8 ведущих производителей оснастки для литьевых форм, масштабирующих производство от одной до нескольких полостей
Написал
JS Точность
Опубликовано
Jun 29 2026
Инструменты для литья под давлением
Следуйте за нами
Изготовитель нестандартных литьевых форм — это основной технологический носитель, который продвигает продукцию от проверки прототипа с одной полостью до массового производства с несколькими полостями с миллионами уровней производительности. Этот производственный подход решает важнейшие проблемы массового производства, с которыми сталкиваются во время этого перехода, такие как неравномерное заполнение, отклонения в допусках размеров, короткий срок службы формы и т. д. После того, как продукт проходит стадию прототипа, инженеры по исследованиям и разработкам и менеджеры по закупкам обычно сталкиваются с такими проблемами, как коробление и обломки при переходе от одногнездной формы к многополостная пресс-форма.
В этой статье рассматривается, как восемь производителей технически различаются в своей продукции, а также представлены количественные показатели DFM (Проектирование для технологичности), которые дают вам следующие основные моменты:
<ол>
Справедливая, параллельная оценка ключевых технических параметров и производственных возможностей восьми ведущих мировых производителей многоместных пресс-форм.
Основные принципы проектирования, на которых основаны балансировка желобов пресс-формы, воспроизведение давления в полости и оптимизация каналов охлаждения.
Практические примеры того, как производитель специализированных твердых форм корректирует дисбаланс многоместной формы с помощью детальной DFM и точной механической обработки.
Краткий обзор основных возможностей мирового производителя многоместных пресс-форм
<голова>
<тр>
Производитель
Основная служба инструментов
Максимальная способность масштабирования полости
Стандарт твердости стали
<тело>
<тр>
JS Precision
компания, производящая прецизионные пресс-формы
От одной полости до 16/32/64 полостей
H13/S136 (HRC 48-52)
<тр>
Протолабы
Проектирование оснастки для литья под давлением
Быстрая форма из алюминия/стали от одной полости до 4/8 полости
Алюминиевый сплав / P20 (HRC 30-32)
<тр>
Ксометрия
Производитель многоместных пресс-форм
Гибкое расширение полости глобальной цепочки поставок
Указывается клиентом (от P20 до H13)
<тр>
Fictiv
услуги по изготовлению литьевых форм для пластика
Многогнездная пресс-форма с цифровым управлением
NAK80 / S136 (HRC 38-42)
<тр>
RapidDirect
Инструменты с одной или несколькими полостями
Модульная быстросменная пресс-форма с несколькими полостями
P20 / 718H (HRC 32-34)
<тр>
Звездный Рапид
услуги по изготовлению инструментов для пресс-форм в больших объемах
Твердый инструмент для высоких температур и высокого давления с несколькими полостями
H13/2344 (HRC 48-50)
<тр>
Хабы
конструктор индивидуальных литьевых форм
Настройка распределенной цепочки поставок с несколькими полостями
В соответствии с указанными стандартами цепочки поставщиков
<тр>
WayKen
компания, производящая прецизионные пресс-формы
Прецизионная быстрая обработка и модификация с несколькими полостями
P20 / NAK80 (HRC 30-35)
Основные выводы
<ул>
Увеличение числа гнезд требует перерасчета силы зажима:
При переходе от одной полости к 16 или 32 полостям проецируемая площадь резко увеличивается. Это означает, что тоннаж термопластавтомата должен соответствовать этому изменению, чтобы избежать дефектов, возникающих из-за недостаточной силы зажима.
<ул>
Балансировка литников обязательна для многоместных форм:
Для достижения одинакового давления наполнения для каждой полости используется идеально сбалансированная линейная система H-типа. Это включает в себя анализ сдвиговой температуры Moldflow и применение стандарта скважины с холодными пулями «1,2 x D».
<ул>
Для крупносерийного производства следует использовать формы из закаленной стали:
Если объем производства более 100 000 циклов, то алюминиевые формы и мягкую сталь P20 не рекомендуются, вместо этого следует использовать термообработанные закаленные стали (например, H13 или S136), имеющие твердость HRC 4852.
Почему стоит доверять JS Precision при проектировании и производстве оснастки для литьевых форм?
JS Precision управляет физическим заводом и имеет ведущую команду старших инженеров, которая может предложить техническую поддержку на протяжении полного цикла производства пресс-формот стадии прототипа до массового производства.
По нашему опыту в нескольких проектах по производству автомобильных и медицинских компонентов, стабильность пресс-форм напрямую влияет на доступность производственных линий: даже малейшие ошибки в конструкции могут привести к потере сотен тысяч производственных циклов.
<блок-цитата>
Международная система управления качеством ISO 9001:2015 требует, чтобы «поставки пресс-форм для массового производства сопровождались отслеживаемыми сертификатами материалов и документами, подтверждающими термообработку».
Каждая из наших форм поставляется с оригинальным сертификатом производителя на материал, отчетом стороннего испытания на твердость и полноразмерным отчетом о проверке КИМ для полного соответствия этому стандарту. Основная команда инженеров состоит из 12 человек со средним опытом работы в отрасли 20 лет, что позволяет нам уловить более 90 % рисков массового производства на этапе проектирования. Долгосрочная стабильная работа многоместных форм в основном обеспечивается надежной системой контроля качества.
