Услуги по анализу и оптимизации толщины стенок для проектирования литья под давлением
Написал
JS Точность
Опубликовано
Jul 15 2026
Инструменты для литья под давлением
Следуйте за нами
Служба оптимизации толщины стенок оценивает конструкции пластиковых деталей, чтобы обеспечить надлежащую однородность потока и предотвратить появление утоплений. Кроме того, этот прецизионный анализ DFM помогает производителям литья под давлением сократить циклы охлаждения до 30%. Услуга по оптимизации толщины стенок также позволяет превратить сложные в формовании формы в формуемые и экономичные детали, подходящие для высокопроизводительного производства.
В JS Precision наши услуги литья под давлением DFM основаны на новейших разработках и направлены непосредственно на решение проблем, возникающих из-за несоответствия усадки и отклонения в объеме, для производства надежных изделий массового производства.
Краткий справочник службы оптимизации толщины стен
<голова>
<тр>
Класс полимеров
Рекомендуемая толщина стенки
Отношение ребер к стенке
Максимальная скорость сдвига
<тело>
<тр>
ABS (High-Flow / FR)
1,20–3,00 мм
40–50 % (угол R0,6)
< 50 000 с⁻¹
<тр>
ПК (высокопрочный/аморфный)
1,50–3,50 мм
30–40 % (угол R0,5)
< 40 000 с⁻¹
<тр>
PA66 + 30% GF (кристаллический)
1,00–2,50 мм
35–45 % (угол R0,8)
< 60 000 с⁻¹
Основные выводы
<ул>
Основная причина асимметричной деформации: Быстрое и резкое уменьшение толщины стенки детали, превышающей 25 %, приводит к неравномерной объемной усадке, которая является физической основой коробления пластиковых деталей.
Правило предотвращения усадки ребер: Для основной толщины стенки кристаллических материалов толщина у основания ленты должна быть ограничена ниже 40 %, а скругление радиусом 0,5 мм рекомендуется для снятия внутренних напряжений и остаточных напряжений от формования.
Выемка и оптимизация толстых участков: Сплошные части, будучи самыми тяжелыми, предпочтительно преобразуются в полые или коробчатые конструкции и усиливаются поперечными ребрами, что позволяет снизить вес на 35% и одновременно увеличить жесткость на изгиб на 20%.
Почему стоит выбрать услуги JS Precision по проектированию индивидуальных пресс-форм для проектирования распределения толщины стенок?
Основываясь главным образом на команде нашей компании, занимающейся литьевым формованием с более чем 15-летним опытом, мы понимаем, что настоящий партнер, который может предоставить услуги по оптимизации толщины стенок, должен обладать возможностями замкнутого 3D-контура: моделирование потока материала, компенсация жесткости пресс-формы и стабильность процесса массового производства. Из нашего опыта работы с корпусами дронов мы выяснили, что если в конструкции изменения толщины стенок превышают ~25 %, материалы с высокой скоростью текучести не помогут устранить коробление исключительно за счет корректировки производственного процесса – нужно начинать решение проблемы еще на стадии проектирования.
<блок-цитата>
ISO 9001:2015, Системы менеджмента качества, гласит: Организация должна определить необходимые процессы и их реализацию во всей организации, а также определить последовательность и взаимодействие этих процессов.
В целях соблюдения этого требования мы проводим 3-уровневую проверку проектирования для производства (DFM) при каждой работе по оптимизации толщины стенок, чтобы принятие решений о толщине стенок надлежащим образом документировалось на протяжении всего процесса разработки.
У нас был проект корпуса для дронов, в котором мы заменили внезапное изменение толщины стенок с 1,2 мм до 4,5 мм на стенку с постоянной толщиной 1,8 мм и добавили поперечные ребра 0,8 мм. Деформация была уменьшена с 1,5 мм до <0,1 мм, время охлаждения сократилось с 35 секунд до 21 секунды, а себестоимость продукции снизилась на 35 %. Этот подход был разработан в портфолио проектов JS Precision по оптимизации толщины стенок, содержащем более 200 файлов случаев.
Загрузите Руководство по проектированию DFM по оптимизации толщины стенок, чтобы определить наклоны переходов, пропорции ребер и стратегии выемок, что поможет вам оценить инженерную глубину вашей услуги DFM по литью под давлением.
Как резкое изменение толщины стенок приводит к короблению и вмятинам при литье под давлением?
