Los 8 principales fabricantes de diseño de herramientas de moldes de inyección que escalan de una a múltiples cavidades
Escrito por
Precisión JS
Publicado
Jun 29 2026
Herramientas para moldeo por inyección
Síguenos
Constructor de moldes de inyección personalizados es un portador de tecnología central que impulsa productos desde la verificación de prototipos de una sola cavidad hasta la producción en masa de múltiples cavidades con millones de niveles de productividad. Este enfoque de producción resuelve los problemas críticos de la producción en masa que se encuentran durante esta transición, como relleno desigual, variaciones en la tolerancia dimensional y la corta vida útil del molde, etc. Después de que un producto pasa la fase de prototipo, los ingenieros de I+D y los gerentes de adquisiciones generalmente enfrentan desafíos como deformaciones y rebabas cuando pasan de una sola cavidad a funcionamiento del molde multicavidad.
Este artículo examina cómo ocho fabricantes difieren técnicamente en su producción y también presenta métricas cuantitativas DFM (Diseño para la Manufacturabilidad), proporcionándole estos puntos principales:
Una evaluación justa, en paralelo, de los parámetros técnicos clave y las capacidades de fabricación de ocho fabricantes líderes mundiales de moldes multicavidad.
Los principios básicos de ingeniería en los que se basan el equilibrio del canal de moldeo, la replicación de la presión de la cavidad y la optimización del canal de enfriamiento.
Ejemplos prácticos de cómo el fabricante del molde duro especializado corrige los desequilibrios del molde de múltiples cavidades mediante DFM detallado y mecanizado de precisión.
Una descripción general rápida de las capacidades principales del fabricante mundial de moldes multicavidad
Fabricante
Servicio de herramientas básicas
Capacidad máxima de escalado de cavidades
Estándar de dureza del acero
JS Precision
empresa de herramientas de moldeo de precisión
Cavidad única a 16/32/64 cavidades
H13/S136 (HRC 48-52)
Protolabs
diseño de herramientas de moldes de inyección
Molde rápido de aluminio/acero de una sola cavidad a 4/8 de cavidad
Aleación de aluminio/P20 (HRC 30-32)
Xometría
fabricante de moldes multicavidades
Expansión de cavidades flexibles de la cadena de suministro global
Especificado por el cliente (P20 a H13)
Fictiv
servicio de moldes de inyección de plástico
Molde de múltiples cavidades impulsado por DFM digital
NAK80 / S136 (HRC 38-42)
RapidDirect
herramientas de una a múltiples cavidades
Moldeo modular de cavidades múltiples con base de molde de cambio rápido
P20/718H (HRC 32-34)
Star Rapid
servicio de herramientas para moldes de gran volumen
Herramienta dura multicavidad para alta temperatura y alta presión
H13/2344 (HRC 48-50)
concentradores
constructor de moldes de inyección personalizados
Personalización de múltiples cavidades de la cadena de suministro distribuida
Sujeto a estándares específicos de la cadena de proveedores
WayKen
empresa de herramientas de moldeo de precisión
Herramientas rápidas de precisión y modificación de múltiples cavidades
P20 / NAK80 (HRC 30-35)
Conclusiones clave
La multiplicación de cavidades necesita volver a calcular la fuerza de sujeción:
Al pasar de una sola cavidad a 16 o 32 cavidades, el área proyectada aumenta drásticamente. Eso significa que el tonelaje de la máquina de moldeo por inyección debe alinearse con este cambio para evitar defectos rebajados resultantes de la falta de fuerza de sujeción.
El equilibrio de canales es imprescindible para los moldes de múltiples cavidades:
Para lograr la misma presión de llenado para cada cavidad, se utiliza un sistema de canal tipo H de equilibrio perfecto, lo que implica un análisis de calor cortante de Moldflow y la aplicación del estándar de pozo frío "1,2 x D".
Para la producción a gran escala se deben utilizar moldes de acero endurecido:
Si el volumen de producción es superior a 100 000 ciclos, entonces los moldes de aluminio y el acero blando P20 no son recomendables; en su lugar, se recomiendan aceros endurecidos tratados térmicamente (como H13 o S136). Se debe utilizar una dureza de HRC 4852.
¿Por qué confiar en JS Precision para el diseño y la fabricación de herramientas de moldes de inyección?
JS Precision opera una fábrica física y cuenta con un equipo de ingeniería senior líder que puede ofrecer soporte técnico para el ciclo completo de producción de moldesdesde la etapa de prototipo hasta la producción en masa.
Según nuestra experiencia en varios proyectos de componentes médicos y de automoción, la estabilidad de los moldes es lo que impacta directamente en la disponibilidad de las líneas de producción, pequeños errores en el diseño por sí solos podrían provocar la pérdida de cientos de miles de tiradas de producción.
El sistema internacional de gestión de calidad ISO 9001:2015 tiene el requisito de que "las entregas de moldes de producción en masa deben ir acompañadas de certificados de material rastreable y documentos de verificación del tratamiento térmico".
Cada uno de nuestros moldes se suministra con un certificado de material del fabricante original, un informe de prueba de dureza de terceros y un informe de inspección de CMM de tamaño completo para cumplir plenamente con este estándar. El equipo central de ingeniería cuenta con 12 miembros con una experiencia promedio en la industria de 20 años que confía en nosotros para atender más del 90 % de los riesgos de la producción en masa durante la fase de diseño. El funcionamiento estable a largo plazo de los moldes de cavidades múltiples está bloqueado principalmente por un sólido sistema de control de calidad.