Вы можете загрузить 3D-чертежи своих деталей, чтобы получить бесплатную оценку конструкции оснастки для литьевой формы с помощью DFM. Это позволит заранее выявить проектные риски и избежать последующих потерь при массовом производстве.
Как команды производителей многоместных пресс-форм избегают заполнения дисбалансов и дефектов ореолов в высокоглянцевых компонентах?
Секрет проблемы дисбаланса с несколькими полостями заключается в том, чтобы фронт расплава достиг полости одновременно, регулируя поперечное сечение бегунка. Если производитель многополой пресс-формы основывает форму только на геометрической симметрии без учета тепла сдвига, это может привести к появлению дефектов ореола и коротких просветов на краях глянцевых деталей.
Эффект сдвига и принцип баланса бегунков
После того, как полимеры высокой вязкости впрыскиваются в канал под высоким давлением, высокая скорость сдвига на поверхности стенки вызывает эффект утончения при сдвиге, а также термическое расслоение. Опытные производители многоместных пресс-форм включают компенсацию тепла сдвига на самых ранних стадиях проектирования, чтобы предотвратить различия в заполнении полостей. Стандартная конструкция холодной пробковой скважины выглядит следующим образом: диаметр холодной пробковой скважины составляет 1,2 x D от диаметра на конце главного желоба, а глубина - 1,5 x D.
Другими словами, простой геометрической симметрии будет недостаточно, необходима также точная настройка сопротивления внутреннего диаметра рабочих каналов, чтобы в каждой полости были одинаковые поток и давление.
Сравнение возможностей конструкции литников основных производителей
Логика конструкции направляющих различных производителей напрямую определяет консистенцию наполнения и предел текучести многоместных форм.
<голова>
<тр>
Производитель
Тип конструкции бегуна
Коэффициент вариации давления в полости (Cv)
Диапазон применимого объема производства
<тело>
<тр>
JS Precision
Полностью сбалансированная направляющая H-типа + компенсация нагрева при сдвиге
≤2%
Массовое производство более 100 тысяч снимков
<тр>
Fictiv
Цифровая направляющая одинакового диаметра DFM
3%-5%
Мало- и среднесерийное производство
<тр>
Ксометрия
Стандартный коллектор цепочки поставок
6%-8%
Гибкое мелкосерийное производство
<тр>
Протолабы
Упрощенный инструмент для быстрого запуска инструментов
≥8%
Проверка прототипа
Контроля диаметра сечения рабочего колеса точность регулировки в пределах 0,02 мм достаточно для поддержания коэффициента изменения давления в полости в пределах 2%. Этот технический критерий является ключевой особенностью высококачественного обслуживания пресс-форм для литья пластмасс под давлением. Цифровые контрактные платформы в основном представляют собой упрощенные бегунки одинакового диаметра, где коэффициент изменения давления даже превышает 8 %, поэтому усадка объема деталей становится неравномерной и возникают дефекты усадки.
Рассчитайте разницу скоростей сдвига для каждого бегунка с помощью моделирования Moldflow.
Слегка отрегулируйте диаметры краевых направляющих, чтобы уравновесить уменьшение вязкости из-за сдвигового нагрева.
Колодец для холодной пробки спроектирован в соответствии с нормой 1,2 x D, чтобы гарантировать захват холодной пробки на переднем конце.
Используйте датчики давления в полости, чтобы определить реальную консистенцию наполнения во время пробного формования.
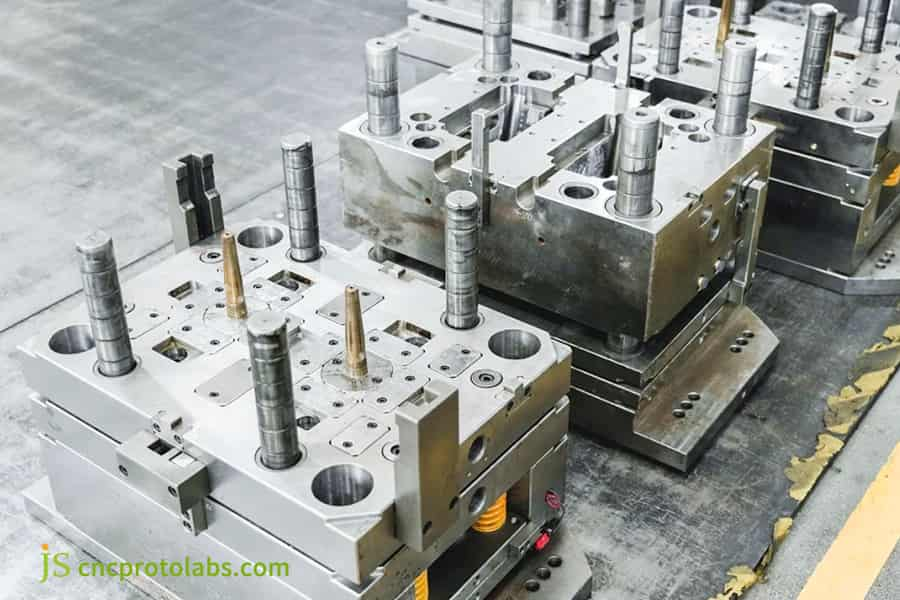
Рис. 1. Крупный план многоместной металлической формы для литья под давлением, демонстрирующей сложные детали оснастки.
