

Insert molding process is a core process in the manufacturing of high-end products such as micro medical equipment and precision automotive sensors. In fact, for these products, even a warpage of 0.1 mm may be enough to make a whole component unusable.
When the thickness of the molded part is more than 0.5 mm and it is necessary to embed metal or circuit components, then the traditional insert molding processes are faced with three major problems: uneven molding shrinkage, internal stress concentration and geometric deformation.
Of course, such defects cause the waste of many products and at the same time the product launch cycles get delayed. Do you want a practical solution which using engineering techniques can predict and prevent the deformation of thin walled inserts?
Core Answer Summary
| Question | Core Solution | Key Advantages |
| Why are thin walled inserts prone to warping? | Difference between material shrinkage rate and the rigidity of metal inserts. | Identify stress sources and quantify deformation trends. |
| How to solve asymmetric deformation? | Vertical Insert Molding Gravity Compensation | Utilize gravity to counteract flow imbalance. |
| How to ensure filling balance? | Hot runner pressure balancing technology. | Multi point synchronous filling to reduce shear stress. |
| How to deal with extremely thin walls? | Insert Compression Molding | Low stress molding, minimizing molecular orientation. |
| How to mitigate risks in advance? | Prototype Insert Molding Process Validation | Mold Flow Analysis + Physical Testing, Early Optimization |
| How to optimize material properties? | Enhance Fiber Orientation Control | Suppress Shrinkage, Improve Dimensional Stability |
Key Takeaways
- The chief difficulty in thin walled insert molding is the disparity in the thermal expansion coefficients between plastic and metal. This therefore necessitates compensating their differences in the process optimization.
- Vertical insert molding is the simplest way to handle asymmetric geometry because the process uses gravity to help with the filling of the mold.
- Early confirmation with a prototype insert molding process can decrease the likelihood of warpage in mass production by more than 80%.
- By opting for professional insert injection molding services, you can get a complete package of engineering support from materials and molds to processes.
Why Trust This Guide? JS Precision's Experience In Insert Molding Processes
Picking a dependable technical guide is a matter of finding a partner who has enough experience and the ability to deliver. JS Precision, by years of insert molding, has developed deep knowledge, particularly in the research and development and application of thin walled insert molding technology.
JS Precision, by strictly following the ISO 13485:2016 standard, and using its well established process system and tailor made solutions, has addressed the most significant issues such as warpage and cracking for more than 5,000 high end clients worldwide in various precision manufacturing sectors including healthcare, automotive, and electronics.
Especially, we remain highly competent in the molding of ultra thin walled inserts with a wall thickness of 0.3mm.
Communicating with us, a client solved a major issue connected with molding 0.2mm thin walled sensor inserts, the client being a famous automotive components company. If they used traditional insert molding methods, their rejection rate would be as high as 30%.
We optimized the process through the prototype insert molding process, reducing the scrap rate to 1.2% and saving customers nearly $200000 in material costs annually.
Besides that, a medical devices company was helped by us to resolve their issue of molding 0.22mm thin walled circuit inserts, doing the flattening from 0.12mm to 0.03mm and the increase in the yield to 99.1% which in turn, enabled the client to secure the medical certification.
We have a professional engineering team and advanced production equipment. We also have high precision mold flow analysis software and white light scanning inspection equipment to ensure quality of production.
Since we have also done more than 10,000 insert molding projects, we are capable to do everything from prototype verification to mass production. Thin wall insert projects (wall thickness 0.5mm) make up 65% of our total projects and customer satisfaction is always above 98%.
Our main strength is deeply integrating material selection, mold design, and process optimization. We do not wait for molding defects to show up before we react but rather, we anticipate and plan ahead for the possible molding risks and issues. That is why we fix the warpage problems by the source, not by the post processing solutions.
Want to gain a preliminary understanding of the practical applications of the insert molding process? Contact a JS Precision engineer and mention "case consultation" to receive a free collection of successful industry case studies and quickly learn from similar project experiences.
Why Are Thin-Walled Parts Prone To Warping During The Insert Molding Process?
Insert molding is a crucial technique in producing thin walled precision parts.
Mainly, the thickness and flexibility contribute to the high warpage in thin walled parts during insert molding. The main aspects leading to warpage changes in thin walled parts are mismatches in shrinkage between plastic and metal, molecular orientation non uniformity, and varying cooling rates.
We study the 3 main factors leading to the warpage based on the injection mold design international standard ISO 294-1:2019.