Puede cargar dibujos en 3D de sus piezas para recibir una evaluación DFM gratuita del diseño de herramientas de su molde de inyección, lo que le permitirá identificar los riesgos de diseño por adelantado y evitar pérdidas posteriores de producción en masa.
¿Cómo evitan los equipos de fabricantes de moldes de múltiples cavidades los desequilibrios de llenado y los defectos de halo en componentes de alto brillo?
El secreto del problema de desequilibrio de múltiples cavidades es asegurarse de que el frente de fusión llegue a la cavidad al mismo tiempo ajustando la sección transversal del canal. Si un fabricante de moldes multicavidad basa el molde solo en la simetría geométrica sin considerar el calor cortante, podría provocar defectos de halo y disparos cortos en los bordes de las piezas de alto brillo.
Efecto de adelgazamiento por corte y principio de equilibrio del canal
Después de inyectar polímeros de alta viscosidad en el canal a alta presión, la alta velocidad de corte en la superficie de la pared provoca un efecto de adelgazamiento por corte y estratificación térmica. Los fabricantes expertos de moldes de cavidades múltiples incluyen la compensación del calor cortante en las primeras etapas de diseño para evitar diferencias en el llenado de las cavidades. El diseño de pozo frío estándar de la industria es así: el diámetro del pozo frío es 1,2 x D del diámetro al final del canal principal, y la profundidad es 1,5 x D.
En otras palabras, la simple simetría geométrica no será suficiente, también debe haber un ajuste preciso de la resistencia del diámetro interior de los canales del corredor para tener exactamente el mismo flujo y presión en cada cavidad.
Comparación de capacidades de diseño de corredores entre los principales fabricantes
La lógica de diseño del canal de diferentes fabricantes determina directamente la consistencia del llenado y el límite de rendimiento de los moldes de múltiples cavidades.
Fabricante
Tipo de diseño de corredor
Coeficiente de variación de presión de la cavidad (Cv)
Rango de volumen de producción aplicable
JS Precision
Rueda tipo H totalmente equilibrada + compensación de calor cortante
≤2%
Producción en masa de más de 100.000 tomas
Fictiv
Corredor digital DFM de igual diámetro
3%-5%
Producción en lotes pequeños a medianos
Xometría
Múltiple estándar de cadena de suministro
6%-8%
Producción flexible de bajo volumen
Protolabs
Corredor de herramientas rápido simplificado
≥8%
Validación de prototipo
Controlar la precisión de ajuste del diámetro de la sección transversal del canal dentro de 0,02 mm es suficiente para mantener el coeficiente de variación de presión de la cavidad dentro del 2%. Este criterio técnico es una característica clave del servicio de moldes de inyección de plástico de alta gama. Las plataformas de contrato digitales presentan en su mayoría canales simplificados de igual diámetro, donde el coeficiente de variación de presión supera incluso el 8%, de esta manera la contracción del volumen de las piezas se vuelve desigual y se producen defectos de contracción.
Calcule las diferencias de velocidad de corte de cada corredor con la ayuda de la simulación de Moldflow.
Ajuste ligeramente los diámetros de las guías de borde para contrarrestar la disminución de la viscosidad debido al calentamiento cortante.
El pozo de balas frías está diseñado según la norma 1,2 x D para garantizar que la bala fría se capture en la parte delantera.
Utilice sensores de presión de cavidad para descubrir la consistencia real del relleno durante el moldeo de prueba.
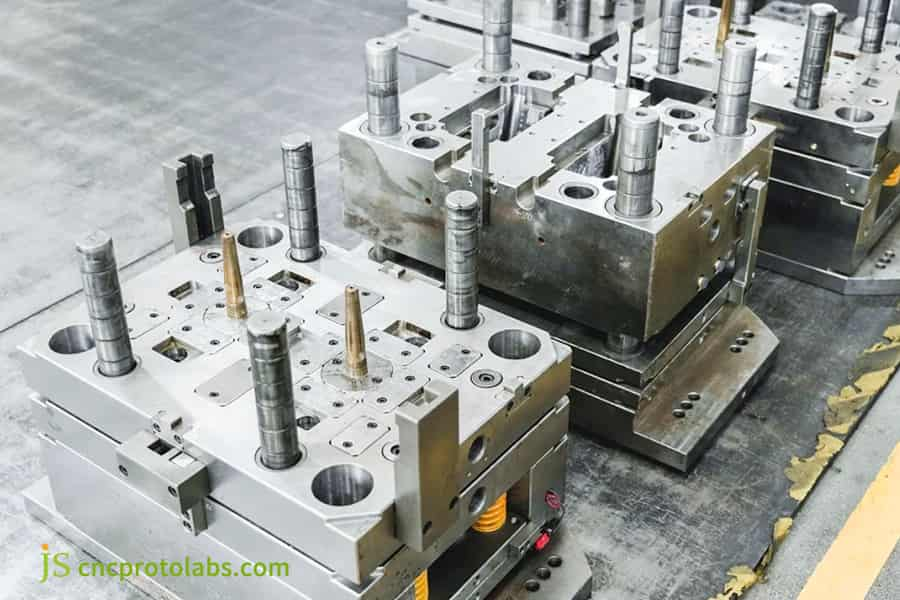
Figura 1: Primer plano de un molde de inyección de metal de múltiples cavidades que muestra detalles complejos de herramientas.
