

맞춤형 사출 성형 제작업체는 수백만 수준의 생산성을 갖춘 단일 캐비티 프로토타입 검증에서 다중 캐비티 대량 생산에 이르기까지 제품을 추진하는 핵심 기술 제공업체입니다. 이러한 생산 접근 방식은 불균일한 충진, 치수 공차의 변화, 금형의 짧은 수명 등과 같은 대량 생산의 중요한 문제를 해결합니다. 제품이 프로토타입 단계를 통과한 후 일반적으로 R&D 엔지니어와 조달 관리자는 단일 캐비티에서 다중 캐비티로 이동할 때 변형 및 플래시와 같은 문제에 직면합니다. 캐비티 몰드 작업.
이 기사에서는 8개 제조업체의 생산 기술이 어떻게 다른지 살펴보고 양적 DFM(제조 가능성을 위한 설계) 측정항목을 제시하여 다음 주요 사항을 제공합니다.
<올>글로벌 멀티 캐비티 금형 제조업체의 핵심 역량에 대한 간략한 개요
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>주요 사항
- 캐비티 증가에는 조임력 재계산이 필요합니다.
단일 캐비티에서 16개 또는 32개 캐비티로 이동하면 투영 영역이 급격하게 늘어납니다. 즉, 조임력 부족으로 인한 플래시 결함을 방지하려면 사출 성형기 톤수를 이러한 변화에 맞춰 조정해야 합니다.
- 러너 밸런싱은 다중 캐비티 금형의 필수 요소입니다.
각 캐비티에 대해 동일한 충전 압력을 달성하기 위해 완벽한 균형을 이루는 H형 러너 시스템이 사용됩니다. 여기에는 Moldflow 전단열 분석과 '1.2 x D' 콜드 슬러그 웰 표준 적용이 포함됩니다.
- 대규모 생산에는 경화된 강철 주형을 사용해야 합니다.
생산량이 100,000사이클 이상인 경우 알루미늄 금형 및 연질 P20 강철은 권장되지 않으며 대신 열처리된 경화 강철(예: H13 또는 S136)을 사용하는 것이 좋습니다. HRC 4852의 경도를 사용해야 합니다.
사출 금형 툴링 설계 및 제조에서 JS Precision을 신뢰하는 이유는 무엇입니까?
JS Precision은 실제 공장을 운영하고 있으며 시제품 단계부터 대량 생산까지 전체 금형 생산 주기에 대한 기술 지원을 제공할 수 있는 선도적인 수석 엔지니어링 팀을 보유하고 있습니다.
여러 자동차 및 의료 부품 프로젝트에서의 경험에 따르면 금형의 안정성은 생산 라인의 가용성에 직접적인 영향을 미치며, 설계의 작은 오류만으로도 수십만 개의 생산 실행 손실이 발생할 수 있습니다.
<인용문>국제 품질 관리 시스템 ISO 9001:2015에는 '대량 생산 금형 배송에는 추적 가능한 재료 인증서 및 열처리 확인 문서가 첨부되어야 합니다'라는 요구 사항이 있습니다.
각 금형에는 이 표준을 완벽하게 준수하기 위해 원래 제조업체의 재료 인증서, 제3자 경도 테스트 보고서 및 전체 크기 CMM 검사 보고서가 함께 제공됩니다. 핵심 엔지니어링 팀은 평균 20년의 업계 경험을 가진 12명의 구성원으로 구성되어 있으며 설계 단계에서 대량 생산 위험의 90% 이상을 포착할 수 있다고 믿습니다. 다중 캐비티 금형의 장기적 안정적인 작동은 주로 견고한 품질 관리 시스템에 의해 결정됩니다.
부품의 3D 도면을 업로드하여 사출 성형 툴링 설계에 대한 무료 DFM 평가를 받을 수 있으므로 사전에 설계 위험을 식별하고 후속 대량 생산 손실을 피할 수 있습니다.
다중 캐비티 금형 제조업체 팀은 고광택 부품의 불균형 충전과 후광 결함을 어떻게 방지합니까?
다중 캐비티 불균형 문제의 비밀은 러너 단면을 조정하여 용융 선단이 동시에 캐비티에 도달하도록 하는 것입니다. 다중 캐비티 금형 제조업체가 전단열을 고려하지 않고 기하학적 대칭만을 기반으로 금형을 제작하는 경우 고광택 부품 가장자리에 후광 결함과 미성형이 발생할 수 있습니다.