Different Material Shrinkage Rate
The mismatch in the thermal expansion coefficient (CTE) of various materials is essentially the cause of warpage. The following table shows the comparison of the CTE of the most frequently used materials as well as metal inserts, which far better explains why the stress risks arise from these differences.
| Material Type | Coefficient of Thermal Expansion (CTE) / (10^-6/℃) | Shrinkage Rate (%) | Applicable Thin Wall Thickness (mm) | Stress Difference with Stainless Steel Insert (MPa) |
| PPS (Unreinforced) | 80-100 | 1.2-1.8 | 0.4-1.0 | 45-55 |
| 30% Glass Fiber Reinforced PPS | 25-35 | 0.2-0.5 | 0.2-0.8 | 15-25 |
| LCP | 15-25 | 0.1-0.3 | 0.15-0.6 | 10-20 |
| Stainless Steel (304) | 16 | ≈0 | - | 0 |
| Copper Insert | 17 | ≈0 | - | 0 |
Anisotropy Due to Flow Orientation
In insert molding, differences in shrinkage rate between the melt flow direction and the perpendicular direction can be as high as 20-50%. High molecular orientation caused by the very narrow melt flow area increases internal stress and finally results in warpage, especially in thin walled parts with wall thickness less than 0.5 mm.
For instance, in thin walled LCP molding, the shrinkage rate along the flow is 0.1%, but the shrinkage rate perpendicular to the flow can be as high as 0.3%, a difference large enough to cause major deformation.
Uneven Cooling Rate
Since metal inserts possess much higher thermal conductivity than plastics, they can be considered as local heat sinks in the parts that lead to the surrounding plastic cooling down at a very high rate.
This leads to the formation of temperature differences between the "hot spots" and "cold spots" of the part, the fast cooling areas shrink first whereas the slow cooling areas shrink later. Such variations in shrinkage are the direct cause of warping.
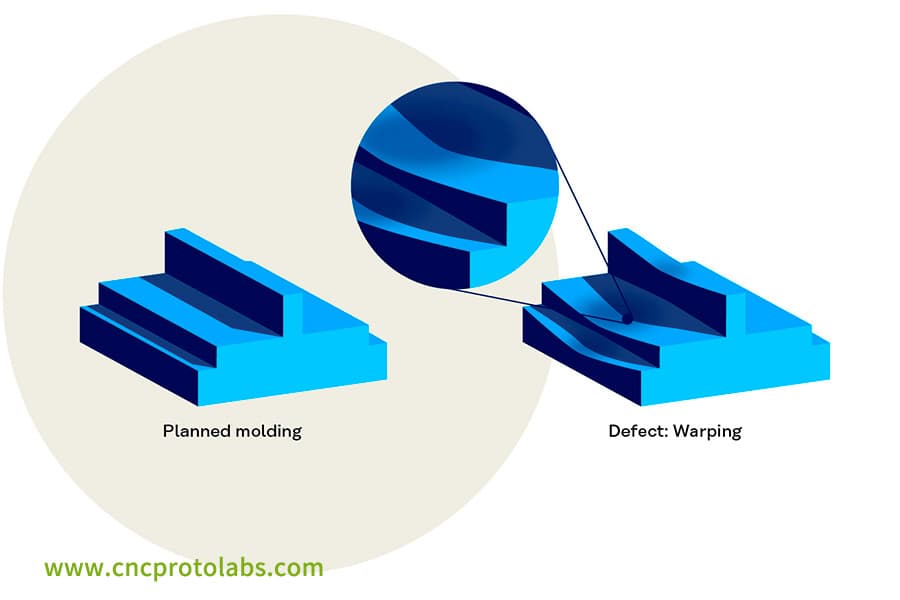
Figure1 : A side-by-side comparison of a well-structured plastic part labeled “Planned molding” and a deformed version labeled “Defect: Warping,” with an inset highlighting the warped area.
How To Solve Asymmetric Deformation Through Gravity Compensation In Vertical Insert Molding?
Thin insert walls of asymmetric geometry tend to warp due to an uneven distribution of melt flow. Vertical insert molding is a great way to overcome this challenge, as it features vertical mold closing and gravity assisted filling, which largely eliminate asymmetric filling and retained stress.
Gravity Assisted Filling
Gravity always acts in the direction of melt flow in vertical insert molding. As a result, this thoughtful design minimizes the formation of flow "shadow zones" which typically arise due to insert geometry (e.g. pins and bosses).
In addition, it enables the melt to cover the insert surface evenly and prevents stress concentration due to under or over filling.