¿Cómo calcular el tonelaje en transiciones de herramientas de una a múltiples cavidades considerando las desviaciones del espesor de pared nominal?
Al actualizar a un molde de múltiples cavidades, la cantidad de fuerza de sujeción requerida debe determinarse sumando las áreas proyectadas de todas las cavidades y canales. Si utiliza por error la fuerza de sujeción de una sola cavidad para cambios de herramientas de una a múltiples cavidades, provocará que el molde se abulte, colapse localizado y se produzcan defectos.
Fórmula básica para el cálculo de la fuerza de sujeción
Para actualizaciones de herramientas de una o varias cavidades, el cálculo de la fuerza de sujeción debe seguir estrictamente la fórmula estándar de la industria que se proporciona a continuación:
F=(A_{cavidades}+A_{corredores})P_{interior}1.2
Aquí, P_{inside} es la presión promedio dentro de la cavidad y 1,2 es un factor de seguridad.
En mejores palabras, la fuerza de sujeción debe exceder la fuerza de expansión de la masa fundida con un margen de seguridad adicional para evitar problemas de inflamación y abultamiento.
Diferencias en el diseño de rigidez del mecanismo lateral
El servicio de herramientas de moldes de gran volumen requiere mecanismos laterales mucho más rígidos en el molde que los moldes prototipo de lotes pequeños. Por ejemplo, los sistemas DFM automatizados como Protolabs sugieren que las variaciones del espesor de la pared de la pieza deben limitarse a entre el 20% y el 30% del espesor nominal de la pared para evitar desviaciones dimensionales debidas a un enfriamiento desigual. Pero los centros que dependen de una cadena de suministro distribuida encuentran cambios en los estándares de rigidez de los mecanismos laterales en sus fábricas asociadas, lo que resulta en un control unificado menos preciso en comparación con las fábricas físicas operadas directamente.
El constructor de moldes de inyección personalizados, al ser uno de los más confiables, mide con precisión la fuerza de sujeción a través de estos métodos estándar:
Determine el área total proyectada de todas las cavidades.
Multiplicar por la presión interna media de la cavidad correspondiente al material.
Multiplique por un factor de seguridad de 1,2 para obtener la fuerza de sujeción final requerida.
Para operaciones de alta presión con múltiples cavidades (por encima de 120 MPa), JS Precision ha instalado una base de cuña de 25° para un pretensado de rigidez mecánica del mecanismo deslizante lateral recortado para garantizar que la fuerza de bloqueo del deslizamiento no sea inferior al 115 % de la fuerza de expansión lateral, que es una forma física de eliminar el espacio libre de expansión.
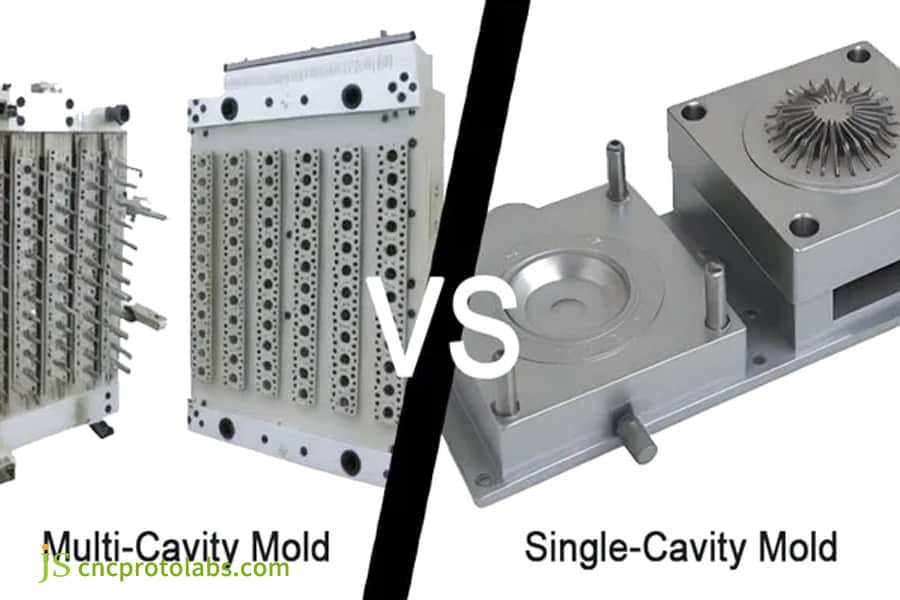
Figura 2: Comparación visual de moldes de una sola cavidad y de múltiples cavidades con un diseño de pantalla dividida.
¿Qué reglas de selección de materiales ayudan a un servicio de herramientas de moldes de gran volumen a garantizar una vida útil de millones de disparos?
Los núcleos de moldes de cavidades múltiples de gran volumen deben fabricarse con acero de aleación de alta calidad que haya pasado por un proceso de refundición por electroescoria. Si uno recurre al uso de acero barato para servicio de herramientas de moldes de gran volumen, la puerta seguramente se deteriorará muy pronto debido a la erosión por la fibra de vidrio.
Comparación del rendimiento de los aceros para moldes convencionales
Los servicios de herramientas para moldes de gran volumen imponen restricciones muy estrictas sobre la durabilidad y dureza del acero. Los diferentes aceros muestran variaciones bastante grandes en su resistencia al desgaste, por lo que la elección debe alinearse con el volumen de producción y las características del material.
