Os 8 principais fabricantes de design de ferramentas para moldes de injeção dimensionando cavidades simples para múltiplas
Escrito por
Precisão JS
Publicado
Jun 29 2026
Ferramentas de Moldagem por Injeção
Siga-nos
Construtor de moldes de injeção personalizados é um transportador de tecnologia central que leva produtos desde a verificação de protótipos de cavidade única até a produção em massa de múltiplas cavidades com milhões de níveis de produtividade. Essa abordagem de produção resolve os problemas críticos da produção em massa encontrados durante essa transição, como preenchimento irregular, variações na tolerância dimensional e a curta vida útil do molde, etc. Depois que um produto passa pela fase de protótipo, os engenheiros de P&D e gerentes de compras geralmente enfrentam desafios como empenamento e rebarbas quando passam de uma cavidade única para uma operação do molde multicavidade.
Este artigo examina como oito fabricantes diferem tecnicamente em sua produção e também apresenta métricas quantitativas de DFM (Design for Manufacturability), fornecendo estes pontos principais:
Uma avaliação justa e lado a lado dos principais parâmetros técnicos e capacidades de fabricação de oito fabricantes líderes globais de moldes multicavidades.
Os princípios básicos de engenharia nos quais se baseiam o balanceamento do canal de molde, a replicação da pressão da cavidade e a otimização do canal de resfriamento.
Exemplos práticos de como o fabricante do molde rígido especializado corrige os desequilíbrios do molde com múltiplas cavidades por meio de DFM detalhado e usinagem de precisão.
Uma rápida visão geral das principais capacidades do fabricante global de moldes multicavidades
Fabricante
Serviço de ferramentas principais
Capacidade máxima de dimensionamento de cavidade
Padrão de dureza do aço
Precisão JS
empresa de ferramentas para moldes de precisão
Cavidade única até 16/32/64 cavidades
H13/S136 (HRC 48-52)
Protolabs
projeto de ferramentas de molde de injeção
Molde rápido de alumínio/aço de cavidade única a 4/8 cavidades
Liga de alumínio / P20 (HRC 30-32)
Xometria
fabricante de moldes com múltiplas cavidades
Expansão de cavidade flexível da cadeia de suprimentos global
Especificado pelo cliente (P20 a H13)
Fictiv
serviço de moldes de injeção de plástico
Molde multicavidades baseado em DFM digital
NAK80 / S136 (HRC 38-42)
RapidDirect
ferramentas de cavidade única a múltiplas
Moldagem modular de múltiplas cavidades com base de molde de troca rápida
P20 / 718H (HRC 32-34)
Star Rapid
serviço de ferramentas para moldes de alto volume
Ferramentas rígidas multicavidades para alta temperatura e alta pressão
H13/2344 (HRC 48-50)
Hubs
construtor de molde de injeção personalizado
Personalização de múltiplas cavidades da cadeia de suprimentos distribuída
Sujeito aos padrões especificados da cadeia de fornecedores
WayKen
empresa de ferramentas para moldes de precisão
Ferramentas rápidas de precisão e modificação de múltiplas cavidades
P20 / NAK80 (HRC 30-35)
Principais conclusões
A multiplicação de cavidades precisa de recálculo da força de fixação:
Ao passar de uma única cavidade para 16 ou 32 cavidades, a área projetada aumenta drasticamente. Isso significa que a tonelagem da máquina de moldagem por injeção deve estar alinhada a esta mudança para evitar defeitos de flash resultantes da falta de força de fixação.
O balanceamento dos canais é essencial para moldes com múltiplas cavidades:
Para obter a mesma pressão de enchimento para cada cavidade,é usado um sistema de canal tipo H com equilíbrio perfeito, o que envolve uma análise de cisalhamento-calor Moldflow e a aplicação do padrão de poço de slug frio "1,2 x D".
Moldes de aço temperado devem ser usados para produção em larga escala:
Se o volume de produção for acima de 100.000 ciclos, então moldes de alumínio e aço macio P20 não são aconselháveis, em vez disso, aços endurecidos tratados termicamente (como H13 ou S136) com dureza HRC 4852 deve ser usado.
Por que confiar na JS Precision para projeto e fabricação de ferramentas para moldes de injeção?
A JS Precision opera uma fábrica física e tem uma equipe líder de engenharia sênior que pode oferecer suporte técnico para o ciclo completo de produção de moldesdesde a fase de protótipo até a produção em massa.
Pela nossa experiência em diversos projetos de componentes automotivos e médicos, a estabilidade dos moldes é o que impacta diretamente a disponibilidade das linhas de produção, pequenos erros no projeto por si só podem trazer a perda de centenas de milhares de execuções de produção.
O sistema internacional de gestão de qualidade ISO 9001:2015 exige que "as entregas de moldes para produção em massa devem ser acompanhadas de certificados de materiais rastreáveis e documentos de verificação de tratamento térmico."
Cada um de nossos moldes é fornecido com um certificado de material do fabricante original, um relatório de teste de dureza de terceiros e um relatório de inspeção CMM em tamanho real para cumprir totalmente este padrão. A equipe principal de engenharia tem 12 membros com uma experiência média de 20 anos no setor e confia em nós para cortar mais de 90% dos riscos de produção em massa durante a fase de projeto. A operação estável de longo prazo de moldes com múltiplas cavidades é principalmente garantida por um sólido sistema de controle de qualidade.
