<頭>
|
素材
|
硬度 (HT 後)
|
降伏強さ
|
熱伝導率
|
ベストユースケース
|
<本体>
|
MS1 (1.2709)
|
50 ~ 54 HRC
|
1,100 MPa
|
17 ~ 20 W/(m·K)
|
一般的なコンフォーマルインサート
|
|
H13 (印刷版)
|
46 ~ 48 HRC
|
~900 MPa
|
24 ~ 28 W/(m·K)
|
大きな衝撃を与える場合には推奨されません
|
|
CuCrZr
|
28 ~ 32 HRC
|
~400 MPa
|
300 ~ 400 W/(m·K)
|
低圧、極度の冷却需要
|
選択に関する考慮事項:
- MS1: 印刷された状態は 30 ~ 35 HRC に達し、490℃ で焼き戻した後は 50 ~ 54 HRC になり、疲労限界は 400 ~ 450 MPa です。水路の最も薄い部分にかかる逆応力の大きさはこの限界を超えてはなりません
。
- H13: 印刷状態の靭性は鍛造状態と比較して約 40% 低いため、衝撃荷重が大きい状況には適していません。
- 銅合金: 熱伝導率は MS1 よりもはるかに高く (15 ~ 20 倍)、強度は低くなります。射出圧力が最小限で、冷却要求が非常に高いケースに最適です。
- ハイブリッド ソリューション: 銅合金インサートは最も高い熱負荷を受ける領域に使用され、MS1 インサートは構造的応力がかかる領域に使用されます。
コンフォーマル冷却の観点から見ると、MS1 + EOS M290 は現在、カスタム金型ツール サービスにとって最も成熟したプロセスの組み合わせです。
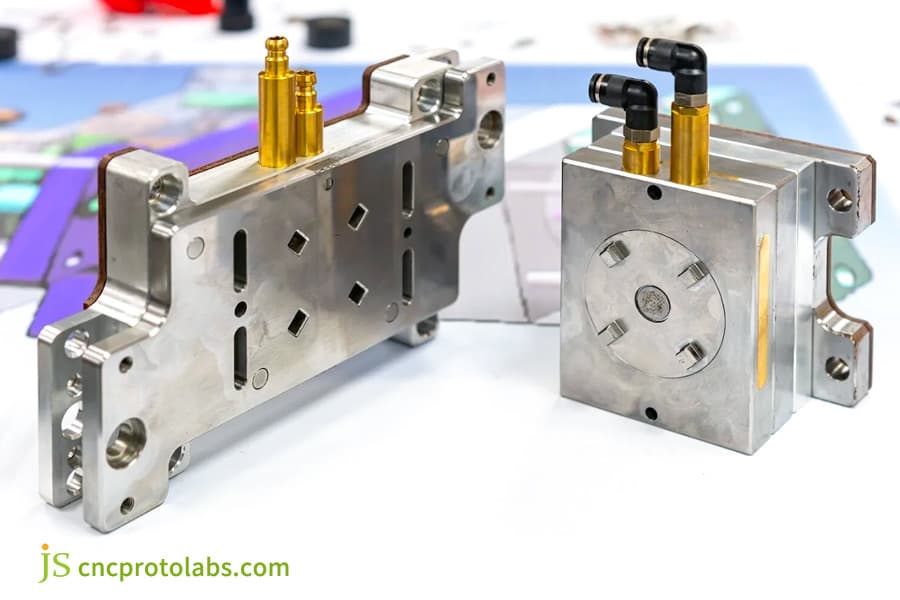
図 3: 真鍮コネクタを備えた金型コンポーネント。
シミュレーション検証では、コンフォーマル冷却モールド設計のホットスポットをどのように特定して排除しますか?