Calidad de acero
Dureza después del tratamiento térmico
Vida útil nominal
Escenario de aplicación
S136 (ESR)
HRC 48-52
Más de 1.000.000 de disparos
Alto brillo, resistencia a la corrosión, producción de alto volumen.
H13
HRC 48-50
800.000–1.000.000 disparos
Plásticos de ingeniería general, materiales reforzados con fibra de vidrio.
NAK80
HRC 38-42
300.000–500.000 disparos
Lote medio, apariencia de piezas.
P20
HRC 30-34
100.000–200.000 disparos
Producción de bajo volumen, validación de prototipos.
El impacto principal del proceso de tratamiento térmico
Los límites inferiores de dureza para un ciclo de vida alto no están determinados experimentalmente.
Está claramente detallado en los criterios para el acero para troqueles para trabajos en caliente enumerados en las normas ASTM A681 para acero para herramientas que "El acero para troqueles para trabajo en caliente clase H13 debe tener al menos HRC 46 después del enfriamiento para aplicaciones de fatiga de ciclo alto".
Para los componentes que contienen un 30% de fibra de vidrio, una empresa calificada de herramientas para moldes de precisión requiere un enfriamiento al vacío seguido de tres revenidos para el post. La dureza metalográfica se estabiliza entre HRC 48-52 y los carburos de red se disuelven.
Para H13/2344, star rapid emplea el tratamiento térmico para que esté entre 48 y 50 hrc de endurecimiento, lo que permite proporcionar resistencia al desgaste para una producción media a alta. Algunos fabricantes de prototipos utilizan acero preendurecido, sin tratamiento térmico, con una dureza de sólo HRC 30-35, muy frágil a la rotura mecánica.
Existen varios principios que pueden generalizar la elección del acero para los fabricantes profesionales de moldes multicavidades, tales como:
Para volúmenes de producción superiores a 100.000 moldes, se prefiere H13 y acero de calidad superior.
Las piezas transparentes de alto brillo deben utilizar acero de grado S136 ESR.
Los materiales de refuerzo de fibra de vidrio requieren grados de dureza del acero correspondientemente más altos.
Las situaciones de producción de gran volumen exigen enfriamiento al vacío + varios ciclos de revenido.
Figura 3: Una serie de coloridos componentes de plástico moldeados por inyección que demuestran la versatilidad del material.
¿Cómo resuelven los canales de enfriamiento conformado las desviaciones del gradiente de temperatura en proyectos de servicio de moldes de inyección de plástico?
Básicamente, la única forma de optimizar el tiempo del ciclo del molde de múltiples cavidades es tener todas las cavidades a una temperatura superficial uniforme y estable. En el servicio de moldes de inyección de plástico, la simple perforación de túneles de enfriamiento no puede solucionar el problema de la lenta eliminación de calor en la parte central. Debido a esto, los canales de enfriamiento conformados son la única forma de mantener bajo control los cambios de temperatura.
Diferencias de rendimiento entre el enfriamiento tradicional y el enfriamiento conformado
Alrededor del 70-80% del tiempo del ciclo de moldeo por inyección lo toma la etapa de enfriamiento en el servicio de moldeo por inyección de plástico. Las plataformas de la cadena de suministro que funcionan de manera distribuida, como los Hubs, suelen emplear la solución de enfriamiento lineal de estilo antiguo mediante perforación CNC, que necesita canales de enfriamiento conformes personalizados que vienen con tiempos de entrega más largos. Sin embargo, los canales de enfriamiento conformes de la impresión 3D (SLM) pueden seguir fielmente la forma del producto, lo que permite una eliminación uniforme del calor.
Consideraciones principales para diseñar un canal de enfriamiento conforme
La guía de diseño de herramientas de moldes profesional no solo especifica qué tan cerca se pueden colocar los canales de enfriamiento conforme, sino también sus otros parámetros. Para encontrar una solución que pueda hacerse cargo de la diferente eliminación de calor entre moldes móviles y fijos, los canales de enfriamiento del lado del núcleo deben colocarse a una distancia de la superficie del plástico que sea un 15 por ciento menor que la del lado de la cavidad.
Para ilustrar, con el espaciado fijo entre moldes hembra de 4,0 mm y el espaciado entre moldes macho optimizado a 3,4 mm, al ajustar el caudal de modo que el número de Reynolds (Re) del fluido refrigerante sea mayor que 4000, se puede lograr una fuerte turbulencia. De esta manera, la diferencia de temperatura entre los moldes móviles y fijos se puede mantener dentro de los 2 ℃ y el tiempo del ciclo de enfriamiento se puede reducir en más del 40 %.
Además, al transformar de herramientas de una a múltiples cavidades, el diseño del canal de enfriamiento conforme debe ceñirse a estos puntos principales:
La distancia entre los canales de enfriamiento y la superficie del producto debe ser constante.
La separación de los canales de refrigeración del lado del núcleo debe ser un 15 % menor que la de los del lado de la cavidad.
El número de Reynolds (Re) del flujo de agua de refrigeración debe controlarse >4000 para garantizar un flujo turbulento.
Para garantizar caudales iguales, los canales de refrigeración de cada cavidad deben diseñarse en paralelo.
La tecnología de enfriamiento conformado puede acortar significativamente los ciclos de producción en masa y reducir las tasas de deformación. Puede contactar a nuestros ingenieros técnicos para obtener un informe técnico sobre el diseño de enfriamiento conforme al estándar de la guía de diseño de herramientas de moldes y conocer métodos de diseño más rentables.
