Gli 8 principali produttori di progettazione di utensili per stampi a iniezione che scalano da cavità singole a cavità multiple
Scritto da
Precisione JS
Pubblicato
Jun 29 2026
Stampi per iniezione
Seguici
Costruttore di stampi a iniezione personalizzati è un vettore tecnologico di base che spinge i prodotti dalla verifica di prototipi a cavità singola alla produzione di massa a cavità multiple con milioni di livelli di produttività. Questo approccio produttivo risolve i problemi critici della produzione di massa che si incontrano durante questa transizione, come riempimento non uniforme, variazioni nella tolleranza dimensionale e la breve durata dello stampo, ecc. Dopo che un prodotto ha superato la fase di prototipo, gli ingegneri di ricerca e sviluppo e i responsabili degli approvvigionamenti di solito affrontano sfide come deformazioni e bave quando passano da una cavità singola a multi cavità funzionamento dello stampo.
Questo articolo esamina in che modo otto produttori differiscono tecnicamente nella loro produzione e presenta anche parametri quantitativi DFM (Design for Manufacturability), fornendoti i seguenti punti principali:
Una valutazione corretta e fianco a fianco dei principali parametri tecnici e delle capacità produttive di otto principali produttori mondiali di stampi multicavità.
I principi di base dell'ingegneria su cui si basano il bilanciamento del canale dello stampo, la replica della pressione nella cavità e l'ottimizzazione del canale di raffreddamento.
Esempi pratici di come il produttore di stampi rigidi specializzati corregge gli squilibri dello stampo multi-cavità mediante DFM dettagliato e lavorazione di precisione.
Una rapida panoramica delle capacità principali del produttore globale di stampi multicavità
Produttore
Servizio di attrezzatura principale
Capacità massima di ridimensionamento della cavità
Standard di durezza dell'acciaio
Precisione JS
Azienda di stampi di precisione
Cavità singola fino a 16/32/64 cavità
H13/S136 (HRC 48-52)
Protolabs
progettazione di utensili per stampi a iniezione
Stampo rapido in alluminio/acciaio da cavità singola a 4/8 cavità
Lega di alluminio/P20 (HRC 30-32)
Xometria
produttore di stampi multicavità
Espansione della cavità flessibile della catena di fornitura globale
Specificato dal cliente (da P20 a H13)
Fictiv
servizio di stampi per iniezione plastica
Stampo multicavità digitale gestito da DFM
NAK80 / S136 (HRC 38-42)
RapidDirect
Utensili da singola a cavità multipla
Stampaggio multicavità con base di stampo modulare a cambio rapido
P20 / 718H (HRC 32-34)
Star Rapid
servizio di stampi per volumi elevati
Attrezzatura dura multi-cavità ad alta pressione e ad alta temperatura
H13/2344 (HRC 48-50)
Hub
costruttore di stampi a iniezione personalizzato
Personalizzazione multi-cavità della catena di fornitura distribuita
Soggetto a standard specifici della catena di fornitori
WayKen
Azienda di stampi di precisione
Utensili rapidi di precisione e modifica multi-cavità
P20 / NAK80 (HRC 30-35)
Concetti chiave
La moltiplicazione della cavità richiede il ricalcolo della forza di serraggio:
Quando si passa da una singola cavità a 16 o 32 cavità, l'area proiettata aumenta drasticamente. Ciò significa che il tonnellaggio della macchina per lo stampaggio a iniezione dovrebbe essere allineato a questo cambiamento per evitare difetti di bava derivanti dalla mancanza di forza di chiusura.
Il bilanciamento dei canali è un must per gli stampi multi-cavità:
Per ottenere la stessa pressione di riempimento per ciascuna cavità, viene utilizzato un sistema di canale di tipo H a perfetto equilibrio, che prevede un'analisi del calore di taglio Moldflow e l'applicazione dello standard per pozzi freddi "1,2 x D".
Gli stampi in acciaio temprato dovrebbero essere utilizzati per la produzione su larga scala:
Se il volume di produzione è superiore a 100.000 cicli, allora stampi in alluminio e acciaio tenero P20 non sono consigliabili, invece, acciai temprati trattati termicamente (come H13 o S136) con durezza di HRC 4852 dovrebbe essere utilizzato.
Perché affidarsi a JS Precision per la progettazione e la produzione di attrezzature per stampi a iniezione?
JS Precision gestisce uno stabilimento fisico e dispone di un importante team di ingegneri senior in grado di offrire supporto tecnico per il ciclo completo di produzione degli stampidalla fase di prototipo alla produzione di massa.
Dalla nostra esperienza in numerosi progetti di componenti automobilistici e medici, la stabilità degli stampi è ciò che influisce direttamente sulla disponibilità delle linee di produzione; piccoli errori nella progettazione potrebbero da soli causare la perdita di centinaia di migliaia di cicli di produzione.
Il sistema internazionale di gestione della qualità ISO 9001:2015 prevede che "le consegne di stampi per la produzione di massa debbano essere accompagnate da certificati di materiale tracciabile e documenti di verifica del trattamento termico."
Ciascuno dei nostri stampi viene fornito con un certificato del materiale originale del produttore, un rapporto sui test di durezza di terze parti e un rapporto di ispezione CMM a grandezza naturale per garantire la piena conformità a questo standard. Il team tecnico principale è composto da 12 membri con un'esperienza media nel settore di 20 anni e si fida di noi per cogliere oltre il 90% dei rischi della produzione di massa durante la fase di progettazione. Il funzionamento stabile a lungo termine degli stampi multi-cavità è principalmente bloccato da un solido sistema di controllo qualità.