Você pode fazer upload de desenhos 3D de suas peças para receber uma avaliação DFM gratuita do seu projeto de ferramentas de molde de injeção, permitindo identificar antecipadamente os riscos do projeto e evitar perdas subsequentes na produção em massa.
Como as equipes de fabricantes de moldes com múltiplas cavidades evitam desequilíbrios de preenchimento e defeitos de halo em componentes de alto brilho?
O segredo para o problema de desequilíbrio de múltiplas cavidades é garantir que a frente de fusão alcance a cavidade ao mesmo tempo, ajustando a seção transversal do canal. Se um fabricante de moldes com múltiplas cavidades basear o molde apenas na simetria geométrica sem considerar o calor de cisalhamento, isso poderá causar defeitos de halo e tiros curtos nas bordas das peças de alto brilho.
Efeito de afinamento por cisalhamento e princípio de equilíbrio do corredor
Depois que polímeros de alta viscosidade são injetados no canal a alta pressão, a alta taxa de cisalhamento na superfície da parede causa um efeito de afinamento por cisalhamento, bem como estratificação térmica. O fabricante especializado de moldes com múltiplas cavidades inclui compensação de calor de cisalhamento nos primeiros estágios do projeto para evitar diferenças no preenchimento da cavidade. O projeto do poço de slug frio padrão da indústria é assim: o diâmetro do poço de slug frio é 1,2 x D do diâmetro na extremidade do canal principal e a profundidade é 1,5 x D.
Em outras palavras, apenas a simetria geométrica não será suficiente, deve haver também um ajuste preciso da resistência do diâmetro interno dos canais do corredor para ter exatamente o mesmo fluxo e pressão em cada cavidade.
Comparação das capacidades de design de corredores entre os principais fabricantes
A lógica do projeto do canal de diferentes fabricantes determina diretamente a consistência do enchimento e o limite de rendimento dos moldes com múltiplas cavidades.
Fabricante
Tipo de design do corredor
Coeficiente de variação da pressão da cavidade (Cv)
Faixa de volume de produção aplicável
Precisão JS
Rotor tipo H totalmente balanceado + compensação de calor de cisalhamento
≤2%
Produção em massa acima de 100 mil fotos
Fictiv
Corredor DFM digital de diâmetro igual
3%-5%
Produção de lotes pequenos a médios
Xometria
Distribuidor padrão da cadeia de suprimentos
6%-8%
Produção flexível de baixo volume
Protolabs
Corredor de ferramentas rápido simplificado
≥8%
Validação de protótipo
Controlar a precisão do ajuste do diâmetro da seção transversal do canal dentro de 0,02 mm é suficiente para manter o coeficiente de variação da pressão da cavidade dentro de 2%. Este critério técnico é uma característica fundamental do serviço de moldes de injeção de plástico de alta qualidade. As plataformas de contrato digital apresentam, em sua maioria, corredores simplificados de diâmetro igual, onde o coeficiente de variação de pressão chega a ultrapassar 8%, desta forma a contração do volume das peças torna-se irregular e ocorrem defeitos de contração.
Calcule as diferenças de taxa de cisalhamento de cada canal com a ajuda da simulação do Moldflow.
Ajuste ligeiramente os diâmetros dos canais de borda para contrabalançar a diminuição da viscosidade devido ao aquecimento por cisalhamento.
O poço do slug frio é projetado de acordo com a norma 1,2 x D para garantir que o slug frio seja capturado na extremidade frontal.
Use sensores de pressão de cavidade para descobrir a consistência real do enchimento durante a moldagem de teste.
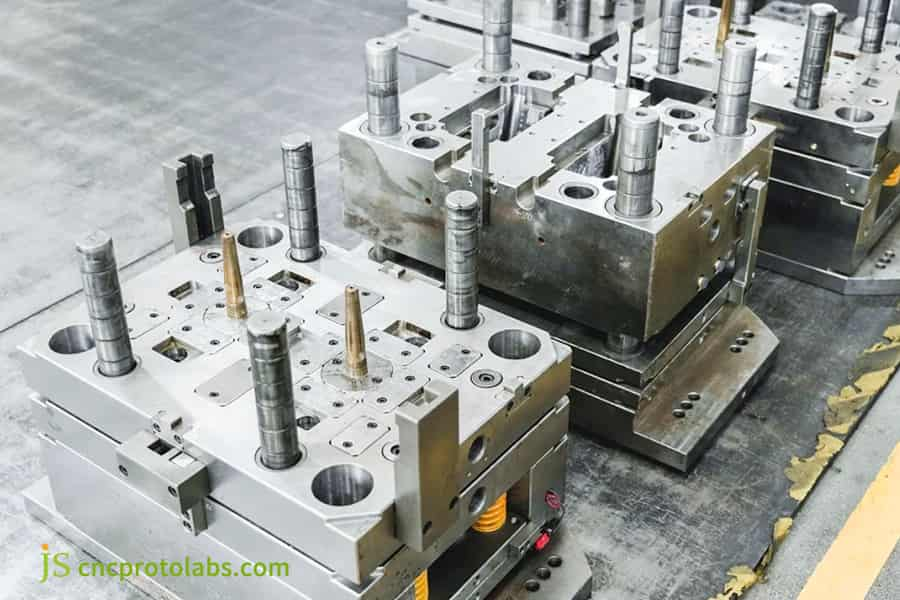
Figura 1: Close de um molde de injeção de metal com múltiplas cavidades mostrando detalhes complexos de ferramentas.
