

Le constructeur de moules à injection personnalisés est un vecteur technologique de base qui fait passer les produits de la vérification de prototypes à cavité unique à la production en série de plusieurs cavités avec des millions de niveaux de productivité. Cette approche de production résout les problèmes critiques de la production de masse rencontrés au cours de cette transition, comme le remplissage irrégulier, les variations de tolérance dimensionnelle et la courte durée de vie du moule, etc. Une fois qu'un produit passe la phase de prototype, les ingénieurs R&D et les responsables des achats sont généralement confrontés à des défis tels que le gauchissement et les bavures lorsqu'ils passent d'une empreinte unique à
Cet article examine les différences techniques entre huit fabricants dans leur production et présente également des mesures quantitatives DFM (Design for Manufacturability), vous donnant les points principaux suivants :
- Une évaluation juste et côte à côte des paramètres techniques clés et des capacités de fabrication de huit principaux fabricants mondiaux de moules multi-empreintes.
- Les principes de base de l'ingénierie sur lesquels reposent l'équilibrage des canaux de moulage, la réplication de la pression de l'empreinte et l'optimisation des canaux de refroidissement.
- Exemples pratiques montrant comment le fabricant du moule dur spécialisé corrige les déséquilibres du moule multi-empreinte par un DFM détaillé et un usinage de précision.
Un aperçu rapide des principales capacités du fabricant mondial de moules multi-empreintes
| Fabricant | Service d'outillage de base | Capacité maximale de mise à l'échelle de la cavité | Norme de dureté de l'acier |
|---|---|---|---|
| JS Precision | entreprise d'outillage de moulage de précision | Une seule cavité à 16/32/64 cavités | H13/S136 (HRC 48-52) |
| Protolabs | conception d'outillage de moulage par injection | Moule rapide en aluminium/acier à cavité unique à 4/8 cavités | Alliage d'aluminium / P20 (HRC 30-32) |
| Xométrie | fabricant de moules multi-empreintes | Extension de cavité flexible dans la chaîne d'approvisionnement mondiale | Spécifié par le client (P20 à H13) |
| Fictiv | Service de moulage par injection plastique | Moule multi-empreintes numérique piloté par DFM | NAK80 / S136 (HRC 38-42) |
| RapidDirect | outillage simple à multi-empreintes | Moulage multi-empreintes de base de moule modulaire à changement rapide | P20 / 718H (HRC 32-34) |
| Star Rapid | service d'outillage de moulage à grand volume | Outillage dur multi-empreintes haute température et haute pression | H13 / 2344 (HRC 48-50) |
| Hubs | Constructeur de moules à injection personnalisés | Personnalisation multi-empreintes de la chaîne d'approvisionnement distribuée | Sous réserve des normes spécifiées de la chaîne de fournisseurs |
| WayKen | entreprise d'outillage de moulage de précision | Outillage rapide de précision et modification multi-empreintes | P20 / NAK80 (HRC 30-35) |
Points clés à retenir
- La multiplication des cavités nécessite un recalcul de la force de serrage :
Lorsque vous passez d'une seule cavité à 16 ou 32 cavités, la surface projetée augmente considérablement. Cela signifie que le tonnage de la machine de moulage par injection doit être adapté à ce changement pour éviter les défauts d'éclair résultant d'un manque de force de serrage.
- L'équilibrage des canaux est indispensable pour les moules multi-empreintes :
Pour obtenir la même pression de remplissage pour chaque cavité,un système de canaux de type H à équilibre parfait est utilisé. Cela implique une analyse de chaleur de cisaillement Moldflow et l'application de la norme de puits à bouchons froids « 1,2 x D ».
- Les moules en acier trempé doivent être utilisés pour la production à grande échelle :
Si le volume de production est supérieur à 100 000 cycles, alors les moules en aluminium et l'acier P20 souple ne sont pas recommandés. Au lieu de cela, les aciers trempés traités thermiquement (comme H13 ou S136) ayant une dureté de HRC 4852 doit être utilisé.
Pourquoi faire confiance à JS Precision pour la conception et la fabrication d'outils de moulage par injection ?
JS Precision exploite une usine physique et dispose d'une équipe d'ingénieurs senior de premier plan qui peut offrir une assistance technique pour le cycle complet de production de moules de l'étape du prototype à la production de masse.
D'après notre expérience dans plusieurs projets de composants automobiles et médicaux, la stabilité des moules est ce qui a un impact direct sur la disponibilité des lignes de production, de minuscules erreurs dans la conception à elles seules pourraient entraîner la perte de centaines de milliers de séries de production.
Le système international de gestion de la qualité ISO 9001:2015 exige que "les livraisons de moules de production en série doivent être accompagnées de certificats de matériaux traçables et de documents de vérification du traitement thermique."
Chacun de nos moules est fourni avec un certificat de matériau d'origine du fabricant, un rapport de test de dureté tiers et un rapport d'inspection CMM grandeur nature pour être pleinement conforme à cette norme. L'équipe d'ingénierie de base compte 12 membres avec une expérience moyenne de 20 ans dans l'industrie et nous fait confiance pour capter plus de 90 % des risques de production de masse pendant la phase de conception. Le fonctionnement stable à long terme des moules multi-empreintes est principalement assuré par un solide système de contrôle de qualité.
Vous pouvez télécharger des dessins 3D de vos pièces pour recevoir une évaluation DFM gratuite de la conception de vos outils de moulage par injection, vous permettant d'identifier les risques de conception à l'avance et d'éviter les pertes de production de masse ultérieures.
