
Injection molded plastic components are the core support for achieving high-precision and lightweight robot components.
If you are a design engineer in the field of robotics, you must be aware of the major dilemma - superior metal parts will weigh more, cost more, and take longer to develop while the average plastic parts won't be as precise and durable for the requirements.
With JS Precision's full stack precision injection molding solution, you will be able to reduce the weight of components by over 40% while still maintaining 0.02mm tolerance and 10^7 cycle life.
At the same time, the initial development costs will be reduced by 20%-40%, resulting in the easy overcoming of these challenges.
Core Answer Summary
|
Core Solution
|
Solution
|
Key Data
|
Your Benefits
|
|
Weight Reduction Solution
|
Carbon Fiber Reinforced PA66 Replaces Aluminum Alloy
|
Weight Reduction of 40%-55%.
|
Improve the dynamic response speed of your robot, reduce load pressure, and enhance equipment flexibility.
|
|
Precision Assurance
|
Precision Mold Parting Surface + Shrinkage Compensation
|
Stably Achieve ±0.02mm Tolerance.
|
Reduce the assembly and fitting procedures of your products, improve overall machine precision, and lower labor costs.
|
|
Defect Control
|
Variable Mold Temperature Technology + Mold Flow Pre-Deformation
|
Weld Lines Eliminated, Strength Increased by 30%.
|
Extend the service life of your robot components and reduce maintenance frequency and costs.
|
|
Cost Optimization
|
Mold Structure Optimization + Mold Combination
|
Initial Development Cost Reduced by 20%-40%.
|
Reduce your project budget, improve return on investment, and enhance product market competitiveness.
|
Key Takeaways
- Switching to carbon fiber reinforced engineering plastics allows the robot components' weight to be cut by more than 40% while the rigidity of the components is kept to the same level. This will result in the production of much more flexible and easily equipped machinery, besides upgrading the core products' competitiveness significantly.
- To pump up the injection molding precision to 0.02mm tolerances, the use of plastic flow simulation and pre-compensated shrinkage should be combined with precision injection molds. Such molds can reduce assembly inaccuracies and production wastages considerably.
- If you order molds from Dongguan/Shenzhen China this will enable you to shorten the DFM feedback cycle to 24 hours, cut overall costs by 20%-40%, accelerate R&D, and grab market chances.
Injection Molded Plastic Components: Robotic Precision Solutions From JS Precision
JS Precision is your partner who can, with their professional skills, unique data, and real life cases, really assist you in solving your problems in the production of robot parts and at the same time increase the competitiveness of your products.
Injection mold tooling forms the base stage through which one can obtain high grade injection molded plastic components.
JS Precision is well versed in this domain, offering high precision injection molding services to more than 50 robot manufacturers globally, and our work has encompassed collaborative robots, industrial robots, and medical robot scenarios that you are likely to recognize.
JS Precision's products are designed to meet the ISO 13485:2016 Medical Device Quality Management System standards completely, ensuring the full compliance and trustworthiness of your products.
To illustrate, a collaborative robot company in Europe had the same concerns as you:
The high weight and cost of joint components. They opted for our carbon fiber reinforced PA66 method instead of aluminum alloy, along with precision injection mold tooling, and this led to each joint being 45% lighter and the unit cost being 35% cheaper.
The components that were supplied were certified to ISO 9001:2015 quality standard. By working with us, these are the kinds of benefits you can enjoy.
JS Precision's engineering team members have an extensive record of at least 8 years in robot injection molding. Our engineers are capable to design made-to-measure solutions according to your real requirements as well as provide full package services starting from raw material to mold design and mass production.
This way, you can minimize production risks and decrease the total cost, at the same time, you avoid the hassle of coordinating several suppliers.
If you want to understand how to efficiently apply injection molded plastic components to your robot products, contact our engineers for a free project evaluation report to quickly determine the appropriate solution.
Why Are Injection Molded Plastic Components The Backbone Of Modern Robotics?
Injection molded plastic components play a crucial role in modern robots not only as a means of reducing weight and cost but also while not compromising performance of the robots.
Injection mold tooling is the main factor which directly influences component quality. Premium molds guarantee accuracy and sturdiness. They are capable of decreasing the post assembly work up to 50% through functional integration, thereby significantly ramping up production efficiency.