Como calcular a tonelagem em transições de ferramentas de cavidade única para múltiplas cavidades, considerando desvios nominais na espessura da parede?
Ao atualizar para um molde com múltiplas cavidades, a quantidade de força de fixação necessária deve ser determinada somando as áreas projetadas de todas as cavidades e canais. Se você usar por engano a força de fixação de cavidade única para alterações de de ferramentas de cavidade única para múltiplas, isso fará com que o molde fique saliente, colapso localizado e defeitos de flash.
Fórmula básica para cálculo da força de fixação
Para atualizações de ferramentas de cavidade única ou múltipla, o cálculo da força de fixação deve seguir rigorosamente a fórmula padrão da indústria fornecida abaixo:
F=(A_{cavidades}+A_{corredores})P_{dentro}1,2
Aqui, P_{inside} é a pressão média dentro da cavidade e 1,2 é um fator de segurança.
Em melhores palavras, a força de fixação precisa exceder a força de expansão do fundido com uma margem de segurança adicional para evitar problemas de flash e abaulamento.
Diferenças no projeto de rigidez do mecanismo lateral
O serviço de ferramentas de molde de alto volume utiliza mecanismos laterais muito mais rígidos no molde do que moldes de protótipo de pequenos lotes. Por exemplo, sistemas DFM automatizados como o Protolabs sugerem que as variações na espessura da parede das peças devem ser limitadas entre 20% e 30% da espessura nominal da parede para evitar desvios dimensionais devido ao resfriamento irregular. Mas os centros que dependem de uma cadeia de abastecimento distribuída encontram mudanças nos padrões de rigidez dos mecanismos laterais nas fábricas parceiras, resultando em um controle unificado menos preciso em comparação com fábricas físicas operadas diretamente.
Construtor de moldes de injeção personalizados, como um dos mais confiáveis, mede com precisão a força de fixação através destes métodos padrão:
Determine a área total projetada de todas as cavidades.
Multiplique pela pressão interna média da cavidade correspondente ao material.
Multiplique por um fator de segurança de 1,2 para obter a força de fixação final necessária.
Para operações de alta pressão em múltiplas cavidades (acima de 120 MPa), a JS Precision instalou uma base de cunha de 25° para pré-aperto de rigidez mecânica do mecanismo de deslizamento lateral recortado para garantir que a força de travamento do deslizamento não seja inferior a 115% da força de expansão lateral, o que é uma forma física de eliminar a folga de expansão.
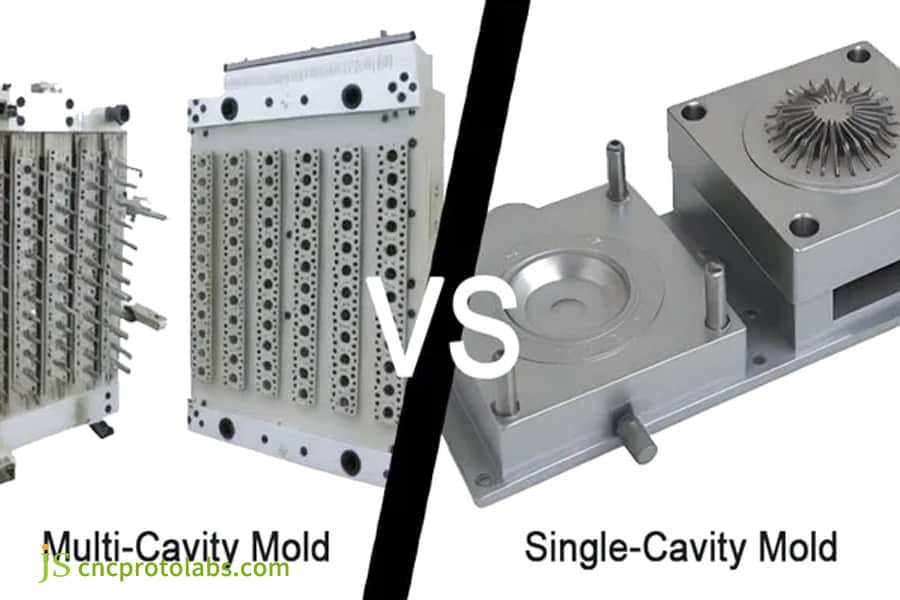
Figura 2: comparação visual de moldes de cavidade única e de múltiplas cavidades com layout de tela dividida.
Quais regras de seleção de materiais ajudam um serviço de ferramentas de molde de alto volume a garantir a vida útil de milhões de tiros?
Os núcleos de molde multicavidades de alto volume devem ser fabricados com liga de aço de alta qualidade que passou pelo processo de refusão por eletroescória. Se alguém recorrer ao uso de aço barato para serviço de ferramentas de molde de alto volume, o portão está fadado a se deteriorar devido à erosão pela fibra de vidro muito em breve.
Comparação do desempenho dos aços para moldes convencionais
Serviços de ferramentas de molde de alto volume impõem restrições muito rígidas à durabilidade e dureza do aço. Diferentes aços apresentam variações bastante grandes em sua resistência ao desgaste, portanto a escolha deve ser alinhada com o volume de produção e as características do material.