Comment les équipes des fabricants de moules multi-empreintes évitent-elles de combler les déséquilibres et les défauts de halo dans les composants très brillants ?
Le secret du problème de déséquilibre multi-cavité est de s'assurer que le front de fusion atteint la cavité en même temps en ajustant la section transversale du canal. Si un fabricant de moules multi-empreintes base le moule uniquement sur la symétrie géométrique sans tenir compte de la chaleur de cisaillement, cela peut entraîner des défauts de halo et des tirs courts sur les bords des pièces très brillantes.
Effet d'amincissement par cisaillement et principe d'équilibre des coureurs
Une fois les polymères à haute viscosité injectés dans le canal à haute pression, un taux de cisaillement élevé à la surface du mur provoque un effet d'amincissement par cisaillement ainsi qu'une stratification thermique. Un fabricant expert de moules multi-empreintes inclut une compensation de chaleur de cisaillement dès les premières étapes de conception pour éviter les différences de remplissage des cavités. La conception standard du puits à limaces froides est la suivante : le diamètre du puits à limaces froides est de 1,2 x D du diamètre à l'extrémité du canal principal et la profondeur est de 1,5 x D.
En d'autres termes, la simple symétrie géométrique ne suffira pas, il doit également y avoir un réglage précis de la résistance du diamètre intérieur des canaux des canaux pour avoir exactement le même débit et la même pression dans chaque cavité.
Comparaison des capacités de conception des coureurs parmi les principaux fabricants
La logique de conception des canaux des différents fabricants détermine directement la consistance du remplissage et le plafond de rendement des moules multi-empreintes.
| Fabricant | Type de conception de canal | Coefficient de variation de la pression dans la cavité (Cv) | Plage de volumes de production applicable |
|---|---|---|---|
| JS Precision | Rouleau de type H entièrement équilibré + compensation de chaleur de cisaillement | ≤2 % | Production de masse de plus de 100 000 prises |
| Fictiv | Coulière numérique DFM à diamètre égal | 3 %-5 % | Production en petits et moyens lots |
| Xométrie | Collecteur standard de la chaîne d'approvisionnement | 6 %-8 % | Production flexible à faible volume |
| Protolabs | Rouleur d'outillage rapide simplifié | ≥8 % | Validation du prototype |
Le contrôle du diamètre de la section transversale du canal la précision de réglage à moins de 0,02 mm est suffisant pour maintenir le coefficient de variation de pression dans la cavité à moins de 2 %. Ce critère technique est une caractéristique clé du service de moulage par injection plastique haut de gamme. Les plateformes de contrats numériques présentent pour la plupart des canaux simplifiés de même diamètre, où le coefficient de variation de pression dépasse même 8 %, de cette façon le retrait du volume des pièces devient inégal et des défauts de retrait se produisent.
Un processus de conception d'outillage de moulage par injection mature effectue ces étapes d'optimisation standard :
- Calculez les différences de taux de cisaillement de chaque canal à l'aide de la simulation Moldflow.
- Ajustez légèrement les diamètres des longerons pour contrebalancer la diminution de la viscosité due au chauffage par cisaillement.
- Le puits à limaces froides est conçu conformément à la norme 1,2 x D pour garantir que les limaces froides sont capturées à l'extrémité avant.
- Utilisez des capteurs de pression d'empreinte pour connaître la véritable consistance du remplissage lors de l'essai de moulage.
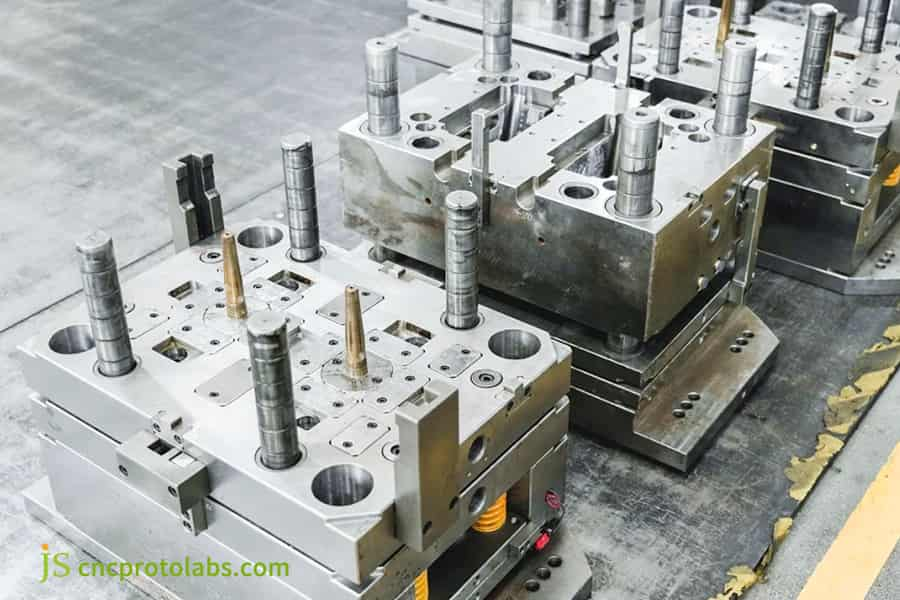
Figure 1 : Gros plan d'un moule d'injection métallique multi-empreintes présentant des détails d'outillage complexes.
Comment calculer le tonnage dans les transitions d'outillage à une ou plusieurs empreintes en tenant compte des écarts d'épaisseur nominale de paroi ?