Carbon Fiber Reinforced PA66 Instead of Aluminum Alloy
Replacing a metal part with plastic based on 30% carbon fiber reinforced PA66, which has a flexural modulus of 15 GPa and a density of only 1.3 g/cm as against the aluminum alloy ADC12 (density 2.7 g/cm) results in a very large decrease in weight per joint, enhances the robot dynamic response speed, stiffens the material by 20% over ordinary plastics, and saves on costs of production and transportation.
Functional Integration Design Simplifies Robot Assembly Work
By incorporating sensor mounting slots, cable channels, and positioning clips in one mold, manufacturing completely removes the need for drilling and welding, which leads to lessening the overall assembly time by 30%, cutting labor costs, and speeding up delivery of finished robots.
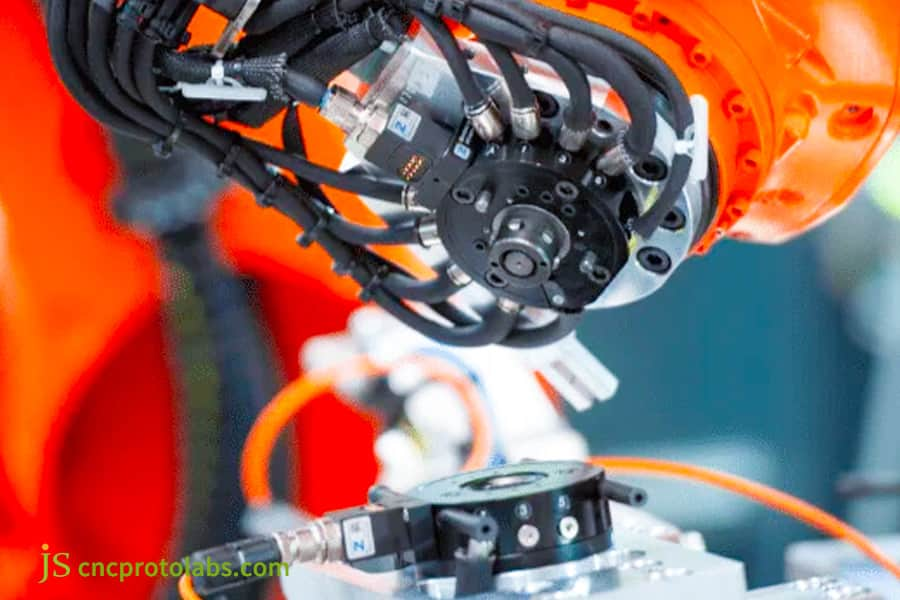
Figure 1: An orange industrial robotic arm with black cabling and a silver base, operating in an industrial setting, highlighting the role of modern plastic components in robotics.
How To Ensure High Precision In Robotic Arm Plastic Joint Components?
The robotic arm plastic joint components are the heart of its movement control, their accuracy can significantly influence performance and reputation in the market.
JS Precision utilizes accurate parting surface design and material shrinkage compensation techniques, along with excellent quality of precision injection molds, to assist you in constant controlling part cylindricity down to 0.008mm, which is in line with very high precision standard.
Precision Mold Parting Surface Locking, Achieving 0.02mm Tolerance
Incorporating zero degree taper locking blocks and wear resistant plates, mold closing offset control can be below 0.005mm. With a HASCO standard high rigidity mold base, this will make sure that even after a very high number (millions) of mold closing cycles, no precision will be lost, less defective products, and production costs.
POM/PEEK Nonlinear Shrinkage Compensation Solution
We rely on a comprehensive material database to clarify the shrinkage characteristics of materials such as POM and PEEK.
Through Moldflow software simulation of the molding process, we generate 3D pre deformation compensation surfaces to accurately counteract shrinkage deformation and ensure product consistency and stability.
It is similar to the thought process when it is anticipated that clothes are going to shrink after washing, so during the cutting phase, the size is intentionally made larger, the same way that after washing, the size will be just right.
This completely sidesteps the issues of "shrinkage deformation" and dimensional inaccuracies of molded plastic parts.
