Servizio di analisi e ottimizzazione dello spessore delle pareti per la progettazione per lo stampaggio a iniezione
Scritto da
Precisione JS
Pubblicato
Jul 15 2026
Stampi per iniezione
Seguici
Il
servizio di ottimizzazione dello spessore delle pareti valuta i progetti delle parti in plastica per garantire la corretta uniformità del flusso e prevenire segni di avvallamento. Inoltre, questa analisi DFM di precisione aiuta gli stampatori a iniezione a ridurre i cicli di raffreddamento fino al 30%. Il servizio di ottimizzazione dello spessore delle pareti può anche rimodellare forme difficili da stampare in parti modellabili ed economiche adatte alla produzione ad alto rendimento.
In JS Precision, il nostro servizio di stampaggio a iniezione DFM si basa sugli ultimi sviluppi e si concentra direttamente sulla risoluzione dei problemi derivanti dalla mancata corrispondenza del restringimento e dalla deviazione del volume, per produrre articoli affidabili prodotti in serie.
Guida rapida al servizio di ottimizzazione dello spessore delle pareti
Classe di polimeri
Spessore parete consigliato
Rapporto costola-parete
Tasso di taglio massimo
ABS (alto flusso / FR)
1,20 – 3,00 mm
40% – 50% (angolo R0.6)
< 50.000 secondi⁻¹
PC (ad alta resistenza/amorfo)
1,50 – 3,50 mm
30% – 40% (angolo R0,5)
< 40.000 secondi⁻¹
PA66 + 30% GF (cristallino)
1,00 – 2,50 mm
35% – 45% (angolo R0.8)
< 60.000 secondi⁻¹
Risultati chiave
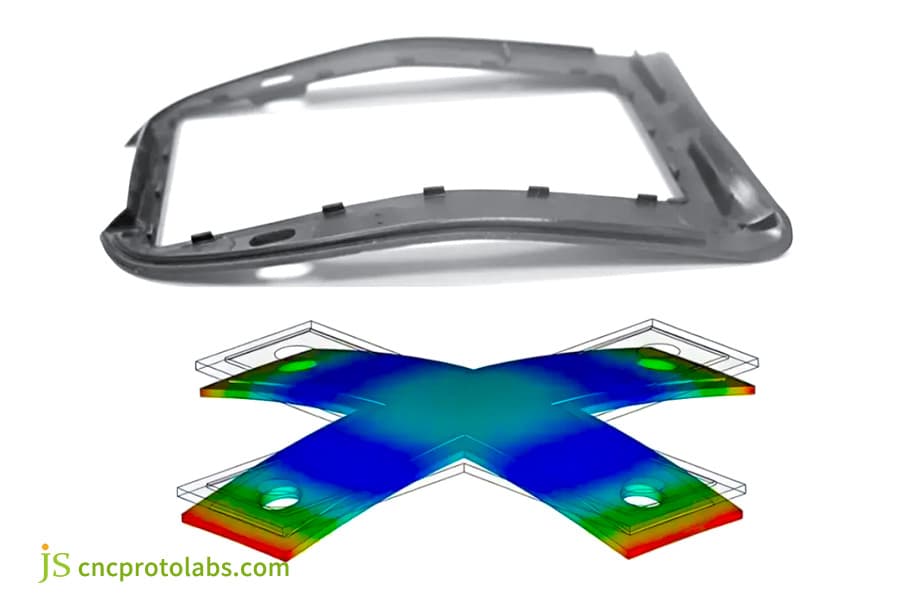
Causa principale della deformazione asimmetrica: una rapida e drastica diminuzione dello spessore della parete della parte superiore al 25% si traduce in un restringimento irregolare del volume che è la base fisica della deformazione delle parti in plastica.
Regola per la prevenzione del restringimento delle nervature: per lo spessore della parete principale dei materiali cristallini, lo spessore alla base del nastro deve essere limitato al di sotto del 40% e si consiglia un raccordo con raggio di 0,5 mm per alleviare lo stress interno e le tensioni residue dallo stampaggio.
Svuotamento e ottimizzazione di aree spesse: Le porzioni solide, essendo le più pesanti, sono preferibilmente convertite in strutture cave o scatolari e rinforzate con nervature trasversali ottenendo una riduzione del peso del 35% e contemporaneamente un aumento del 20% della rigidità alla flessione.
Perché optare per i servizi di progettazione di stampi personalizzati di JS Precision per la progettazione della distribuzione dello spessore delle pareti?