전단박화효과와 러너 밸런스 원리
고점도 폴리머를 고압으로 런너에 주입한 후 벽면의 높은 전단 속도로 인해 전단 박화 효과와 열 성층 현상이 발생합니다. 전문 다중 캐비티 금형 제조업체는 캐비티 충진 차이를 방지하기 위해 초기 설계 단계에서 전단 열 보상을 포함합니다. 업계 표준 콜드 슬러그 웰 설계는 다음과 같습니다. 콜드 슬러그 웰 직경은 메인 러너 끝 직경의 1.2 x D이고 깊이는 1.5 x D입니다.
즉, 기하학적 대칭만으로는 충분하지 않습니다. 각 캐비티에서 정확히 동일한 흐름과 압력을 갖도록 러너 채널의 내경 저항을 정확하게 조정해야 합니다.
주류 제조사 간 러너 설계 역량 비교
다양한 제조업체의 러너 설계 논리에 따라 다중 캐비티 금형의 충진 일관성과 수율 한도가 직접 결정됩니다.
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>러너 단면 직경을 0.02mm 이내로 조정하면 캐비티 압력 변동 계수를 2% 이내로 유지하는 데 충분합니다. 이 기술 기준은 고급 플라스틱 사출 금형 서비스의 핵심 기능입니다. 디지털 계약 플랫폼은 대부분 단순화된 동일한 직경의 러너를 제공하며 압력 변화 계수가 8%를 초과하는 경우, 이로 인해 부품 부피 수축이 고르지 않게 되고 수축 결함이 발생합니다.
성숙한 사출 금형 툴링 설계 프로세스는 다음과 같은 표준 최적화 단계를 수행합니다.
<올>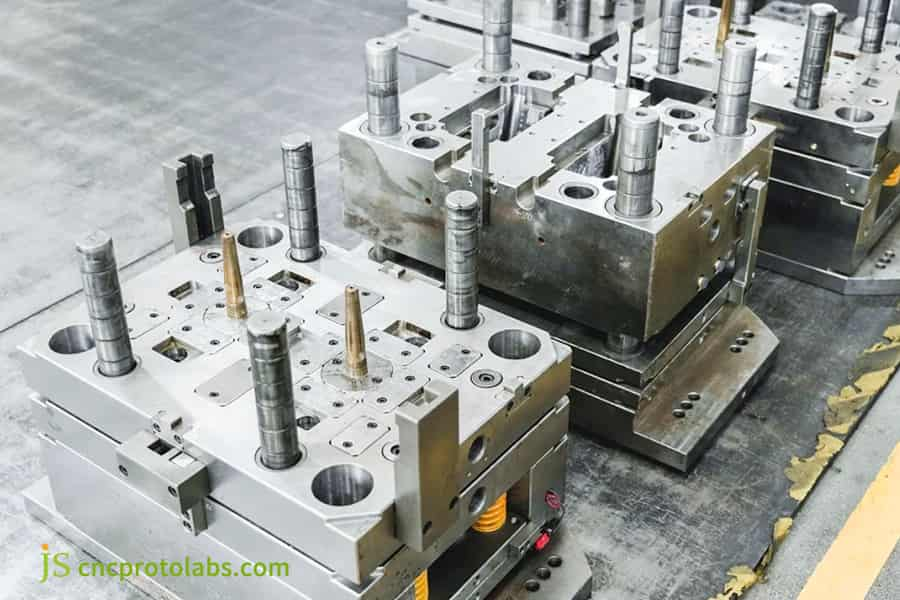
그림 1: 복잡한 툴링 세부정보를 보여주는 다중 캐비티 금속 사출 금형의 클로즈업
공칭 벽 두께 편차를 고려하여 단일 캐비티에서 다중 캐비티 툴링 전환 시 톤수를 계산하는 방법은 무엇입니까?
다중 캐비티 금형으로 업그레이드할 때 필요한 조임력의 양은 모든 캐비티와 러너의 투영 면적을 합산하여 결정해야 합니다. 단일-다중 캐비티 공구 변경에 단일 캐비티 조임력을 실수로 사용하는 경우 금형이 부풀어 오르고 국부적으로 붕괴되며 플래시 결함이 발생할 수 있습니다.
클램핑력 계산의 핵심 공식
단일 캐비티에서 다중 캐비티 툴링 업데이트의 경우 조임력 계산은 아래 제공된 표준 업계 공식을 엄격히 따라야 합니다.
F=(A_{캐비티}+A_{러너})P_{내부}1.2
여기서 P_{inside}는 캐비티 내부의 평균 압력이고 1.2는 안전계수입니다.
더 좋게 말하면 플래시 및 돌출 문제를 방지하려면 조임력이 안전 여유를 추가하여 용융 팽창력을 초과해야 합니다.