Как рассчитать тоннаж при переходе однополой оснастки в многоместную с учетом отклонений номинальной толщины стенки?
При обновлении пресс-формы с несколькими полостями требуемое усилие зажима должно определяться путем суммирования проекционных площадей всех полостей и направляющих. Если вы по ошибке воспользуетесь усилием зажима с одной полостью для замены оснастки с одной или несколькими полостями, это приведет к вздутию формы, локальному разрушению и появлению дефектов.
Основная формула для расчета силы зажима
Для обновления инструментов с одной или несколькими полостями расчет силы зажима должен строго соответствовать стандартной отраслевой формуле, приведенной ниже:
F=(A_{полости}+A_{наполнители})P_{внутри}1.2
Здесь P_{inside} — среднее давление внутри полости, а 1,2 — коэффициент запаса прочности.
Проще говоря, сила зажима должна превышать силу расширения расплава с дополнительным запасом прочности, чтобы предотвратить проблемы с вспышкой и вздутием.
Различия в конструкции жесткости бокового механизма
При больших объемах работ по изготовлению оснастки для пресс-форм требуются гораздо более жесткие боковые механизмы, чем в формах для прототипов мелкосерийных партий. Например, автоматизированные системы DFM, такие как Protolabs, предполагают, что изменения толщины стенок деталей должны быть ограничены величиной от 20% до 30% от номинальной толщины стенок, чтобы предотвратить отклонения размеров из-за неравномерного охлаждения. Но хабы, которые зависят от распределенной цепочки поставок, сталкиваются с изменениями в стандартах жесткости боковых механизмов на фабриках-партнерах, что приводит к менее точному единому контролю по сравнению с физическими фабриками с прямым управлением.
Изготовитель пресс-форм по индивидуальному заказу, как один из наиболее надежных, точно измеряет силу зажима с помощью следующих стандартных методов:
<ул>
Определите общую проекционную площадь всех полостей.
Умножьте на среднее внутреннее давление полости, соответствующей материалу.
Умножьте на коэффициент безопасности 1,2 , чтобы получить окончательную необходимую силу зажима.
Для операций с несколькими полостями при высоком давлении (выше 120 МПа) компания JS Precision установила клиновое основание с углом 25° для механической жесткости предварительного затягивания механизма боковых салазок с подрезом, чтобы гарантировать, что сила блокировки салазок составляет не менее 115 % от силы бокового расширения, что является физическим способом устранения зазора расширения.
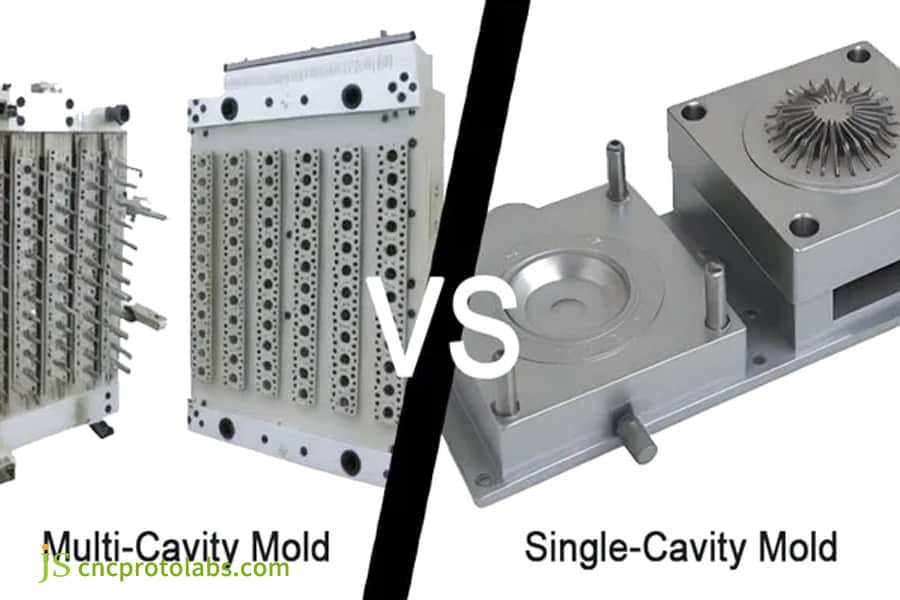
Рис. 2. Визуальное сравнение одногнездных и многогнездных форм с разделенным экраном.
Какие правила выбора материалов помогают сервису по производству оснастки для больших объемов производства обеспечить срок службы на миллион выстрелов?