Sulla base principalmente del team di stampi a iniezione della nostra azienda con oltre 15 anni di esperienza, comprendiamo che un vero partner in grado di fornire servizi di ottimizzazione dello spessore delle pareti dovrebbe avere funzionalità 3D a circuito chiuso: simulazione del flusso di materiale, compensazione della rigidità dello stampo e stabilità del processo di produzione di massa. Dalla nostra esperienza con i rivestimenti dei droni, abbiamo scoperto che se un progetto presenta variazioni di spessore delle pareti superiori a circa il 25%, i materiali ad alta portata non aiutano a risolvere la deformazione esclusivamente mediante la regolazione del processo di produzione: è necessario iniziare la soluzione del problema in fase di progettazione.
La
ISO 9001:2015, Sistemi di gestione della qualità, afferma: Un'organizzazione deve identificare i processi necessari e la loro implementazione in tutta l'organizzazione e determinare la sequenza e l'interazione di questi processi.
Dal rispetto di questo requisito, effettuiamo una revisione della progettazione per la produzione (DFM) a 3 livelli in ogni sforzo di ottimizzazione dello spessore della parete, in modo che il processo decisionale relativo allo spessore della parete sia adeguatamente documentato durante tutto lo sviluppo.
Avevamo un progetto di alloggiamento per droni in cui abbiamo sostituito le variazioni improvvise dello spessore delle pareti da 1,2 mm a 4,5 mm con pareti dallo spessore costante di 1,8 mm e abbiamo aggiunto nervature trasversali da 0,8 mm. La deformazione è stata ridotta da 1,5 mm a <0,1 mm, il tempo di raffreddamento è stato ridotto da 35 secondi a 21 secondi e i costi di produzione sono diminuiti del 35%. Questo approccio è stato sviluppato nel portafoglio di progetti di ottimizzazione dello spessore delle pareti di JS Precision contenente più di 200 file di casi.
Scarica la guida alla progettazione DFM per l'ottimizzazione dello spessore delle pareti per padroneggiare le pendenze di transizione, le proporzioni delle nervature e le strategie di svuotamento, aiutandoti a valutare la profondità ingegneristica del tuo servizio di stampaggio a iniezione DFM.
In che modo la variazione improvvisa dello spessore della parete provoca deformazioni e segni di avvallamento nello stampaggio a iniezione?
Il
il servizio di stampaggio a iniezione DFM dovrebbe essere in grado di gestire il problema della differenza di velocità di raffreddamento causata dalla variazione dello spessore della parete. Le parti più spesse si raffreddano più lentamente, mentre le parti più sottili si raffreddano rapidamente. Di conseguenza, viene creata un'asimmetria nel ritiro volumetrico e nello stress residuo. Infine, vengono prodotti sia il restringimento superficiale che la deformazione complessiva.
Ragioni fisico-chimiche della differenza nel ritiro volumetrico
ΔVrestringersi=α×(Tfondersi−Tmold),dove il carattere greco alfa (α) è coefficiente di espansione lineare del materiale, che mostra maggiore è la differenza di temperatura, maggiore è il ritiro dovuto alle variazioni locali dello spessore della parete.
Prendendo PC come esempio, α è circa 70 × 10 ⁻⁶/℃. Quando la differenza di temperatura tra le aree spesse e sottili raggiunge i 30 ℃, la differenza nel tasso di ritiro del volume può raggiungere lo 0,21%, sufficiente a produrre una deformazione di oltre 0,2 mm su una parte lunga 100 mm. In parole povere, ciò significa che maggiore è la differenza nello spessore della parete e più bassa è la temperatura dello stampo, maggiore è esponenzialmente il rischio di deformazione.
Confronto delle soluzioni di transizione
Approccio tradizionale (ispessimento diretto della parete):
Non esiste un disegno di transizione ma l'area cambia solo gradualmente lo spessore della parete, ovvero c'è solo il disegno dell'angolo arrotondato da una parte all'altra. Lo spostamento del centro termico verso la parte con struttura più spessa provoca la generazione di linee di ritiro più profonde di 0,3 mm. In casi estremi come questo, è possibile che si verifichino guasti alla tenuta dovuti a mancata corrispondenza dimensionale o al rifiuto del prodotto a causa del suo aspetto anche dopo l'assemblaggio.
Soluzione di precisione JS:
Il design con pendenza uniforme e delicata (rapporto Transition Taper da 1:3 a 1:4) consente un'equa distribuzione del calore. Il grado di restringimento è inferiore a 0,05 mm praticamente non visibile ai nostri occhi. Eseguiamo anche una R di 0,5 mm ai piedi della parte di transizione per alleviare le sollecitazioni.
Figura 1: pellet colorati di resina plastica tecnica in tubi di vetro per test sui materiali.
Quali sono i limiti minimo e massimo dello spessore delle pareti per le comuni resine plastiche?