Second Precision Machining of Rotary Bearing Seat Cylindricity
After injection molding, the bearing seat is given a preliminary machining allowance of 0.1-0.15mm. Next, it is subjected to secondary machining in a high precision CNC lathe to achieve cylindricity 0.008mm.
Lastly, a roll forming process covers up the surface micropores which enhances the wear resistance and the service life of the product, at the same time, it cuts down the maintenance costs.
In Design Injection Molds Stage, How To Avoid Warpage And Weld Lines On Thin-Walled Robotic Joint Shells?
Thin walled robotic joint shells with a thickness of less than 1.2 mm are easier to warp and get weld lines during injection molding, which leads to changes in the appearance and also decreased strength of the product.
With JS Precision, you can be sure that you will steer clear of these issues and end up with minimal scrap rates when you implement the right technologies at the injection mold design stage.
|
Problems You May Encounter
|
Adaptive Solutions
|
Your Troubles Before Optimization
|
Your Benefits After Optimization
|
Core Value
|
|
Weld Lines
|
Variable Mold Temperature Technology
|
The weld line depth is 0.05mm, the strength retention rate is 70%, which affects product durability.
|
The weld line depth is <0.01mm, the strength retention rate is >95%, and the quality meets the standard.
|
Improve the strength and service life of your product components and reduce after-sales maintenance.
|
|
Warpage
|
Mold Flow Pre-Deformation Compensation
|
The flatness is 0.25mm, which affects assembly precision and requires secondary processing.
|
The flatness is <0.08mm, no secondary processing is required.
|
Ensure the assembly precision of your products, reduce procedures, and lower costs.
|
|
Uneven Fiber Orientation
|
Sequential Valve Gate Control
|
Uneven transverse shrinkage leads to unstable product dimensions.
|
Fibers are arranged along the main stress direction, and the dimensions are stable.
|
Improve the dimensional stability of your product components and reduce defective products.
|
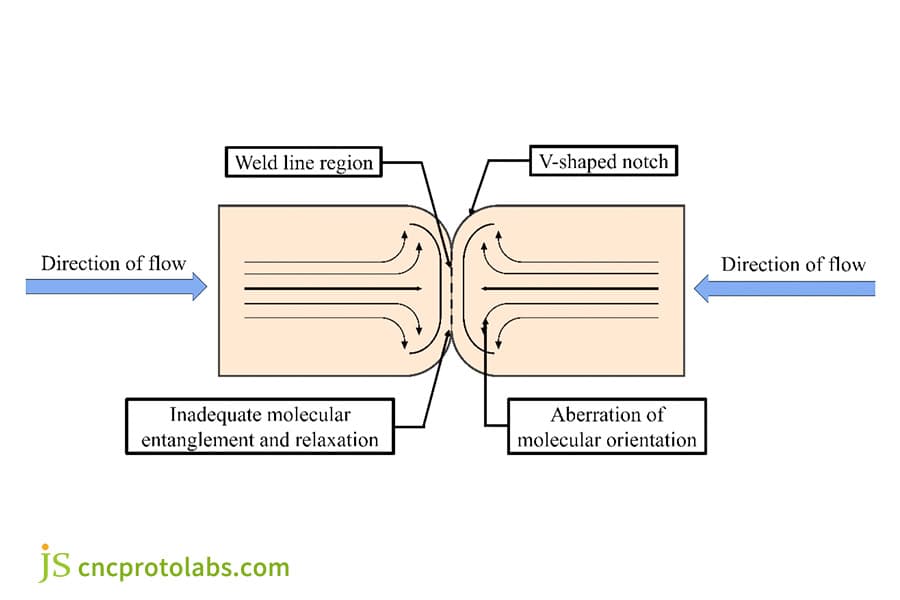
Figure 2: A technical schematic illustrating the formation of a weld line (V-shaped notch) in thin-walled parts, showing flow direction and molecular issues like inadequate entanglement.
Why Source Your China Injection Mold For Rapid Robotic Prototyping And Mass Production?
In China, the mold industry in the Shenzhen/Dongguan area excels in cost effectiveness, efficiency, and technological capability. If you partner with JS Precision, a company located in this industry hub, you will be getting your china injection mold.