Стержни многоместных форм большого объема должны изготавливаться из высококачественной легированной стали, прошедшей электрошлаковый переплав. Если кто-то прибегнет к использованию дешевой стали для объемного обслуживания пресс-форм, ворота очень скоро придут в негодность из-за эрозии стекловолокном.
Сравнение характеристик основных видов стали
Услуги по изготовлению пресс-форм в больших объемах накладывают очень жесткие ограничения на долговечность и твердость стали. Износостойкость различных сталей довольно сильно различается, поэтому выбор должен быть согласован с объемом производства и характеристиками материала.
<голова>
<тр>
Марка стали
Твердость после термообработки
Номинальный срок службы
Сценарий применения
<тело>
<тр>
S136 (ESR)
HRC 48-52
Более 1 000 000 снимков
Высокий глянец, устойчивость к коррозии, большие объемы производства.
Нижние границы твердости для большого срока службы экспериментально не определены.
<блок-цитата>
Это четко прописано в критериях для стали для штампов для горячей обработки, перечисленных в ASTM A681 инструментальной стали. Согласно стандартам, «сталь для штампов для горячей обработки класса H13 должна иметь твердость не менее 46 HRC после закалки для применения в условиях многоцикловой усталости».
Для компонентов, содержащих 30 % стекловолокна, квалифицированная компания, производящая прецизионные пресс-формы, требует вакуумной закалки с последующим трехкратным отпуском. Металлографическая твердость стабилизируется в пределах HRC 48-52, а сетчатые карбиды растворяются.
Для H13/2344 компания Star Rapid использует термообработку с твердостью закалки 48–50 HRC, чтобы обеспечить обеспечение износостойкости при производстве от среднего до высокого. Некоторые производители прототипов используют предварительно закаленную сталь без термообработки, твердость всего 30-35 HRC, очень хрупкую к механическому разрушению.
Существует несколько принципов, которые могут обобщить выбор стали для профессиональных производителей многоместных пресс-форм, например:
<ол>
Для объемов производства, превышающих 100 000 пресс-форм, предпочтительным является сталь класса H13 и выше.
Для глянцевых прозрачных деталей необходимо использовать сталь марки S136 ESR.
Армирующие материалы из стекловолокна требуют соответственно более высоких марок твердости стали.
При крупносерийном производстве требуется вакуумная закалка + несколько циклов отпуска.
Рис. 3. Множество красочных пластиковых компонентов, отлитых под давлением, демонстрирующих универсальность материалов.
Как конформные каналы охлаждения устраняют отклонения температурного градиента в проектах обслуживания пресс-форм для литья пластмасс под давлением?
По сути, единственный способ оптимизировать время цикла пресс-формы с несколькими полостями — это поддерживать во всех полостях одинаковую и постоянную температуру поверхности. В сервисе по изготовлению литьевых форм для пластмасспростое сверление туннелей охлаждения не может решить проблему медленного отвода тепла от центральной части. По этой причине конформные каналы охлаждения — единственный способ контролировать изменения температуры.
Различия в производительности между традиционным охлаждением и конформным охлаждением
Около 70-80% времени цикла литья под давлением занимает этап охлаждения при обслуживании пресс-форм для литья пластмасс под давлением. Платформы цепочки поставок, работающие распределенным образом, такие как Hubs, обычно используют старое решение линейного охлаждения с помощью сверления с ЧПУ, которое требует специальных конформных каналов охлаждения, которые требуют более длительного времени выполнения. Но конформные охлаждающие каналы 3D-печати (SLM) могут точно повторять форму продукта, обеспечивая равномерный отвод тепла.
Основные соображения при проектировании конформного канала охлаждения
Профессиональное руководство по проектированию пресс-форм не только определяет, насколько близко можно разместить конформные каналы охлаждения, но и другие их параметры. Чтобы найти решение, которое может обеспечить разный отвод тепла между движущимися и неподвижными формами, каналы охлаждения со стороны сердцевины следует разместить на расстоянии от пластиковой поверхности, которое на 15 процентов меньше, чем со стороны полости.
Для иллюстрации: при фиксированном расстоянии между охватывающими формами, равном 4,0 мм, и оптимизированном расстоянии между охватывающими формами до 3,4 мм, регулируя скорость потока так, чтобы число Рейнольдса (Re) охлаждающей жидкости превышало 4000, можно добиться сильной турбулентности. Таким образом, разница температур между подвижной и неподвижной формами может поддерживаться в пределах 2℃, а время цикла охлаждения можно сократить более чем на 40%.
Кроме того, при переходе от однополой оснастки к многоместной конструкция конформного канала охлаждения должна соответствовать следующим основным моментам:
<ул>
Расстояние между охлаждающими каналами и поверхностью продукта должно быть постоянным.
Расстояние между каналами охлаждения со стороны ядра должно быть на 15 % меньше, чем со стороны полости.
Число Рейнольдса (Re) потока охлаждающей воды должно контролироваться >4000, чтобы гарантировать турбулентный поток.
Чтобы обеспечить равные скорости потока, охлаждающие каналы для каждой полости должны располагаться параллельно.