Puoi caricare disegni 3D delle tue parti per ricevere una valutazione DFM gratuita del progetto degli strumenti per stampi a iniezione, consentendoti di identificare in anticipo i rischi di progettazione ed evitare successive perdite di produzione di massa.
In che modo i team dei produttori di stampi multicavità evitano squilibri di riempimento e difetti con aloni nei componenti lucidi?
Il segreto del problema dello squilibrio multi-cavità è assicurarsi che il fronte di fusione raggiunga la cavità contemporaneamente regolando la sezione trasversale del canale. Se un produttore di stampi multi-cavità basa lo stampo solo sulla simmetria geometrica senza considerare il calore di taglio, ciò potrebbe causare difetti di alone e riprese brevi sui bordi delle parti lucide.
Effetto di assottigliamento del taglio e principio di equilibrio del corridore
Dopo che i polimeri ad alta viscosità sono stati iniettati nel canale ad alta pressione, l'elevata velocità di taglio sulla superficie della parete provoca un effetto di assottigliamento del taglio e stratificazione termica. Gli esperti produttori di stampi multicavità includono la compensazione del calore di taglio nelle prime fasi di progettazione per evitare differenze di riempimento della cavità. Il design standard del settore del pozzo per lumache fredde è questo: il diametro del pozzo per lumache fredde è 1,2 x D del diametro all'estremità del canale principale e la profondità è 1,5 x D.
In altre parole, solo la simmetria geometrica non sarà sufficiente, dovrebbe esserci anche un'accurata regolazione della resistenza del diametro interno dei canali della guida per avere esattamente la stessa portata e pressione in ciascuna cavità.
Confronto delle capacità di progettazione dei runner tra i principali produttori
La logica di progettazione dei canali di diversi produttori determina direttamente la consistenza del riempimento e il limite massimo di resa degli stampi multi-cavità.
Produttore
Tipo di design del corridore
Coefficiente di variazione della pressione della cavità (Cv)
Intervallo di volumi di produzione applicabili
Precisione JS
Guida di tipo H completamente bilanciata + compensazione del calore di taglio
≤2%
Produzione di massa di oltre 100.000 scatti
Fictiv
Corridore digitale DFM di uguale diametro
3%-5%
Produzione in lotti da piccoli a medi
Xometria
Collettore standard per catena di fornitura
6%-8%
Produzione flessibile a basso volume
Protolabs
Corrente di attrezzaggio rapido semplificato
≥8%
Convalida del prototipo
Il controllo della precisione di regolazione del diametro della sezione trasversale della guida entro 0,02 mm è sufficiente per mantenere il coefficiente di variazione della pressione della cavità entro il 2%. Questo criterio tecnico è una caratteristica fondamentale del servizio di stampaggio a iniezione di materie plastiche di fascia alta. Le piattaforme contrattuali digitali presentano per lo più guide semplificate di uguale diametro, dove il coefficiente di variazione della pressione supera anche l'8%, in questo modo il ritiro del volume delle parti diventa irregolare e si verificano difetti di ritiro.
Calcola le differenze di velocità di taglio di ciascun corridore con l'aiuto della simulazione Moldflow.
Regolare leggermente i diametri delle guide laterali per controbilanciare la diminuzione della viscosità dovuta al riscaldamento a taglio.
Il pozzetto per i residui freddi è progettato secondo la norma 1,2 x D per garantire che i residui freddi vengano catturati nella parte anteriore.
Utilizza sensori di pressione in cavità per scoprire la reale consistenza del riempimento durante lo stampaggio di prova.
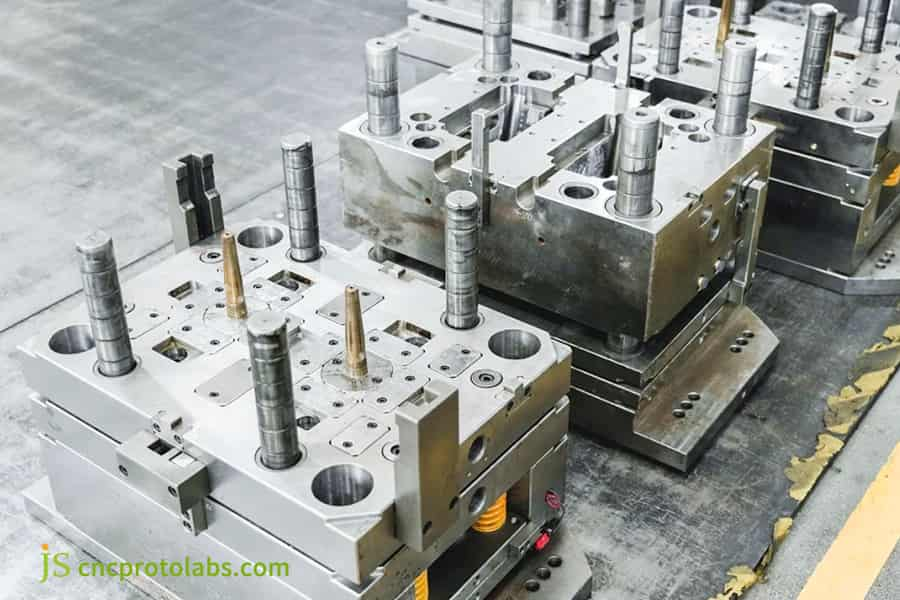
Figura 1: Primo piano di uno stampo a iniezione di metallo a più cavità che mostra i dettagli complessi dell'utensileria.
Come calcolare il tonnellaggio nelle transizioni degli utensili a cavità singola o multipla considerando le deviazioni dello spessore nominale della parete?