Grau de aço
Dureza após tratamento térmico
Ciclo de vida avaliado
Cenário de aplicação
S136 (ESR)
HRC 48-52
Mais de 1.000.000 fotos
Alto brilho, resistência à corrosão, alto volume de produção.
H13
HRC 48-50
800.000–1.000.000 fotos
Plásticos de engenharia em geral, materiais reforçados com fibra de vidro.
NAK80
HRC 38-42
300.000–500.000 fotos
Lote médio, peças de aparência.
P20
HRC 30-34
100.000–200.000 fotos
Produção de baixo volume, validação de protótipo.
O principal impacto do processo de tratamento térmico
Os limites inferiores de dureza para um ciclo de vida elevado não são determinados experimentalmente.
Está claramente definido nos critérios para aço para matrizes para trabalho a quente listados nas ASTM A681 padrões de aço para ferramentas que "O aço para matriz de trabalho a quente classe H13 deve ter pelo menos HRC 46 após a têmpera para aplicação de fadiga de alto ciclo".
Para componentes contendo 30% de fibra de vidro, empresas qualificadas de ferramentas para moldes de precisão exigem têmpera a vácuo seguida de três revenimentos para pós. A dureza metalográfica é estabilizada entre HRC 48-52 e os carbonetos de rede são dissolvidos.
Para H13/2344, o star rapid emprega o tratamento térmico para estar entre o hrc endurecido 48-50 para permitir, fornecer resistência ao desgaste para produção média a alta. Alguns produtores de protótipos utilizam aço pré-endurecido, sem tratamento térmico, a dureza é apenas HRC 30-35, muito frágil à ruptura mecânica.
Existem vários princípios que podem generalizar a escolha do aço para os fabricantes profissionais de moldes multicavidades, tais como:
Para volumes de produção superiores a 100.000 moldes, H13 e aço de qualidade superior são preferidos.
As peças transparentes de alto brilho devem usar aço S136 ESR.
Materiais de reforço de fibra de vidro exigem graus de dureza de aço correspondentemente mais altos.
Situações de produção de alto volume exigem têmpera a vácuo + vários ciclos de têmpera.
Figura 3: Uma série de componentes coloridos moldados por injeção de plástico demonstrando a versatilidade do material.
Como os canais de resfriamento conformados resolvem desvios de gradiente de temperatura em projetos de serviços de moldes de injeção de plástico?
Basicamente, a única maneira de otimizar o tempo de ciclo do molde com múltiplas cavidades é manter todas as cavidades com uma temperatura de superfície uniforme e estável. No serviço de moldes de injeção de plástico, a simples perfuração de túneis de resfriamento não pode resolver o problema da remoção lenta de calor na parte central. Por causa disso, os canais de resfriamento conformados são a única maneira de manter as mudanças de temperatura sob controle.
Diferenças de desempenho entre o resfriamento tradicional e o resfriamento conformal
Cerca de 70-80% do tempo do ciclo de moldagem por injeção é gasto no estágio de resfriamento no serviço de moldes de injeção de plástico. As plataformas da cadeia de suprimentos que trabalham de maneira distribuída, como os hubs, geralmente empregam a antiga solução de resfriamento linear por perfuração CNC, que precisa de canais de resfriamento conformados personalizados que vêm com prazos de entrega mais longos. Porém, os canais de resfriamento conformados de impressão 3D (SLM) podem seguir de perto o formato do produto, permitindo a remoção uniforme de calor.
Considerações primárias para projetar um canal de resfriamento conforme
O guia de projeto de ferramentas de molde profissional não apenas especifica o quão próximos os canais de resfriamento conformados podem ser colocados, mas também seus outros parâmetros. Para chegar a uma solução que possa cuidar de diferentes remoções de calor entre moldes móveis e fixos, os canais de resfriamento do lado do núcleo devem ser colocados a uma distância da superfície plástica que seja 15% menor do que a do lado da cavidade.
Para ilustrar, com o espaçamento fixo do molde fêmea de 4,0 mm e o espaçamento do molde macho otimizado para 3,4 mm, ajustando a taxa de fluxo de modo que o número de Reynolds (Re) do fluido de resfriamento seja maior que 4000, pode-se obter forte turbulência. Desta forma, a diferença de temperatura entre os moldes móveis e fixos pode ser mantida dentro de 2°C, o tempo do ciclo de resfriamento pode ser reduzido em mais de 40%.
Além disso, ao transformar ferramentas de cavidade única em ferramentas de múltiplas cavidades, o projeto do canal de resfriamento conformado deve seguir estes pontos principais:
A distância entre os canais de resfriamento e a superfície do produto deve ser constante.
O espaçamento dos canais de resfriamento do lado do núcleo deve ser 15% menor que o dos canais de resfriamento do lado da cavidade.
O número de Reynolds (Re) do fluxo de água de resfriamento deve ser controlado >4000 para garantir um fluxo turbulento.
Para garantir taxas de fluxo iguais, os canais de resfriamento de cada cavidade devem ser projetados em paralelo.