측면 메커니즘 강성 설계의 차이점
대량 금형 툴링 서비스는 소량 배치 프로토타입 금형보다 금형에서 훨씬 더 견고한 측면 메커니즘을 사용합니다. 예를 들어 Protolabs와 같은 자동화된 DFM 시스템에서는 고르지 않은 냉각으로 인한 치수 편차를 방지하기 위해 부품 벽 두께 변화가 공칭 벽 두께의 20%~30% 사이로 제한되어야 한다고 제안합니다. 그러나 분산된 공급망에 의존하는 허브는 파트너 공장의 측면 메커니즘 강성 표준이 변경되어 직접 운영되는 물리적 공장에 비해 덜 정밀한 통합 제어가 가능합니다.
맞춤형 사출 금형 제작업체는 가장 신뢰할 수 있는 업체 중 하나로 다음 표준 방법을 통해 조임력을 정확하게 측정합니다.
- 모든 공동의 총 투영 면적을 결정합니다.
- 재료에 해당하는 캐비티의 평균 내부 압력을 곱합니다.
- 안전계수 1.2를 곱하여최종적으로 필요한 조임력을 얻습니다.
다중 캐비티 고압(120MPa 이상) 작업의 경우 JS Precision은 슬라이드 잠금력이 측면 팽창력의 115% 이상인지 확인하기 위해 언더컷 측면 슬라이드 메커니즘의 기계적 강성을 미리 조이는 25° 웨지 베이스를 설치했습니다. 이는 확장 간격을 제거하는 물리적 방법입니다.
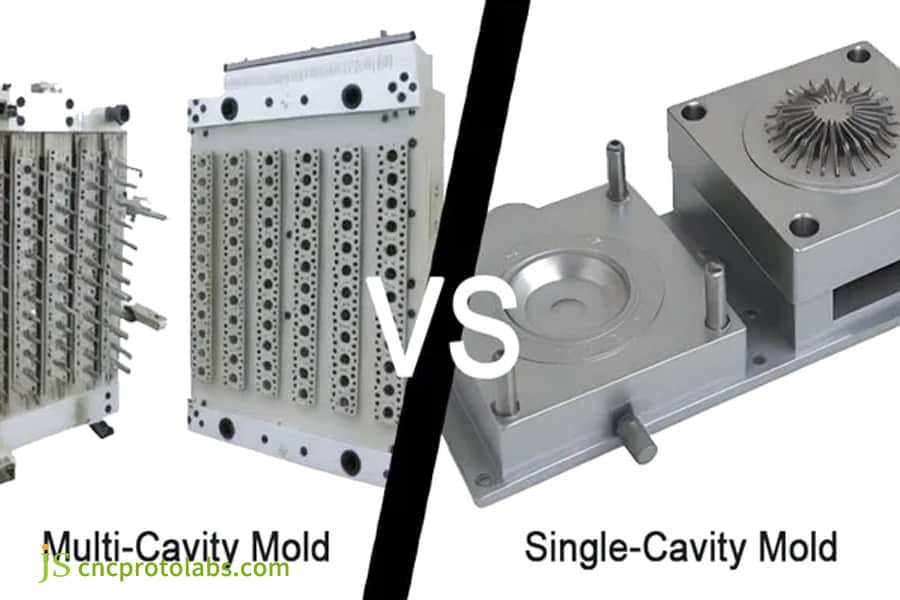
그림 2: 분할 화면 레이아웃을 사용한 단일 캐비티 금형과 다중 캐비티 금형의 시각적 비교.
대량 금형 툴링 서비스가 백만 샷 수명을 확보하는 데 도움이 되는 재료 선택 규칙은 무엇입니까?
대량 멀티 캐비티 몰드 코어는 일렉트로슬래그 재용해 공정을 거친 고품질 합금강으로 제조되어야 합니다. 대량 금형 툴링 서비스를 위해 값싼 강철을 사용한다면 유리 섬유에 의한 침식으로 인해 게이트가 곧 악화될 것입니다.
주류 금형강 성능 비교
대량 금형 툴링 서비스는 강철의 내구성과 경도에 매우 엄격한 제한을 가합니다. 강철마다 내마모성이 상당히 다양하므로 생산량 및 재료 특성에 맞춰 선택해야 합니다.
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>열처리공정의 핵심영향
높은 주기 수명에 대한 경도의 하한은 실험적으로 결정되지 않습니다.
<인용문>ASTM A681 공구강 표준에 나열된 열간 금형강 기준에 "H13 클래스 열간 작업"이 명확하게 명시되어 있습니다. 높은 주기 피로 적용을 위해 담금질 후 금형강은 HRC 46 이상이어야 합니다.".
유리 섬유가 30% 함유된 부품의 경우 자격을 갖춘 정밀 금형 툴링 회사에서 진공 담금질 후 포스트에 대한 3회 템퍼링을 요구합니다. 금속 그래픽 경도는 HRC 48-52 사이에서 안정화되고 네트워크 탄화물은 용해됩니다.