Lors de la mise à niveau vers un moule multi-empreintes, la quantité de force de serrage requise doit être déterminée en additionnant les zones projetées de toutes les empreintes et canaux. Si vous utilisez par erreur la force de serrage d'une seule cavité pour des modifications d'un outillage simple à plusieurs cavités, cela entraînera un renflement du moule, un effondrement localisé et des défauts d'éclair.
Formule de base pour le calcul de la force de serrage
Pour les mises à jour d'outillage à une ou plusieurs cavités, le calcul de la force de serrage doit suivre strictement la formule industrielle standard indiquée ci-dessous :
F=(A_{cavités}+A_{coureurs})P_{inside}1.2
Ici, P_{inside} est la pression moyenne à l'intérieur de la cavité et 1,2 est un facteur de sécurité.
En d'autres termes, la force de serrage doit dépasser la force d'expansion de la matière fondue avec une marge de sécurité supplémentaire pour éviter les problèmes de bavure et de renflement.
Différences dans la conception de la rigidité des mécanismes latéraux
Le service d'outillage de moules à grand volume nécessite des mécanismes latéraux beaucoup plus rigides dans le moule que les moules prototypes en petits lots. Par exemple, les systèmes DFM automatisés tels que Protolabs suggèrent que les variations de l'épaisseur de paroi des pièces doivent être limitées entre 20 % et 30 % de l'épaisseur de paroi nominale pour éviter les écarts dimensionnels dus à un refroidissement inégal. Mais les hubs qui dépendent d'une chaîne d'approvisionnement distribuée sont confrontés à des changements dans les normes de rigidité des mécanismes latéraux dans leurs usines partenaires, ce qui entraîne un contrôle unifié moins précis par rapport aux usines physiques exploitées directement.
Constructeur de moules à injection personnalisés, en tant que l'un des plus fiables, mesure avec précision la force de serrage grâce à ces méthodes standard :
- Déterminez la surface totale projetée de toutes les cavités.
- Multipliez par la pression interne moyenne de la cavité correspondant au matériau.
- Multipliez par un facteur de sécurité de 1,2 pour obtenir la force de serrage finale requise.
Pour les opérations multi-cavités à haute pression (supérieures à 120 MPa), JS Precision a installé une base en coin à 25 ° pour un pré-serrage de rigidité mécanique du mécanisme de glissière latérale en contre-dépouille afin de garantir que la force de verrouillage de la glissière n'est pas inférieure à 115 % de la force d'expansion latérale, ce qui est un moyen physique d'éliminer le jeu d'expansion.
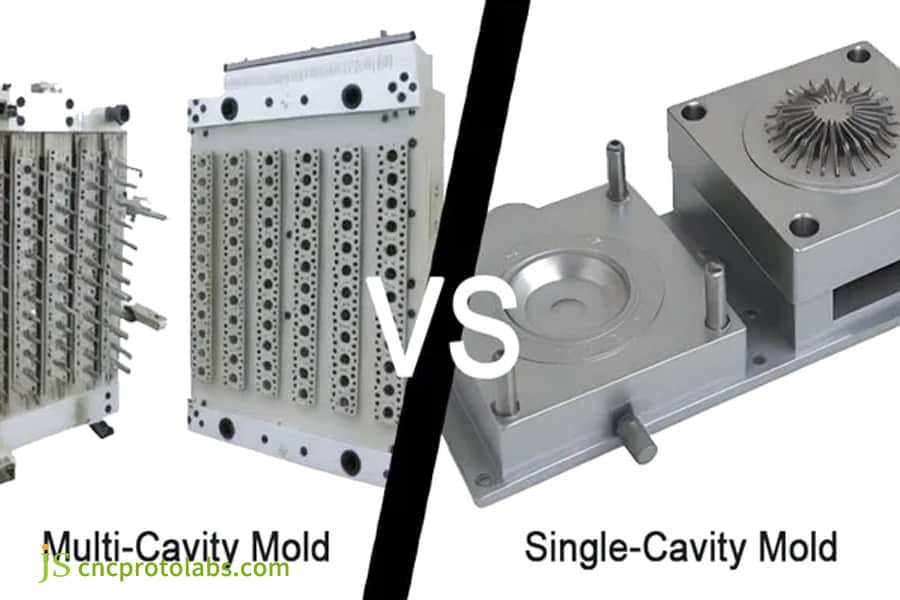
Figure 2 : Comparaison visuelle de moules à empreinte unique et multi-empreintes avec une disposition en écran partagé.
Quelles règles de sélection des matériaux permettent à un service d'outillage de moules à grand volume d'assurer une durée de vie d'un million de tirs ?
Les noyaux de moules multi-empreintes à grand volume doivent être fabriqués à partir d'acier allié de haute qualité ayant subi un processus de refusion sous laitier électrolytique. Si l'on recourt à l'utilisation d'acier bon marché pour un service d'outillage de moules à grand volume, la porte est vouée à se détériorer très bientôt en raison de l'érosion par la fibre de verre.