A tecnologia de resfriamento conformal pode encurtar significativamente os ciclos de produção em massa e reduzir as taxas de deformação. Você pode entrar em contato com nossos engenheiros técnicos para obter um white paper de projeto de resfriamento conformado em conformidade com o padrão do guia de projeto de ferramentas de molde e aprender métodos de projeto mais econômicos.
Como uma empresa de ferramentas para moldes de precisão mantém o alinhamento da cavidade em nível de mícron em moldes personalizados avançados?
Para que os moldes multicavidades produzidos em massa sejam intercambiáveis, a tolerância absoluta de cada cavidade deve ser controlada para no máximo 0,005 mm. Uma empresa de ferramentas para moldes de precisão que abriga uma matriz de máquinas-ferramenta de precisão pode garantir que as dimensões físicas de cada cavidade sejam exatamente as mesmas.
Requisitos de equipamentos de usinagem de precisão
Uma empresa de ferramentas de moldes de precisão qualificada deve ter o melhor equipamento de usinagem. A usinagem de moldes duros com múltiplas cavidades da mais alta qualidade precisa de uma máquina CNC de alta velocidade capaz de velocidades de até 24.000 rpm e uma precisão de posicionamento axial de +/- 0,002 mm, incluindo também operações de EDM de fio lento e EDM de espelho.
A RapidDirect é uma empresa focada principalmente em soluções modulares de base de molde de troca rápida, conseguindo manter a precisão da usinagem de cavidades no nível de 0,01 mm.
A WayKen é especializada na fabricação rápida de moldes e modificação de múltiplas cavidades com controle de tolerância dimensional e posicional tolerante em comparação com fabricantes de moldes rígidos de processo completo.
Oficina com temperatura controlada e processo de fixação em uma etapa
Construtor de moldes de injeção personalizados em nível profissional controla detalhadamente o ambiente de produção. Ao usinar núcleos de moldes com múltiplas cavidades, todo o processo é feito em uma oficina com temperatura controlada de ±0,5°C e uma única fixação, alcançando assim uma rugosidade superficial de Ra 0,1μm. A fixação uma vez evita a perda de tolerâncias dimensionais e posicionais devido a múltiplas transferências de processo, por isso, desde o início, eliminando falhas de intercambialidade causadas por diferenças dimensionais de cavidades.
Adote equipamentos de usinagem de alta precisão, onde a precisão do posicionamento axial seja de 0,002 mm.
Fabricação em uma oficina com temperatura controlada onde a flutuação da temperatura ambiente é mantida dentro de ±0,5°C.
Realize todas as operações de acabamento sob uma única fixação do núcleo do molde.
Após a usinagem, verifique as tolerâncias com inspeção dimensional completa usando uma CMM.
Por que escolher válvulas de agulha de câmara quente em vez de portas abertas em escalas de produção de construtores de moldes de injeção personalizados?
Quando o número de cavidades do molde se expande para 16 ou mais, o peso dos resíduos da câmara fria excederá o do próprio produto moldado. Um construtor profissional de moldes de injeção personalizados recomendaria o uso de um sistema de câmara quente com válvula de agulha para atingir zero desperdício de bico e controlar a queda de pressão.
Custo e eficiência de sistemas de câmaras frias e quentes
Construtor especializado de moldes de injeção personalizados irá aconselhá-lo sobre as melhores soluções de canais de acordo com seu volume de produção e número de cavidades. É sabido que diferentes soluções têm um grande impacto no uso de materiais, requisitos de pressão e aparência, etc. Por isso, qualquer escolha deve ser feita com base nas necessidades reais.
Dimensão de comparação
Solução de câmara fria
Abrir câmara quente
Câmara quente com válvula de agulha
Taxa de utilização de material
65%-70%
85%-90%
Mais de 98%
Requisito de pressão de injeção
Valor da linha de base
Redução de 15%
Redução de 30%
Resíduo de portão
Jito visível
Ligeiro resíduo
Sem resíduos, superfície nivelada
Contagem de cavidades aplicável
Menos de 8 cavidades
8–16 cavidades
Mais de 16 cavidades, alto volume de produção
Principais vantagens tecnológicas da câmara quente com válvula de agulha
O serviço de ferramentas para moldes de alto volume tem requisitos extremamente elevados para utilização de materiais e eficiência de produção. Plásticos de engenharia de alta viscosidade são propensos a perda de pressão final devido ao comprimento excessivo do fluxo em canais de distribuição de longa distância. As câmaras quentes com válvula de agulha são capazes de ter diferentes controles de zona de temperatura de forma independente com uma precisão de 1℃. A agulha da válvula é controlada por um pistão pneumático ou hidráulico para fechar perfeitamente a comporta no final do ciclo, enquanto a comporta permanece nivelada com a superfície do produto.
Dicas para solução de problemas: Se uma cavidade de um sistema de câmara quente com múltiplas cavidades apresentar um problema de falta de material, primeiro verifique se a sonda de controle de temperatura do bocal da câmara quente correspondente está fora do lugar, em vez de aumentar abruptamente a pressão geral de injeção. Isso ajudará a não causar flashes em outras cavidades.
O guia de projeto de ferramentas de molde convencional enumera claramente os pontos básicos para a seleção de câmara quente:
Para projetos de grande volume com mais de 16 cavidades, as câmaras quentes com válvula agulha devem ser a primeira escolha.
Plásticos de engenharia de alta viscosidade precisam de zonas de controle de temperatura independentes umas das outras.