Il nucleo della progettazione di parti per la stampabilità è comprendere i limiti di flusso delle diverse resine. I tipi di plastica amorfa come il PC necessitano di uno spessore di parete di almeno 1,5 mm per evitare un riempimento insufficiente, mentre le plastiche cristalline come PP/PA66 possono essere stampate con pareti molto sottili fino a 0,8 mm in condizioni molto ben controllate. Tuttavia, quando si realizza la progettazione dello stampo, l'influenza della lunghezza del flusso (rapporto L/T) non può essere ignorata: se L/T è maggiore delle linee guida potrebbe causare un riempimento insufficiente anche se lo spessore della parete è corretto.
Tabella dei limiti comuni dello spessore delle pareti dei materiali plastici tecnici
Materiale
Muro minimo (mm)
Muro massimo (mm)
Rapporto L/T consigliato
PP (omopolimero)
0,80
3:00
150:1
PA66 + 30% GF
1,00
2,50
100:1
ABS (alto flusso)
1.20
3:00
120:1
PC (uso generale)
1,50
3,50
80:1
POM (Copolimero)
1,00
3:00
130:1
Resina - Limiti puri non riempiti
Se guardi il PC puro, scopri che è piuttosto sensibile alle variazioni di spessore delle pareti. Al di sotto di 1,0 mm la resistenza al flusso aumenta rapidamente, quindi è probabile una bruciatura dovuta al surriscaldamento del taglio. Inoltre il PC ha una forte tendenza a mostrare un orientamento molecolare nelle parti a pareti sottili che porta a un ritiro anisotropo e una maggiore probabilità di deformazione. Nella fase iniziale del servizio di attrezzature per stampi a iniezione, è necessario fissare congiuntamente lo spessore sicuro della parete in base al rapporto MFR e L/T, anziché fare affidamento esclusivamente sulla stima empirica.
Confini delle resine rinforzate con fibra di vetro
La poliammide 66 (PA66 + 30%GF) utilizzando la fibra di vetro controlla il ritiro ma allo stesso tempo aumenta la viscosità. Se lo spessore della parete è inferiore a 1,2 mm, ci sarà esposizione di fibre (fibre galleggianti)rendendo la superficie molto ruvida. Le fibre fluttuanti non solo distruggono l'aspetto ma creano anche punti di concentrazione dello stress che riducono la vita a fatica.
Tramite il servizio di ingegneria degli stampi personalizzati di JS Precision possiamo impostare fin dall'inizio uno spessore minimo ragionevole della parete che dipende principalmente da un dato tipo di resina e dalla concentrazione di fibre di vetro, il rischio di galleggiamento delle fibre viene determinato anche con l'analisi del flusso dello stampo, in modo da evitare rilavorazioni dello stampo che potrebbero essere molto costose.
Figura 2: diagramma che illustra le cause del ritiro dello stampaggio a iniezione e i risultati della deformazione delle parti.
Come possiamo progettare nervature e fazzoletti per evitare di aumentare lo spessore globale delle pareti?
L'ottimizzazione della progettazione dello stampo a iniezione dipende essenzialmente dall'introduzione di nervature (pari al 40% o 60% dello spessore della parete principale) e di piastre di supporto su pareti sottili che si tradurranno in una resistenza strutturale notevolmente aumentata senza la necessità di aumentare lo spessore totale della parete o di estendere il tempo di raffreddamento. D'altra parte, le nervature più spesse non danno necessariamente risultati migliori: in una certa misura le nervature spesse possono causare la creazione di punti caldi alla radice che si tradurranno ulteriormente in un restringimento.
Tre regole geometriche principali per l'irrigidimento delle nervature:
Spessore della base della nervatura: dovrebbe essere 0,4 - 0,6 volte lo spessore della parete principale. Per i materiali cristallini si consiglia il limite minimo di 0,4 volte in quanto ciò limiterà il rischio di restringimento.
Angolo di spoglia: non deve essere inferiore a 0,5°. Per profondità superiori a 10 mm, è preferibile un angolo di spoglia pari a 1 per evitare l'adesione allo stampo.
Raggio alla radice della costola: 0,4 mm - 0,8 mm in modo che possa aiutare ad eliminare la concentrazione dello stress. Un raggio troppo piccolo porterà a fessurazioni da stress, mentre un raggio troppo grande non solo creerà un restringimento, ma aumenterà anche lo spessore locale della parete
Opzione A (ispessimento cieco) rispetto a opzione B (ottimizzazione delle costole di precisione JS)
Parametro
Opzione A: ispessimento generale
Opzione B: ottimizzazione delle costole
Spessore della parete principale
2→4mm
Mantenere 2 mm
Variazione di peso
+100%
+15%
Tempo di raffreddamento
12→38 secondi
12 secondi
Guadagno di rigidità
Limitato
+300%
Rischio di assorbimento
Alto
Basso
L'opzione B fornisce un incremento di tre volte della rigidità, il motivo sono le nervature che concentrano i materiali sul lato esterno dell'asse neutro dove si verifica la massima sollecitazione invece di distribuire i materiali in modo omogeneo su tutta l'area della sezione trasversale. La capacità di utilizzare l'ottimizzazione della topologia come questa è la caratteristica principale che distingue i produttori di stampi di precisione rispetto alle normali fabbriche di stampi.