Comparaison des performances des aciers pour moules traditionnels
Les services d'outillage de moules à grand volume imposent des restrictions très strictes sur la durabilité et la dureté de l'acier. Différents aciers présentent des variations assez importantes dans leur résistance à l'usure, le choix doit donc être aligné sur le volume de production et les caractéristiques des matériaux.
| Qualité d'acier | Dureté après traitement thermique | Durée de vie nominale | Scénario d'application |
|---|---|---|---|
| S136 (ESR) | HRC 48-52 | Plus de 1 000 000 de prises de vue | Haute brillance, résistance à la corrosion, production en grand volume. |
| H13 | HRC 48-50 | 800 000 à 1 000 000 de prises de vue | Plastiques techniques généraux, matériaux renforcés de fibres de verre. |
| NAK80 | HRC 38-42 | 300 000 à 500 000 photos | Lot moyen, pièces d'apparence. |
| P20 | HRC 30-34 | 100 000 à 200 000 photos | Production en faible volume, validation du prototype. |
L'impact principal du processus de traitement thermique
Les limites inférieures de dureté pour une durée de vie élevée ne sontpas déterminées expérimentalement.
Il est clairement indiqué dans les critères pour l'acier à matrice pour travail à chaud répertoriés dans les ASTM A681 normes sur l'acier à outils que "H13 L'acier de matrice pour travail à chaud de classe doit être d'au moins HRC 46 après trempe pour les applications de fatigue cyclique élevée".
Pour les composants contenant 30 % de fibre de verre, une entreprise qualifiée d'outillage de moulage de précision exige une trempe sous vide suivie de trois trempes pour la post. La dureté métallo-graphique est stabilisée entre HRC 48-52 et les carbures du réseau sont dissous.
Pour le H13/2344, star rapid utilise un traitement thermique compris entre le HRC 48 et 50 durci pour permettre, d'offrir une résistance à l'usure pour une production moyenne à élevée. Certains producteurs de prototypes utilisent de l'acier pré-trempé, sans traitement thermique, d'une dureté de seulement HRC 30-35, très fragile face à la casse mécanique.
Il existe plusieurs principes qui peuvent généraliser le choix de l'acier pour les fabricants professionnels de moules multi-empreintes, tels que :
- Pour les volumes de production supérieurs à 100 000 moules, le H13 et l'acier de qualité supérieure sont préférés.
- Les pièces transparentes très brillantes doivent utiliser de l'acier de qualité S136 ESR.
- Les matériaux de renforcement en fibre de verre nécessitent des qualités de dureté d'acier proportionnellement plus élevées.
- Les situations de production en grand volume nécessitent une trempe sous vide + plusieurs cycles de revenu.

Figure 3 : Un ensemble de composants colorés moulés par injection en plastique démontrant la polyvalence des matériaux.
Comment les canaux de refroidissement conformes résolvent-ils les écarts de gradient de température dans les projets de services de moulage par injection plastique ?
Fondamentalement, la seule façon d'optimiser la durée du cycle de moulage multi-empreintes est d'avoir toutes les cavités à une température de surface uniforme et stable. Dans le service de moulage par injection plastique, le simple perçage de tunnels de refroidissement ne peut pas résoudre le problème de l'évacuation lente de la chaleur sur la pièce centrale. Pour cette raison, les canaux de refroidissement conformes sont le seul moyen de contrôler les changements de température.
Différences de performances entre le refroidissement traditionnel et le refroidissement conforme
Environ 70 à 80 % du temps de cycle de moulage par injection est consacré à l'étape de refroidissement dans le service de moulage par injection plastique. Les plates-formes de chaîne d'approvisionnement fonctionnant de manière distribuée comme les hubs utilisent généralement l'ancienne solution de refroidissement linéaire par perçage CNC qui nécessite des canaux de refroidissement conformes personnalisés qui s'accompagnent de délais de livraison plus longs. Mais les canaux de refroidissement conformes à l'impression 3D (SLM) peuvent suivre de près la forme du produit, permettant une évacuation uniforme de la chaleur.
Principales considérations pour la conception d'un canal de refroidissement conforme
Le guide de conception d'outillage de moule professionnel précise non seulement la proximité avec laquelle les canaux de refroidissement conformes peuvent être placés, mais également leurs autres paramètres. Pour trouver une solution capable de prendre en charge différentes évacuations de chaleur entre les moules mobiles et fixes, les canaux de refroidissement côté noyau doivent être placés à une distance de la surface en plastique inférieure de 15 % à celle du côté cavité.
Pour illustrer, avec l'espacement fixe des moules femelles de 4,0 mm et l'espacement des moules mâles optimisé à 3,4 mm, en ajustant le débit de telle sorte que le nombre de Reynolds (Re) du fluide de refroidissement soit supérieur à 4 000, on peut obtenir de fortes turbulences. De cette façon, la différence de température entre les moules mobiles et fixes peut être maintenue à moins de 2 ℃, et le temps du cycle de refroidissement peut être réduit de plus de 40 %.
En outre, lors de la transformation d'un outillage à une seule cavité en un outillage à plusieurs cavités, la conception du canal de refroidissement conforme doit respecter ces points principaux :
- La distance entre les canaux de refroidissement et la surface du produit doit être constante.
- L'espacement des canaux de refroidissement côté cœur doit être 15 % inférieur à celui de ceux côté cavité.
- Le nombre de Reynolds (Re) du débit d'eau de refroidissement doit être contrôlé > 4 000 pour garantir un débit turbulent.
- Pour garantir des débits égaux, les canaux de refroidissement de chaque cavité doivent être conçus en parallèle.
La technologie de refroidissement conforme peut raccourcir considérablement les cycles de production de masse et réduire les taux de déformation. Vous pouvez contacter nos ingénieurs techniques pour obtenir un livre blanc sur la conception de refroidissement conforme à la norme du guide de conception d'outillage de moule et découvrir des méthodes de conception plus rentables.
Comment une entreprise d'outillage de moules de précision maintient-elle l'alignement des cavités au niveau micronique dans les moules personnalisés avancés ?