Para peças visíveis, estruturas de comporta que sejam válvulas de agulha devem ser usadas para garantir completamente que não haja resíduos de comporta.
Materiais reforçados com fibra de vidro requerem bicos quentes revestidos com um material resistente ao desgaste.
As câmaras quentes com válvula de agulha podem reduzir significativamente os custos de material para projetos de alto volume. Você pode enviar seu volume de produção e informações de material para obter uma cotação personalizada de solução de câmara quente e calcular com precisão a economia de material durante a produção em massa.
Figura 4: Operador ajustando um sistema de válvula agulha de câmara quente em um molde de injeção personalizado.
Quais restrições de ângulo de saída impedem o desgaste da superfície de acordo com um guia abrangente de projeto de ferramentas de molde?
Os moldes com múltiplas cavidades contêm um grande número de pinos ejetores. Se os ângulos de inclinação e textura forem diferentes, o uso dos pinos ejetores resultará em arranhões na superfície do produto. De acordo com o guia de design de ferramentas de molde profissional, é considerado uma boa prática relacionar quantitativamente o ângulo de inclinação e a profundidade da textura de um produto moldado.
Diretrizes quantificadas para ângulos de inclinação de superfícies texturizadas
Com base nas principais diretrizes de projeto de ferramentas de molde, há um mapeamento muito preciso entre as diferentes superfícies texturizadas e os ângulos de inclinação. Para superfícies muito lisas e polidas, um ângulo de inclinação mínimo de 0,5 a 1 seria adequado. Superfícies texturizadas classificadas pela norma VDI 3400 exigem um ângulo de saída extra entre 1 e 1,5 para cada incremento de 0,025 mm na profundidade da textura.
A regulação da sincronização de ejeção em Multi-Cavidades
O serviço de moldagem por injeção de plástico de excelente qualidade não apenas monitora a sincronização da ejeção, mas também a mede com muito rigor. Fábricas físicas de altíssimo padrão recorrem a placas ejetoras de guia de precisão com buchas guia de grafite e também colocam mecanismos de retorno forçado em bases de moldes multicavidades de grande porte para garantir que a ejeção de centenas de pinos ejetores em cavidades 16/32 seja absolutamente síncrona em incrementos de 0,01 mm. Desta forma, evita-se a deformação vazia da peça plástica causada pela ejeção não síncrona.
As condições abaixo são as condições fundamentais necessárias para o projeto de desmoldagem quando a mudança de ferramental de cavidade única para multicavidade é feita:
Os ângulos de inclinação para superfícies lisas devem ser de pelo menos 0,5°, enquanto os ângulos para superfícies texturizadas devem ser empilhados de acordo com sua profundidade.
Para uniformizar a tensão no produto, os pinos ejetores devem estar bem espaçados.
Um molde com múltiplas cavidades deve ser fornecido com um mecanismo de retorno forçado que permita a ejeção síncrona.
Os pontos onde há mudança de direção devem ser arredondados para evitar concentração de tensão.
Como a JS Precision resolveu desequilíbrios de enchimento para um conector de robótica civil usando um molde especializado de múltiplas cavidades?
Desafios do cliente
A equipe de projeto de uma empresa de pesquisa e desenvolvimento de robôs civis nos pediu ajuda com uma parte essencial de seu produto: um conector de precisão de náilon reforçado com 30% de fibra de vidro (PA66 + 30% GF) com uma proporção de comprimento de fluxo projetada para espessura de parede de cerca de 145:1, que é o limite de engenharia para esse material. O molde de câmara quente de 8 cavidades, fornecido anteriormente por um fabricante típico de moldes de múltiplas cavidades, foi considerado gravemente defeituoso durante a moldagem de teste: as cavidades centrais (1-4) foram completamente preenchidas, enquanto as cavidades periféricas (5-8) frequentemente apresentavam disparos curtos.
Além disso, a orientação irregular da fibra de vidro fez com que as dimensões e tolerâncias de posição ultrapassassem 0,15 mm, o que forçou o desligamento completo da linha de produção em massa.
Solução de precisão JS
Por ser um construtor de moldes de injeção personalizados com foco em moldagem por injeção de alta precisão, a equipe de engenharia da JS Precision reprojetou o projeto e efetuou uma otimização sistemática por meio de quatro etapas:
Análise de reconstrução de dinâmica de fluidos: O projeto original foi carregado no Moldflow para simulação de preenchimento 3D de fluido não newtoniano. Descobriu-se que o canal inicial estava omitindo a compensação da taxa de cisalhamento e, portanto, houveuma perda de pressão de até 18 MPa nas cavidades das bordas.
Reconstrução do controle de temperatura da câmara quente: Remodelar o manifold e atribuir controle de temperatura de ponto único independente aos bocais da cavidade periférica foram as duas alterações feitas. Aumentar a temperatura do bico periférico em 5°C permitiu derreter a fibra de vidro em longos caminhos para diminuir a viscosidade do fundido.
Correção de ventilação do núcleo: No final da usinagem CNC de alta velocidade, uma ranhura de ventilação a vácuo com 0,015 mm de profundidade e 5 mm de largura foi feita na área de enchimento final para que a resistência do ar fosse eliminada.