H13/2344의 경우, star rapid는 경화된 hrc 48-50 사이의 열처리를 사용하여 중간에서 높은 생산에 대한 내마모성을 제공합니다. 일부 프로토타입 생산업체는 열처리 없이 사전 경화된 강철을 사용하며 경도는 HRC 30-35에 불과해 기계적 파손에 매우 취약합니다.
전문 다중 캐비티 금형 제조업체의 강철 선택을 일반화할 수 있는 다음과 같은 몇 가지 원칙이 있습니다.
<올>
그림 3: 소재의 다양성을 보여주는 다채로운 플라스틱 사출 성형 부품 배열
적응형 냉각 채널은 플라스틱 사출 성형 서비스 프로젝트에서 온도 변화 편차를 어떻게 해결합니까?
기본적으로 다중 캐비티 금형 사이클 시간을 최적화하는 유일한 방법은 모든 캐비티를 균일하고 안정된 표면 온도로 유지하는 것입니다. 플라스틱 사출 성형 서비스에서는 단순히 냉각 터널을 뚫는 것만으로는 코어 부품의 열 제거 속도가 느린 문제를 해결할 수 없습니다. 따라서 형상적응형 냉각 채널은 온도 변화를 제어할 수 있는 유일한 방법입니다.
기존 냉각과 형상적응 냉각의 성능 차이
사출 성형 사이클 시간의 약 70~80%는 플라스틱 사출 성형 서비스의 냉각 단계에서 차지합니다. 허브와 같이 분산 방식으로 작동하는 공급망 플랫폼은 일반적으로 리드 타임이 더 긴 맞춤형 형상 적응형 냉각 채널이 필요한 CNC 드릴링을 통한 구식 선형 냉각 솔루션을 사용합니다. 그러나 3D 프린팅(SLM) 형상적응형 냉각 채널은 제품의 모양을 밀접하게 따라갈 수 있어 균일한 열 제거가 가능합니다.
적응형 냉각 채널 설계 시 주요 고려 사항
전문 금형 툴링 설계 가이드에서는 형상 적응형 냉각 채널을 얼마나 가깝게 배치할 수 있는지뿐만 아니라 기타 매개변수도 지정합니다. 이동 금형과 고정 금형 간의 다양한 열 제거를 처리할 수 있는 솔루션을 마련하려면 코어 측 냉각 채널을 플라스틱 표면에서 캐비티 측보다 15% 더 적은 거리에 배치해야 합니다.
예를 들어 고정된 암 금형 간격이 4.0mm이고 수 금형 간격이 3.4mm로 최적화된 경우 냉각 유체의 레이놀즈 수(Re)가 4000보다 크도록 유량을 조정하면 강한 난류를 얻을 수 있습니다. 이를 통해 이동 금형과 고정 금형의 온도차를 2℃ 이내로 유지할 수 있으며, 냉각 사이클 시간을 40% 이상 단축할 수 있습니다.
게다가 단일 캐비티 툴링에서 다중 캐비티 툴링으로 전환할 때 형응형 냉각 채널 설계는 다음 주요 사항을 준수해야 합니다.
- 냉각 채널과 제품 표면 사이의 거리는 일정해야 합니다.
- 코어 측 냉각 채널의 간격은 캐비티 측 냉각 채널의 간격보다 15% 작아야 합니다.
- 난류 흐름을 보장하려면 냉각수 흐름 레이놀즈 수(Re)를4000으로 제어해야 합니다.
- 균등한 유량을 보장하려면 각 캐비티의 냉각 채널을 병렬로 설계해야 합니다.
등각적 냉각 기술은 대량 생산 주기를 크게 단축하고 변형률을 줄일 수 있습니다. 기술 엔지니어에게 문의하여 금형 툴링 설계 가이드 표준을 준수하는 형상 적응형 냉각 설계 백서를 얻고 보다 비용 효과적인 설계 방법을 알아볼 수 있습니다.
정밀 금형 툴링 회사는 고급 맞춤형 금형에서 미크론 수준의 캐비티 정렬을 어떻게 유지합니까?
대량 생산된 다중 캐비티 금형이 호환 가능하려면 각 캐비티의 절대 공차가 최대 0.005mm로 제어되어야 합니다. 정밀 공작 기계 매트릭스를 보유하고 있는 정밀 금형 툴링 회사는 각 캐비티의 물리적 치수가 정확히 동일한지 확인할 수 있습니다.
정밀 가공 장비 요건
자격을 갖춘 정밀 금형 공구 회사는 최고의 가공 장비를 보유해야 합니다. 최고 품질의 하드 멀티 캐비티 금형 가공에는 최대 속도 24,000rpm 및 축 위치 정확도 +/- 0.002mm가 가능한 고속 CNC 기계가 필요하며, 저속 와이어 EDM 및 미러 EDM 작업도 포함됩니다.
