to 18 MPa in the edge cavities.
- Hot Runner Temperature Control Reconstruction: Refashioning the manifold and assigning independent single-point temperature control to the peripheral cavity nozzles were the two changes that were made. Increasing the peripheral nozzle temperature by 5℃ allowed melting the glass fiber over long paths to lower the viscosity of the melt.
- Core Venting Correction: By end one of high-speed CNC machining, a 0.015 mm deep and 5 mm wide vacuum venting groove was made in the end-filling area so that air resistance was eliminated.
- Pressure Holding Switching Optimization: The V-P switching point was locked at the moment of 98.2% filling using a cavity pressure sensor, coupled with an 85 MPa stepped pressure holding process.
Learning through Failure
When the tenacity was turned to run a full-on test with the first two rounds of samples, the team was aiming at upscaling the total injection pressure to fill the edge cavities, which resulted in severe flash and ejection whitening in the center cavity. Doing this proved that a filling problem of a multi-cavity fiberglass material cannot be solved simply by adjusting process parameters. It is mandatory to optimize the runner structure and temperature control compensation.
The End of the Line
Because of the final changes, the 8-cavity mold was run continuously at high speed for 72 hours. The variation coefficient on filling weight per cavity declined from 8.4% to 0.85%, and the product's dimensional and positional tolerances were kept within 0.025 mm, so fully manifesting the technical capability of a professional precision mold tooling company. Also, the cycle time has been shortened from 38 seconds to 24 seconds, and the scrap rate has fallen from 18.5% to zero.
"With the help of detailed simulation data and accurate temperature control optimization, the JS Precision team managed to rescue our mass production project which was on the verge of scrapping within 7 days, " said the client's Supply Chain R&D and Procurement Director. "Seriously, they are the kind of manufacturing gurus who also are engaged in the frontline operation."'
Complex multi-cavity filling problems require targeted structural optimization solutions. You can upload your problem mold drawings and defect descriptions to receive one-on-one engineering diagnosis and customized improvement solutions from senior engineers.
Why Choose JS Precision as Your Long Term Strategic Multi Cavity Tooling Partner for Full Scale Production?
Most importantly, precision mold tooling selection is not about who replies first but who can maintain strict quality control over the production of millions of units at high speed for a very long time without shutdowns. JS Precision offers comprehensive engineering support, from single-cavity prototyping to multi-cavity mass production of hundred thousands of units.
We operate a well-equipped, physical facility in Humen Town, Dongguan City China which is ISO 9001:2015 certified. As an established multi cavity mold manufacturer we have professional equipment like Makino high-speed CNC machines and Sodick mirror EDM machines, besides that, our core engineering team consists of 12 senior injection mold designers each of them having an average of over 15 years of experience in the industry.
Every JS Precision report is a reference to the actual parameters. Each multi-cavity mold that is ready for delivery is a finished product having passed all the quality inspection processes that the high volume mold tooling service takes. These include a complete Moldflow analysis report, an HRC 48-52 heat treatment original manufacturer traceability report, and a 24-hour full-load trial molding CMM dimensional full inspection report that together guarantee a first-pass yield of over 99.5% and assist you in keeping unit procurement costs under control.
Finding the right expert is half the battle won in mass production. Stop aimless comparisons now! Click the "Get a Customized Multi-Cavity Mold Quote Now" link below, submit your 3D CAD model and production requirements, and embark on a new journey of efficient mass production with JS Precision!
FAQs
Q1: When converting a single-cavity prototype mold into a multi-cavity mass production mold, what three main technical factors account for the biggest percentage of project failures?
Why is the omission of the non-uniform shear heat inside the runner and the nonlinear surge of clamping force.Most mold makers use no micron-level viscosity compensation resulting in flash, short shot and mold bulging issues.Fluid balance analysis should be prepared in the first step of mould design following professional standards.
Q2: How does JS Precision use technology to ensure the overall dimension of each cavity (a 16-cavity or 32-cavity high-volume multi-cavity mold) is identical in the high speed injection molding process?