Optimized Positioning and Clamping of the Insert
The vertical step in vertical insert molding allows the insert (like thread and terminal) to be automatically positioned by gravity and clamped steadily.
This method of positioning diminishes the unevenness of wall thickness caused by insert misalignment and keeps the tolerances very tight within 0.02mm, thereby significantly decreasing the chances of asymmetric deformation right from the beginning.
Below is a performance comparison between vertical insert molding and traditional horizontal insert molding processes, showcasing its advantages more intuitively:
| Performance Indicators | Vertical Insert Molding | Traditional Horizontal Insert Molding Process | Improvement (%) | Applicable Insert Types |
| Asymmetric Deformation (mm) | ≤0.03 | 0.10-0.15 | 70-80 | Pin and Thread Inserts |
| Insert Positioning Accuracy (mm) | ±0.02 | ±0.05 | 60 | Precision Electronic Inserts |
| Filling Uniformity (%) | ≥98 | 85-90 | 8-15 | Complex Geometric Inserts |
| Scrap Rate (%) | ≤2 | 15-25 | 88-92 | All Asymmetric Inserts |
Do you have asymmetric thin walled insert molding needs and want to calculate costs? Provide your product dimensions and insert type to receive a free vertical insert molding process cost calculation sheet and control your budget in advance.
What Are The Key Technologies For Balancing Hot Runner Pressure In The Insert Injection Molding Process?
In insert injection molding process, allowing a hot runner to have pressure balanced mainly involves the use of sequential valve hot runner technology, which when paired with pressure closed loop feedback, facilitates synchronous filling and keeps the cavity pressure fluctuation to less than 5%.
Sequential Valve Hot Runner Control
The heating engineers carry out a mold flow analysis which is a way of simulating the melt flow path to work out how the sequential valves should be opened.
In addition to preventing the formation of weld lines at areas that are likely to become stressed, this control approach also helps in adjusting the filling rates of the thinnest and thickest regions, leading to uniform filling of the whole part, and lowering internal stresses.
Pressure Sensor Closed Loop Feedback
In insert injection molding, pressure sensors are placed at very important locations in the cavity (such as the end of the insert).
These sensors immediately detect any change in cavity pressure and send the information back to the control system, which adjusts the holding pressure on a real time basis so that the pressure in the cavity is always the same and warpage is minimized.
Want to optimize hot runner pressure control in your insert injection molding process? Schedule a consultation with one of our professional engineers for a customized pressure balancing solution.
Should We Consider Insert Compression Molding In The Face Of Extreme Thin-Wall Requirements?
Yes, it is true. If the wall thickness is below 0.3mm or the length-to-diameter ratio exceeds 150:1, insert compression molding is the best choice. The process of filling at low speed and low pressure helps to reduce shear stress by more than 60%, which can prevent cracking and warping.
Lower Shear Stress
Regular injection molding needs a very high pressured and fast speed to fill the thin walled parts, which causes the plastic molecules to be highly sheared and increases the level of built in residual stress.
On the other hand, insert compression molding opens the mold initially and then closes it to press the melt. This approach fills the cavity with laminar flow. As a result, plastic molecules are almost unorientated, which substantially lowers internal stresses and also prevents warping.
Successful Ultra Thin Wall Filling
Insert compression molding can be applied to the parts where sensitive electronic components must be embedded (e.g. FPC flexible circuit boards). It differs from the conventional technique by not causing damage to the insert due to the high pressure impact and, at the same time, by providing excellent dimensional accuracy.
The CPK index can be more than 1.33, indicating that extremely thin walled components can be produced at a very high level of precision.