Quando si passa a uno stampo multi-cavità, la quantità di forza di bloccaggio richiesta deve essere determinata sommando le aree previste di tutte le cavità e delle guide. Se si utilizza erroneamente la forza di bloccaggio a cavità singola per modifiche dall'utensileria a cavità singola a quella multipla, si causeranno rigonfiamenti dello stampo, collasso localizzato e difetti di bava.
Formula fondamentale per il calcolo della forza di bloccaggio
Per gli aggiornamenti degli utensili a cavità singola o multipla, il calcolo della forza di serraggio deve seguire rigorosamente la formula standard del settore fornita di seguito:
F=(A_{cavità}+A_{corridori})P_{interno}1.2
Qui, P_{inside} è la pressione media all'interno della cavità e 1,2 è un fattore di sicurezza.
In parole migliori, la forza di bloccaggio deve superare la forza di espansione della fusione con un ulteriore margine di sicurezza per prevenire problemi di bave e rigonfiamenti.
Differenze nella progettazione della rigidità del meccanismo laterale
Il servizio di attrezzaggio per stampi per volumi elevati richiede meccanismi laterali molto più rigidi nello stampo rispetto agli stampi prototipi di piccoli lotti. Ad esempio, i sistemi DFM automatizzati come Protolabs suggeriscono che le variazioni dello spessore della parete della parte dovrebbero essere limitate a un intervallo compreso tra il 20% e il 30% dello spessore nominale della parete per evitare deviazioni dimensionali dovute a un raffreddamento non uniforme. Tuttavia, gli Hub che dipendono da una catena di fornitura distribuita, riscontrano cambiamenti negli standard di rigidità dei meccanismi laterali nelle fabbriche partner, con conseguente controllo unificato meno preciso rispetto alle fabbriche fisiche gestite direttamente.
Il costruttore di stampi a iniezione personalizzati, uno dei più affidabili, misura accuratamente la forza di serraggio attraverso questi metodi standard:
Determina l'area totale proiettata di tutte le cavità.
Moltiplicare per la pressione interna media della cavità corrispondente al materiale.
Moltiplicare per un fattore di sicurezza di 1,2 per ottenere la forza di serraggio finale richiesta.
Per operazioni multi-cavità ad alta pressione (superiore a 120 MPa), JS Precision ha installato una base a cuneo da 25° per il pre-serraggio della rigidità meccanica del meccanismo di scorrimento laterale con sottosquadro per garantire che la forza di bloccaggio della slitta non sia inferiore al 115% della forza di espansione laterale, che è un modo fisico per eliminare il gioco di espansione.
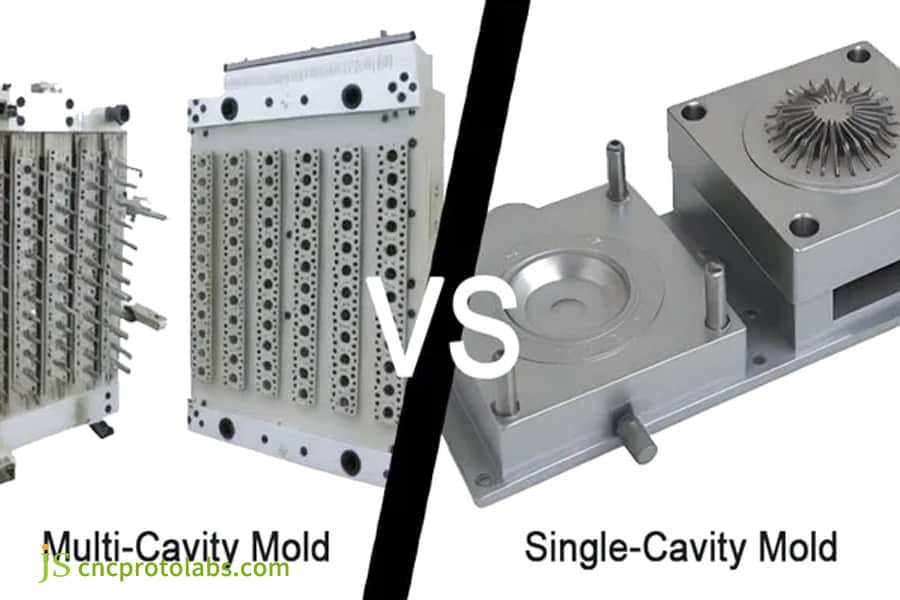
Figura 2: Confronto visivo di stampi a cavità singola e multi-cavità con un layout a schermo diviso.
Quali regole di selezione dei materiali aiutano un servizio di attrezzature per stampi ad alto volume a garantire una durata di milioni di colpi?
I nuclei degli stampi multi-cavità di volume elevato devono essere realizzati in acciaio legato di alta qualità che è stato sottoposto a un processo di rifusione mediante elettroscoria. Se si ricorre all'utilizzo di acciaio economico per servizio di attrezzature per stampi ad alto volume, il cancello è destinato a deteriorarsi molto presto a causa dell'erosione da parte della fibra di vetro.
Confronto delle prestazioni dei principali acciai per stampi
I servizi di attrezzaggio per stampi ad alto volume impongono restrizioni molto rigide sulla durata e sulla durezza dell'acciaio. Acciai diversi mostrano variazioni piuttosto ampie nella resistenza all'usura, quindi la scelta dovrebbe essere in linea con il volume di produzione e le caratteristiche del materiale.
Grado di acciaio
Durezza dopo il trattamento termico
Ciclo di durata nominale
Scenario applicativo
S136 (ESR)
HRC 48-52
Oltre 1.000.000 di scatti
Elevata brillantezza, resistenza alla corrosione, produzione in grandi volumi.