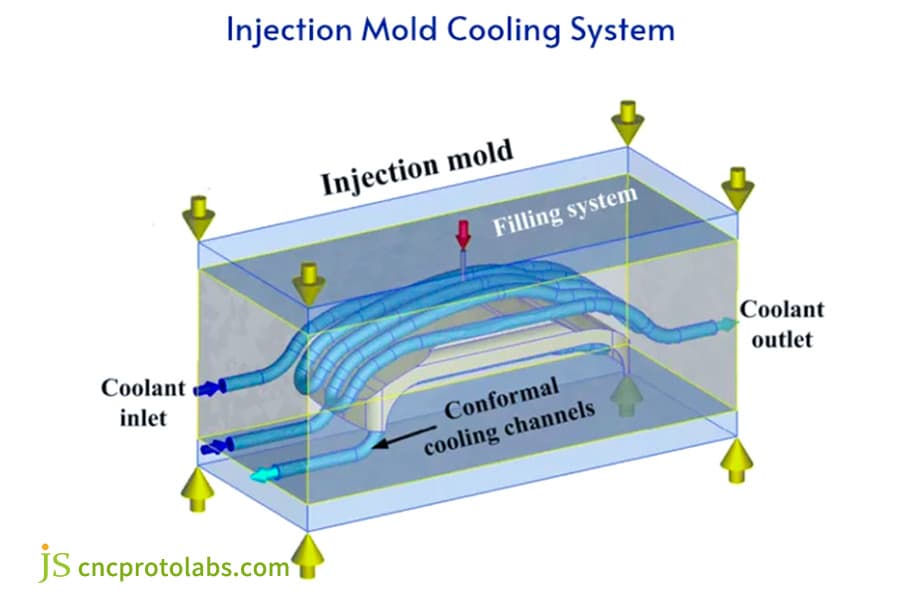
複雑なコンポーネント金型ツールのコンフォーマル冷却チャネルが印刷されると、実質的に将来それらを変更する機会はなくなるため、印刷前に設計をシミュレーションして検証する必要があります。非定常金型冷却解析は通常Autodesk Moldflow や Moldex3D などのソフトウェアを使用して実行され、これは標準的な手順です。
シミュレーション結果とホットスポットの除去
<オル>
温度分布雲マップ: キャビティ表面の温度差を示します。
製品断面の温度勾配: <15℃ の温度での離型は満足できるものとみなされます。
ホット スポットの場所: 薄いリブと厚いボス領域は最もホット スポットの問題が発生する可能性が高い領域です。これは、温度差により不均一な収縮が発生し、反りや収縮マークが発生するためです。
冷却時間の推定: 従来のソリューションとコンフォーマル ソリューションの比較
設計とシミュレーションのループ反復:
予備レイアウト → モールドフロー解析 → ホットスポット注釈 → 水路の再ルーティング → 二次検証 → ロックされた設計。ΔT≤3℃ を達成するには 2 ~ 4 回の反復が必要
<ブロック引用>
IATF 16949:2016 自動車分野向け品質管理システムでは、特殊特性 (金型冷却の均一性など) を正確に特定し、プロセス FMEA を通じて管理する必要があると明確に強調しています。
この自動車用金型管理の側面を念頭に置き、自動車用 Tier 1 センサー ハウジング部品の PFMEA 文書に特殊特性として ΔT ≤ 3℃ およびホット スポット < 金型温度 +5℃ を含めました。 これは、十分な反復が行われていない他のプロジェクトの最初の金型通過率が 62.5% のみであるのに対し、 プロジェクトの最初の金型合格率が 94.8% である主な理由であると特定されました。
言い換えれば、自動車や医療の複雑な部品の場合、シミュレーションの反復回数が最終的に金型試行が成功する可能性を決定します。設計段階では 1 ~ 2 回の反復を省略しても十分な時間を節約することはほとんどできませんが、金型の試行段階では、取り残された問題を回復するためにはるかに多くの労力を費やす必要があります。
お問い合わせいただきますと、無料のコンフォーマル冷却シミュレーション検証レポート、複雑な部品のホットスポットに関するモールドフロー解析、およびコンフォーマル冷却射出成形金型の最初の試行金型合格を保証するための 48 時間以内の ΔT 予測と最適化の提案をご提供いたします。
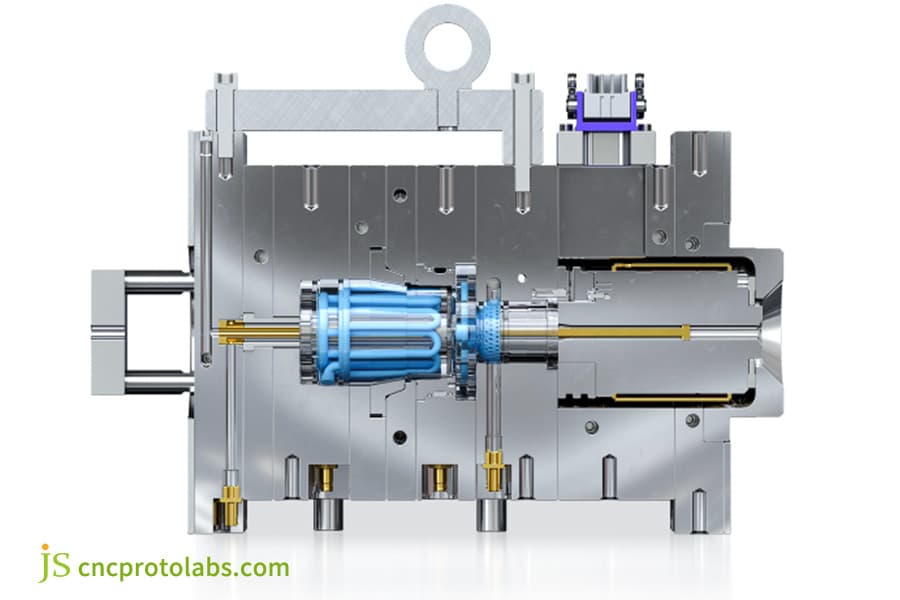
図 4: 作業場にある大型の工業用射出成形金型。
JS Precision は、コンフォーマル冷却モールド設計を使用して、自動車センサー ハウジングの反りの問題をどのように解決しましたか?
JS Precision は、ティア 1 自動車サプライヤーの PC/ABS センサー ハウジング用のコンフォーマル冷却射出成形金型を開発、製造しました。反りは 0.45 mm からわずか 0.12 mm に減少し、冷却時間が 32 秒から 21 秒に短縮され、スクラップ率が 4.2% から 0.6% に大幅に短縮されるなど、目覚ましい成果を達成しました。
クライアントの課題:
Tier 1 自動車サプライヤーは、エンジン コンパートメント センサー ハウジング用の高精度射出成形金型を開発する必要があります。素材はPC/ABS、 成形の特徴としては深いリブ(高さ35mm/肉厚1.2mm)、多数のボス(直径8mm/高さ12mm)、 非対称の曲面
が挙げられます。
従来のガンドリルのクラス 101 水路金型には、主に 3 つの問題があります。冷却時間は 32 分、合計サイクル時間は約 46 秒、 これでは年間目標 100 万件のうちの 1 件をほとんど達成できません、リブ/ボス領域間の温度差は 18℃、温度差による反りは 0.38 ~ 0.52 mm (限界: 0.20 mm)、スクラップ率は4.2% のうち 73% が過剰な反りを示しています。
JS Precision ソリューションの主な手順:
- モールド フロー解析: モールド フロー解析に基づくと、ホット スポットが 3 つあります (深いリブ ベースの 2 つと厚いボスの 1 つ)。
- インサートの分解:コンフォーマル領域は、独立したコンフォーマル ループを備えた 3 つの個別のインサートに分割されたため、印刷面積とコストが小さくなり、維持が容易になりました。
- 水路レイアウト: 3 つの独立したループ、サイズ 8 mm、キャビティのチャネル距離 3 mm、水路間の間隔 28 mm (直径の 3.5 倍)、円形断面。ホットスポットはスパイラル状にカバーされ、残りの (重要ではない) 領域には直線デザインが使用され、 印刷コストを削減しました。
- 金型構造の調整: 水路設計とエジェクター システムは一緒に行われ、CAD オーバーレイにより設計間の干渉がないことが保証されました。インサートと金型ベースの合わせ面は、圧縮率 20% の O リング溝を使用して設計されています。
- 積層造形と後処理: MS1 は EOS M290 で構築され、490℃、6 時間で 52 HRC まで焼き戻されました。 AFM水路はRa1.6μmに研磨しました。パーティング面にはワイヤー放電加工を施しました。 Ra1.6μm の AFM 研磨を使用したカスタム金型ツール サービスによるコンフォーマル冷却は水路の長期安定性を保証する重要なステップです。
重要な決定と学んだ教訓:
当初、水路はキャビティから 2.0 mma の距離に配置されていたため、ホット スポット領域の壁厚が 1.8 mm のみの MS1 インサートが得られました。構造シミュレーションでは、射出圧力 1,200 bar では応力が MS1 の降伏強度 (1,100 MPa) よりもはるかに高くなることが示されました。チームはオフセットを 3.0 mma に変更することにしました。これは、約 8% の冷却効率が失われることを意味します。構造的な完全性が確保されました。これは最も一般的なエンジニアリング上のトレードオフの 1 つであり、 効率よりも安全性を優先するものです。
最終結果 (データ アンカー ポイント):
- 冷却時間: 32 秒から 21 秒 (-34.4%)
- 合計サイクル時間: 46 秒から 34 秒 (-26.1 %)
- 温度差: 18℃ ~ 3.2℃
- 反り: 038-052 mm ~ 010-014 mm
- スクラップ率: 42% ~ 0.6%
- 年間 100 万 2 個の部品を生産する場合、射出成形機のダウンタイムは約 4,000 時間節約されます
高精度金型サービスの真の価値は、部品の冷却段階から最大限の利益を得ることではなく、製品の安全性の構造的境界内で最適なソリューションを特定することにあります。