Otimização da comutação de retenção de pressão: o ponto de comutação V-P foi bloqueado no momento do enchimento de 98,2% usando um sensor de pressão de cavidade, juntamente comum processo de retenção de pressão escalonado de 85 MPa.
Aprendendo através do fracasso
Quando a tenacidade foi transformada para executar um teste completo com as duas primeiras rodadas de amostras, a equipe pretendia aumentar a pressão total de injeção para preencher as cavidades das bordas, o que resultou em flash severo e branqueamento por ejeção na cavidade central. Isso provou que um problema de enchimento de um material de fibra de vidro com múltiplas cavidades não pode ser resolvido simplesmente ajustando os parâmetros do processo. É obrigatório otimizar a estrutura do corredor e a compensação do controle de temperatura.
O fim da linha
Devido às alterações finais, o molde de 8 cavidades funcionou continuamente em alta velocidade por 72 horas. O coeficiente de variação no peso de enchimento por cavidade diminuiu de 8,4% para 0,85%, e as tolerâncias dimensionais e posicionais do produto foram mantidas dentro de 0,025 mm, manifestando plenamente a capacidade técnica de uma empresa profissional de ferramentas para moldes de precisão. Além disso, o tempo de ciclo foi reduzido de 38 para 24 segundos e a taxa de descarte caiu de 18,5% para zero.
"Com a ajuda de dados de simulação detalhados e otimização precisa do controle de temperatura, a equipe da JS Precision conseguiu resgatar nosso projeto de produção em massa, que estava prestes a ser desmantelado em 7 dias", disse o diretor de P&D e compras da cadeia de suprimentos do cliente. "Sério, eles são o tipo de gurus da produção que também estão envolvidos na operação da linha de frente."'
Problemas complexos de preenchimento de múltiplas cavidades exigem soluções direcionadas de otimização estrutural. Você pode carregar os desenhos do molde do problema e as descrições dos defeitos para receber diagnósticos de engenharia individuais e soluções de melhoria personalizadas de engenheiros seniores.
Por que escolher a JS Precision como seu parceiro estratégico de longo prazo em ferramentas multicavidades para produção em grande escala?
Mais importante ainda, a seleção de ferramentas de molde de precisão não se trata de quem responde primeiro, mas de quem consegue manter um controle de qualidade rigoroso sobre a produção de milhões de unidades em alta velocidade por um longo período de tempo sem paralisações. A JS Precision oferece suporte de engenharia abrangente, desde a prototipagem de cavidade única até a produção em massa de centenas de milhares de unidades em múltiplas cavidades.
Operamos uma instalação física bem equipada em Humen Town, cidade de Dongguan, China, que possui certificação ISO 9001:2015. Como um fabricante estabelecido de moldes multicavidades, temos equipamentos profissionais como máquinas CNC de alta velocidade Makino e máquinas EDM de espelho Sodick, além disso, nossa equipe principal de engenharia consiste em 12 projetistas seniores de moldes de injeção, cada um deles com uma média de mais de 15 anos de experiência na indústria.
Cada relatório JS Precision é uma referência aos parâmetros reais. Cada molde multicavidade pronto para entrega é um produto acabado que passou por todos os processos de inspeção de qualidade exigidos pelo serviço de ferramentas de molde de alto volume. Isso inclui um relatório completo de análise do Moldflow, um relatório de rastreabilidade do fabricante original do tratamento térmico HRC 48-52 e um relatório de inspeção dimensional completa do CMM de moldagem de teste de carga total de 24 horas que, juntos, garantem um rendimento na primeira passagem de mais de 99,5% e ajudam você a manter os custos unitários de aquisição sob controle.
Encontrar o especialista certo é metade da batalha vencida na produção em massa. Pare de comparações sem objetivo agora! Clique no link "Obtenha uma cotação de molde multicavidades personalizado agora" abaixo, envie seu modelo CAD 3D e requisitos de produção e embarque em uma nova jornada de produção em massa eficiente com JS Precision!
Perguntas frequentes
Q1: Ao converter um molde protótipo de cavidade única em um molde de produção em massa com múltiplas cavidades, quais são os três principais fatores técnicos responsáveis pela maior porcentagem de falhas no projeto?
Por que a omissão do calor de cisalhamento não uniforme dentro do canal e o aumento não linear da força de fixação. A maioria dos fabricantes de moldes não usa compensação de viscosidade em nível de mícron, resultando em problemas de flash, tiro curto e protuberância do molde..A análise de equilíbrio de fluido deve ser preparada na primeira etapa do projeto do molde, seguindo padrões profissionais.
Q2: Como a JS Precision usa a tecnologia para garantir que a dimensão geral de cada cavidade (um molde multicavidades de alto volume com 16 cavidades ou 32 cavidades) seja idêntica no processo de moldagem por injeção de alta velocidade?
A JS Precision desenvolveu três feixes de controle principais: Máquinas com precisão de posicionamento de 0,002 mm. Sistema de câmara quente configurado para balanceamento com coeficiente de variação de pressão travado abaixo de 2%. Inspeção dimensional completa antes da entrega em todas as cavidades pela CMM.
Q3: Qual é a taxa de redução do custo unitário de produção para projetos com alto volume se o molde de múltiplas cavidades for usado em vez de molde de cavidade única?