- RapidDirect는 주로 모듈형 퀵 체인지 몰드 베이스 솔루션에 중점을 두고 캐비티 가공 정확도를 0.01mm 수준으로 유지하는 회사입니다.
- WayKen은 전체 프로세스 하드 금형 제조업체에 비해 관대한 치수 및 위치 공차 제어를 통해 신속한 금형 제작 및 다중 캐비티 수정을 전문으로 합니다.
온도 제어 작업장 및 원스텝 클램핑 프로세스
전문적인 수준의 맞춤형 사출 금형 제작자가 생산 환경을 세부적으로 관리합니다. 멀티 캐비티 몰드 코어를 가공할 때 전체 공정은 ±0.5°C의 온도 제어 작업장에서 단일 클램핑으로 수행되어 Ra 0.1μm의 표면 거칠기를 달성합니다. 한 번 클램핑하면 여러 공정 이전으로 인한 치수 및 위치 공차 손실을 방지할 수 있으므로 처음부터 캐비티의 치수 차이로 인해 발생하는 호환성 오류를 제거합니다.
고정밀 사출 금형 공구 설계는 기하 공차의 안정적인 제어를 위한 다음과 같은 기본 조치의 구현에 달려 있습니다.
- 축 위치 정확도가 0.002mm인 고정밀 가공 장비를 채택합니다.
- 주변 온도 변동이 ±0.5°C 이내로 유지되는 온도 조절 작업장에서 제조하세요.
- 단일 금형 코어 클램핑으로 모든 마무리 작업을 수행합니다.
- 가공 후 CMM을 사용하여 전체 치수 검사로 공차를 확인합니다.
맞춤형 사출 금형 제작기 생산 규모 조정에서 개방형 게이트 대신 핫 러너 니들 밸브를 선택하는 이유는 무엇입니까?
성형 캐비티 수가 16개 이상으로 늘어나면 콜드러너 폐기물의 무게가 성형품 자체의 무게를 초과하게 됩니다. 전문 맞춤형 사출 금형 제작자는 노즐 낭비 제로를 달성하고 압력 강하를 제어하기 위해 니들 밸브 핫 러너 시스템을 사용할 것을 권장합니다.
콜드 및 핫 러너 시스템의 비용 및 효율성
전문 맞춤형 사출 금형 제작자가 생산량과 캐비티 수에 따라 최상의 러너 솔루션에 대해 조언해 드립니다. 다양한 솔루션이 재료 사용, 압력 요구사항, 외관 등에 큰 영향을 미친다는 것은 잘 알려져 있습니다. 따라서 모든 선택은 실제 요구 사항에 따라 이루어져야 합니다.
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>니들밸브 핫러너의 핵심기술적 장점
대량 금형 툴링 서비스는 재료 활용도 및 생산 효율성에 대한 요구사항이 매우 높습니다. 고점도 엔지니어링 플라스틱은 장거리 유통 채널의 과도한 흐름 길이로 인해 최종 압력 손실이 발생하기 쉽습니다. 니들 밸브 핫 러너는 1℃의 정확도로 독립적으로 다양한 온도 영역 제어가 가능합니다. 밸브 니들은 공압 또는 유압 피스톤으로 제어되어 사이클이 끝날 때 게이트가 제품 표면과 같은 높이를 유지하는 동안 게이트를 완벽하게 닫습니다.
문제해결 팁: 다중 캐비티 핫 러너 시스템의 캐비티 중 하나에 재료 부족 문제가 있는 경우 전체 사출 압력을 갑자기 높이는 대신 먼저 해당 핫 러너 노즐의 온도 제어 프로브가 제자리에 있지 않은지 확인하세요. 그러면 다른 충치에서 플래시가 발생하지 않는 데 도움이 됩니다.
주류 금형 툴링 설계 가이드는 핫 러너 선택의 기본 사항을 매우 명확하게 열거합니다.
- 공동이 16개 이상인 대규모 프로젝트의 경우 니들 밸브 핫 러너를 가장 먼저 선택해야 합니다.
- 고점도 엔지니어링 플라스틱에는 서로 독립적인 온도 제어 영역이 필요합니다.
- 눈에 보이는 부품의 경우 니들 밸브인 게이트 구조를 사용하여 게이트 잔여물이 없는지 완전히 확인해야 합니다.
- 유리섬유로 강화된 소재에는 내마모성 소재로 코팅된 핫 노즐이 필요합니다.
니들 밸브 핫 러너는 대량 프로젝트의 재료비를 크게 줄일 수 있습니다. 생산량과 재료 정보를 제출하여 맞춤형 핫 러너 솔루션 견적을 받고 대량 생산 중 재료 절감액을 정확하게 계산할 수 있습니다.