Технология конформного охлаждения может значительно сократить циклы массового производства и снизить скорость деформации. Вы можете связаться с нашими техническими инженерами, чтобы получить технический документ по проектированию конформного охлаждения, соответствующий стандарту руководства по проектированию оснастки для пресс-форм, и узнать о более экономичных методах проектирования.
Как компания, производящая прецизионные пресс-формы, поддерживает выравнивание полостей на микронном уровне в современных нестандартных формах?
Чтобы многоместные формы массового производства были взаимозаменяемыми, абсолютный допуск каждой полости должен контролироваться не более чем на 0,005 мм. Компания, производящая прецизионные пресс-формы, у которой есть матрица прецизионного станка, может гарантировать, что физические размеры каждой полости абсолютно одинаковы.
Требования к оборудованию для прецизионной обработки
Квалифицированная компания, производящая прецизионные пресс-формы, должна иметь лучшее механообрабатывающее оборудование. Для жесткой обработки многополостных пресс-форм высочайшего качества требуется высокоскоростной станок с ЧПУ, способный со скоростью до 24 000 об/мин и точностью осевого позиционирования +/- 0,002 мм, включая медленную проволочную и зеркальную электроэрозионную обработку.
<ул>
RapidDirect — это компания, специализирующаяся в основном на модульных быстросменных основах пресс-форм, способных сохранять точность обработки полостей на уровне 0,01 мм.
WayKen специализируется на быстром изготовлении пресс-форм и многополостной модификации с более мягким контролем размеров и позиционных допусков по сравнению с производителями твердых форм, осуществляющих полный процесс.
Цех с контролируемой температурой и одноэтапный процесс зажима
Изготовитель нестандартных литьевых форм на профессиональном уровне детально контролирует производственную среду. При обработке стержней многоместных пресс-форм весь процесс выполняется в цехе с контролируемой температурой ±0,5°C и одним зажимом, благодаря чему достигается шероховатость поверхности Ra 0,1 мкм. Однократный зажим позволяет избежать потери размерных и позиционных допусков из-за многократного переноса процесса, поэтому с самого начала устранение сбоев взаимозаменяемости, вызванных размерными различиями полостей.
Применить высокоточное обрабатывающее оборудование, с точностью осевого позиционирования 0,002 мм.
Производство осуществляется в цехе с контролируемой температурой, где колебания температуры окружающей среды удерживаются в пределах ±0,5 °C.
Выполняйте все операции отделки при одном зажиме стержня формы.
После обработки проверьте допуски полноразмерным контролем с помощью КИМ.
Почему стоит выбирать игольчатые клапаны с горячеканальными колонками вместо открытых затворов при производстве индивидуальных литьевых форм?
Когда количество полостей пресс-формы увеличивается до 16 и более, вес отходов холодных каналов будет превышать вес самого формованного изделия. Профессиональный изготовитель индивидуальных литьевых форм порекомендует использовать горячеканальную систему с игольчатым клапаном, чтобы достичь отсутствия отходов сопла и контролировать падение давления.
Стоимость и эффективность систем с холодными и горячими канальными каналами
Эксперт-изготовитель индивидуальных литьевых форм посоветует вам лучшие решения для направляющих в зависимости от вашего объема производства и количества гнезд. Общеизвестно, что различные решения оказывают большое влияние на использование материала, требования к давлению, внешний вид и т. д. Поэтому любой выбор следует делать, исходя из реальных потребностей.
<голова>
<тр>
Измерение сравнения
Решение для холодных каналов
Открыть Hot Runner
Горячий канальный клапан с игольчатым клапаном
<тело>
<тр>
Коэффициент использования материала
65%-70%
85%-90%
Более 98%
<тр>
Требования к давлению впрыска
Базовое значение
Уменьшение на 15%
Уменьшение на 30%
<тр>
Остаток ворот
Видимый литник
Небольшой остаток
Нет остатков, ровная поверхность
<тр>
Применимое количество полостей
Менее 8 полостей
8–16 полостей
Более 16 полостей, большие объемы производства
Основные технологические преимущества горячеканальной системы с игольчатым клапаном
Крупнообъемная служба оснастки для пресс-форм предъявляет чрезвычайно высокие требования к использованию материалов и эффективности производства. Конструкционные пластики с высокой вязкостью склонны к потере конечного давления из-за чрезмерной длины потока в распределительных каналах на большие расстояния. Горячие каналы с игольчатыми клапанами могут иметь независимое управление различными температурными зонами с точностью до 1 ℃. Игла клапана управляется пневматическим или гидравлическим поршнем, чтобы идеально закрыть затвор в конце цикла, при этом затвор остается на одном уровне с поверхностью продукта.
Советы по устранению неполадок: Если в одной полости многополой системы горячеканальных систем возникает проблема с нехваткой материала, сначала проверьте, не находится ли датчик контроля температуры соответствующего сопла горячеканальной системы, вместо того, чтобы резко увеличивать общее давление впрыска. Это поможет не вызвать засветку в других полостях.
В руководстве по проектированию оснастки для основных пресс-форм очень четко перечислены основные моменты для выбора горячеканальных каналов:
<ул>
Для проектов большого объема с более 16 полостями первым выбором должны быть горячеканальные каналы с игольчатыми клапанами.