Besides the mold design, we are able to offer a one stop service which will help you achieve your main objectives reduction in cost, increase in efficiency, and shorter production cycles among and better market competitiveness of your product.
24/7 DFM Rapid Feedback, Shortening R&D Cycles
By taking the advantage of our industrial cluster, our engineering team will be able to respond to your model review in 8 hours. The lead time for 1-2 cavity prototype molds orders is 15-20 days only, 30% faster than the average in the industry, helping you speed up R&D and grab market chances.
One Stop Full Chain Technical Support
JS Precision is able to internally complete the whole chain of mold manufacturing, injection molding, and surface finishing, therefore there will be no need for an external coordination which will lower the coordination costs.
At the same time, it can offer treatment services such as matte spraying and EMI electromagnetic shielding to comply with the variety of requirements.
Optimized Mold Structure, Reducing Development Costs
Just by changing to insert type mold core design, the amount of the expensive mold steel can be cut down by 30%. For small batch prototype, aluminum molds of 7075-T6 grade are used, lowering mold costs by 40%-60% as compared to the price of ordinary steel molds and drastically cutting your initial investment.
|
Mold Type
|
Applicable to Your Order Quantity
|
Mold Steel
|
Mold Cost Range (USD)
|
Cost Reduction Ratio for You
|
|
Aluminum Mold
|
500-2,000 Pieces
|
7075-T6
|
800-1,500
|
40%-60%
|
|
Ordinary Steel Mold
|
2,000-10,000 Pieces
|
P20
|
2,000-5,000
|
0%
|
|
Precision Steel Mold
|
≥10,000 Pieces
|
S136
|
5,000-12,000
|
-
|
|
Insert Steel Mold
|
≥5,000 Pieces
|
S136+P20
|
3,500-8,000
|
20%-30%
|
For a detailed cost calculation of your China injection mold, please provide your order quantity and product requirements. We will provide a free cost calculation to help you save on your budget and accurately control your project investment.

Figure 3: An automated injection molding production line in a factory, with numerous red robotic parts on conveyors, showcasing high-volume manufacturing capabilities.
How To Cure The Three Major Causes Of Failure In Robotic Arm Plastic Joint Components?
The prolonged use of robotic arm plastic joint components can cause three major failure issues: shaft hole wear, snap fit breakage, and dust ingress.
These problems not only interrupt the functioning of robots but also lead to higher maintenance costs. JS Precision is capable of offering specific solutions to completely get rid of these troubles.
Shaft Hole Wear → In Mold Embedded Self Lubricating Material
Using insert molding technique, a POM+PTFE self lubricating bushing is placed inside the shaft hole, which results in a significant reduction of the dynamic friction coefficient down to 0.10 and the wear rate down to 90%.
Even after 10^6 rotations, the increase in clearance is still below 0.02mm, thus contributing to the prolongation of the component's life.
Snap fit Breakage → Optimized Gate Position and Rounded Corner Design
The snap fit body's central gate positioning is made to avoid the formation of weld lines in stress concentration areas.
At the same time, modifying the root radius of the snap fit to 0.5mm lowers the stress concentration factor to 1.5, which completely eliminates the snap fit breakage issue and also leads to better assembly stability.
Dust Ingress → Labyrinth Style Sealing Groove + Secondary Injection Molding Silicone
A 0.3mm wide labyrinth style sealing groove is cut into the mold cavity, which is used with a 2K molding secondary injection silicone lip resulting in an IP54 protection rating for the product. This in turn, effectively stops dust from entering the joint and prevents inside structural wear.
What Unique Benefits Do Silicone Molded Parts Offer For Collaborative Robot Grippers?
Collaborative robot grippers have to juggle flexibility, safety, and compatibility, therefore silicone molded parts become a central element of the design.
JS Precision utilizes a 2K molding technique in making these parts integrally with hard plastic. This way we can achieve flexibility along with sustaining structural stability and meeting international safety standards.
Liquid silicone rubber (LSR) makes it possible for flexible tactile sensing
The hardness of the LSR can be varied easily from Shore A 20 to 80. By adding conductive carbon black, the panel can be manufactured as a piezoresistive sensor. To acquire a good grip on fragile objects, the contact force has to be controlled precisely in the range of 2-5N resulting in stable and damage free gripping.
