私たちのドローンハウジングプロジェクトでは、1.2 mm から 4.5 mm への急激な壁厚の変化を一貫した 1.8 mm 厚の壁に置き換え、0.8 mm のクロスリブを追加しました。 反りは 1.5 mm から 0.1 mm 未満に減少し、冷却時間は 35 秒から 21 秒に短縮され、生産コストは 35% 削減されました。このアプローチは、200 以上のケース ファイルを含む JS Precision の壁厚最適化プロジェクト ポートフォリオに発展しました。
PC を例にとると、α は約 70 × 10 ⁻⁶/℃ です。厚い部分と薄い部分の温度差が30℃に達すると、体積収縮率の差は0.21%に達する可能性があり、 これは長さ100 mm の部品で0.2 mm 以上の反りが発生するのに十分な量です。簡単に言えば、これは、肉厚の差が大きくなり、金型温度が低くなるほど、反りのリスクが指数関数的に高くなるということを意味します。
移行ソリューションの比較
従来のアプローチ (直接壁を厚くする):
移行デザインはありませんが、その領域では壁の厚さが徐々に変化するだけです。つまり、ある部分から別の部分に丸いコーナーのデザインがあるだけです。熱中心が構造の厚い部品に向かって移動すると収縮線が 0.3 mm より深く発生することになります。このような極端なケースでは、寸法の不一致によるスティルシールの不良や、外観による製品の不合格が、組み立て後でも発生する可能性があります。
JS プレシジョン ソリューション:
滑らかで緩やかな傾斜 (トランジション テーパー比 1:3 ~ 1:4) 設計により、熱が均等に分散されます。収縮の程度は0.05mm 未満でほとんど目に見えない程度です。また、応力を軽減するために移行部分の底部に 0.5 mm の R を施します。
成形性を考慮した部品設計の核心は、さまざまな樹脂の流動限界を理解することです。 PC のような非晶質タイプのプラスチックは、充填不足を避けるために少なくとも 1.5 mm の壁の厚さが必要ですが、PP/PA66 のような結晶性プラスチックは非常によく制御された条件により 0.8 mm という非常に薄い壁で成形可能です。それでも、金型設計を行う際には、流動長 (L/T 比) の影響を無視することはできません。L/T がガイドラインより大きい場合、肉厚が正しくても充填不足が発生する可能性があります。
保持圧力の伝達が適切に行われるように、その領域の壁の厚さを 0.2 ~ 0.3 mm 増やす必要があります。射出成形ツール サービスが提供するモールド フロー解析は、量産前の最終ステップであり、試作金型の数を最小限に抑える最も実用的な方法でもあります。
ボイドのリスクを排除するには、厚いプラスチック部分をどのようにコアアウトする必要がありますか?
カスタム金型エンジニアリング サービスには、均一な薄壁構造または二重壁構造に変換される厚肉領域の作成が含まれます。構造サポートのためにキャビティ内に斜めまたは横方向の補強リブを追加します。冷却すると、まず表面が固まり、コアの溶けた部分が残り、外側に向かって伸び縮みするため空洞や収縮の原因となります。このタイプの欠陥は、壁の厚さが 4 mm を超える場合によく見られますが、使用されている材料はそれに影響を与える要因ではありません。
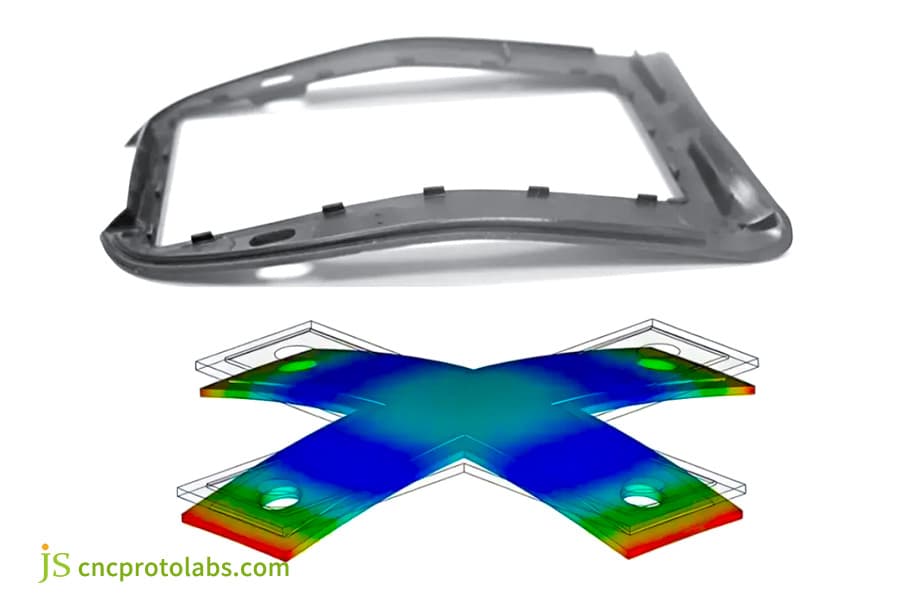
商用 UAV の購入者は、シェルの壁の厚さが 1.2 mm から 4.5 mm に予期せぬ変化を起こし、射出プロセス後に 1.5 mm の反りが発生し、これにより狭い組み立てギャップを作ることができなくなったことを目撃しました。これに先立って、お客様はプロセスのパラメータを微調整しようとし、その結果、保持圧力が増加し、金型温度が低下しましたが、反りは 0.3 mm しか最小化されず、アセンブリの要件である 0.2 mm をはるかに下回っていました。
お客様の課題とその根本原因
課題: マルチキャビティ シェルの壁の厚さが 1.2 mm から 4.5 mm に劇的に変化したため、 1.5 mm の反りが発生し、 アセンブリが完全に失敗 しました。初期の設計では、バッテリー コンパートメント部分の壁の厚さが 4.5 mm であるのに対し、端の厚さはわずか 1.2 mm でした。
最初のバージョンのリブは 1.0 mm と非常に薄かったです。これにより空気が閉じ込められ、高圧射出中にプラスチックがひどく損傷しました。 2 回目のラウンドでは、リブ幅が 0.8 mm に減少し、さらに 0.015 mm 深いオーバーフロー溝が追加され、ランナーの通路も広げられました。この例は、リブの厚さは、常に薄いリブが最適な選択であることを意味するわけではないことを示しています。薄すぎる理由の 1 つは、溶融物が流れることができず、空気が閉じ込められる原因となります。
<ブロック引用>
ISO 294-3:2020 には次の記載があります: 射出成形試験片は制御されたプロセス条件下で準備され、主要なプロセス パラメータ (保圧圧力、金型温度、せん断速度) が記録され、検証されなければなりません。