Служба литья под давлением DFM должна быть в состоянии решить проблему разницы в скорости охлаждения, вызванную изменением толщины стенки. Более толстые детали остывают медленнее, а более тонкие быстро. В результате создается асимметрия объемной усадки и остаточного напряжения. Наконец, происходит как усадка поверхности, так и общая деформация.
Физико-химические причины разницы в объемной усадке
ΔVсжать=α×(Tплавить−Tформовать),где греческий символ альфа (α) обозначает коэффициент линейного расширения материала, который показывает, что чем больше разница температур, тем больше усадка из-за локальных изменений толщины стенок.
На примере ПК α составляет около 70 × 10 ⁻⁶/℃. Когда разница температур между толстыми и тонкими участками достигает 30 ℃, разница в степени объемной усадки может достигать 0,21 %, что достаточно для деформации более 0,2 мм на детали длиной 100 мм. Проще говоря, это означает, что чем больше разница в толщине стенок и чем ниже температура формы, тем экспоненциально выше риск деформации.
Сравнение решений по переходу
<ул>
Традиционный подход (прямое утолщение стенок):
Переходной конструкции нет, но зона меняет толщину стены лишь постепенно, т. е. имеется только конструкция с закругленными углами от одной части к другой. Смещение термического центра в сторону детали с более толстой структурой приводит к образованию линий усадки глубиной более 0,3 мм. В крайних случаях, подобных этому, нарушение герметичности из-за несоответствия размеров или непринятие продукта из-за его внешнего вида может произойти даже после сборки.
<ул>
Прецизионное решение JS:
Плавный пологий наклон (соотношение переходного конуса от 1:3 до 1:4) обеспечивает равномерное распределение тепла. Степень усадки составляет менее 0,05 мм что практически не видно нашим глазом. Мы также делаем R 0,5 мм у основания переходной части, чтобы облегчить напряжение.
Рис. 1. Цветные гранулы конструкционного пластика в стеклянных пробирках для испытаний материалов.
Каковы минимальные и максимальные пределы толщины стенок для обычных пластиковых смол?
Основной задачей проектирования деталей с учетом возможности формования является понимание пределов текучести различных смол. Аморфные типы пластика, такие как ПК, должны иметь толщину стенок не менее 1,5 мм, чтобы избежать недостаточного наполнения, в то время как кристаллические пластики, такие как PP/PA66, могут формоваться с очень тонкими стенками толщиной до 0,8 мм в очень хорошо контролируемых условиях. Тем не менее, при проектировании формы нельзя игнорировать влияние длины потока (соотношение L/T) — если L/T превышает норматив, это может привести к недостаточному заполнению, даже если толщина стенок правильная.
Таблица пределов толщины стенок обычных инженерных пластиков
<голова>
Материал
Минимальная стена (мм)
Макс. стена (мм)
Рекомендуемое соотношение L/T
<тело>
ПП (гомополимер)
0,80
3,00
150:1
PA66 + 30 % GF
1,00
2,50
100:1
ABS (высокопоточный)
1.20
3,00
120:1
ПК (общего назначения)
1,50
3,50
80:1
ПОМ (Сополимер)
1,00
3,00
130:1
Смола – незаполненные пределы чистоты
Если вы посмотрите на чистый ПК, вы обнаружите, что он весьма чувствителен к изменениям толщины стенок. При толщине ниже 1,0 мм сопротивление потоку быстро возрастает, поэтому вероятен пригар из-за сдвигового перегрева. Кроме того, ПК имеет сильную тенденцию проявлять молекулярную ориентацию в тонкостенных деталях, что приводит к анизотропной усадке и более высокой вероятности коробления. На начальном этапе обслуживания оснастки для литьевых форм необходимо совместно зафиксировать безопасную толщину стенки на основе соотношения MFR и L/T, а не полагаться исключительно на эмпирическую оценку.
Границы смол, армированных стекловолокном
Полиамид 66 (PA66 + 30%GF) за счет использования стекловолокна контролирует усадку, но одновременно повышает вязкость. Если толщина стенки менее 1,2 мм, будут видны волокна (плавающие волокна), делающие поверхность очень шероховатой. Плавающие волокна не только портят внешний вид, но и создают точки концентрации напряжений, которые сокращают усталостную долговечность.