Pour que les moules multi-empreintes produits en série soient interchangeables, la tolérance absolue de chaque cavité doit être contrôlée à 0,005 mm au maximum. Une entreprise d'outillage de moules de précision qui héberge une matrice de machine-outil de précision peut s'assurer que les dimensions physiques de chaque cavité sont exactement les mêmes.
Exigences en matière d'équipement d'usinage de précision
Une entreprise d'outillage de moules de précision qualifiée doit disposer du meilleur équipement d'usinage. L'usinage de moules durs multi-empreintes de la plus haute qualité nécessite une machine CNC à grande vitesse capable de des vitesses allant jusqu'à 24 000 tr/min et une précision de positionnement axial de +/- 0,002 mm, incluant également les opérations d'électroérosion à fil lent et d'électroérosion miroir.
- RapidDirect est une société axée principalement sur les solutions de bases de moules modulaires à changement rapide, parvenant à maintenir la précision de l'usinage des cavités au niveau de 0,01 mm.
- WayKen est spécialisé dans la fabrication rapide de moules et la modification de plusieurs empreintes avec un contrôle de tolérance dimensionnelle et de position indulgent par rapport aux fabricants de moules durs à processus complet.
Atelier à température contrôlée et processus de serrage en une étape
Un constructeur de moules à injection personnalisé de niveau professionnel contrôle en détail l'environnement de production. Lors de l'usinage de noyaux de moules multi-empreintes, l'ensemble du processus est effectué dans un atelier à température contrôlée de ±0,5°C avec un seul serrage, obtenant ainsi une rugosité de surface de Ra 0,1μm. Le serrage unique évite la perte de tolérances dimensionnelles et de position due à de multiples transferts de processus, c'est pourquoi, dès le début, éliminer les défauts d'interchangeabilité causés par les différences dimensionnelles des cavités.
La conception deoutillage de moulage par injection de haute précision dépend de la mise en œuvre de ces mesures principales pour le contrôle stable des tolérances géométriques :
- Adopter un équipement d'usinage de haute précision, dont la précision de positionnement axial est de 0,002 mm.
- Fabrication dans un atelier à température contrôlée où la fluctuation de la température ambiante est maintenue à ±0,5°C.
- Effectuez toutes les opérations de finition avec un seul serrage du noyau du moule.
- Après l'usinage, vérifiez les tolérances avec une inspection dimensionnelle à l'aide d'une MMT.
Pourquoi choisir des vannes à pointeau à canaux chauds plutôt que des vannes ouvertes dans les mises à l'échelle de production des constructeurs de moules à injection personnalisés ?
Lorsque le nombre d'empreintes du moule atteint 16 ou plus, le poids des déchets des canaux froids dépassera celui du produit moulé lui-même. Un constructeur professionnel de moules à injection personnalisés recommanderait d'utiliser un système de canaux chauds à vanne à pointeau pour atteindre zéro gaspillage de buse et contrôler la chute de pression.
Coût et efficacité des systèmes à canaux froids et chauds
Un constructeur expert de moules à injection personnalisés vous conseillera sur les meilleures solutions de canaux en fonction de votre volume de production et du nombre de cavités. Il est bien connu que différentes solutions ont un grand impact sur l'utilisation des matériaux, les exigences de pression et l'apparence, etc. Pour cette raison, tout choix doit être fait en fonction des besoins réels.
| Dimension de comparaison | Solution à canaux froids | Ouvrir les canaux chauds | Canal chaud à vanne à pointeau |
|---|---|---|---|
| Taux d'utilisation des matériaux | 65 %-70 % | 85 %-90 % | Plus de 98 % |
| Exigence de pression d'injection | Valeur de base | 15 % de réduction | 30 % de réduction |
| Résidus de porte | Grappe visible | Léger résidu | Aucun résidu, surface affleurante |
| Nombre de cavités applicables | Moins de 8 cavités | 8 à 16 cavités | Plus de 16 cavités, production en grand volume |
Principaux avantages technologiques des canaux chauds à vanne à pointeau
Le service d'outillage de moules à grand volume a des exigences extrêmement élevées en matière d'utilisation des matériaux et d'efficacité de la production. Les plastiques techniques à haute viscosité sont sujets à une perte de pression finale en raison d'une longueur d'écoulement excessive dans les canaux de distribution longue distance. Les canaux chauds à vanne à pointeau peuvent avoir différents contrôles de zone de température indépendamment avec une précision de 1 ℃. Le pointeau de la vanne est contrôlé par un piston pneumatique ou hydraulique pour fermer parfaitement la vanne en fin de cycle tandis que la vanne reste au ras de la surface du produit.
Conseils de dépannage : Si une cavité d'un système à canaux chauds à plusieurs cavités présente un problème de manque de matériau, vérifiez d'abord si la sonde de contrôle de température de la buse de canal chaud correspondante n'est pas à sa place au lieu d'augmenter brusquement la pression d'injection globale. Cela aidera à ne pas provoquer de flash dans d'autres cavités.
Le guide de conception d'outillage de moule grand public énumère très clairement les points de base pour la sélection des canaux chauds :
- Pour les projets de grand volume comportantplus de 16 empreintes, les canaux chauds à vanne à pointeau doivent être le premier choix.
- Les plastiques techniques à haute viscosité nécessitent des zones de contrôle de température indépendantes les unes des autres.
- Pour les pièces visibles, des structures de vanne qui sont des vannes à pointeau doivent être utilisées pour garantir complètement qu'il n'y a aucun résidu de vanne.