Two color injection molding helps avoid delamination of the silicone layer
The 2K Molding two color injection molding process not only creates a good bond between LSR and rigid PC/ABS plastics but also yields a peel strength of 8 N/mm, which is four times higher than that of traditional bonding processes.
This is a game changer as it totally rules out the delamination of the silicone layer leading to a longer life for the gripper.
Medical Grade Silicone Achieves Safety Standards
Our preferred material is platinum catalyzed LSR, which has been tested as per ISO 10993-5 cytotoxicity and certified as per USP Class VI. Such medical grade silicone is perfectly safe for use in surgical robots, rehabilitation exoskeletons and other skin contacting components.
To learn how silicone molded parts can be adapted to your collaborative robot grippers, download our Silicone Parts Application Manual for detailed parameters and adaptation solutions to precisely match your product needs.
How To Analyze Injection Moulding Quotes To Ensure Total Project Transparency?
It is pretty easy to get caught in a cost trap when buying injection molded plastic components if you misjudge quotes. Mastering the art of breaking down injection moulding quotes is a great way to keep your costs under control. JS Precision is ready to share with you the professional ways of quote analysis.
The Skills to Spot Steel Downgrading and Over estimated Cycles in Quotes
At the time of analyzing molding injection quotes, it is absolutely necessary to define the type of mold steel (like S136H, NAK80), without accepting general descriptions.
At the same time, you need to get the information on the injection molding cycle in order to prevent price rises caused by steel downgrading and higher cycle time.
Family Mold: An Effective Way to Cut Costs on Small Batch Production
If you need 3-5 kinds of robotic arm plastic joint components in the same series, you can merge them into one Family Mold for manufacture. This method of spreading mold costs leads to a 25%-35% reduction in the unit price and is appropriate for small batch works with an annual demand of 10,000-50,000 units.
The Common Trail to Getting Prompt Quotes
You just need to send four main details: 3D Step file, resin grade, estimated annual volume, and surface treatment grade in order to get injection moulding quotes that is accurate. JS Precision assures that you will get a preliminary quote range draft within 4 business hours.
JS Precision Case Study: Optimization Of Joint Arm Components In Collaborative Robots
This case study is focused on providing articulated arm component optimization services to a North American collaborative robot manufacturer. Our solution not only addressed their problems of heavy weight, expensive, and lack of precision but also brought remarkable cost cutting and efficiency improvement.
Problems faced
The client's initial aluminum alloy articulated arm weighed 320 grams which limited its load capacity and also the required tolerance was 0.015mm.
The CNC machining cost for the aluminum alloy was $18.50 per unit and the client had an annual demand of 8,000 units which resulted in very high production costs that negatively affected the competitiveness of the product over a long period.
Solution
We came up with a targeted approach figuring out the major problems the client was facing.
1. Material substitution:
30% carbon fiber reinforced PA66 (Toray Torelina A515) with a density of 1.32 g/cm and a flexural modulus of 14.5 GPa completely satisfies the customer's stiffness requirements.
2. Mold creation:
The precision injection molds have been fabricated with two cavities. The core of the mold is made of S136 steel through heat treatment to HRC52, the parting surface has an accuracy of 0.005mm, which guarantees the precision of the components.
3. Process tweaking:
Shrinkage compensation (0.15% in the flow direction and 0.65% in the vertical direction) was checked via Moldflow analysis and pre-deformation processing of the cavity was done in order to prevent component deformation.
At the same time, the gate location was changed in order to ensure even carbon fiber orientation and enhance the dimensional stability of the parts.
Final Results
- The newly designed part has a mass of 185 grams, which is 42% lighter, thus greatly enhancing the robot's load carrying ability and speed of dynamic response.
- The per piece price was lowered to $12.0, which is 35% less, resulting in a yearly savings of $52,000 for the customer.
- The sizes are confirmed to be within a tolerance of 0.015mm, and the cylindricity of the rotation shaft is 0.007mm, a performance level much higher than the customers' expectations.
- The mold manufacturing lead time was only 28 days and the very first sample was ready for the trial molding test on the first shot, thereby the customer's R&D cycle was shortened remarkably.
- The customer was very pleased with the outcomes and has already placed an order for 50,000 units for mass production, which perfectly illustrates how valuable our solution is.