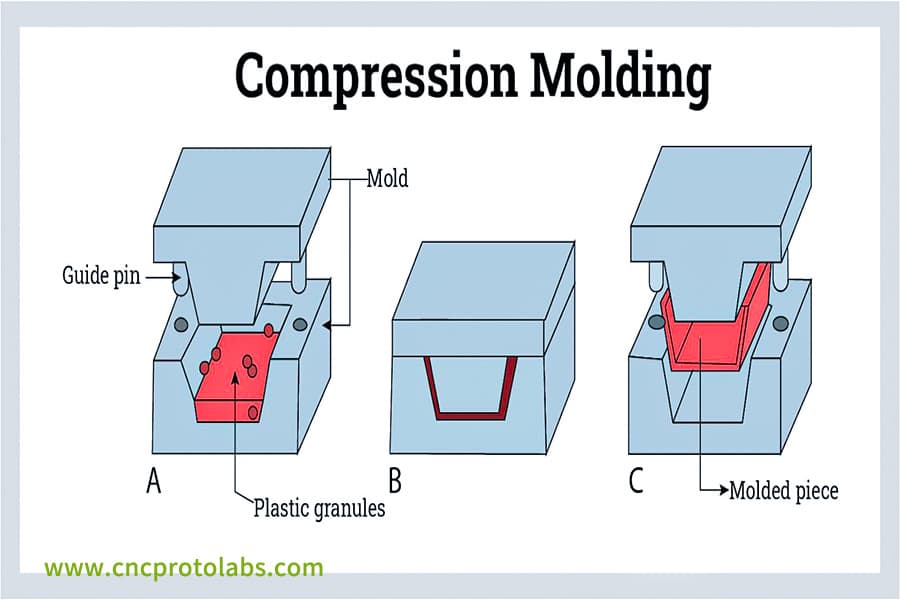
Figure 2: A three-step diagram illustrating insert compression molding, showing plastic granules in the mold, the closing process, and the final thin-walled molded piece.
How To Predict And Eliminate Deformation Risks During The Prototype Insert Molding Process Stage?
The prototype insert molding process can predict warpage risks and determine the best process window before mass production just by making quick molds and doing product mold analysis combined with Design of Experiments (DOE), that is how it eliminates the deformation issues right from the source.
Mold Flow Analysis Simulation Verification
Mold flow analysis software is the tool engineers use to simulate different stages of insert molding process such as filling, holding pressure, and cooling. The software can also forecast accurately warpage deformation.
For instance, if the forecasted value is 0.05mm we modify the mold design so the actual target value could be controlled at 0.02mm, besides that, it also helps in identifying the locations jeopardized for major damage and which can be used to optimize the mold.
Rapid Mold Making and Physical Testing
Small batch production of 50-200 parts is done here using aluminum molds or 3D printed molds, and the full dimensional deviations are measured using a white light scanner.
This physical testing method corroborates and adjusts the mold flow analysis data, it is very helpful in giving reliable data for steel mold mass production and thus, saving mass production losses resulted from design errors.
Material Selection: How To Counteract The Shrinkage Of Thin-Walled Structures By Reinforcing Fibers?
In insert molding, fiber reinforcements can be a very effective way to significantly reduce shrinkage. Typically, adding 15%-50% reinforcing fibers and carefully managing fiber orientation can bring down the total material shrinkage from 1. 5% to as low as 0. 1%-0. 3%. This is a very good way to deal with shrinkage issues in very thin sections of plastics.
Fiber Content & Orientation Control
The material stiffness can be largely enhanced with high fiber content. For example, the modulus of 30% GF PPS (glass fibers reinforced polyphenylene sulfide) is more than quadrupled, going up to 14 GPa from the original 3 GPa.
Nevertheless, one must be cautious pertaining to fiber orientation along the flow direction through gate design, so that the differences in shrinkage rates between the vertical and horizontal directions do not become so large that warpage results.
Mineral Fillers & Low Warpage Grades
If high isotropy is demanded in the product, the preferred minerals will be the platy ones (e. g. talc or mica) or the low warpage specific grades (e. g. LCP). These materials are capable of reducing the anisotropy level, resulting in the flatness remaining at around 0. 1mm/100mm, which is a requirement for precision parts.
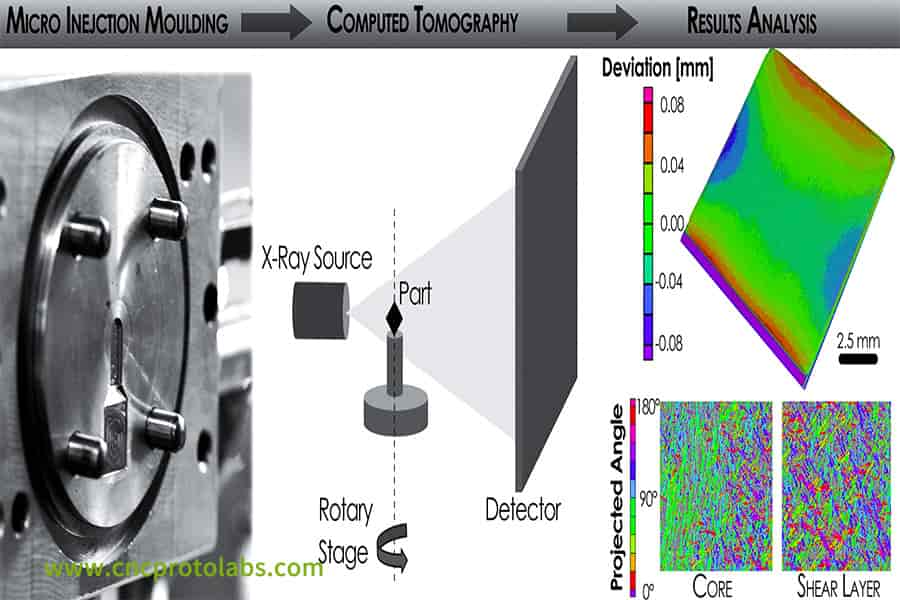
Figure 3: A composite illustration showing micro injection molding, CT scanning of a part on a rotary stage, and a color-coded analysis map of part deviation.