¿Cómo mantiene una empresa de herramientas de moldes de precisión la alineación de las cavidades a nivel de micras en moldes personalizados avanzados?
Para que los moldes multicavidades producidos en masa sean intercambiables, la tolerancia absoluta de cada cavidad debe controlarse a 0,005 mm como máximo. Una empresa de herramientas para moldes de precisión que alberga una matriz de máquina herramienta de precisión puede asegurarse de que las dimensiones físicas de cada cavidad sean exactamente las mismas.
Requisitos de equipos de mecanizado de precisión
Una empresa de herramientas de moldes de precisión calificada debe tener el mejor equipo de mecanizado. El mecanizado de moldes duros de múltiples cavidades de la más alta calidad necesita una máquina CNC de alta velocidad capaz de alcanzar velocidades de hasta 24.000 rpm y una precisión de posicionamiento axial de +/- 0,002 mm, incluyendo también operaciones de electroerosión por hilo lento y electroerosión por espejo.
RapidDirect es una empresa centrada principalmente en soluciones modulares de bases de moldes de cambio rápido, logrando mantener la precisión del mecanizado de cavidades en el nivel de 0,01 mm.
WayKen está especializado en la fabricación rápida de moldes y modificación de múltiples cavidades con un control de tolerancia dimensional y posicional indulgente en comparación con los fabricantes de moldes duros de proceso completo.
Taller con temperatura controlada y proceso de sujeción en un solo paso
Constructor de moldes de inyección personalizados a nivel profesional controla al detalle el entorno de producción. Al mecanizar núcleos de moldes de múltiples cavidades, todo el proceso se realiza en un taller con temperatura controlada de ±0,5°C con una sola sujeción, logrando así una rugosidad superficial de Ra 0,1μm. La sujeción única evita la pérdida de tolerancias dimensionales y posicionales debido a múltiples transferencias de proceso, por lo que, desde el principio, elimina los fallos de intercambiabilidadprovocados por diferencias dimensionales de las cavidades.
Adopte equipos de mecanizado de alta precisión, donde la precisión del posicionamiento axial sea de 0,002 mm.
Fabricación en un taller con temperatura controlada donde la fluctuación de la temperatura ambiente se mantiene dentro de ±0,5 °C.
Realice todas las operaciones de acabado bajo una única sujeción del núcleo del molde.
Después del mecanizado, verifique las tolerancias con inspección de dimensiones completas utilizando una CMM.
¿Por qué elegir válvulas de aguja de canal caliente en lugar de compuertas abiertas en escalamientos de producción personalizados para fabricantes de moldes de inyección?
Cuando el número de cavidades del molde se expande a 16 o más, el peso de los residuos del canal frío excederá el del producto moldeado en sí. Un constructor profesional de moldes de inyección personalizados recomendaría utilizar un sistema de canal caliente con válvula de aguja para lograr cero desperdicio de boquilla y controlar la caída de presión.
Costo y eficiencia de los sistemas de canal frío y caliente
Un experto constructor de moldes de inyección personalizados le asesorará sobre las mejores soluciones de canal según su volumen de producción y número de cavidades. Es bien sabido que las diferentes soluciones tienen un gran impacto en el uso del material, los requisitos de presión y la apariencia, etc. Por este motivo, cualquier elección debe realizarse en función de las necesidades reales.
Dimensión de comparación
Solución de canal frío
Abrir canal caliente
Canal caliente de válvula de aguja
Tasa de utilización de material
65%-70%
85%-90%
Más del 98%
Requisito de presión de inyección
Valor de referencia
Reducción del 15%
reducción del 30%
Residuo de puerta
Bebedero visible
Residuos ligeros
Sin residuos, superficie al ras
Recuento de cavidades aplicables
Menos de 8 cavidades
8–16 cavidades
Más de 16 cavidades, producción de alto volumen
Ventajas tecnológicas principales del canal caliente con válvula de aguja
El servicio de herramientas para moldes de gran volumen tiene requisitos extremadamente altos en cuanto a utilización de materiales y eficiencia de producción. Los plásticos de ingeniería de alta viscosidad son propensos a sufrir pérdidas de presión debido a una longitud excesiva del flujo en canales de distribución de larga distancia. Los canales calientes con válvula de aguja pueden tener diferentes controles de zona de temperatura de forma independiente con una precisión de 1 ℃. La aguja de la válvula está controlada por un pistón neumático o hidráulico para cerrar perfectamente la compuerta al final del ciclo mientras la compuerta permanece a ras de la superficie del producto.
Consejos para la solución de problemas: Si una cavidad de un sistema de canal caliente de múltiples cavidades tiene un problema de escasez de material, primero verifique si la sonda de control de temperatura de la boquilla de canal caliente correspondiente está fuera de lugar en lugar de aumentar abruptamente la presión de inyección general. Eso ayudará a no provocar destellos en otras cavidades.
La guía de diseño de herramientas de moldes convencionales enumera muy claramente los puntos básicos para la selección del canal caliente:
Para proyectos de gran volumen con más de 16 cavidades, los canales calientes con válvula de aguja deben ser la primera opción.
Los plásticos de ingeniería de alta viscosidad necesitan zonas de control de temperatura independientes entre sí.
Para las piezas que son visibles, se deben utilizar estructuras de compuerta que sean válvulas de aguja para garantizar por completo que no queden residuos en la compuerta.