그림 4: 맞춤형 사출 금형에서 핫 러너 니들 밸브 시스템을 조정하는 작업자.
포괄적인 금형 공구 설계 가이드에 따르면 어떤 구배 각도 제약 조건으로 인해 표면 긁힘이 방지됩니까?
다중 캐비티 금형에는 많은 수의 이젝터 핀이 포함되어 있습니다. 구배 각도와 질감이 다른 경우 이젝터 핀을 사용하면 제품 표면이 긁힐 수 있습니다. 전문적인 금형 툴링 설계 가이드에 따라 성형 제품의 구배 각도와 질감 깊이를 정량적으로 연관시키는 것이 좋은 방법으로 간주됩니다.
질감이 있는 표면 구배 각도에 대한 정량화된 지침
주 금형 툴링 설계 지침을 기반으로 다양한 텍스처 표면과 구배 각도 간에 매우 정밀한 매핑이 이루어졌습니다. 매우 매끄럽고 광택이 나는 표면의 경우 최소 구배 각도 0.5~1이 적합합니다. VDI 3400 표준에 따라 분류된 텍스처 표면에는 텍스처 깊이가 0.025mm 증가할 때마다 1~1.5 사이의 추가 구배 각도가 필요합니다.
Multi-Cavity의 배출 동기화 규정
우수한 품질의 플라스틱 사출 금형 서비스는 사출의 동기화를 감시할 뿐만 아니라 이를 매우 엄격하게 측정합니다. 매우 높은 수준의 물리적 공장에서는 흑연 가이드 부싱이 있는 정밀 가이드 이젝터 플레이트를 사용하고 대형 다중 캐비티 몰드 베이스에 강제 복귀 메커니즘을 설치하여 16/32 캐비티에 있는 수백 개의 이젝터 핀 이젝션이 0.01mm 단위 내에서 완전히 동기화되도록 보장합니다. 이렇게 하면 비동기식 배출로 인해 발생하는 플라스틱 부품의 보이드 변형이 방지됩니다.
아래 조건은 단일 캐비티 툴링을 멀티 캐비티 툴링으로 변경할 때 탈형 설계에 필요한 기본 조건입니다.
- 매끄러운 표면의 구배 각도는최소 0.5°여야 하고 질감이 있는 표면의 각도는 깊이에 따라 쌓아야 합니다.
- 제품의 응력을 균일하게 유지하려면 이젝터 핀의 간격이 넓어야 합니다.
- 다중 캐비티 금형에는 동기식 배출이 가능한 강제 복귀 메커니즘이 제공되어야 합니다.
- 방향이 바뀌는 지점은 응력 집중을 방지하기 위해 둥글게 처리해야 합니다.
JS Precision은 특수 다중 캐비티 금형을 사용하여 토목 로봇 커넥터의 충전 불균형을 어떻게 해결했습니까?
클라이언트 과제
민간 로봇 R&D 회사의 프로젝트 팀은 제품의 핵심 부품인 30% 유리 섬유 강화 나일론(PA66+30% GF) 정밀 커넥터에 대한 도움을 요청했습니다. 설계 흐름 길이 대 벽 두께 비율은 약 145:1입니다. 이는 이 재료의 엔지니어링 한계입니다. 이전에 일반적인 다중 캐비티 금형 제조업체에서 공급했던 8캐비티 핫 러너 금형은 시험 성형 중에 심각한 결함이 발견되었습니다. 중앙 캐비티(1-4)는 완전히 채워졌는데 주변 캐비티(5-8)는 종종 미성형을 경험했습니다.
그 외에도 유리섬유의 방향이 고르지 않아 치수와 위치 공차가 0.15mm를 넘어 대량 생산 라인이 완전히 중단되었습니다.
JS 정밀 솔루션
고정밀 사출 성형에 중점을 둔 맞춤형 사출 금형 제작자 덕분에 JS Precision 엔지니어링 직원은 설계를 재설계하고 4단계를 통해 체계적인 최적화를 수행했습니다.
- 유체 역학 재구성 분석: 비뉴턴 유체 3D 충전 시뮬레이션을 위해 원래 설계가 Moldflow에 업로드되었습니다. 초기 러너가 전단율 보상을 생략하여 가장자리 공동에서 최대 18MPa의 압력 손실이 발생한 것으로 나타났습니다.
- 핫 러너 온도 제어 재구성: 매니폴드를 개조하고 주변 캐비티 노즐에 독립적인 단일 지점 온도 제어를 할당하는 것이 두 가지 변경 사항이었습니다. 주변 노즐 온도를 5℃ 높이면 긴 경로에 걸쳐 유리 섬유를 녹일 수 있어 용융물의 점도를 낮출 수 있습니다.