JS Precision Case Study: Thin Walled Sensor Insert Molding Warpage Meets Standards
We offered insert injection molding services to a precision automotive parts company, which helped them to overcome the warpage problem in molding thin walled pressure sensor inserts. This case is a perfect example of our technical excellence and comprehensive service capabilities.
Challenges Encountered
The customer wanted insert molding components for an automotive pressure sensor. The thickness of the product is only 0. 25 mm, and it has three stainless steel pin inserts.
Original design was based on a traditional horizontal insert molding method. Unfortunately, during mass production, severe warpage occurred, with a flatness of 0. 15 mm, much higher than the clients 0. 05 mm requirement.
At the same time, cracks developed around the inserts, leading to a scrap rate as high as 25%, which pushed up the clients production costs and also led to non-delivery of orders on time.
Solution
Our engineering team first did preliminary verification by the prototype insert molding process after they took over. They combined it with mold flowanalysis, predicted a warpage of 0.02mm and then developed a targeted solution.
1. Process Change:
A vertical insert molding process was chosen, which used gravity compensation to optimize the melt flow path, ensuring the stainless steel insert pins were covered uniformly and the flow shadow zones were eliminated.
2. Material Change:
The original standard PBT was replaced with 30% glass fiber reinforced PPS, which has a coefficient of thermal expansion closer to that of the stainless steel insert, and its flow characteristics are more suitable for filling ultra thin walls of 0.25mm.
3. Detail Change:
Considering the mold flow analysis data, gate location was changed from a single point to a two point sequential valve, and the holding pressure was optimized from 50MPa to 35MPa resulting in further reduction of internal stress.
Final Results
Once the official mold was being manufactured, the flatness of the initial officially made piece hovered between 0.02mm and 0.035mm, the CPK value being 1.33, which totally met the customers specs.
Also, no cracks around the insert were spotted, and the mass production scrap rate was lowered from the expected 25% to only 1.5%. Such optimization has allowed the customer to save around $120,000 on material scrap expenses every year and creating PPAP samples three weeks ahead of time, which garnered the customers acclaim.
Want to achieve low warpage and high yield for your thin walled insert projects? Submit your detailed project requirements to receive a free customized insert injection molding services solution, helping you reduce costs and increase efficiency.
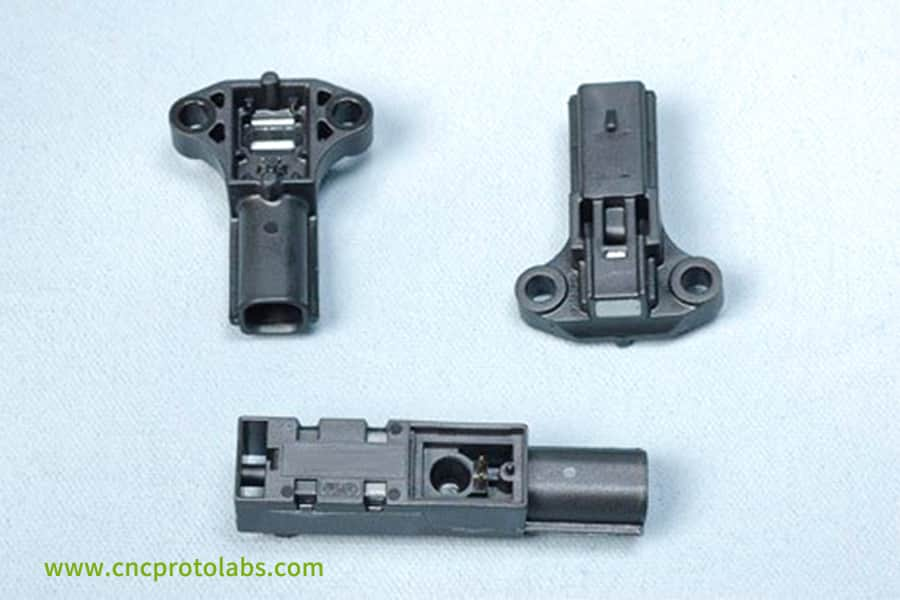
Figure 4: Three black plastic parts with complex thin-walled structures, arranged on a light-blue background, showcasing the results of an insert molding process.