Los materiales reforzados con fibra de vidrio requieren boquillas calientes recubiertas con un material resistente al desgaste.
Los canales calientes con válvula de aguja pueden reducir significativamente los costos de material para proyectos de gran volumen. Puede enviar su volumen de producción e información de materiales para obtener una cotización personalizada de una solución de canal caliente y calcular con precisión el ahorro de material durante la producción en masa.
Figura 4: Operador ajustando un sistema de válvula de aguja de canal caliente en un molde de inyección personalizado.
¿Qué limitaciones del ángulo de desmoldeo impiden el rayado de la superficie según una guía completa de diseño de herramientas de moldes?
Los moldes de cavidades múltiples contienen una gran cantidad de pasadores expulsores. Si los ángulos de inclinación y textura son diferentes, el uso de los pasadores eyectores provocará rayaduras en la superficie del producto. De acuerdo con la guía de diseño de herramientas de moldes profesional, se considera una buena práctica relacionar cuantitativamente el ángulo de desmoldeo y la profundidad de la textura de un producto moldeado.
Pautas cuantificadas para ángulos de inclinación de superficies texturizadas
Basado en las principales pautas de diseño de herramientas de moldes, existe un mapeo muy preciso entre las diferentes superficies texturizadas y los ángulos de desmoldeo. Para superficies muy lisas y pulidas, sería adecuado un ángulo de inclinación mínimo de 0,5 a 1. Las superficies texturizadas clasificadas por la norma VDI 3400 requieren un ángulo de inclinación adicional entre 1 y 1,5 por cada incremento de 0,025 mm en la profundidad de la textura.
La regulación de la sincronización de eyección en Multi-Cavity
El servicio de moldeo por inyección de plástico de excelente calidad no solo vigila la sincronización de la expulsión sino que también la mide de manera muy estricta. Las fábricas físicas de muy alto nivel recurren a placas eyectoras guía de precisión con casquillos guía de grafito y también instalan mecanismos de retorno forzado en bases de moldes de múltiples cavidades de gran tamaño para garantizar que la expulsión de cientos de pasadores eyectores en 16/32 cavidades sea absolutamente sincrónica en incrementos de 0,01 mm. De esta manera se evita la deformación hueca de la pieza de plástico provocada por la expulsión no sincronizada.
Las condiciones a continuación son las fundamentales necesarias para el diseño del desmolde cuando se realiza el cambio de herramental simple a multicavidad:
Los ángulos de salida para superficies lisas deben ser de al menos 0,5°, mientras que los ángulos para superficies texturizadas deben apilarse de acuerdo con su profundidad.
Para que la tensión en el producto sea uniforme, los pasadores expulsores deben estar bien espaciados.
Un molde de múltiples cavidades debe contar con un mecanismo de retorno forzado que permita la expulsión sincrónica.
Los puntos donde hay un cambio de dirección deben redondearse para evitar la concentración de tensiones.
¿Cómo resolvió JS Precision los desequilibrios de llenado de un conector de robótica civil utilizando un molde especializado de múltiples cavidades?
Desafíos del cliente
El equipo del proyecto de una empresa de investigación y desarrollo de robots civiles nos pidió ayuda con una parte central de su producto: un conector de precisión de nailon reforzado con un 30 % de fibra de vidrio (PA66+30 % GF) con una relación de diseño entre longitud de flujo y espesor de pared de aproximadamente 145:1, que es el límite de ingeniería para este material. El molde de canal caliente de 8 cavidades, suministrado anteriormente por un típico fabricante de moldes de múltiples cavidades, resultó gravemente defectuoso durante el moldeo de prueba: las cavidades centrales (1-4) estaban completamente llenas, mientras que las cavidades periféricas (5-8) a menudo experimentaban disparos cortos.
Aparte de eso, la orientación desigual de la fibra de vidrio provocó que las dimensiones y las tolerancias de posición superaran los 0,15 mm, lo que obligó a un cierre completo de la línea de producción en masa.
Solución de precisión JS
Gracias a ser un fabricante de moldes de inyección personalizados centrado en el moldeo por inyección de alta precisión, el personal de ingeniería de JS Precision rediseñó el diseño y efectuó una optimización sistemática a través de cuatro pasos:
Análisis de reconstrucción de dinámica de fluidos: el diseño original se cargó en Moldflow para la simulación de llenado 3D de fluidos no newtonianos. Se descubrió que el canal inicial omitía la compensación de la velocidad de corte, por lo que había una pérdida de presión de hasta 18 MPa en las cavidades del borde.
Reconstrucción del control de temperatura del canal caliente: La remodelación del colector y la asignación de control de temperatura independiente de un solo punto a las boquillas de la cavidad periférica fueron los dos cambios que se realizaron. Aumentar la temperatura de la boquilla periférica en 5 ℃ permitió fundir la fibra de vidrio en recorridos largos para reducir la viscosidad de la masa fundida.
Corrección de ventilación del núcleo: Al final del mecanizado CNC de alta velocidad, se hizo una ranura de ventilación de vacío de 0,015 mm de profundidad y 5 mm de ancho en el área de llenado del extremo para eliminar la resistencia del aire.
Optimización de la conmutación de mantenimiento de presión: el punto de conmutación V-P se bloqueó en el momento del llenado del 98,2 % mediante un sensor de presión de cavidad, junto con un proceso de mantenimiento de presión escalonado de 85 MPa.