- 코어 벤팅 수정: 고속 CNC 가공 1단계가 끝날 무렵, 엔드 필링 영역에 깊이 0.015mm, 너비 5mm의 진공 벤팅 홈을 만들어 공기 저항을 제거했습니다.
- 압력 유지 스위칭 최적화: V-P 스위칭 지점은 85 MPa 단계식 압력 유지 프로세스와 결합된 캐비티 압력 센서를 사용하여 98.2% 충전 순간에 잠겼습니다.
실패를 통한 배움
처음 두 라운드의 샘플로 전체 테스트를 실행하기 위해 강인성을 전환했을 때 팀은 가장자리 구멍을 채우기 위해 총 주입 압력을 높이는 것을 목표로 했으며, 중앙 구멍에서 심각한 플래시 및 방출 백화 현상이 발생했습니다. 이를 통해 다중 캐비티 유리 섬유 재료의 충진 문제는 단순히 공정 매개변수를 조정하는 것만으로는 해결될 수 없다는 것이 입증되었습니다. 런너 구조와 온도 조절 보상을 최적화하는 것이 필수입니다.
줄의 끝
최종 변경으로 인해 8캐비티 금형이 72시간 동안 고속으로 연속 작동되었습니다. 캐비티당 충진중량 변동계수가 8.4%에서 0.85%로 감소하고, 제품의 치수 및 위치 공차가 0.025mm 이내로 유지되어 정밀금형 전문업체의 기술력을 충분히 발휘하였습니다. 또한, 사이클 시간이 38초에서 24초로 단축되었고, 스크랩율이 18.5%에서 0%로 떨어졌습니다.
"자세한 시뮬레이션 데이터와 정확한 온도 제어 최적화의 도움으로 JS Precision 팀은 폐기 위기에 처한 대량 생산 프로젝트를 7일 이내에 구출할 수 있었습니다."라고 고객의 공급망 R&D 및 조달 이사가 말했습니다. "진심으로 그들은 일선 작업에도 참여하는 제조 전문가입니다."'
복잡한 다중 캐비티 충진 문제에는 타겟 구조 최적화 솔루션이 필요합니다. 문제가 있는 금형 도면과 결함 설명을 업로드하여 수석 엔지니어로부터 일대일 엔지니어링 진단 및 맞춤형 개선 솔루션을 받을 수 있습니다.
전체 규모 생산을 위한 장기 전략적 다중 캐비티 툴링 파트너로 JS Precision을 선택하는 이유는 무엇입니까?
가장 중요한 것은 정밀 금형 툴링 선택은 누가 먼저 응답하는지가 아니라, 중단 없이 매우 오랜 시간 동안 고속으로 수백만 개의 제품을 생산하는 엄격한 품질 관리를 유지할 수 있는 사람이 누구인지에 관한 것입니다. JS Precision은 단일 캐비티 프로토타입 제작부터 수십만 개의 다중 캐비티 대량 생산에 이르기까지
포괄적인 엔지니어링 지원을 제공합니다.우리는 ISO 9001:2015 인증을 받은 중국 동관시 후먼진에 완비된 물리적 시설을 운영하고 있습니다. 확고한 멀티 캐비티 금형 제조업체로서 당사는 Makino 고속 CNC 기계 및 Sodick 미러 EDM 기계와 같은 전문 장비를 보유하고 있습니다. 게다가 당사의 핵심 엔지니어링 팀은 각각 업계에서 평균 15년 이상의 경험을 보유한 12명의 수석 사출 금형 설계자로 구성되어 있습니다.
모든 JS Precision 보고서는 실제 매개변수에 대한 참조입니다. 배송 준비가 완료된 각 다중 캐비티 금형은 대량 금형 툴링 서비스에서 수행하는 모든 품질 검사 프로세스를 통과한 완제품입니다. 여기에는 전체 Moldflow 분석 보고서, HRC 48-52 열처리 원래 제조업체 추적 보고서, 24시간 전체 부하 시험 성형 CMM 치수 전체 검사 보고서가 포함되어 99.5% 이상의 1차 수율을 보장하고 단위 조달 비용을 통제하는 데 도움이 됩니다.
적절한 전문가를 찾는 것이 대량 생산에서 승리한 전투의 절반입니다. 무의미한 비교는 이제 그만! 아래의 "지금 맞춤형 멀티 캐비티 금형 견적 받기" 링크를 클릭하고 3D CAD 모델 및 생산 요구 사항을 제출한 후 JS Precision과 함께 효율적인 대량 생산을 위한 새로운 여정을 시작하세요!