Figura 3: componente in plastica personalizzato trasparente con superficie lucida e stampo a iniezione.
In che modo il servizio di analisi del flusso di stampi può prevedere e risolvere i difetti di stampaggio legati allo spessore?
Il servizio di analisi del flusso dello stampo simula accuratamente il flusso, la pressione di mantenimento e il processo di raffreddamento della plastica fusa all'interno della cavità dello stampo per prevedere linee di saldatura, aria intrappolata e deformazioni che potrebbero derivare da uno spessore non uniforme delle pareti. JS Precision utilizza il software Autodesk Moldflow per calcolare il rischio di stampaggio, ma ricorda che il software è solo uno strumento, il suo vero valore si riflette nel modo in cui gli ingegneri interpretano i risultati e li trasformano in progetti migliori.
Risultati principali dell'analisi Moldflow:
Curva della caduta di pressione: valuta se la pressione di riempimento finale è sufficientemente elevata. In generale, la pressione di riempimento finale deve rimanere almeno al 30% della pressione di iniezione perché altrimenti potrebbero verificarsi colpi brevi.
Rapporto di condensa: controlla la resistenza della saldatura e l'aspetto della superficie. Nei luoghi in cui il rapporto di condensa supera il 50%, la resistenza della saldatura può diminuire al 60% della resistenza del corpo o al di sotto.
Mappa del rischio di cavitazione: evidenzia i siti di aria intrappolata e aiuta nella progettazione dello sfiato. I siti di cavitazione devono essere abbinati a canali di ventilazione. In caso contrario, l'aria intrappolata potrebbe provocare bruciature o colpi brevi.
Regolazione della curva della pressione di mantenimento e dello spessore della parete:
Identificando lo spessore della parete nel punto in cui la curva della pressione di tenuta cambia gradiente, gli ingegneri ottimizzano lo spessore della parete della parte per il massimo trasferimento della pressione di tenuta riducendo lo stress interno. Supponiamo che la curva della pressione di mantenimento scenda bruscamente al 90% di riempimento, indicando che il volume del materiale in quell'area è troppo piccolo.
È necessario aumentare lo spessore della parete in quell'area di 0,2-0,3 mm in modo che il trasferimento della pressione di mantenimento sia raggiunto correttamente. L'analisi del flusso dello stampo fornita dal servizio di attrezzature per stampi a iniezione è il passaggio finale prima della produzione di massa e ancheil modo più pratico per ridurre al minimo il numero di stampi di prova.
In che modo le sezioni di plastica spesse dovrebbero essere rivestite per eliminare i rischi di vuoti?
Il servizio di ingegneria di stampi personalizzati include la creazione di aree a pareti spesse trasformate in strutture uniformemente a pareti sottili o addirittura a doppia parete, con nervature di rinforzo diagonalmente o trasversalmente all'interno della cavità per il supporto strutturale. Quando si raffredda, la superficie si solidifica lasciandosi dietro il nucleo fuso che si estende e si contrae verso l'esterno, provocando cavità e ritiro. Questo tipo di difetto si riscontra comunemente ogni volta che lo spessore della parete è superiore a 4 mm e se il materiale utilizzato non è un fattore che influisce su ciò.
Cilindro solido rispetto al design scavato JS Precision
Cilindro solido (Ø10 mm): Il vuoto interno causato dalla trazione della plastica si tradurrà in pori che ridurranno ulteriormente la resistenza del materiale del 40% oltre a provocarne un'ammaccatura. La porosità è una grave carenza strutturale. Allo stesso tempo, accade spesso che il punto più debole che dà inizio alla tensocorrosione risulta essere proprio quello che presenta porosità.
Design scavato di precisione JS (Ø10 x 6 interni x spessore parete 2): Se incorporato con 4 rinforzi della lama, offre una superficie liscia e priva di vuoti interni, un aumento della forza di presa (+25%) e un risparmio di materiale (-36%). Inoltre, grazie a questo design,il tempo di raffreddamento viene ridotto da 35 a 18 secondi perché lo spessore uniforme delle pareti elimina gli hotspot.