Aprender a través del fracaso
Cuando se optó por realizar una prueba completa con las dos primeras rondas de muestras, el equipo tenía como objetivo aumentar la presión de inyección total para llenar las cavidades del borde, lo que resultó en un intenso blanqueamiento por eyección y destello en la cavidad central. Hacer esto demostró que el problema de llenado de un material de fibra de vidrio con múltiples cavidades no se puede resolver simplemente ajustando los parámetros del proceso. Es obligatorio optimizar la estructura del canal y la compensación del control de temperatura.
El final de la línea
Debido a los cambios finales, el molde de 8 cavidades funcionó continuamente a alta velocidad durante 72 horas. El coeficiente de variación del peso de relleno por cavidad disminuyó del 8,4 % al 0,85 % y las tolerancias dimensionales y posicionales del producto se mantuvieron dentro de 0,025 mm, lo que manifiesta plenamente la capacidad técnica de una empresa profesional de herramientas de moldes de precisión. Además, el tiempo del ciclo se ha reducido de 38 a 24 segundos y la tasa de desperdicio ha disminuido del 18,5 % a cero.
"Con la ayuda de datos de simulación detallados y una optimización precisa del control de temperatura, el equipo de JS Precision logró rescatar nuestro proyecto de producción en masa que estaba a punto de desecharse en 7 días", afirmó el director de adquisiciones e I+D de la cadena de suministro del cliente. "En serio, son el tipo de gurús de la fabricación que también participan en las operaciones de primera línea".'
Los problemas complejos de llenado de múltiples cavidades requieren soluciones de optimización estructural específicas. Puede cargar los planos de sus moldes problemáticos y las descripciones de los defectos para recibir diagnósticos de ingeniería personalizados y soluciones de mejora personalizadas de ingenieros experimentados.
¿Por qué elegir JS Precision como su socio estratégico de herramientas multicavidad a largo plazo para la producción a gran escala?
Lo más importante es que la selección de herramientas para moldes de precisión no se trata de quién responde primero, sino de quién puede mantener un estricto control de calidad sobre la producción de millones de unidades a alta velocidad durante mucho tiempo sin paradas. JS Precision ofrece soporte de ingeniería integral, desde la creación de prototipos de una sola cavidad hasta la producción en masa de múltiples cavidades de cientos de miles de unidades.
Operamos una instalación física bien equipada en Humen Town, ciudad de Dongguan, China, que cuenta con la certificación ISO 9001:2015. Como fabricante establecido de moldes multicavidad, contamos con equipos profesionales como máquinas CNC de alta velocidad Makino y máquinas de electroerosión por espejo Sodick. Además, nuestro equipo central de ingeniería está formado por 12 diseñadores senior de moldes de inyección, cada uno de los cuales tiene un promedio de más de 15 años de experiencia en la industria.
Cada informe de JS Precision es una referencia a los parámetros reales. Cada molde de cavidades múltiples que está listo para la entrega es un producto terminado que ha pasado todos los procesos de inspección de calidad que requiere el servicio de herramientas de moldes de gran volumen. Estos incluyen un informe completo de análisis de Moldflow, un informe de trazabilidad del fabricante original del tratamiento térmico HRC 48-52 y un informe de inspección completa dimensional de CMM de moldeo de carga completa de prueba de 24 horas que en conjunto garantizan un rendimiento de primera pasada de más del 99,5 % y le ayudan a mantener los costos de adquisición unitarios bajo control.
Encontrar al experto adecuado es la mitad de la batalla ganada en la producción en masa. ¡Deja de hacer comparaciones sin sentido ahora! Haga clic en el enlace "Obtenga una cotización personalizada de moldes de cavidades múltiples ahora" a continuación, envíe su modelo CAD 3D y sus requisitos de producción, ¡y emprenda un nuevo viaje de producción en masa eficiente con JS Precision!
Preguntas frecuentes
P1: Al convertir un molde prototipo de una sola cavidad en un molde de producción en masa de múltiples cavidades, ¿qué tres factores técnicos principales representan el mayor porcentaje de fracasos del proyecto?
¿A qué se debe la omisión del calor de corte no uniforme dentro del canal y el aumento no lineal de la fuerza de sujeción? La mayoría de los fabricantes de moldes no utilizan compensación de viscosidad a nivel de micras lo que resulta en problemas de rebaba, disparo corto y abultamiento del molde. El análisis del balance de fluidos debe prepararse en el primer paso del diseño del molde siguiendo estándares profesionales.
P2: ¿Cómo utiliza JS Precision la tecnología para garantizar que la dimensión general de cada cavidad (un molde multicavidades de gran volumen de 16 o 32 cavidades) sea idéntica en el proceso de moldeo por inyección de alta velocidad?
JS Precision desarrolló tres haces de control principales: Maquinaria con una precisión de posicionamiento de 0,002 mm. Sistema de canal caliente configurado para equilibrar con un coeficiente de variación de presión bloqueado por debajo del 2%. Inspección dimensional completa antes de la entrega en todas las cavidades por parte de CMM.
P3: ¿Cuál es la tasa de reducción del costo unitario de producción para un proyecto con un gran volumen si se utiliza un molde de múltiples cavidades en lugar de uno de una sola cavidad?
Aunque hay un costo de inversión más alto para los moldes de múltiples cavidades que para los moldes de una sola cavidad, el grado de ahorro en los costos unitarios es tremendo. El molde de 16 (o menos) cavidades puede reducir el costo variable de la unidad en más del 80 % según estos cálculos. El sistema de calefacción junto con el sistema de canal caliente reducirá el tiempo de entrega y disminuirá la tasa de desechos por debajo del 2 %. El costo de inversión se recuperará con el número mínimo de producción de 50.000 unidades.