Embora haja um custo de investimento mais alto para moldes de múltiplas cavidades do que para moldes de cavidade única, o grau de economia nos custos unitários é tremendo. O molde de 16 cavidades (ou menos) pode reduzir o custo variável da unidade em mais de 80% com base nesses cálculos. O custo de investimento será recuperado com um número mínimo de produção de 50.000 unidades.
Q4: Quão forte a têmpera a vácuo normalmente é usada no tratamento térmico de aço com núcleo de molde com múltiplas cavidades? E por que o índice de dureza é tão importante?
Para moldes multicavidades Classe 101, com vida útil superior a 1.000.000 ciclos, a JS Precision também use o padrão de têmpera a vácuo HRC 48-52 e escolha o material S136 ou o aço H13.
Q5: Antes da entrega formal de um molde multicavidades, quais documentos técnicos e registros de inspeção de qualidade geralmente precisam ser fornecidos?
Os fornecedores profissionais devem oferecer desenhos 3D do molde em tamanho real, certificados de aço e relatórios de tratamento térmico, dados de análise de enchimento do Moldflow, gráficos de processo de moldagem de teste T1 e relatório de inspeção de cavidades completas de testes CMM para moldes com múltiplas cavidades.
Q6: Em geral, o que faz com que o sistema de câmara quente seja mais caro quando um molde de múltiplas cavidades é projetado para substituir um molde de cavidade única? Quais fatores afetam o preço da câmara quente?
Os fatores que afetam o preço da câmara quente variam: o controle da válvula de agulha é mais caro do que o controle do bocal aberto, quanto mais cavidades, mais caro. A marca europeia e americana é 2 a 3 vezes mais cara que a chinesa e americana. Material específico O material resistente ao desgaste precisa ser revestido, o custo é de cerca de 25%. Você pode fazer upload dos desenhos para obter um orçamento.
Q7: Como posso saber se meu produto está certo para ser criado em um projeto de molde de injeção com múltiplas cavidades (32 cavidades ou 64 cavidades)?
Deve haver três condições essenciais para produzir moldes com múltiplas cavidades: uma produção total futura anual estável de mais de 1.000.000 de unidades, um formato compacto de um produto, para que possa funcionar com qualidades unificadoras de máquinas de moldagem por injeção convencionais, e um design de produto completo, caso contrário, enormes riscos de custos posteriores, tanto na troca de moldes quanto nas paradas.
Q8: Que detalhes devem ser considerados durante a manutenção diária contínua da produção em massa de moldes com múltiplas cavidades, de modo que não ocorram danos por fadiga por tensão interna local?
Três preocupações significativas de manutenção para um molde com múltiplas cavidades na produção em massa: A cada 50.000 ciclos, limpe o canal de ventilação dos depósitos de ventilação. Use graxa com resistência a 200C, lubrifique a corrediça e as guias, resfriando-as abaixo de 40 ℃, sem tensões residuais devem ser colocadas na boca do material, para que não entrem nas fissuras térmicas.
Resumo
A transição perfeita da confirmação de protótipo de cavidade única para a fabricação de alto desempenho e grande volume de múltiplas cavidades não é apenas uma questão de copiar os mesmos layouts de dimensões de desenho, é uma corrida armamentista entre as revoluções de engenharia de balanceamento de geometria de campo de fluxo de alto cisalhamento, cópia de tolerâncias geométricas de precisão de ordem de mícron, controle de resfriamento termodinamicamente conformal e cálculo de resistência à fadiga mecânica altamente rígido.
A comparação técnica dos oito maiores fornecedores globais de moldes de injeção mostra que, somente penetrando de perto os principais aspectos técnicos, como parâmetros de corredor totalmente balanceados, tratamento térmico de alta dureza a vácuo, precisão de posicionamento de classe mícron de máquina sólida, os problemas de diferença de tamanho de múltiplas cavidades flash curto podem ser eliminados completamente durante a produção contínua de alta velocidade, de modo que o custo geral de aquisição de um único produto e o risco de qualidade sejam trazidos para a faixa de valor ideal. Pare a negociação de múltiplas faíscas e a atual construção em várias etapas para disparos de múltiplas cavidades totalmente imprecisos, agora entre diretamente na cooperação estratégica com nossa solução centralizada de centro de fabricação de precisão PID.
A JS Precision tem 20 especialistas em engenharia sênior à sua disposição para análise passo a passo de DFM de moldes multicavidades de 2026. Você gostaria de aumentar o protótipo de cavidade única existente para uma linha de produção altamente produtiva e totalmente automatizada com 16, 32 ou 64 cavidades? Ou você tem problemas de crise, como equilíbrio desigual do corredor, distorção do produto final, etc. com multicavidades de outros fornecedores? Por favor envie-nos seu desenho CAD 3D e diga-nos qual entrega você espera. Enviaremos a você uma solução completa para cotação de moldes multicavidades em 24 horas, incluindo investimento em praticidade do corredor, cálculo da força de fechamento e estimativa total do custo de produção, etc.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. É responsabilidade do comprador identificar os requisitos técnicos específicos e solicitar uma cotação formal de peças. Entre em contato conosco para obter mais informações.
Equipe de precisão JS
soluções de fabricação personalizadas. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, nos especializamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção e estampagem de metal. Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de até 24 horas. Escolha JS Precision para obter eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua solicitação de cotação, visite nosso site: www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.