複雑なパーツでも、深いリブや厚いボス領域で反りの問題が発生していませんか? 3D 図面 (STEP/IGS) を JS Precision にアップロードすると、48 時間以内に無料の DFM 実現可能性と ROI 分析が提供されます。
複雑なコンポーネントに最適なコンフォーマル冷却チャネルのレイアウトをカスタマイズするにはどうすればよいですか?
コンフォーマル冷却チャネルのカスタマイズは、幾何学的特徴の特定、ホット スポットの位置の決定、冷却チャネルと金型構造の接合設計、印刷可能性のチェック、およびシミュレーションの反復検証という 5 つのステップの方法に従って行われます。 JS Precision には通常 8 営業日かかります。
5 段階の方法の概要
肉厚分布 (厚さ >20 mm、厚さ <1.2 mm)、リブの高さと厚さの比率、ボスのサイズ、キャビティの曲率、パーティング ラインを調べます。同時にエジェクターピンの位置とパーティングのレイアウトを確認します
。
Moldflow の充填および冷却段階の結果を使用すると、温度マップとホット スポットの座標を決定できます。 温度が特定のレベルを超えるエリアは、Conformal Cool Channel が処理する必要があるハード ノードとして指定されます。
冷却管ネットワークを開発します。 同時に、金型部品のレイアウトを最終決定し、エジェクター ピン/スライダー間の干渉を確認して回避し、O リング シールの位置を設計し、コンフォーマル冷却チャネルの設定後にインサートとシールの設計を完了します。 射出成形金型設計サービスのコンフォーマル冷却スキームはインサートとシーリング設計の分解と同時に完了する必要があります。そうしないと、後の段階での手戻りコストが非常に高くなります。
各チャネル セグメントは、プリント プラットフォームに対して 45° の最小水路軸角度、少なくとも半径 2 mm から 4 mm の円から狭くなる最小直径、および曲げ半径 1 直径を満たしていることを確認する必要があります。それ以外の場合は、手順 3 に戻って修正します。この段階で、AFM 後処理の許容範囲が決定されます。
- 過渡状態ごとに冷却シミュレーションの完全なセットをシミュレートします:
その後、Moldex3D または Moldflow に入力されます。 少なくとも 5 回の完全な射出サイクルを実行する必要があります。 合格条件は次のとおりです: ΔT ≤ 3℃、製品断面の温度勾配でホット スポット < 目標金型温度 + 5℃、脱型時の温度勾配 < 15℃。結果が得られるまでに約 2 ~ 4 サイクルかかります。
データ結果
212 件のプロジェクト データに基づいて、標準プロセスは部品の初回金型トライアルに 94.8% で合格する能力を持ち、設計の平均反復回数が 5.2 ラウンドから 2.3 ラウンドに減少し、設計サイクル タイムが 3 週間から 8 営業日に短縮されることが判明しました。複雑なコンポーネント金型ツールのコンフォーマル冷却設計では、標準化されたプロセスの方が人の経験よりも信頼できます
。
コンフォーマル冷却モールドの設計パートナーとして JS Precision を選ぶ理由