Для высоковязких инженерных пластиков необходимы независимые друг от друга зоны контроля температуры.
Для видимых деталей необходимо использовать шиберные конструкции в виде игольчатого клапана, чтобы полностью гарантировать отсутствие остатков шибера.
Для материалов, армированных стекловолокном, требуются горячие сопла, покрытые износостойким материалом.
Горячие каналы с игольчатыми клапанами могут значительно снизить материальные затраты для крупносерийных проектов. Вы можете предоставить информацию об объеме производства и материалах, чтобы получить индивидуальное предложение по горячеканальному решению и точно рассчитать экономию материалов при массовом производстве.
Рис. 4. Оператор регулирует систему игольчатых клапанов с горячими колонками в специальной литьевой форме.
Какие ограничения угла уклона исключают истирание поверхности согласно комплексному руководству по проектированию оснастки для пресс-форм?
Многогнездные формы содержат большое количество выталкивающих штифтов. Если углы наклона и текстура разные, использование выталкивающих штифтов приведет к царапанию поверхности продукта. В соответствии с профессиональным руководством по проектированию оснастки для пресс-форм считается хорошей практикой количественно связать угол уклона и глубину текстуры формованного изделия.
Количественные рекомендации по углам уклона текстурированной поверхности
Основываясь на основных рекомендациях по проектированию оснастки пресс-форм, существует очень точное сопоставление между различными текстурированными поверхностями и углами уклона. Для очень гладких полированных поверхностей будет достаточным минимальный угол уклона от 0,5 до 1. Текстурированные поверхности, классифицированные по стандарту VDI 3400, требуют дополнительного угла наклона от 1 до 1,5 на каждые 0,025 мм приращения глубины текстуры.
Регулирование синхронизации выброса в многорезонаторном режиме
Услуга превосходного качества по изготовлению литьевых форм для пластмасс не только следит за синхронизацией выталкивания, но и очень строго ее измеряет. Фабрики с очень высокими стандартами используют прецизионные направляющие выталкивающие пластины с графитовыми направляющими втулками, а также устанавливают механизмы принудительного возврата в основания пресс-форм большого размера с несколькими полостями, чтобы гарантировать, что выталкивание сотен выталкивающих штифтов из 16/32 полостей происходит абсолютно синхронно с шагом 0,01 мм. Таким образом предотвращается пустотная деформация пластиковой детали, вызванная несинхронным выбросом.
Приведенные ниже условия являются необходимыми фундаментальными условиями для проектирования распалубки при переходе от однополой оснастки к многоместной:
<ул>
Углы уклона для гладких поверхностей должны составлять не менее 0,5°, тогда как углы для текстурированных поверхностей должны располагаться в соответствии с их глубиной.
Чтобы напряжение в продукте было равномерным, выталкивающие штифты должны быть расположены на правильном расстоянии.
Многогнездная форма должна быть снабжена механизмом принудительного возврата, обеспечивающим синхронный выброс.
Точки, где происходит изменение направления, должны быть закруглены, чтобы предотвратить концентрацию напряжения.
Как JS Precision устранила дисбаланс заполнения соединителя гражданской робототехники с помощью специализированной многоместной формы?
Проблемы клиента
Команда проекта из компании, занимающейся исследованиями и разработками гражданских роботов, обратилась к нам за помощью с основной частью их продукта — прецизионным соединителем из нейлона, армированного стекловолокном (PA66+30% GF), на 30 % с расчетным соотношением длины потока к толщине стенки около 145:1, что является техническим пределом для этого материала. 8-местная горячеканальная форма, которая ранее поставлялась типичным производителем многоместной пресс-формы, во время пробного формования обнаружила серьезные дефекты: центральные полости (1-4) были заполнены полностью, в то время как периферийные полости (5-8) часто испытывали кратковременные сбои.
Кроме того, неравномерная ориентация стекловолокна привела к тому, что размеры и позиционные допуски превысили 0,15 мм, что привело к полной остановке линии массового производства.
Прецизионное решение JS
Благодаря тому, что мы занимаемся изготовлением нестандартных литьевых форм и специализируемся на высокоточном литье под давлением, инженеры JS Precision перепроектировали конструкцию и провели систематическую оптимизацию, выполнив четыре этапа:
<ул>
Анализ реконструкции гидродинамики: Исходный проект был загружен в Moldflow для трехмерного моделирования заполнения неньютоновской жидкостью. Было обнаружено, что первоначальный желоб не компенсировал скорость сдвига, поэтому в краевых полостях наблюдалась потеря давления до 18 МПа.
Реконструкция системы контроля температуры в горячеканальных системах. Двумя изменениями были модернизация коллектора и назначение независимого одноточечного контроля температуры соплам периферийной полости. Увеличение температуры периферийного сопла на 5℃ позволило плавить стекловолокно на больших расстояниях и снизить вязкость расплава.
Коррекция вентиляции сердцевины: К концу первого этапа высокоскоростной обработки на станке с ЧПУ в области торцевого заполнения была сделана канавка для вакуумной вентиляции глубиной 0,015 мм и шириной 5 мм, чтобы устранить сопротивление воздуха.