Visualizza altre storie di successo reali nello stampaggio a iniezione di livello industriale di JS Precision e scopri come il servizio di progettazione di stampi personalizzati elimina il rischio di porosità.
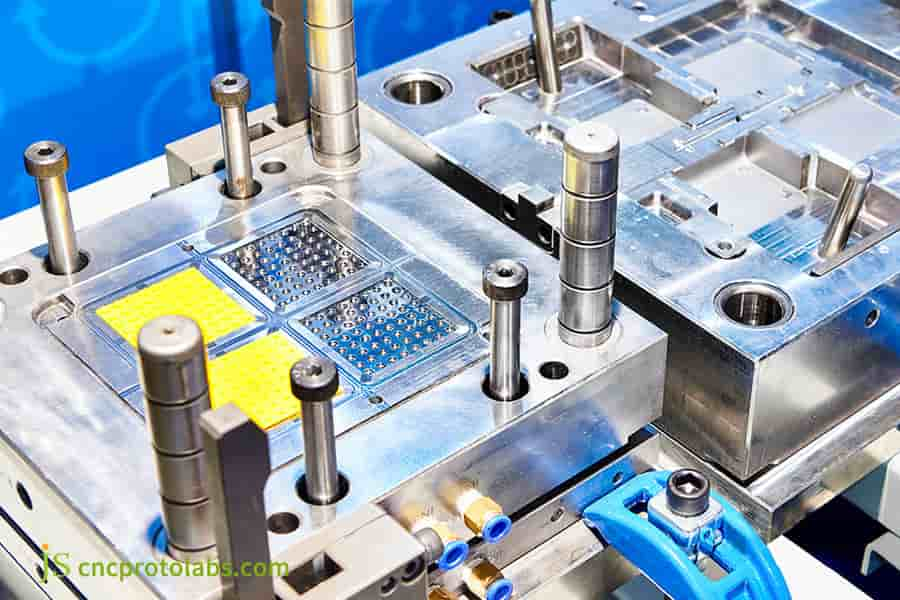
Figura 4: Primo piano di una cavità metallica dello stampo a iniezione che mostra il design dettagliato del punto di iniezione.
Qual è la relazione geometrica tra gli angoli di sformo e lo spessore del muro?
Il servizio di ottimizzazione dello spessore delle pareti considera sempre l'angolo di sformo. Con l'aumento dello spessore della parete o della profondità della cavità si verifica l'aumento dell'angolo di sformo (solitamente +0,5°-1° per pollice di profondità della cavità) per minimizzare l'apertura dello stampo e le forze di adesione per l'espulsione. Questo perché la verità è che le pareti più spesse si restringono dopo un maggiore raffreddamento, causando forze di tenuta del nucleo più forti.
Tabella di raccomandazioni sul rapporto spessore della parete-angolo di sformo
Spessore della parete (mm)
Profondità della cavità (mm)
Bozza minima consigliata
1.0 – 2.0
≤10
0,5°
2.0 – 3.0
10 – 20
1,0°
3.0 – 4.0
20 – 30
1,5°
>4.0
>30
2,0° + Trama
Per superfici con motivi solari, la pendenza deve essere aumentata di ulteriori 0,5° oltre a quanto sopra, poiché la struttura aumenta la resistenza alla sformatura.
Confronto attrito di espulsione:
Senza o con angolo di sformo molto piccolo <0,2°. C'è troppa resistenza alla sformatura, la superficie si graffia, segni di espulsione e il tasso di difetti raggiunge il 15%. Questo tipo di difetto è molto spesso riscontrato nelle parti con pareti sottili con cavità profonda.
Angolo di sformo ideale di precisione JS (≥1°+modello solare): la resistenza all'espulsione è -70%, più di un tasso di rendimento del 99,8%. Oltre a ridurre il numero di perni di espulsione, gli angoli di sformo ottimizzati comportano minori costi di stampo.
Quali sono le sfide legate agli utensili per la produzione di componenti in plastica a parete sottile?
I componenti in plastica a parete sottile richiedono che gli stampi abbiano un acciaio per stampi ad elevata durezza, precisione nel sistema di sfiato dell'aria e capacità di alta pressione. Le unità di iniezione sono impostate su una velocità molto elevata (>500 mm/s+) ed è necessaria un'elevata pressione di iniezione (>2000 bar+) quando si esegue lo stampaggio a iniezione a pareti sottili. Gli stampi di questo tipo devono resistere all'alta pressione e disporre di un sistema di ventilazione ad alta precisione.