JS Precision は、DFM 解析、金型構造設計、金属 3D プリンティング (DMLS) から金型試作検証に至る生産チェーン全体を備えています。 これまでに 200 を超えるコンフォーマル冷却金型を納入しており、その結果、冷却時間は平均 28% 短縮され、反りは 67% 低減され、初回金型トライアル合格率は 94.8% に達しました。
コアコンピテンシー
- エンドツーエンドの閉ループ: 概念設計 → DFM 解析 → インサートの分解と金型構造の設計 → DMLS 印刷 (EOS M290/MS1) → 熱処理 → AFM 研磨 → 精密機械加工 → 試作金型の検証。単一のベンダーがフロー全体を担当し、 調整リスクを最小限に抑えます
。
- 金型設計指向のエンジニアリング思考: 私たちは、単に水路の幾何学的完璧性を目指すのではなく、射出成形金型設計エンジニアの観点からコンフォーマルなソリューション、パーティング面、突き出しシステム、スライド ブロックと水路の位置合わせを最初にチェックします。
このソリューションは、実際に問題なく設置して稼働できる程度に作られており、長期間スムーズに動作し続けることができます。
- データ主導の意思決定: ABS、PC/ABS、PA66+GF、PEEK 素材などを含む 212 件の実際のプロジェクトに基づいて、見積もり段階で実際の ROI 予測を提示します。
- 定量的約束 (技術契約に含まれます):ΔT≤3℃、冷却収縮 20%、最初のバッチ試作金型合格率 (95)%、満たされていない場合は無料で修正が認められます。
コンフォーマル冷却射出成形金型ツール サービスを提供する際の JS Precision の目標は、生産に限定されるものではなく、今や業界標準となっている一度限りの金型試用を成功させることにあります。
今すぐ行動を起こす: 3D 図面 (STEP/IGS)、樹脂グレード、年間生産量、品質要件を JS Precision に送信すると、48 時間以内に無料の DFM 評価、ROI 分析、詳細な見積もりが届きます。
よくある質問
Q1: コンフォーマル冷却金型設計のおおよその追加コストはいくらですか?
追加コストは、コンポーネントの複雑さ、インサート金型の数、必要な後処理に応じて、15,000 ドルから 50,000 ドルの範囲になる可能性があります。 JS Precision は見積もり段階で費用の内訳を提示します。
Q2: コンフォーマル冷却金型設計の一般的な投資回収期間はどれくらいですか?
それは年間生産量と冷却削減の程度によって決まります。標準プロジェクトでは、年間 50,000 個の生産の場合は約 2.5 年、100,000 個の場合は約 1.25 年で投資回収可能です。
Q3: コンフォーマル冷却金型設計に適した樹脂材料はどれですか?
すべての熱可塑性樹脂を使用できますが、その利点は主に PC、PEEK、PEI などの高温射出成形グレードにあります。不均一な冷却によって生じるこれらの材料の反りは顕著であり、 コンフォーマル冷却により温度の均一性が大幅に向上し、 スクラップ率が低下します。
Q4: コンフォーマル チャネルの最小直径はどれくらいですか?
直接金属印刷の場合、実現可能な最小寸法は約 4 mm です。 4mm より小さい水路は粉が出にくくなり、 圧力損失が大きくなりすぎます。通常、JS Precision はチャネル サイズ 6 ~ 10 mm を推奨します。サイズが大きいほど熱交換の接触面積が増えることを意味しますが、考慮すべき構造強度が低下します。
Q5: コンフォーマルインサートは独立したモジュールに分離する必要がありますか?