- Les matériaux renforcés de fibre de verre nécessitent des buses chaudes recouvertes d'un matériau résistant à l'usure.
Les canaux chauds à vanne à pointeau peuvent réduire considérablement les coûts de matériaux pour les projets à grand volume. Vous pouvez soumettre votre volume de production et vos informations sur les matériaux pour obtenir un devis personnalisé pour une solution de canaux chauds et calculer avec précision les économies de matériaux lors de la production en série.

Figure 4 : Opérateur ajustant un système de vanne à pointeau pour canaux chauds dans un moule à injection personnalisé.
Quelles contraintes d'angle de dépouille empêchent les éraflures de surface selon un guide complet de conception d'outillage de moule ?
Les moules multi-empreintes contiennent un grand nombre de broches d'éjection. Si les angles de dépouille et de texture sont différents, l'utilisation des éjecteurs entraînera des rayures sur la surface du produit. Conformément au guide de conception d'outillage de moule professionnel, il est considéré comme une bonne pratique de relier quantitativement l'angle de dépouille et la profondeur de texture d'un produit moulé.
Directives quantifiées pour les angles de dépouille des surfaces texturées
Sur la base des principales directives de conception d'outillage de moule, il existe une cartographie très précise entre les différentes surfaces texturées et les angles de dépouille. Pour les surfaces très lisses et polies, un angle de dépouille minimum de 0,5 à 1 serait suffisant. Les surfaces texturées classées par la norme VDI 3400 nécessitent un angle de dépouille supplémentaire compris entre 1 et 1,5 pour chaque incrément de 0,025 mm de profondeur de texture.
La régulation de la synchronisation d'éjection en Multi-Cavité
Un service de moulage par injection plastique d'excellente qualité ne se contente pas de surveiller la synchronisation de l'éjection, mais la mesure également de manière très stricte. Les usines physiques de très haut niveau ont recours à des plaques d'éjection de guidage de précision avec des bagues de guidage en graphite et mettent également en place des mécanismes de retour forcé dans des bases de moules multi-empreintes de grande taille pour garantir que l'éjection de centaines de broches d'éjection dans 16/32 cavités est absolument synchrone par incréments de 0,01 mm. De cette façon, la déformation vide de la pièce en plastique causée par une éjection non synchrone est évitée.
Les conditions ci-dessous sont les conditions fondamentales nécessaires à la conception du démoulage lors du passage d'un outillage simple à un outillage multi-empreintes :
- Les angles de dépouille pour les surfaces lisses doivent être d'au moins 0,5°, tandis que les angles pour les surfaces texturées doivent être empilés en fonction de leur profondeur.
- Pour que la contrainte soit uniforme sur le produit, les broches d'éjection doivent être bien espacées.
- Un moule multi-empreintes doit être fourni avec un mécanisme de retour forcé qui permettrait l'éjection synchrone.
- Les points où il y a un changement de direction doivent être arrondis pour éviter la concentration des contraintes.
Comment JS Precision a-t-il résolu les déséquilibres de remplissage pour un connecteur de robotique civile à l'aide d'un moule multi-empreintes spécialisé ?
Défis des clients
L'équipe de projet d'une entreprise civile de R&D en matière de robots nous a demandé de l'aide pour une partie essentielle de son produit : un connecteur de précision composé à 30 % de nylon renforcé de fibres de verre (PA66 + 30 % GF) avec un rapport longueur d'écoulement/épaisseur de paroi d'environ 145 : 1, ce qui constitue la limite technique pour ce matériau. Le moule à canaux chauds à 8 cavités qui avait été fourni précédemment par un fabricant de moules multi-empreintes typique s'est révélé lors d'un essai de moulage comme étant sérieusement défectueux : les cavités centrales (1-4) étaient complètement remplies, tandis que les cavités périphériques (5-8) connaissaient souvent des tirs courts.
En dehors de cela, une orientation inégale des fibres de verre a entraîné des tolérances de dimensions et de position au-delà de 0,15 mm, ce qui a forcé l'arrêt complet de la ligne de production de masse.
Solution de précision JS
En tant que constructeur de moules à injection personnalisés axé sur le moulage par injection de haute précision, l'équipe d'ingénierie de JS Precision a repensé la conception et effectué une optimisation systématique en quatre étapes :
- Analyse de reconstruction de la dynamique des fluides : La conception originale a été téléchargée dans Moldflow pour la simulation de remplissage 3D de fluides non newtoniens. Il a été découvert que le canal initial omettait la compensation du taux de cisaillement, ce qui entraînait une perte de pression pouvant atteindre 18 MPa dans les cavités périphériques.
- Reconstruction du contrôle de la température des canaux chauds : La refonte du collecteur et l'attribution d'un contrôle de température indépendant en un seul point aux buses de la cavité périphérique ont été les deux modifications apportées. L'augmentation de la température périphérique de la buse de 5 °C a permis de faire fondre la fibre de verre sur de longs trajets afin de réduire la viscosité de la masse fondue.
- Correction de la ventilation du noyau : à la première fin de l'usinage CNC à grande vitesse, une rainure de ventilation sous vide de 0,015 mm de profondeur et 5 mm de largeur a été réalisée dans la zone de remplissage d'extrémité afin d'éliminer la résistance de l'air.
- Optimisation de la commutation du maintien de la pression : le point de commutation V-P a été verrouillé au moment du remplissage à 98,2 % à l'aide d'un capteur de pression de la cavité, associé à un processus de maintien de la pression échelonné de 85 MPa.