H13
HRC 48-50
800.000–1.000.000 di scatti
Plastici tecnici generali, materiali rinforzati con fibra di vetro.
NAK80
HRC 38-42
300.000–500.000 scatti
Lotto medio, parti estetiche.
P20
HRC 30-34
100.000–200.000 scatti
Produzione a basso volume, convalida del prototipo.
L'impatto principale del processo di trattamento termico
I limiti inferiori di durezza per la vita a cicli elevatinon sono determinati sperimentalmente.
È chiaramente enunciato nei criteri per l'acciaio per stampi per lavorazioni a caldo elencati negli ASTM A681 standard sull'acciaio per utensili che "L'acciaio per stampi per lavorazioni a caldo di classe H13 deve essere almeno HRC 46 dopo la tempra per applicazioni con fatica a cicli elevati".
Per componenti contenenti il 30% di fibra di vetro, un'azienda qualificata di stampi di precisione richiede una tempra sotto vuoto seguita da tre tempre per la post. La durezza metallografica viene stabilizzata tra HRC 48-52 e i carburi di rete vengono sciolti.
Per H13/2344, Star Rapid utilizza un trattamento termico compreso tra 48-50 hrc indurito per renderlo abilitante, fornendo resistenza all'usura per produzioni medio-alte. Alcuni produttori di prototipi utilizzano acciaio pretemprato, senza trattamento termico, la durezza è solo HRC 30-35, molto fragile verso la rottura meccanica.
Esistono diversi principi che possono generalizzare la scelta dell'acciaio per i produttori professionali di stampi multicavità, come ad esempio:
Per volumi di produzione superiori a 100.000 stampi, sono preferiti H13 e acciaio di qualità superiore.
Le parti trasparenti altamente lucide devono utilizzare acciaio di grado S136 ESR.
I materiali di rinforzo in fibra di vetro richiedono gradi di durezza dell'acciaio corrispondentemente più elevati.
Situazioni di produzione ad alto volume richiedono tempra sotto vuoto + diversi cicli di rinvenimento.
Figura 3: una serie di componenti colorati in plastica stampati a iniezione che dimostrano la versatilità dei materiali.
In che modo i canali di raffreddamento conformali risolvono le deviazioni del gradiente di temperatura nei progetti di assistenza per stampi a iniezione di plastica?
Fondamentalmente, l'unico modo per ottimizzare il tempo di ciclo dello stampo multi-cavità è mantenere tutte le cavità a una temperatura superficiale uniforme e costante. Nel servizio di stampi a iniezione plastica, la semplice perforazione di tunnel di raffreddamento non può risolvere il problema della lenta rimozione del calore dalla parte centrale. Per questo motivo, i canali di raffreddamento conformati sono l'unico modo per mantenere sotto controllo i cambiamenti di temperatura.
Differenze di prestazioni tra il raffreddamento tradizionale e il raffreddamento conformato
Circa il 70-80% del tempo del ciclo di stampaggio a iniezione è occupato dalla fase di raffreddamento nel servizio di stampaggio a iniezione di materie plastiche. Le piattaforme della catena di fornitura che lavorano in modo distribuito come gli Hub di solito utilizzano la soluzione di raffreddamento lineare vecchio stile mediante perforazione CNC che necessita di canali di raffreddamento conformi personalizzati con tempi di consegna più lunghi. Tuttavia, i canali di raffreddamento conformato della stampa 3D (SLM) possono seguire da vicino la forma del prodotto consentendo una rimozione uniforme del calore.
Considerazioni principali per la progettazione di canali di raffreddamento conformi
La guida alla progettazione degli utensili per stampi professionali non solo specifica quanto possono essere posizionati i canali di raffreddamento conformati, ma anche gli altri parametri. Per trovare una soluzione in grado di occuparsi di una diversa rimozione del calore tra stampi mobili e fissi, i canali di raffreddamento lato nucleo dovrebbero essere posizionati a una distanza dalla superficie plastica inferiore del 15% rispetto a quella sul lato cavità.
Ad esempio, con la spaziatura fissa dello stampo femmina di 4,0 mm e la spaziatura dello stampo maschio ottimizzata a 3,4 mm, regolando la portata in modo tale che il numero di Reynolds (Re) del fluido di raffreddamento sia maggiore di 4000, è possibile ottenere una forte turbolenza. In questo modo, la differenza di temperatura tra gli stampi mobili e quelli fissi può essere mantenuta entro 2 ℃, e il tempo del ciclo di raffreddamento può essere ridotto di oltre il 40%.
Inoltre, quando si passa da utensili a cavità singola a multi-cavità, il design del canale di raffreddamento conformato dovrebbe attenersi a questi punti principali:
La distanza tra i canali di raffreddamento e la superficie del prodotto dovrebbe essere costante.
La spaziatura dei canali di raffreddamento lato nucleo dovrebbe essere 15% inferiore a quella dei canali lato cavità.
Il numero di Reynolds (Re) del flusso dell'acqua di raffreddamento deve esserecontrollato>4000 per garantire un flusso turbolento.
Per garantire portate uguali, i canali di raffreddamento per ciascuna cavità dovrebbero essere progettati in parallelo.
La tecnologia di raffreddamento conformale può abbreviare significativamente i cicli di produzione di massa e ridurre i tassi di deformazione. Puoi contattare i nostri ingegneri tecnici per ottenere un white paper sulla progettazione del raffreddamento conforme conforme allo standard della guida alla progettazione degli utensili per stampi e apprendere metodi di progettazione più convenienti.