P4: ¿Cómo se utiliza normalmente el enfriamiento al vacío en el tratamiento térmico de acero con núcleo de molde de múltiples cavidades? ¿Y por qué es tan importante el índice de dureza?
Para moldes de cavidades múltiples Clase 101, vida útil superior a 1 000 000 de ciclos, JS Precision también use el estándar de enfriamiento al vacío HRC 48-52 y elija material S136 o acero H13. El producto se evaporará y fallará la tolerancia cuando la dureza no sea suficiente.
P5: Antes de la entrega formal de un molde de múltiples cavidades, ¿qué documento técnico y registros de inspección de calidad suelen ser necesarios?
Los proveedores profesionales deben ofrecer dibujos 3D del molde de tamaño completo, certificados de acero e informes de tratamiento térmico, datos de análisis de llenado de Moldflow, gráficos de proceso de moldeo de prueba T1 e informe completo de inspección de cavidades de las pruebas CMM para moldes de múltiples cavidades.
P6: En general, ¿qué causa que el sistema de canal caliente sea más costoso cuando se diseña un molde de múltiples cavidades para reemplazar un molde de una sola cavidad? ¿Qué factores afectan el precio del canal caliente?
Los factores que afectan el precio del canal caliente varían desde el control de la válvula de aguja, que es más costoso que el control de la boquilla abierta; cuantas más cavidades, más caro. Las marcas europeas y americanas son 2~3 veces más caras que las chinas y americanas. Material especial Es necesario recubrir el material resistente al desgaste, el costo es de aproximadamente el 25 %. Puede cargar los dibujos para obtener una cotización.
P7: ¿Cómo sé que mi producto es adecuado para ser acuñado en un proyecto de molde de inyección de múltiples cavidades (32 cavidades o 64 cavidades)?
Debe haber tres condiciones esenciales para producir moldes de múltiples cavidades: una producción total anual estable de más de 1.000.000 de unidades, una forma compacta de un producto, de modo que pueda funcionar con cualidades unificadoras de las máquinas de moldeo por inyección convencionales, y un diseño de producto completo, de lo contrario, enormes riesgos de costes posteriores tanto en cambios de molde como en paradas.
P8: ¿Qué detalle se debe considerar durante el mantenimiento diario continuo de la producción en masa de moldes de múltiples cavidades para que no se produzcan daños por fatiga por tensión interna local?
Tres preocupaciones de mantenimiento importantes para un molde de múltiples cavidades en producción en masa: Cada 50.000 ciclos, limpie el canal de ventilación de los depósitos de ventilación. Use grasa resistente a 200C, lubrique la corredera y la guía, enfriándolas por debajo de 40 ℃, sin residuos; las tensiones deben colocarse en la boca del material, para que no entre en las grietas térmicas.
Resumen
La transición perfecta de la confirmación de un prototipo de una sola cavidad a la fabricación de gran volumen y alto rendimiento de múltiples cavidades no es una cuestión de simplemente copiar los mismos diseños de dimensiones del dibujo, es una carrera armamentista entre las revoluciones de la ingeniería del equilibrio de la geometría del campo de flujo de alto cizallamiento, la copia de tolerancias geométricas de precisión del orden de micras, el control de enfriamiento termodinámicamente conformado y el cálculo de la resistencia a la fatiga mecánica altamente rígido.
La comparación técnica de los ocho mayores proveedores mundiales de moldes de inyección muestra que, sólo profundizando de cerca en los aspectos técnicos centrales, como parámetros del canal completamente equilibrados, tratamiento térmico al vacío de alta dureza, precisión de posicionamiento de clase micrométrica de la máquina sólida, se pueden eliminar por completo los problemas de la diferencia de tamaño de múltiples cavidades durante la producción continua de alta velocidad, de modo que el costo de adquisición general de un solo producto y el riesgo de calidad se coloquen en el rango de valor óptimo. Detenga la negociación de múltiples chispas y la construcción de múltiples pasos actual para disparos de múltiples cavidades totalmente inexactos, ahora pase directamente a la cooperación estratégica con nuestra solución centralizada del centro de fabricación de precisión PID.
JS Precision cuenta con 20 expertos en ingeniería senior a su servicio para el análisis DFM paso a paso de moldes de múltiples cavidades de 2026. ¿Le gustaría ampliar el prototipo existente de una sola cavidad a una línea de producción altamente productiva y totalmente automatizada con 16, 32 o 64 cavidades? ¿O tiene problemas de crisis como equilibrio desigual de los canales, distorsión del producto final, etc. con las cavidades múltiples de otros proveedores? envíenos su dibujo CAD en 3D y díganos qué entrega espera. Le enviaremos una solución todo en uno para una cotización de moldes de múltiples cavidades dentro de las 24 horas, incluida la inversión en la practicidad del canal, el cálculo de la fuerza de cierre y la estimación total del costo de producción, etc.
Descargo de responsabilidad
El contenido de esta página tiene fines informativos únicamente. Para JS Precision Services, no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y solicitar una cotización formal de piezas. Por favor contáctenos para más información.
Equipo de precisión JS
soluciones de fabricación personalizadas. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección y estampado de metales. Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elija JS Precision para disfrutar de una eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.