Lessons Learned and Failures
In the first place, a wrong gate design caused abnormal carbon fiber arrangement with a cylindricity deviation of 0.025mm.
After that, we immediately repositioned the gate and incorporated a sequence valve control to arrange the fibers along the axis so that the cylindricity was lowered to 0.007mm, thus fulfilling the precision requirement.
- Main Insight:
The fiber orientation at the gate position of fiberglass reinforced materials directly affects dimensional stability. In the design injection molds stage, Moldflow analysis must be used to optimize the design, avoid trial and error costs, and improve project efficiency.
Customer Feedback:
"Through their DFM report, JS Precision accurately identified the design mistakes. The parts we received had zero defects and we didn't have to make any modifications in the shop.
On top of that, JS Precision managed to bring our weight down to an unbelievable level, consequently lowering our production cost, which made our product very competitive in the market." — Purchasing Manager of the Robotics Company
"Our new approach not only provided a great drop in the product weight, but it also brought us an amazing quality in the mold that after a few millions of samples it still showed no changes. This quality has wonderfully helped us to cut our maintenance costs and the use of production materials." — Project Chief Engineer
If you also face the pain points of high weight, high cost, and insufficient precision in robot articulated arm parts, you can provide your part's 3D drawings and requirements, and we will replicate a similar optimization solution for you free of charge, precisely matching your project goals to help you reduce costs and increase efficiency.

Figure 4: A collaborative robot's end-effector with blue, textured silicone fingers securely gripping an irregularly shaped object, demonstrating flexibility and secure handling.
FAQs
Q1: Are injection molded robot components capable of having the same stiffness as aluminum alloy?
Sure. If you choose 30-40% carbon fiber reinforced PA66, you can obtain a bending modulus of 14-20GPa, while achieving a component weight reduction of over 40%, fully meeting the stiffness requirements of your robot components.
Q2: How long would it take to make an accurate injection mold?
The prototype molds (1-2 cavities) would take 15-20 days while mass production molds (4-8 cavities) would take 25-35 days. We will try various ways to ensure efficiency to meet your schedule, considering your urgency.
Q3: How many units will I have to order at least (MOQ)?
You don't need to place a minimum order. We can also make 50-200 prototype samples for testing. In order to get better costs (per unit price), you should order 2,000 pieces or higher batches.
Q4: What would be the estimated mold cost?
Prototype aluminum molds are roughly between $800 and $1,500, whereas, complex mass production steel molds (4 cavities) cost from $5,000 to $12,000. Depending on your drawings and requirements, specific costs might be determined, which could help you manage your budget accurately.
Q5: Can you put metal threads or bushings inside the mold?
Indeed, our insert molding technology has reached a high level of development, and the positioning accuracy is 0.03mm. We are capable of embedding copper nuts and stainless steel bushings for your assembly purposes.
Q6: How can we avoid glass fiber getting exposed which leads to rough surfaces?
Our method involves rapid cooling and heating temperature control technology in order to wrap the glass fiber with resin totally and thus, no fiber will be exposed. Besides that, a smooth surface can be ensured, and the appearance of your product will be enhanced.
Q7: What is the minimum thickness of LSR silicone parts?
Liquid silicone can reliably form a 0.5mm thick film, which would be suitable for your flexible sensors in the robot, sealing lips, and other components, thus providing the necessary flexibility of collaborative robots.
Q8: How do I know what import duty I have to pay if I bring in a mold from China?
The HS code for a mold is 8480.41. Import duty in most countries ranges from 0% to 4.9%. We can provide you with information that will enable you to calculate the exact amount of duty and make your cost planning accurate.
Summary
Robot manufacturers' main strategies for breaking through the limits of weight, accuracy and cost are through high grade injection mold tooling and scientific injection molding solutions.
JS Precision is one of the companies that is specialized in precision injection molding for robots and is able to achieve 40% quality weight reduction and 20%-40% initial cost reduction while maintaining 0.02mm tolerance and long term stability.
Now, share your 3D drawings of robot joint components via our official channels and get free DFM analysis and accurate quotation within 48 hours to help you quickly move from prototype to mass production and buy time for market opportunities.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