JS Precision evolved three major control beams: Machinery with a positioning accuracy of 0.002 mm. Hot runner system set for balancing with a pressure variation coefficient locked below 2%. Complete dimensional inspection before delivery on all cavities by CMM.
Q3: What is the reduction rate of unit production cost for project with high volume if multi-cavity mold been used instead of single-cavity?
Although there is a higher investment cost for multi-cavity molds than for single- cavity molds, the degree of savings on unit costs is tremendous.16 (or less) cavity mold can reduce variable cost of the unit by more than 80% based on these calculation.Heating system together with hot runner system will lessen the lead time and decrease scrap rate below 2%. Investment cost will recover at the minimum number of production output at 50,000 units.
Q4:How hard vacuum quenching normally use in heat treatment of multi-cavity mould core steel? And why the hardness index is very important?
For Class 101 multi-cavities molds, life more than 1 000 000 cycles, to JS Precision also use the HRC 48-52 vacuum quenching standard and choose S136 material or H13 steel.The product will be flash out and tolerance failure when hardness is not enough.
Q5: Before the formal delivery of a multi-cavity mold, which technical document and inspection records on the quality usually need to be provided?
Professional suppliers should offer 3D drawings of the full size mold, steels certificates and heat treatment reports, Moldflow filling analysis data, T1 Trial molding process charts, and full cavities inspection report from CMM testing for multi-cavity molds.
Q6: In general, what causes the hot runner system to be more expensive when a multi-cavity mold is designed to replace a single-cavity mold? Which factors affect hot runner pricing?
Factors that affecthot runner's pricing vary from needle valve controlling is more costly than open nozzle control, more cavities, the more expensive. European&American brand is 2~3 times more expensive than Chinese & American.Specl material Wear-resistant material need to coated, cost is about 25%. You may upload the drawings to get a quotation.
Q7: How do I know that my product is right to be coined in a multi-cavity injection mold project (32 cavity or 64 cavity)?
There must be three essential conditions to produce multi-cavity molds: a steady year future total output of more than 1,000,000 units, a compact shape of a product, so that it can work with unifying qualities of conventional injection moulding machines, and a completed product design, otherwise huge later costing risks in both mold change and shut-downs.
Q8: What detail should be considered during daily continuous mass production maintenance of multi-cavity molds such that local internal stress fatigue damage not occurring?
Three significant maintenance concern for a multi-cavity mold on mass production: Every 50,000 cycles, clean venting-channel from venting deposits. Use 200C-resistance grease, Lubricate the slide and guide-powers, by cooling it below 40℃, without residuals-stresses should be put into the mouth of the material, so would not be into the thermal cracks.
Summary
The seamless transition of single-cavity prototype confirmation to multi-cavity high-performance and large-volume manufacturing is not a matter of just copying the same drawing dimension layouts, it is an arms race between the engineering revolutions of high-shear flow field geometry balancing, micron-order precision geometric tolerances copying, thermodynamically conformal cooling control, and highly rigidized mechanical fatigue resistance calculation.
Technical comparison of eight largest global suppliers of injection molds shows that, only by closely penetrating core technical aspects such as fully balanced runner parameters, vacuum high-hardness heat treatment, micron-class positioning accuracy of solid-machine, can the problems of multi-cavity size difference flash short shot be eliminated completely during continuous high-speed production, so that a single product's overall procurement cost and quality risk is brought into the range of optimum value. Stop multi-sparks negotiation and today's multi-steps construction for totally inaccurate multi-cavity shot, now directly step into strategic cooperation with our centralized solution of PID precision manufacturing center.
JS Precision has 20 senior engineering experts at your service for 2026 multi-cavity mold step-by-step DFM analysis. Would you like to increase the existing single cavity prototype to a highly productive, fully automated production line with 16, 32 or 64 cavities? Or do you have crisis issues like uneven runner balance, distortion of final product, etc. with other supplier's multi-cavities? Please send us your 3D CAD drawing and tell us what delivery you expecting. We will send you an all-in-one solution for multi-cavities mold quotation within 24 hours, including runner practicality investment, calculation of closing force and full production cost estimation, etc.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
ustom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