Controllo della condensazione e dello sfiato delle parti ultrasottili
Regola segreta sulla profondità della scanalatura di ventilazione: troppo profonda -> lampeggiante, troppo piccola -> l'aria non può uscire e la plastica brucia (effetto Diesel). JS Precision mantiene la profondità della scanalatura ventilata a 0,015-0,02 mm. L'acciaio a specchio S136 (≥HRC 52) è selezionato per prevenire l'usura da fatica dello stampo dovuta al funzionamento in condizioni sia di alta frequenza che di alta pressione oltre a garantire l'affidabilità del sistema di sfiato.
Selezione acciaio per stampi S136 HRC52+
In parole povere, l'iniezione ad alta pressione di parti a parete sottile può comportare l'usura dello stampo e persino la deformazione. La cavità è costruita utilizzando S136 a HRC 52+ insieme a un sistema di ventilazione ad alta precisione.
In tal caso, la tolleranza dello spessore della parete rimane ±0,02 mm dopo 500.000 cicli di stampaggio. Al contrario, il normale acciaio per stampi (ad esempio P20 a 30 HRC) può sviluppare usura superficiale dopo soli 100.000 cicli, causando bave e cambiamenti dimensionali.
L'accuratezza della produzione di attrezzature per stampi determina direttamente il successo o il fallimento delle parti a pareti sottili. JS Precision utilizza elettroerosione a filo lento ed elettroerosione a specchio sugli utensili in modo che tutte le scanalature ventilate siano alla stessa profondità e le superfici di divisione si adattino molto bene.
Consulta individualmente un esperto di produzione di stampi JS Precision per il tuo progetto a pareti sottili e ottieni una soluzione personalizzata per componenti in plastica a pareti sottili.
Come JS Precision ha risolto la deformazione e ridotto i costi delle attrezzature per stampi del 35% per un telaio UAV B2B
Un acquirente di UAV commerciale ha assistito a un cambiamento inaspettato nello spessore della parete del guscio da 1,2 a 4,5 mm che ha causato una deformazione di 1,5 mm dopo il processo di iniezione, questo ha reso impossibile produrre lo stretto spazio di assemblaggio. Prima di ciò, il cliente ha provato a modificare i parametri del processo che hanno comportato un aumento della pressione di tenuta e una diminuzione della temperatura dello stampo, ma la deformazione è stata ridotta al minimo solo di 0,3 mm, ancora molto al di sotto dei requisiti di 0,2 mm per l'assemblaggio.
Le sfide dei clienti e le loro cause profonde
Sfida: lo spessore della parete del guscio multi-cavità è cambiato drasticamente da 1,2 a 4,5 mm, portando auna deformazione di 1,5 mm e al completo fallimento dell'assemblaggio. Il progetto iniziale prevedeva uno spessore della parete di 4,5 mm nell'area del vano batteria mentre il bordo era di soli 1,2 mm.
Causa principale: il raffreddamento lento nella zona spessa e il raffreddamento rapido nella zona sottile hanno causato una differenza significativa nel tasso di ritiro del volume più lo stress residuo. L'analisi del flusso dello stampo ha indicato che la differenza di temperatura tra le diverse aree era pari a 40 ℃, il che ha comportato una differenza nel tasso di ritiro dello 0,35%.
Soluzione di precisione JS
Riprogettazione: nel DFM 3D la spessa parete del guscio è stata scavata rendendo lo spessore della parete globale principale pari a 1,8 mm (deviazione consentita ±5%). Nella riprogettazione, il vano batteria è stato trasformato in una struttura cava con rinforzo di nervature a forma di croce.
Rinforzo delle nervature: nervature di rinforzo, spesse 0,8 mm e angolate di 1°, sono state distribuite nei punti di concentrazione delle sollecitazioni mantenendo la spaziatura delle nervature entro 8 mm per garantire un supporto uniforme.
Test di flusso nello stampo: il cancello è stato spostato dall'area della parete sottile a un'area centrale con spessore della parete bilanciato in modo che la velocità di taglio nello stampo diventi <45.000⁻¹s. L'ottimizzazione del layout del canale dell'acqua di raffreddamento ha reso possibile in questa fase un'uniformità della temperatura dello stampo di ±2℃.
Lezioni apprese:
La prima versione aveva nervature molto sottili pari a 1,0 mm. Ciò ha causato l'intrappolamento dell'aria e la plastica è stata gravemente danneggiata durante l'iniezione ad alta pressione. Nel secondo giro, la larghezza della nervatura è stata ridotta a 0,8 mm soltanto con l'aggiunta di una scanalatura di troppopieno più profonda di 0,015 mm che ha aperto anche il passaggio della guida. Questo esempio mostra che lo spessore delle nervature non significa sempre che la scelta migliore sia quella più sottile, uno dei motivi è troppo sottile per consentire al materiale fuso di fluire e provoca l'intrappolamento dell'aria.