Оптимизация переключения при удержании давления: Точка переключения V-P фиксировалась в момент заполнения на 98,2% с помощью датчика давления в полости в сочетании с ступенчатым процессом поддержания давления 85 МПа.
Обучение через неудачи
Когда прочность была включена для проведения полноценных испытаний с первыми двумя порциями образцов, команда стремилась увеличить общее давление впрыска, чтобы заполнить краевые полости, что привело к сильной вспышке и побелению выброса в центральной полости. Это доказало, что проблему заполнения многополого стекловолоконного материала нельзя решить, просто регулируя параметры процесса. Обязательна оптимизация конструкции направляющих и компенсация контроля температуры.
Конец линии
Из-за последних изменений форма с 8 гнездами работала непрерывно на высокой скорости в течение 72 часов. Коэффициент вариации веса заполнения на полость снизился с 8,4% до 0,85%, а допуски на размеры и положение продукта остались в пределах 0,025 мм, что полностью демонстрирует технические возможности профессиональной компании, производящей прецизионные пресс-формы. Кроме того, время цикла было сокращено с 38 секунд до 24 секунд, а коэффициент брака упал с 18,5% до нуля.
"Благодаря подробным данным моделирования и точной оптимизации контроля температуры команде JS Precision удалось спасти наш проект массового производства, который был на грани списания в течение 7 дней", - сказал директор по исследованиям, разработкам и закупкам в цепочке поставок клиента. «Серьезно, они своего рода гуру производства, которые также участвуют в операциях на передовой».'
Сложные проблемы заполнения нескольких полостей требуют целенаправленных решений по структурной оптимизации. Вы можете загрузить чертежи проблемных пресс-форм и описания дефектов, чтобы получить индивидуальную техническую диагностику и индивидуальные решения по улучшению от старших инженеров.
Почему стоит выбрать JS Precision в качестве долгосрочного стратегического партнера по многоместной оснастке для полномасштабного производства?
Самое главное, что выбор прецизионных инструментов для пресс-форм заключается не в том, кто ответит первым, а в том, кто может поддерживать строгий контроль качества при производстве миллионов единиц продукции на высокой скорости в течение очень длительного времени без остановок. JS Precision предлагает комплексную инженерную поддержку, от прототипирования с одним резонатором до массового производства сотен тысяч единиц с несколькими резонаторами.
У нас есть хорошо оборудованное физическое предприятие в городе Хумен города Дунгуань, Китай, сертифицированное по стандарту ISO 9001:2015. Как признанный производитель многополостных пресс-форм, мы располагаем профессиональным оборудованием, таким как высокоскоростные станки с ЧПУ Makino и зеркальные электроэрозионные станки Sodick, кроме того, наша основная команда инженеров состоит из 12 старших проектировщиков литьевых форм, каждый из которых имеет средний опыт работы в отрасли более 15 лет.
Каждый отчет JS Precision представляет собой ссылку на фактические параметры. Каждая многоместная пресс-форма, готовая к доставке, представляет собой готовое изделие, прошедшее все процессы проверки качества, которые проходят службы оснастки для больших объемов производства пресс-форм. К ним относятся полный отчет по анализу Moldflow, отчет об отслеживании оригинального производителя при термообработке HRC 48-52 и отчет о полной проверке размеров КИМ при пробном формовании в течение 24 часов при полной нагрузке, которые вместе гарантируют выход продукта с первого прохода более 99,5% и помогают вам контролировать затраты на закупку единиц продукции.
Найти подходящего эксперта — это половина успеха в массовом производстве. Прекратите бесцельные сравнения прямо сейчас! Нажмите ссылку «Получить индивидуальное предложение по многоместной пресс-форме сейчас» ниже, отправьте свою 3D-модель CAD и производственные требования и отправляйтесь в новый путь эффективного массового производства с JS Precision!
Часто задаваемые вопросы
Вопрос 1: Какие три основных технических фактора приводят к наибольшему проценту неудач проектов при преобразовании одногнездной прототипной формы в многоместную форму для массового производства?
Почему не учитывается неравномерное сдвиговое тепло внутри бегунка и нелинейный скачок усилия зажима. Большинство производителей пресс-форм не используют компенсацию вязкости на микронном уровне что приводит к проблемам с вспышками, короткими выстрелами и вздутием формы. Анализ баланса жидкости должен быть подготовлен на первом этапе проектирования пресс-формы в соответствии с профессиональными стандартами.
Вопрос 2. Как JS Precision использует технологию, обеспечивающую одинаковый общий размер каждой полости (большого объема с 16 или 32 полостями) в процессе высокоскоростного литья под давлением?
JS Precision разработала три основных направления управления: Оборудование с точностью позиционирования 0,002 мм. Горячеканальная система настроена на балансировку с коэффициентом изменения давления, зафиксированным ниже 2%. Выполните проверку размеров всех полостей перед доставкой компанией CMM.
Q3: Каков уровень снижения себестоимости единицы продукции для проекта с большим объемом, если вместо одногнездной формы использовалась многогнездная форма?