FAQ
Q1: 단일 캐비티 프로토타입 금형을 다중 캐비티 대량 생산 금형으로 전환할 때 프로젝트 실패율이 가장 큰 세 가지 주요 기술 요인은 무엇입니까?
Why is the omission of the non-uniform shear heat inside the runner and the nonlinear surge of clamping force.Most mold makers use no micron-level viscosity compensation resulting in flash, short shot and mold bulging issues.Fluid balance analysis should be prepared in the first step of mould design following professional standards.
Q2: How does JS Precision use technology to ensure the overall dimension of each cavity (a 16-cavity or 32-cavity high-volume multi-cavity mold) is identical in the high speed injection molding process?
JS Precision evolved three major control beams: Machinery with a positioning accuracy of 0.002 mm. Hot runner system set for balancing with a pressure variation coefficient locked below 2%. Complete dimensional inspection before delivery on all cavities by CMM.
Q3: What is the reduction rate of unit production cost for project with high volume if multi-cavity mold been used instead of single-cavity?
Although there is a higher investment cost for multi-cavity molds than for single- cavity molds, the degree of savings on unit costs is tremendous.16 (or less) cavity mold can reduce variable cost of the unit by more than 80% based on these calculation.Heating system together with hot runner system will lessen the lead time and decrease scrap rate below 2%. Investment cost will recover at the minimum number of production output at 50,000 units.
Q4:How hard vacuum quenching normally use in heat treatment of multi-cavity mould core steel? And why the hardness index is very important?
For Class 101 multi-cavities molds, life more than 1 000 000 cycles, to JS Precision also use the HRC 48-52 vacuum quenching standard and choose S136 material or H13 steel.The product will be flash out and tolerance failure when hardness is not enough.
Q5: Before the formal delivery of a multi-cavity mold, which technical document and inspection records on the quality usually need to be provided?
Professional suppliers should offer 3D drawings of the full size mold, steels certificates and heat treatment reports, Moldflow filling analysis data, T1 Trial molding process charts, and full cavities inspection report from CMM testing for multi-cavity molds.
Q6: In general, what causes the hot runner system to be more expensive when a multi-cavity mold is designed to replace a single-cavity mold? Which factors affect hot runner pricing?
Factors that affecthot runner's pricing vary from needle valve controlling is more costly than open nozzle control, more cavities, the more expensive. European&American brand is 2~3 times more expensive than Chinese & American.Specl material Wear-resistant material need to coated, cost is about 25%. You may upload the drawings to get a quotation.
Q7: How do I know that my product is right to be coined in a multi-cavity injection mold project (32 cavity or 64 cavity)?
There must be three essential conditions to produce multi-cavity molds: a steady year future total output of more than 1,000,000 units, a compact shape of a product, so that it can work with unifying qualities of conventional injection moulding machines, and a completed product design, otherwise huge later costing risks in both mold change and shut-downs.
Q8: What detail should be considered during daily continuous mass production maintenance of multi-cavity molds such that local internal stress fatigue damage not occurring?
Three significant maintenance concern for a multi-cavity mold on mass production: Every 50,000 cycles, clean venting-channel from venting deposits. Use 200C-resistance grease, Lubricate the slide and guide-powers, by cooling it below 40℃, without residuals-stresses should be put into the mouth of the material, so would not be into the thermal cracks.
Summary
The seamless transition of single-cavity prototype confirmation to multi-cavity high-performance and large-volume manufacturing is not a matter of just copying the same drawing dimension layouts, it is an arms race between the engineering revolutions of high-shear flow field geometry balancing, micron-order precision geometric tolerances copying, thermodynamically conformal cooling control, and highly rigidized mechanical fatigue resistance calculation.
Technical comparison of eight largest global suppliers of injection molds shows that, only by closely penetrating core technical aspects such as fully balanced runner parameters, vacuum high-hardness heat treatment, micron-class positioning accuracy of solid-machine, can the problems of multi-cavity size difference flash short shot be eliminated completely during continuous high-speed production, so that a single product's overall procurement cost and quality risk is brought into the range of optimum value. Stop multi-sparks negotiation and today's multi-steps construction for totally inaccurate multi-cavity shot, now directly step into strategic cooperation with our centralized solution of PID precision manufacturing center.
JS Precision has 20 senior engineering experts at your service for 2026 multi-cavity mold step-by-step DFM analysis. Would you like to increase the existing single cavity prototype to a highly productive, fully automated production line with 16, 32 or 64 cavities? Or do you have crisis issues like uneven runner balance, distortion of final product, etc. with other supplier's multi-cavities? Please send us your 3D CAD drawing and tell us what delivery you expecting. We will send you an all-in-one solution for multi-cavities mold quotation within 24 hours, including runner practicality investment, calculation of closing force and full production cost estimation, etc.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
ustom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