分割することをお勧めします。モジュールを使用すると、一度に生産される金属の量と価格が削減され、損傷時のシーリングや交換も簡単に行うことができます。各モジュールにはスタンドアロン回路があり、ホット スポットの境界に沿って分割できるため、エラーの検出とメンテナンスが容易になります。
Q6: コンフォーマル水路での冷却媒体の漏れを防ぐにはどうすればよいですか?
インサートが金型と接触する部分の表面には O リングの溝があり、その圧縮レベルは15% ~ 25% の間に維持されます。入口/出口の場合は、シール用の平板または円錐形のシールが選択されます。
Q7: コンフォーマル水路とエジェクタ ピンの間の干渉はどのように処理すればよいですか?
オプションは 3 つあります: イジェクト ピンを移動する、インサート内に冷却チャネル用のスペースを空ける、またはステップ ピンを構築する。 JS Precision は、CAD オーバーレイ チェックを使用して、DFM フェーズで潜在的な競合を検出します。
Q8: JS Precision から見積もりを取得するにはどうすればよいですか?
樹脂グレード、年間生産目標、品質要件を記載した 3D 図面 (STEP/IGS) を 48 時間以内に JS Precision に送信してください。無料の DFM 評価、ROI 計算を実行し、価格を提示します。 さらに、図面を直接アップロードすることもできます。JS Precision からすぐに見積もりが返信されます。
概要
積層造形されたコンフォーマル チャネルによるコンフォーマル冷却金型設計により、射出成形金型の冷却時間が 20 ~ 40%、キャビティ表面の温度差が 2℃、反りが最大 90% 削減されます。 次の 6 つの基本を守ると成功します。
- DFM パラメータ(直径 2~5 mm、6~12 mm、3~5 mm)を正確に定義する
- チャネルと金型の構造を同期させる(パーティング面の回避 / エジェクター ピンの回避 / インサートの分離 / O リングのシール)
- レオロジーを検証する (Re>4,000/ΔP<2~3 bar)
- 適切な MS1 材料(つまり、焼結後の収縮が最小限の材料)を選択する
- シミュレーション閉ループ検証を実行します (ΔT≤3℃まで 2 ~ 4 回切り上げ)。
JS Precision は、金型設計エンジニアの視点から、DFM 解析や金型構造調整から、DMLS 印刷や試作検証に至るまでの全プロセス サービスを提供します。 3D 図面 (STEP/IGS) とプロジェクト範囲を今すぐ JS Precision に送信してください。48 時間以内に、無料の DFM 実現可能性評価と見積もりが届きます。

免責事項
このページの内容は情報提供のみを目的としています。 JS Precision Services については、情報の正確性、完全性、有効性について、明示的か黙示的かを問わず、いかなる表明や保証もありません。特定の技術要件を特定し、正式な部品見積をリクエストするのは購入者の責任です。詳細については、お問い合わせください。
JS プレシジョン チーム
カスタム製造ソリューション。 1,000 社以上の顧客にサービスを提供してきた 15 年以上の経験を持つ当社は、高精度のCNC 加工、板金加工、3D プリント、射出成形、および金属スタンピング。 300,000 個を超える精密部品の納入に成功し、すべてのカスタム プロジェクトにわたって 99.2% の期日通り納入率を維持しています。
当社の施設には 100 台を超える最先端の 5 軸マシニング センターが備えられており、ISO 9001:2015 認証を取得しています。当社は、150 か国の B2B クライアントに、高速、効率的、高品質の製造ソリューションを提供しています。少量のプロトタイピングが必要な場合でも、大規模なカスタマイズが必要な場合でも、当社は最短 24 時間のリードタイムでプロジェクトをサポートします。比類のない効率、品質、プロフェッショナリズムを実現するには、JS Precision をお選びください。
詳細を確認するか、RFQ を送信するには、当社の Web サイトにアクセスしてください: www.cncprotolabs.com
リソース

JSプレシジョン
ラピッドプロトタイピングとラピッドマニュファクチャリングのエキスパート
CNC機械加工、3Dプリント、ウレタン鋳造、ラピッドツーリング、射出成形、金属鋳造、板金、押出成形を専門としています。