Apprendre par l'échec
Lorsque la ténacité a été utilisée pour effectuer un test complet avec les deux premières séries d'échantillons, l'équipe visait à augmenter la pression d'injection totale pour remplir les cavités périphériques, ce qui a entraîné de graves éclairs et un blanchiment par éjection dans la cavité centrale. Cela a prouvé qu'un problème de remplissage d'un matériau en fibre de verre à plusieurs cavités ne peut pas être résolu simplement en ajustant les paramètres du processus. Il est obligatoire d'optimiser la structure des canaux et la compensation du contrôle de la température.
La fin de la ligne
En raison des modifications finales, le moule à 8 cavités a fonctionné en continu à grande vitesse pendant 72 heures. Le coefficient de variation du poids de remplissage par cavité a diminué de 8,4 % à 0,85 %, et les tolérances dimensionnelles et de position du produit ont été maintenues à moins de 0,025 mm, démontrant ainsi pleinement la capacité technique d'une entreprise professionnelle d'outillage de moules de précision. De plus, le temps de cycle a été réduit de 38 secondes à 24 secondes et le taux de rebut est passé de 18,5 % à zéro.
"Grâce à des données de simulation détaillées et à une optimisation précise du contrôle de la température, l'équipe de JS Precision a réussi à sauver notre projet de production de masse qui était sur le point d'être abandonné en 7 jours", a déclaré le directeur de la R&D et des achats de la chaîne d'approvisionnement du client. "Sérieusement, ce sont le genre de gourous de l'industrie manufacturière qui sont également engagés dans les opérations de première ligne."'
Les problèmes complexes de remplissage de plusieurs cavités nécessitent des solutions d'optimisation structurelle ciblées. Vous pouvez télécharger vos dessins de moule problématiques et vos descriptions de défauts pour recevoir un diagnostic technique individuel et des solutions d'amélioration personnalisées de la part d'ingénieurs senior.
Pourquoi choisir JS Precision comme partenaire stratégique à long terme en matière d'outillage multi-empreintes pour une production à grande échelle ?
Plus important encore, la sélection des outils de moulage de précision ne dépend pas de qui répond en premier, mais de qui peut maintenir un contrôle qualité strict sur la production de millions d'unités à grande vitesse pendant très longtemps sans arrêts. JS Precision offre un support technique complet, du prototypage à cavité unique à la production en série de centaines de milliers d'unités à plusieurs cavités.
Nous exploitons une installation physique bien équipée dans la ville de Humen, dans la ville de Dongguan en Chine, qui est certifiée ISO 9001 : 2015. En tant que fabricant établi de moules multi-empreintes, nous disposons d'équipements professionnels tels que les machines CNC à grande vitesse Makino et les machines d'électroérosion à miroir Sodick. En outre, notre équipe d'ingénierie de base est composée de 12 concepteurs de moules à injection seniors, chacun d'entre eux ayant en moyenne plus de 15 ans d'expérience dans l'industrie.
Chaque rapport JS Precision est une référence aux paramètres réels. Chaque moule multi-empreintes prêt à être livré est un produit fini ayant passé avec succès tous les processus d'inspection de qualité suivis par le service d'outillage de moules à grand volume. Ceux-ci incluent un rapport d'analyse Moldflow complet, un rapport de traçabilité du fabricant d'origine du traitement thermique HRC 48-52 et un rapport d'inspection dimensionnelle complète sur MMT de moulage à pleine charge de 24 heures qui, ensemble, garantissent un rendement au premier passage de plus de 99,5 % et vous aident à garder les coûts d'approvisionnement unitaires sous contrôle.
Trouver le bon expert représente la moitié de la bataille gagnée dans la production de masse. Arrêtez les comparaisons sans but maintenant ! Cliquez sur le lien « Obtenir un devis personnalisé pour un moule multi-empreintes maintenant » ci-dessous, soumettez votre modèle CAO 3D et vos exigences de production, et lancez-vous dans une nouvelle aventure de production de masse efficace avec JS Precision !
FAQ
Q1 : Lors de la conversion d'un moule prototype à empreinte unique en un moule de production de masse à empreintes multiples, quels sont les trois principaux facteurs techniques qui expliquent le plus grand pourcentage d'échecs de projet ?
Pourquoi l'omission de la chaleur de cisaillement non uniforme à l'intérieur du canal et de l'augmentation non linéaire de la force de serrage. La plupart des fabricants de moules n'utilisent aucune compensation de viscosité au niveau du micron entraînant des problèmes de flash, de tir court et de gonflement du moule. L'analyse de l'équilibre des fluides doit être préparée dès la première étape de la conception du moule, conformément aux normes professionnelles.
Q2 : Comment JS Precision utilise-t-il la technologie pour garantir que la dimension globale de chaque cavité (un moule multi-empreintes à grand volume de 16 ou 32 empreintes) est identique dans le processus de moulage par injection à grande vitesse ?
JS Precision a développé trois poutres de contrôle principales : Des machines avec une précision de positionnement de 0,002 mm. Système à canaux chauds réglé pour l'équilibrage avec un coefficient de variation de pression verrouillé en dessous de 2%. Contrôle dimensionnel complet avant livraison sur toutes les cavités par CMM.
Q3 : Quel est le taux de réduction du coût de production unitaire pour un projet à volume élevé si un moule à plusieurs empreintes était utilisé au lieu d'un moule à empreinte unique ?