La
ISO 294-3:2020 menziona: i campioni stampati a iniezione devono essere preparati in condizioni di processo controllate e i parametri chiave del processo (pressione di impaccamento, temperatura dello stampo, velocità di taglio) devono essere registrati e convalidati.
Per soddisfare i requisiti, abbiamo utilizzato un punto in cui la curva della pressione di impaccamento aveva cambiato direzione e una velocità di taglio inferiore a 45.000⁻¹ s come nostri rigorosi criteri di accettazione finale nella fase di stampaggio di prova dell'alloggiamento dell'UAV, e questo è stato identificato come il motivo del grande successo dello stampaggio di prova dopo il secondo ciclo di modifiche della scanalatura di troppopieno.
Risultati finali (riferimenti ai dati)
Tempo di raffreddamento: 35→21 secondi (-40%)
Deformazione: 1,5 →<0,1 mm (-93%)
Longevità dello stampo: raddoppiata (da 250.000 cicli di stampo a 500.000 cicli di stampo)
Costo totale per articolo: diminuito del -35% (risparmio di materiale + tempi di ciclo più rapidi + tasso di scarto ridotto dall'8% allo 0,5%)
Opinione del cliente: grazie al miglioramento di DFM, JS Precision ci ha consentito di evitare centinaia di migliaia di dollari in spese di modifica dello stampo.
Ottieni soluzioni di ottimizzazione DFM e report sugli stampi di prova per involucri di droni simili, carica disegni su JS Precision e ricevi una valutazione gratuita e un preventivo per lo stampaggio a iniezione entro 24 ore ore.
Perché scegliere JS Precision come partner per il servizio di attrezzature per stampi a iniezione?
In qualità di esperti nella produzione one-stop, aiutiamo i produttori a evitare errori nelle prime fasi della progettazione con le nostre simulazioni del flusso dello stampo e le nostre competenze DFM che sono il risultato di una grande ricchezza di esperienza nel corso degli anni. Ciò consente di individuare tempestivamente i difetti, con conseguente notevole risparmio di tempo e costi. I nostri partner di produzione nei settori automobilistico, medico ed elettronico di consumo hanno già ricevuto oltre 5.000 stampi, inclusi più di 200 progetti di ottimizzazione dello spessore delle pareti.
20 anni di ingegneria e oltre 5.000 progetti
Disponiamo di una gamma completa di materie prime tra cui ABS/PC/PA66/PEI e possiamo fornire prodotti basati su pareti estremamente spessori sottili, da soli 0,8 mm fino a 10 mm di spessore pareti completamente scavate.
Nel corso degli anni abbiamo acquisito una capacità senza pari di prevedere i problemi nella produzione di attrezzature per stampi semplicemente visualizzando i difetti, quindi ora manteniamo un catalogo con dettagli su oltre 300 stampi diversi con problemi che potrebbero verificarsi, in modo da poter individuare i problemi prima dell'inizio della produzione. Ad esempio, controlliamo regolarmente la possibilità che le fibre galleggiano nella plastica rinforzata con fibra di vetro e suggeriamo modifiche dello spessore della parete quando forniamo un rapporto di producibilità nella fase di progettazione per la produzione (DFM).
Capacità di ispezione e standard di consegna
Sistema di produzione di qualità garantita ISO 9001:2015, inclusa la consegna a ogni cliente del rapporto di ispezione delle dimensioni intere per ciascun lotto.
Ispezione mediante macchina di misura a coordinate Zeiss e deviazione dello spessore della parete con precisione di ±0,01 mm.
Fornitura di analisi DFM + Moldflow gratuite insieme al preventivo incluse modifiche suggerite e avvisi sui rischi.
Il nostro obiettivo principale per la fornitura di attrezzature per stampi a iniezione è che la prima prova di stampaggio sia un successo, non semplicemente che sia un prodotto fattibile. Dai nostri dati storici, è emerso chiaramente che gli stampi completamente analizzati per DFM e flusso dello stampo avevano una percentuale di passaggi di stampaggio della prima prova del 92%, molto superiore alla media del settore del 65%.
Domande frequenti
D1: JS Precision addebita costi per i servizi di ottimizzazione dello spessore delle pareti e di progettazione per la produzione (DFM)?
JS Precision offre servizi di ottimizzazione dello spessore delle pareti e di analisi Design for Manufacturing (DFM) completamente gratuiti. L'unica cosa che devi fare è inviarci il tuo file CAD 3D (STEP/IGS). Successivamente faremo produrre al tuo esperto di ingegneria degli stampi e ti invieremo un rapporto DFM completo compresa l'analisi Moldflow, consigli sulla modifica delle parti e ti offriremo persino un preventivo gratuito entro 24 ore.