In che modo un'azienda di stampi di precisione mantiene l'allineamento delle cavità a livello di micron negli stampi personalizzati avanzati?
Affinché gli stampi multi-cavità prodotti in serie siano intercambiabili, la tolleranza assoluta di ciascuna cavità dovrebbe essere controllata al massimo a 0,005 mm. Un'azienda di stampi di precisione che ospita una matrice di macchine utensili di precisione può garantire che le dimensioni fisiche di ciascuna cavità siano esattamente le stesse.
Requisiti per le attrezzature di lavorazione di precisione
Una azienda qualificata di stampi di precisione dovrebbe disporre delle migliori attrezzature di lavorazione. La lavorazione dura di stampi multi-cavità della massima qualità richiede una macchina CNC ad alta velocità in grado di velocità fino a 24.000 giri/min e una precisione di posizionamento assiale +/- 0,002 mm, comprese anche operazioni di elettroerosione a filo lenta ed elettroerosione a specchio.
RapidDirect è un'azienda focalizzata principalmente su soluzioni modulari di basi per stampi a cambio rapido, riuscendo a mantenere la precisione di lavorazione della cavità al livello di 0,01 mm.
WayKen è specializzato nella realizzazione rapida di stampi e nella modifica multi-cavità con un controllo indulgente della tolleranza dimensionale e posizionale rispetto ai produttori di stampi rigidi a processo completo.
Officina a temperatura controllata e processo di serraggio in un'unica fase
Il costruttore di stampi a iniezione personalizzati a livello professionale controlla in dettaglio l'ambiente di produzione. Quando si lavorano nuclei di stampi multi-cavità, l'intero processo viene eseguito in un'officina a temperatura controllata di ±0,5°C con un unico serraggio, ottenendo così una rugosità superficiale di Ra 0,1μm. Il bloccaggio una volta evita la perdita di tolleranze dimensionali e di posizione dovute a molteplici trasferimenti di processo, ecco perché, fin dall'inizio, eliminando i guasti di intercambiabilità causati dalle differenze dimensionali delle cavità.
Adotta apparecchiature di lavorazione ad alta precisione, dove la precisione di posizionamento assiale è di 0,002 mm.
Produzione in un'officina a temperatura controllata in cui la fluttuazione della temperatura ambiente è mantenuta entro ±0,5°C.
Eseguire tutte le operazioni di finitura con un unico bloccaggio dell'anima dello stampo.
Dopo la lavorazione, controllare le tolleranze con un'ispezione dimensionale completa utilizzando una CMM.
Perché scegliere valvole a spillo a canale caldo rispetto a porte aperte nelle dimensioni di produzione di costruttori di stampi a iniezione personalizzati?
Quando il numero di cavità dello stampo aumenta fino a 16 o più, il peso degli scarti del canale freddo supererà quello del prodotto stampato stesso. Un costruttore professionista di stampi a iniezione personalizzati consiglierebbe l'utilizzo di un sistema a canale caldo con valvola a spillo per ottenere zero sprechi dagli ugelli e controllare la caduta di pressione.
Costo ed efficienza dei sistemi a canali freddi e caldi
Un esperto costruttore di stampi a iniezione personalizzati ti consiglierà le migliori soluzioni di guide in base al volume di produzione e al numero di cavità. È noto che soluzioni diverse hanno un grande impatto sull'utilizzo dei materiali, sui requisiti di pressione, sull'aspetto, ecc. Per questo motivo, qualsiasi scelta dovrebbe essere fatta in base alle reali esigenze.
Dimensione di confronto
Soluzione per canali freddi
Apri canale caldo
Canale caldo con valvola a spillo
Tasso di utilizzo del materiale
65%-70%
85%-90%
Oltre il 98%
Requisiti di pressione di iniezione
Valore di base
Riduzione del 15%
Riduzione del 30%
Residuo del cancello
Canale di canale visibile
Leggero residuo
Nessun residuo, superficie a filo
Conteggio di cavità applicabile
Meno di 8 cavità
8–16 cavità
Oltre 16 cavità, produzione ad alto volume
Vantaggi tecnologici principali del canale caldo con valvola a spillo
Il servizio di attrezzaggio per stampi ad alto volume presenta requisiti estremamente elevati in termini di utilizzo dei materiali ed efficienza produttiva. I tecnopolimeri ad alta viscosità tendono a perdere pressione a causa dell'eccessiva lunghezza del flusso nei canali di distribuzione a lunga distanza. I canali caldi con valvola a spillo sono in grado di avere diversi controlli di zona di temperatura in modo indipendente con una precisione di 1℃. L'ago della valvola è controllato da un pistone pneumatico o idraulico per chiudere perfettamente la saracinesca alla fine del ciclo mentre la saracinesca rimane a filo con la superficie del prodotto.
Suggerimenti per la risoluzione dei problemi: Se una cavità di un sistema a canale caldo multicavità presenta un problema di carenza di materiale, controllare innanzitutto se la sonda di controllo della temperatura dell'ugello del canale caldo corrispondente è fuori posizione invece di aumentare bruscamente la pressione di iniezione complessiva. Ciò aiuterà a non causare bave in altre cavità.
La guida tradizionale alla progettazione degli utensili per stampi elenca in modo molto chiaro i punti fondamentali per la selezione del canale caldo:
Per progetti di grandi volumi conpiù di 16 cavità, i canali caldi con valvola a spillo dovrebbero essere la prima scelta.
I tecnopolimeri ad alta viscosità necessitano di zone di controllo della temperatura indipendenti l'una dall'altra.
Per le parti visibili, è necessario utilizzare strutture a saracinesca che siano valvole a spillo per garantire completamente che non vi siano residui di saracinesca.