What Value Added Protection Can Professional Insert Injection Molding Services Provide For You?
Professional insert injection molding service providers guarantee the whole process from mold flow analysis to quality traceability, and mass production yield of >98%, which thoroughly reduces our clients' costs and risks.
Full Process Automated Integration
Our automated insert placement solution combines robotic arms, CCD vision positioning (accuracy 0.01mm), and automated unloading services. Such an integration of the automation drastically increases production efficiency. Moreover, it eliminates errors resulting from manual operation further leading to enhanced product consistency and production safety.
Strict Quality Data Traceability
Through product lifecycle traceability, we deliver to our clients CPK reports, full size measurement reports (including CMM inspection), X-ray inspection reports (for detecting internal porosity or misalignment in inserts), and material certificates.
These documents guarantee product quality traceability and comply with the quality requirements of the highest end clients.
One Stop Engineering Services
We ensure smooth and progressive communication with our clients from prototype verification to mass production.
Our engineers work very closely with clients to speedily modify the molds and also perform DFM (Design for Manufacturability) review to make the final product design suitable for the mass production processes, thereby effectively avoiding the higher cost and delays that result from later design changes.
Have clear mass production needs and want an accurate quote? Contact JS Precision, provide your production volume and product requirements, and you can quickly obtain a detailed quote for insert injection molding services.
FAQs
Q1: What is the most difficult parameter to control in the insert molding process?
The most challenging parameters in the insert molding process are holding pressure and cooling time. These parameters have the most direct impact on the level of residual stress in the plastic part and therefore the final warpage. Multiple test runs are necessary to attain tight control of the process.
Q2: What is the maximum insert size in the insert injection molding process?
The maximum insert size that can be accommodated is determined by the clamping force of the machine. JS Precision facilities are capable of handling inserts as large as 200mm x 300mm size, which is sufficient for the insert molding requirements of most precision components.
Q3: What materials are suitable for Insert Compression Molding?
Insert compression molding is mainly suitable for thermoplastic materials with low viscosity and high fluidity, such as LCP, PPS, and some epoxy resins. These materials can better adapt to low speed and low pressure compression filling methods.
Q4: What is the lifespan of the rapid prototyping molds used in the Prototype Insert Molding Process?
The rapid prototyping aluminum molds used in the Prototype Insert Molding Process are generally capable of producing 500-1000 parts at a stable level of quality, which is more than sufficient for prototype verification and small batch trial production.
Q5: How to solve the weld line problem around thin walled inserts?
One solution would be to raise the mold temperature to 130-150C or employ hot runner sequence valve control, vacuum venting technology etc. For instance, these approaches can greatly enhance melt fusion and minimize weld lines.
Q6: How to verify the positioning accuracy of the insert within the mold?
To be very precise, we implement an in mold CCD vision inspection system that is capable of exactly verifying the insert positioning prior to mold closing. This way we can assure that the deviation in the insert position is less than 0.02mm, thereby the product dimensional accuracy is always guaranteed.
Q7: How to prevent insert bending during the insert molding process?
The best measure to avoid this is to lower the filling speed from 100mm/s to 40mm/s and the gate location should also be fine tuned so that the melt does not strike the insert directly.
Q8: Can you provide a complete molding report?
Certainly! JS Precision accompanies each shipment with thorough quality documentation, such as process parameter sheets, dimensional measurement reports (with CPK values) and material certification, thus making product quality fully traceable.
Summary
Most cases of warpage in thin walled insert molding are essentially a combination of material, mold, and processing issues.
Vertical insert molding, hot runner technology, prototype insert molding process, and professional insert injection molding services are ways through which warpage can be controlled down to the micron level, thus allowing the production of high precision mass production.
Do you want an insert injection molding services company that can provide you with full support throughout the entire production cycle, starting from design verification to precision mass production?
Then, you should get in touch with JS Precision, who can give you a free DFM review and a mold flow analysis report. They will give you a hand in solving the thinnest wall insert molding problems!

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