Хотя инвестиционные затраты на пресс-формы с несколькими полостями выше, чем на пресс-формы с одной полостью, степень экономии на удельных затратах огромна.16 (или меньше) пресс-форма с полостью может снижать переменные затраты на единицу более чем на 80% на основе этих расчетов. Система отопления вместе с системой горячеканальных каналов сократит время выполнения заказа и уменьшит процент брака ниже 2%. Инвестиционные затраты окупятся при минимальном количестве выпускаемой продукции в 50 000 единиц.
Q4: Насколько жесткая вакуумная закалка обычно используется при термообработке стали с многополым сердечником пресс-формы? И почему показатель твердости так важен?
Для многоместных форм класса 101 со сроком службы более 1 000 000 циклов компания JS Precision также использует стандарт вакуумной закалки HRC 48-52 и выбирает материал S136 или сталь H13. Если твердости недостаточно, продукт будет вспыхивать и выходить за пределы допусков.
Вопрос 5: Какой технический документ и протоколы проверок качества обычно необходимо предоставить перед официальной доставкой многоместной формы?
Профессиональные поставщики должны предоставлять 3D-чертежи полноразмерной формы, сертификаты на стали и отчеты о термообработке, данные анализа заполнения Moldflow, диаграммы процесса пробного формования T1 и отчет о полной проверке полостей по результатам испытаний на КИМ для многоместных форм.
Вопрос 6: В целом, почему горячеканальная система становится дороже, если многогнездная форма предназначена для замены одногнездной формы? Какие факторы влияют на цену горячеканальных устройств?
Факторы, влияющие на цену горячеканальных систем, варьируются: управление игольчатым клапаном обходится дороже, чем управление открытым соплом, чем больше полостей, тем дороже. Европейский и американский бренд в 2–3 раза дороже, чем китайский и американский. Материал Specl. Износостойкий материал необходимо покрыть, стоимость составляет около 25%. Вы можете загрузить чертежи, чтобы получить ценовое предложение.
Вопрос 7: Как я узнаю, что мой продукт подходит для использования в многополой литьевой форме (32 полости или 64 полости)?
Для производства многоместных пресс-форм должны быть три основных условия: стабильный будущий общий объем производства более 1 000 000 единиц, компактная форма продукта, чтобы он мог работать с унифицированными качествами обычных термопластавтоматов, и завершенная конструкция продукта, в противном случае огромные риски последующих затрат как при замене пресс-формы, так и при ее остановке.
Вопрос 8: Какие детали следует учитывать при ежедневном непрерывном массовом обслуживании пресс-форм с несколькими полостями, чтобы не возникало местных усталостных внутренних напряжений?
Три важных аспекта технического обслуживания многоместной пресс-формы при массовом производстве: Каждые 50 000 циклов очищайте вентиляционный канал от вентиляционных отложений. Используйте смазку, устойчивую к температуре 200C. Смажьте направляющую и направляющие, охладив ее до температуры ниже 40℃, без остатков напряжения следует поместить в устье материала, чтобы не было термических трещин.
Сводка
Бесшовный переход от подтверждения прототипа с одной полостью к высокопроизводительному и крупносерийному производству с несколькими полостями - это не просто копирование одних и тех же макетов чертежей с размерами, это гонка вооружений между инженерными революциями, такими как балансировка геометрии поля потока с высоким сдвигом, копирование прецизионных геометрических допусков микронного порядка, термодинамически конформное управление охлаждением и расчет сопротивления механической усталости с высокой жесткостью.
Техническое сравнение восьми крупнейших мировых поставщиков литьевых форм показывает, что только путем тщательного изучения основных технических аспектов, таких как полностью сбалансированные параметры рабочего колеса, вакуумная высокотвердая термообработка, точность позиционирования твердотельного станка микронного класса, можно полностью устранить проблемы разницы в размерах нескольких полостей во время непрерывного высокоскоростного производства, так что общие затраты на закупку одного продукта и риск качества будут приведены в диапазон оптимальной стоимости. Прекратите переговоры о нескольких искрах и сегодняшнем многоэтапном строительстве для совершенно неточного выстрела с несколькими полостями, теперь напрямую вступайте в стратегическое сотрудничество с нашим централизованным решением прецизионного производственного центра PID.
В компании JS Precision работают 20 старших инженеров-экспертов, которые проведут пошаговый DFM-анализ многоместной пресс-формы 2026 года. Хотели бы вы превратить существующий прототип с одной полостью в высокопроизводительную, полностью автоматизированную производственную линию с 16, 32 или 64 полостями? Или у вас есть кризисные проблемы, такие как неравномерный баланс бегунов, искажение конечного продукта и т. д. с несколькими полостями других поставщиков? Пожалуйста, отправьте нам свой 3D-чертеж CAD и сообщите нам, какую доставку вы ожидаете. В течение 24 часов мы вышлем вам комплексное решение для расчета стоимости многоместной пресс-формы, включая инвестиции в практичность направляющих, расчет закрывающей силы, полную оценку производственных затрат и т. д.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.