I materiali rinforzati con fibra di vetro richiedono ugelli caldi rivestiti con un materiale resistente all'usura.
I canali caldi con valvola a spillo possono ridurre significativamente i costi dei materiali per progetti di volume elevato. Puoi inviare il volume di produzione e le informazioni sui materiali per ottenere un preventivo personalizzato per una soluzione a canale caldo e calcolare con precisione il risparmio di materiale durante la produzione di massa.
Figura 4: Operatore che regola un sistema di valvole a spillo a canale caldo in uno stampo a iniezione personalizzato.
Quali vincoli dell'angolo di sformo impediscono la formazione di graffi sulla superficie secondo una guida completa alla progettazione degli utensili per stampi?
Gli stampi multicavità contengono un gran numero di perni di espulsione. Se gli angoli di sformo e la struttura sono diversi, l'uso dei perni di espulsione provocherà a graffiare la superficie del prodotto. In linea con la guida alla progettazione degli utensili per stampi, è considerata una buona pratica correlare quantitativamente l'angolo di sformo e la profondità della struttura di un prodotto stampato.
Linee guida quantificate per angoli di sformo di superfici strutturate
Sulla base delle principali linee guida per la progettazione degli utensili per stampi, esiste una mappatura molto precisa tra le diverse superfici strutturate e gli angoli di sformo. Per superfici molto lisce e lucide, sarebbe adeguato un angolo di sformo minimo compreso tra 0,5 e 1. Le superfici strutturate classificate dallo standard VDI 3400 richiedono un angolo di spoglia aggiuntivo compreso tra 1 e 1,5 per ogni incremento di 0,025 mm nella profondità della struttura.
La regolazione della sincronizzazione dell'espulsione in Multi-Cavity
Il servizio di stampaggio a iniezione di plastica di eccellente qualità non si limita a tenere d'occhio la sincronizzazione dell'espulsione, ma la misura anche in modo molto rigoroso. Gli stabilimenti fisici di standard molto elevato ricorrono a piastre di estrazione con guida di precisione con boccole di guida in grafite e inseriscono anche meccanismi di ritorno forzato in basi di stampi multi-cavità di grandi dimensioni per garantire che l'espulsione di centinaia di perni di espulsione in cavità 16/32 sia assolutamente sincrona con incrementi di 0,01 mm. In questo modo si previene la deformazione dei vuoti della parte in plastica causata dall'espulsione non sincrona.
Le condizioni seguenti sono quelle fondamentali necessarie per la progettazione della sformatura quando viene effettuata la modifica dell'utensileria da singola a cavità multipla:
Gli angoli di sformo per le superfici lisce dovrebbero esserealmeno 0,5°, mentre gli angoli per le superfici strutturate dovrebbero essere impilati in base alla loro profondità.
Per uniformare la sollecitazione del prodotto, i perni di espulsione devono essere ben distanziati.
Uno stampo multicavità dovrebbe essere dotato di un meccanismo di ritorno forzato che ne consenta l'espulsione sincrona.
I punti in cui si verifica un cambio di direzione dovrebbero essere arrotondati per evitare la concentrazione dello stress.
In che modo JS Precision ha risolto gli squilibri di riempimento per un connettore di robotica civile utilizzando uno stampo multicavità specializzato?
Sfide dei clienti
Il team di progetto di un'azienda civile di ricerca e sviluppo di robot ci ha chiesto aiuto per una parte fondamentale del loro prodotto: un connettore di precisione in nylon rinforzato con fibra di vetro al 30% (PA66+30% GF) con un rapporto di progettazione tra lunghezza del flusso e spessore della parete di circa 145:1, che è il limite ingegneristico per questo materiale. Lo stampo a canale caldo a 8 cavità, fornito in precedenza da un tipico produttore di stampi multicavità, durante la prova di stampaggio si è rivelato gravemente difettoso: le cavità centrali (1-4) erano completamente riempite, mentre le cavità periferiche (5-8) presentavano spesso incrementi brevi.
Oltre a ciò, l'orientamento non uniforme della fibra di vetro ha fatto sì che le dimensioni e le tolleranze di posizione andassero oltre 0,15 mm, costringendo all'arresto completo della linea di produzione di massa.
Soluzione di precisione JS
Grazie al fatto di essere un costruttore di stampi a iniezione personalizzati focalizzato sullo stampaggio a iniezione ad alta precisione, lo staff tecnico di JS Precision ha riprogettato il progetto e ha effettuato un'ottimizzazione sistematica attraverso quattro passaggi:
Analisi della ricostruzione fluidodinamica: il progetto originale è stato caricato in Moldflow per la simulazione del riempimento 3D di fluidi non newtoniani. Si è scoperto che il corridore iniziale ometteva la compensazione della velocità di taglio e quindi si verificava una perdita di pressione fino a 18 MPa nelle cavità dei bordi.
Ricostruzione del controllo della temperatura del canale caldo: il rimodellamento del collettore e l'assegnazione di un controllo della temperatura a punto singolo indipendente agli ugelli della cavità periferica sono state le due modifiche apportate. Aumentando la temperatura dell'ugello periferico di 5 ℃ è stato possibile fondere la fibra di vetro su lunghi percorsi per ridurre la viscosità della massa fusa.
Correzione dello sfiato del nucleo: al termine di una lavorazione CNC ad alta velocità, è stata realizzata una scanalatura per lo sfiato del vuoto profonda 0,015 mm e larga 5 mm nell'area di riempimento finale in modo da eliminare la resistenza dell'aria.