Bien qu'il y ait un coût d'investissement plus élevé pour les moules à plusieurs cavités que pour les moules à une seule cavité, le degré d'économies sur les coûts unitaires est énorme.16 (ou moins) le moule à cavités peut réduire le coût variable de l'unité de plus de 80 % sur la base de ces calculs. Le système de chauffage associé au système à canaux chauds réduira le délai de livraison et diminuera le taux de rebut en dessous de 2 %. Le coût d'investissement sera récupéré à partir d'un nombre minimum de production de 50 000 unités.
Q4 : Dans quelle mesure la trempe sous vide est-elle normalement utilisée dans le traitement thermique de l'acier à noyau de moule multi-cavité ? Et pourquoi l'indice de dureté est très important ?
Pour les moules multi-cavités de classe 101, durée de vie supérieure à 1 000 000 de cycles, JS Precision utilise également la norme de trempe sous vide HRC 48-52 et choisit le matériau S136 ou l'acier H13. Le produit sera flashé et échouera en termes de tolérance lorsque la dureté n'est pas suffisante.
Q5 : Avant la livraison formelle d'un moule multi-empreintes, quels documents techniques et dossiers d'inspection sur la qualité doivent généralement être fournis ?
Les fournisseurs professionnels doivent proposer des dessins 3D du moule grandeur nature, des certificats d'acier et des rapports de traitement thermique, des données d'analyse de remplissage Moldflow, des diagrammes de processus de moulage d'essai T1 et un rapport d'inspection complet des cavités issus des tests CMM pour les moules multi-empreintes.
Q6 : En général, qu'est-ce qui rend le système à canaux chauds plus coûteux lorsqu'un moule multi-empreintes est conçu pour remplacer un moule à une seule empreinte ? Quels facteurs affectent le prix des canaux chauds ?
Les facteurs qui affectent le prix des canaux chauds varient : le contrôle par vanne à pointeau est plus coûteux que le contrôle par buse ouverte, plus il y a de cavités, plus c'est cher. La marque européenne et américaine est 2 à 3 fois plus chère que la marque chinoise et américaine. Matériau spécial Le matériau résistant à l'usure doit être enduit, le coût est d'environ 25 %. Vous pouvez télécharger les dessins pour obtenir un devis.
Q7 : Comment puis-je savoir si mon produit peut être frappé dans un projet de moulage par injection multi-empreintes (32 ou 64 cavités) ?
Il doit y avoir trois conditions essentielles pour produire des moules multi-empreintes : une production totale future de plus de 1 000 000 d'unités sur une année stable, une forme compacte d'un produit, afin qu'il puisse fonctionner avec les qualités unificatrices des machines de moulage par injection conventionnelles, et une conception de produit complète, sinon d'énormes risques de coûts ultérieurs en termes de changement de moule et d'arrêts.
Q8 : Quels détails doivent être pris en compte lors de la maintenance quotidienne continue de la production de masse de moules multi-empreintes afin que les dommages locaux liés à la fatigue sous contrainte interne ne se produisent pas ?
Trois problèmes de maintenance importants pour un moule multi-empreintes en production de masse : Tous les 50 000 cycles, nettoyez le canal de ventilation des dépôts de ventilation. Utilisez de la graisse résistante à 200C, lubrifiez le coulisseau et les puissances de guidage, en le refroidissant en dessous de 40℃, sans contraintes résiduelles doivent être mises dans la bouche du matériau, donc ne seraient pas dans les fissures thermiques.
Résumé
La transition transparente de la confirmation d'un prototype à cavité unique vers une fabrication multi-cavité hautes performances et en grand volume ne consiste pas simplement à copier les mêmes dispositions de dimensions de dessin, il s'agit d'une course aux armements entre les révolutions techniques de l'équilibrage de la géométrie du champ d'écoulement à cisaillement élevé, de la copie des tolérances géométriques avec une précision de l'ordre du micron, du contrôle du refroidissement thermodynamiquement conforme et du calcul de la résistance à la fatigue mécanique hautement rigidifié.
Une comparaison technique de huit plus grands fournisseurs mondiaux de moules à injection montre que, ce n'est qu'en pénétrant de près les aspects techniques de base tels que les paramètres des canaux entièrement équilibrés, le traitement thermique sous vide de haute dureté, la précision de positionnement de la classe du micron de la machine solide, que les problèmes de différence de taille entre plusieurs cavités peuvent être complètement éliminés au cours d'une production continue à grande vitesse, de sorte que le coût d'approvisionnement global et le risque de qualité d'un seul produit soient ramenés dans la fourchette de valeur optimale. Arrêtez la négociation multi-étincelles et la construction actuelle en plusieurs étapes pour des tirs multi-cavités totalement inexacts, passez désormais directement à la coopération stratégique avec notre solution centralisée de centre de fabrication de précision PID.
JS Precision dispose de 20 experts en ingénierie senior à votre service pour l'analyse DFM étape par étape des moules multi-empreintes 2026. Souhaitez-vous transformer le prototype existant à cavité unique en une ligne de production hautement productive et entièrement automatisée avec 16, 32 ou 64 cavités ? Ou avez-vous des problèmes de crise comme un équilibre inégal des canaux, une distorsion du produit final, etc. avec les multi-cavités d'autres fournisseurs ? Veuillez nous envoyer votre dessin CAO 3D et nous indiquer la livraison que vous attendez. Nous vous enverrons une solution tout-en-un pour un devis de moule multi-empreintes dans les 24 heures, comprenant l'investissement pratique dans les glissières, le calcul de la force de fermeture et l'estimation complète du coût de production, etc.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
ustom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