Q2: Perché lo spessore irregolare delle pareti è causa di segni di avvallamento sulla superficie?
Aree di parete di spessore diverso portano a variazioni nella velocità di raffreddamento, l'area di parete spessa si raffredda più lentamente rispetto all'area esterna della pelle congelata. Quando la resina interna si indurisce per ultima e si ritira, se l'involucro esterno è ancora morbido, questa pelle di plastica esterna seguirà il restringimento, con conseguente ritiro del materiale superficiale e formazione di depressione (segno di ritiro) sulla parte in plastica.
D3: Quali sono le linee guida di progettazione sulla differenza di spessore tra resine ad alta e bassa fluidità?
I materiali ad alta fluidità come PP, PE e PA66 sono più facili da fondere, quindi il loro spessore della parete può essere inferiore a 0,8 mm, al contrario, i materiali altamente viscosi e meno fluidi, come PC, PMMA o PEI, dovrebbero riscontrare una carenza di materiale quando hanno pareti sottili, quindi lo spessore minimo della parete non deve essere inferiore a 1,5 mm.
Q4: Qual è il modo per rinforzare le parti senza aggiungere spessore alle pareti?
Non è necessario aumentare lo spessore della parete poiché possiamo inserire nervature di rinforzo (con un'altezza 3 volte lo spessore della parete) o fazzoletti (0,4-0,6 volte lo spessore della parete principale) nelle aree deboli per ottenere la stessa resistenza.
D5: Cosa si può fare per evitare le fessurazioni da stress che si verificano nel punto in cui la sezione spessa e la sezione sottile si incontrano?
L'idea principale è apportare un cambiamento graduale ottenendo una transizione graduale tra le sezioni spesse e sottili. In generale, una pendenza di transizione compresa tra 1:3 e 1:4 è accettabile (ovvero una zona di transizione di almeno 4,5 mm se la variazione va da 1,5 mm a 3 mm). Inoltre, si consiglia vivamente di non avere un raggio dell'angolo interno inferiore a 0,5 mm.
Q6: Quali tolleranze sullo spessore delle pareti può garantire JS Precision per un'elettronica precisa?
JS Precision utilizza una macchina per lo stampaggio a iniezione servo ad alta precisione combinata con una CMM importata come parte del processo di ispezione. Per le parti in plastica di precisione di piccole e medie dimensioni, siamo in grado di controllare stabilmente la tolleranza effettiva dello spessore della parete stampata entro circa ±0,02 mm, possiamo anche mantenere l'uniformità dello spessore della parete a un livello di deviazione del 3%.
D7: Quali sono i requisiti degli utensili per stampi per componenti di precisione a pareti sottili?
Lo stampaggio a iniezione ad alta pressione di parti a pareti sottiliprovoca facilmente la deformazione e l'usura dello stampo. Pertanto, la cavità dello stampo deve essere realizzata in acciaio ad alta durezza e di alta qualità (ad esempio S136 riscaldato a HRC 52+) ed essere dotata di un sistema di ventilazione estremamente preciso (profondità del canale 0,015 mm - 0,02 mm) per evitare bruciature.
D8: Qual è il costo iniziale degli utensili e il prezzo unitario di iniezione per un progetto di stampo personalizzato?
Il costo per l'avvio di uno stampo a iniezione JS Precision è di circa $ 1.500 (l'ottimizzazione DFM dovrebbe costare circa una riduzione di $ 150,1 a diversi USD). I preventivi sono molto rapidi e possono arrivare già in 24 ore. Per ottenere un preventivo, devi solo inviare i tuoi disegni e JS Precision ti risponderà con un preventivo alla velocità della luce.
Riepilogo
L'attenta pianificazione dello spessore dello stampo a iniezione è un processo di ingegneria sistematico che coinvolge il controllo fisico del flusso, il raffreddamento termico e la resistenza meccanica. Mantenere lo spessore delle pareti abbastanza uniforme, progettare attentamente la geometria delle nervature, rimuovere le sezioni spesse svuotandole ed eseguire analisi complete del flusso dello stampo sono essenziali per ridurre i cicli di sviluppo, risparmiare sui costi di modifica dello stampo e aumentare il tasso di resa.
Sei pronto a spingerti verso la produzione di massa? Non lasciare che i difetti nascosti dello spessore delle pareti rallentino il progresso. Invia i file del modello 3D (STEP/IGS) a JS Precision. I nostri esperti di stampi di prim'ordine effettueranno immediatamente una valutazione DFM gratuita e un rapporto Moldflow in cambio di una soluzione di produzione di massa molto rapida e accurata. Garantiamo che la soluzione migliore verrà bloccata entro 24 ore.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
Soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com