Ottimizzazione della commutazione del mantenimento della pressione: il punto di commutazione V-P è stato bloccato al momento del riempimento del 98,2% utilizzando un sensore di pressione della cavità, abbinato aun processo di mantenimento della pressione a gradini da 85 MPa.
Imparare attraverso il fallimento
Quando si è deciso di eseguire un test completo con i primi due cicli di campioni, il team mirava ad aumentare la pressione di iniezione totale per riempire le cavità dei bordi, che ha provocato un grave sbiadimento e sbiancamento dell'espulsione nella cavità centrale. Ciò ha dimostrato che un problema di riempimento di un materiale in fibra di vetro a cavità multiple non può essere risolto semplicemente regolando i parametri del processo. È obbligatorio ottimizzare la struttura del canale e la compensazione del controllo della temperatura.
La fine della linea
A causa delle modifiche finali, lo stampo a 8 cavità è stato fatto funzionare continuamente ad alta velocità per 72 ore. Il coefficiente di variazione del peso di riempimento per cavità è sceso dall'8,4% allo 0,85% e le tolleranze dimensionali e di posizione del prodotto sono state mantenute entro 0,025 mm, manifestando così pienamente la capacità tecnica di un'azienda professionale di stampi di precisione. Inoltre, il tempo di ciclo è stato ridotto da 38 secondi a 24 secondi e il tasso di scarto è sceso dal 18,5% a zero.
"Con l'aiuto di dati di simulazione dettagliati e un'accurata ottimizzazione del controllo della temperatura, il team di JS Precision è riuscito a salvare il nostro progetto di produzione di massa che era sul punto di essere demolito entro 7 giorni", ha affermato il direttore degli approvvigionamenti e della ricerca e sviluppo della catena di fornitura del cliente. "Seriamente, sono quel tipo di guru della produzione impegnati anche in operazioni in prima linea."'
Problemi complessi di riempimento multicavità richiedono soluzioni mirate di ottimizzazione strutturale. Puoi caricare i disegni dello stampo problematico e le descrizioni dei difetti per ricevere diagnosi ingegneristiche individuali e soluzioni di miglioramento personalizzate da ingegneri senior.
Perché scegliere JS Precision come partner strategico a lungo termine per gli utensili multi-cavità per la produzione su larga scala?
Ancora più importante, la selezione degli utensili di precisione per stampi non dipende da chi risponde per primo, ma da chi può mantenere un rigoroso controllo di qualità sulla produzione di milioni di unità ad alta velocità per un periodo di tempo molto lungo senza interruzioni. JS Precision offre un supporto tecnico completo, dalla prototipazione a cavità singola alla produzione in serie a cavità multiple di centinaia di migliaia di unità.
Gestiamo una struttura fisica ben attrezzata a Humen Town, città di Dongguan, Cina, certificata ISO 9001:2015. In quanto affermato produttore di stampi multicavità, disponiamo di attrezzature professionali come macchine CNC ad alta velocità Makino e macchine per elettroerosione a specchio Sodick, oltre a ciò, il nostro team di ingegneri principale è composto da 12 progettisti senior di stampi a iniezione, ciascuno dei quali ha in media oltre 15 anni di esperienza nel settore.
Ogni rapporto JS Precision è un riferimento ai parametri effettivi. Ogni stampo multi-cavità pronto per la consegna è un prodotto finito che ha superato tutti i processi di ispezione di qualità richiesti dal servizio di attrezzaggio per stampi ad alto volume. Questi includono un rapporto completo di analisi Moldflow, un rapporto di tracciabilità del produttore originale del trattamento termico HRC 48-52 e un rapporto di ispezione dimensionale completa della CMM di stampaggio di prova a pieno carico di 24 ore che insieme garantiscono una resa al primo passaggio superiore al 99,5% e aiutano a tenere sotto controllo i costi di approvvigionamento delle unità.
Trovare l'esperto giusto è metà della battaglia vinta nella produzione di massa. Basta con i confronti senza scopo ora! Fai clic sul collegamento "Richiedi subito un preventivo personalizzato per uno stampo multicavità" di seguito, invia il tuo modello CAD 3D e i requisiti di produzione e intraprendi un nuovo viaggio verso una produzione di massa efficiente con JS Precision!
Domande frequenti
D1: Quando si converte uno stampo prototipo a cavità singola in uno stampo per produzione di massa a cavità multiple, quali sono i tre principali fattori tecnici che rappresentano la percentuale maggiore di fallimenti del progetto?
Perché l'omissione del calore di taglio non uniforme all'interno del canale e l'aumento non lineare della forza di bloccaggio. La maggior parte dei produttori di stampi non utilizza alcuna compensazione della viscosità a livello di micron con conseguenti problemi di bava, cortocircuito e rigonfiamento dello stampo. L'analisi del bilancio dei fluidi deve essere preparata nella prima fase della progettazione dello stampo seguendo gli standard professionali.
D2: In che modo JS Precision utilizza la tecnologia per garantire che la dimensione complessiva di ciascuna cavità (uno stampo multicavità ad alto volume da 16 o 32 cavità) sia identica nel processo di stampaggio a iniezione ad alta velocità?
JS Precision ha sviluppato tre travi di controllo principali: macchinari con una precisione di posizionamento di 0,002 mm. Sistema a canale caldo predisposto per il bilanciamento con coefficiente di variazione di pressione bloccato al di sotto del 2%. Ispezione dimensionale completa prima della consegna su tutte le cavità da parte di CMM.
D3: Qual è il tasso di riduzione del costo di produzione unitario per progetti con volumi elevati se viene utilizzato uno stampo a cavità multipla anziché a cavità singola?
Sebbene vi sia un costo di investimento più elevato per gli stampi a cavità multipla rispetto a quelli a cavità singola, il grado di risparmio sui costi unitari è enorme. Uno stampo a 16 cavità (o meno) può ridurre il costo variabile dell'unità di oltre l'80% sulla base di questi calcoli. Il sistema di riscaldamento insieme al sistema a canale caldo ridurrà i tempi di consegna e diminuirà il tasso di scarto al di sotto del 2%. Il costo dell'investimento verrà recuperato al numero minimo di produzione pari a 50.000 unità.
Q4: Qual è la durezza normalmente utilizzata per la tempra sotto vuoto nel trattamento termico dell'acciaio per anime di stampi multi-cavità? E perché l'indice di durezza è molto importante?
Per gli stampi multi-cavità di Classe 101, con durata superiore a 1.000.000 di cicli, JS Precision utilizza anche lo standard di tempra sotto vuoto HRC 48-52 e sceglie il materiale S136 o l'acciaio H13. Il prodotto subirà bave e cedimento della tolleranza quando la durezza non è sufficiente.
Q5: Prima della consegna formale di uno stampo multi-cavità, quale documentazione tecnica e quali registri di ispezione sulla qualità devono solitamente essere forniti?
I fornitori professionali dovrebbero offrire disegni 3D dello stampo a grandezza naturale, certificati degli acciai e rapporti sui trattamenti termici, dati di analisi del riempimento Moldflow, grafici del processo di stampaggio di prova T1 e rapporto completo di ispezione delle cavità dai test CMM per stampi multi-cavità.
D6: In generale, cosa rende il sistema a canale caldo più costoso quando uno stampo multi-cavità è progettato per sostituire uno stampo a cavità singola? Quali fattori influenzano i prezzi dei canali caldi?
I fattori che incidono sul prezzo dei canali caldi variano: il controllo della valvola a spillo è più costoso del controllo dell'ugello aperto, più sono le cavità, più è costoso. Il marchio europeo e americano è 2~3 volte più costoso di quello cinese e americano. Materiale speciale Il materiale resistente all'usura deve essere rivestito, il costo è di circa il 25%. Puoi caricare i disegni per ottenere un preventivo.
Q7: Come faccio a sapere se il mio prodotto è adatto per essere coniato in un progetto di stampo a iniezione multi-cavità (32 cavità o 64 cavità)?
Ci devono essere tre condizioni essenziali per produrre stampi multi-cavità: una produzione totale futura stabile di oltre 1.000.000 di unità, una forma compatta di un prodotto, in modo che possa funzionare con le qualità unificanti delle macchine per lo stampaggio a iniezione convenzionali e una progettazione del prodotto completata, altrimenti enormi rischi di costi successivi sia nel cambio dello stampo che nei fermi macchina.
D8: Quali dettagli dovrebbero essere considerati durante la manutenzione quotidiana continua della produzione di massa di stampi multi-cavità in modo che non si verifichino danni locali da fatica da stress interno?
Tre importanti preoccupazioni di manutenzione per uno stampo multi-cavità nella produzione di massa: ogni 50.000 cicli, pulire il canale di sfiato dai depositi di sfiato. Utilizzare grasso con resistenza a 200°C, lubrificare la slitta e la guida, raffreddandole al di sotto di 40°C, senza tensioni residue, dovrebbe essere inserito nell'imboccatura del materiale, in modo da non finire nelle fessure termiche.
Riepilogo
La transizione senza soluzione di continuità dalla conferma del prototipo a cavità singola alla produzione multi-cavità ad alte prestazioni e di grandi volumi non è una questione di semplice copia degli stessi layout delle dimensioni del disegno, è una corsa agli armamenti tra le rivoluzioni ingegneristiche del bilanciamento della geometria del campo di flusso ad alto taglio, della copia delle tolleranze geometriche di precisione dell'ordine del micron, del controllo del raffreddamento termodinamicamente conforme e del calcolo della resistenza alla fatica meccanica altamente rigidizzata.
Il confronto tecnico degli otto maggiori fornitori globali di stampi a iniezione mostra che, solo penetrando da vicino gli aspetti tecnici fondamentali come parametri del canale completamente bilanciati, trattamento termico ad alta durezza sotto vuoto, precisione di posizionamento di classe micron della macchina solida, è possibile eliminare completamente i problemi legati alla differenza di dimensioni di più cavità durante la produzione continua ad alta velocità, in modo che il costo di approvvigionamento complessivo di un singolo prodotto e il rischio di qualità siano portati nell'intervallo del valore ottimale. Basta con la negoziazione multi-scintilla e con la costruzione in più fasi di oggi per scatti multi-cavità totalmente imprecisi, ora entra direttamente nella cooperazione strategica con la nostra soluzione centralizzata del centro di produzione di precisione PID.
JS Precision dispone di 20 esperti ingegneri senior al tuo servizio per l'analisi DFM passo passo degli stampi multi-cavità 2026. Desiderate trasformare il prototipo esistente a cavità singola in una linea di produzione altamente produttiva e completamente automatizzata con 16, 32 o 64 cavità? Oppure avete problemi di crisi come equilibrio irregolare dei corridori, distorsione del prodotto finale, ecc. con le multi-cavità di altri fornitori? Ti invitiamo a inviarci il tuo disegno CAD 3D e dirci quale consegna ti aspetti. Ti invieremo una soluzione all-in-one per il preventivo di stampi multi-cavità entro 24 ore, compreso l'investimento nella praticità del corridore, il calcolo della forza di chiusura e la stima completa dei costi di produzione, ecc.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com