Благодаря услугам JS Precision по проектированию индивидуальных пресс-форм мы можем с самого начала установить разумную минимальную толщину стенок, которая зависит главным образом от данного типа смолы и концентрации стекловолокна. Риск всплывания волокон также определяется с помощью анализа текучести пресс-формы, что позволяет избежать доработок пресс-формы, которые могут оказаться очень дорогостоящими.
Рис. 2. Диаграмма, показывающая причины усадки при литьевом формовании и последствия деформации детали.
Как мы можем спроектировать ребра и косынки, чтобы избежать увеличения общей толщины стенок?
оптимизация конструкции литьевой формы по существу зависит от введения ребер (равных 40 % или 60 % от толщины основной стенки) и опорных пластин на тонких стенках, что приведет к значительному увеличению прочности конструкции без необходимости увеличения общей толщины стенки или увеличения времени охлаждения. Опять же, более толстые ребра не обязательно дают лучшие результаты: толстые ребра в некоторой степени могут вызвать образование горячих точек у корня, что в дальнейшем приведет к усадке.
Три основных геометрических правила придания ребра жесткости:
<ол>
Толщина основания ребер: должна быть в 0,4–0,6 раза больше толщины основной стенки. Для кристаллических материалов рекомендуется минимальный предел в 0,4 раза, поскольку это ограничит риск усадки.
Угол продольного уклона: не должен быть меньше 0,5°. При глубине более 10 мм предпочтителен угол уклона 1, чтобы предотвратить прилипание к форме.
Радиус у основания ребра: 0,4–0,8 мм, что позволяет устранить концентрацию напряжений. Слишком маленький радиус приведет к растрескиванию под напряжением, тогда как слишком большой радиус не только приведет к усадке, но даже увеличит локальную толщину стенки
Вариант A (слепое утолщение) и вариант B (оптимизация ребер JS Precision)
<голова>
<тр>
Параметр
Вариант А: общее утолщение
Вариант Б: оптимизация ребер
<тело>
<тр>
Толщина основной стенки
2→4 мм
Сохраняйте 2 мм
<тр>
Изменение веса
+100 %
+15 %
<тр>
Время охлаждения
12→38 сек.
12 сек.
<тр>
Увеличение жесткости
Ограничено
+300 %
<тр>
Риск провала
Высокий
Низкий
Вариант B дает трехкратное увеличение жесткости, причина в ребрах, которые фокусируют материалы на внешней стороне нейтральной оси, где возникает максимальное напряжение, вместо того, чтобы равномерно распределять материалы по всей площади поперечного сечения. Возможность использовать подобную оптимизацию топологии – это главная особенность, которая отличает производителей прецизионных пресс-форм от обычных фабрик по производству пресс-форм.
Рис. 3. Прозрачный индивидуальный пластиковый компонент с полированной поверхностью и литьевой формой.
Как служба анализа текучести пресс-формы может прогнозировать и устранять дефекты формования, связанные с толщиной?
Служба служба анализа текучести пресс-формы точно моделирует течение, удержание давления и процесс охлаждения расплавленного пластика внутри полости формы, чтобы предсказать линии сварки, захваченный воздух и коробление, которые могут возникнуть из-за неравномерной толщины стенок. JS Precision использует программное обеспечение Autodesk Moldflow для расчета риска формования, но помните, что программное обеспечение — это всего лишь инструмент, его истинная ценность отражается в том, как инженеры интерпретируют результаты и превращают их в более качественные проекты.
Основные результаты анализа плесени:
<ул>
Кривая падения давления: оценивает, достаточно ли высокое давление в конце заполнения. Как правило, давление конечного заполнения должно оставаться на уровне не менее 30 % от давления впрыска, поскольку в противном случае могут произойти короткие впрыски.
Коэффициент конденсата: проверяет прочность сварного шва и внешний вид поверхности. В местах, где доля конденсата превышает 50 %, прочность сварного шва может уменьшиться до 60 % прочности корпуса или ниже.
Карта рисков кавитации. Выделяет места скопления воздуха и помогает спроектировать вентиляцию. Места кавитации должны быть совмещены с вентиляционными каналами. Если этого не сделать, захваченный воздух может привести к ожогам или коротким выстрелам.
Точная настройка кривой удерживания давления и толщины стенки:
Определяя толщину стенки в точке, где кривая давления удержания меняет свой наклон, инженеры точно настраивают толщину стенки детали для максимальной передачи давления удержания, что снижает внутреннее напряжение. Предположим, что кривая давления удержания резко падает при заполнении 90 %, указывая на то, что объем материала в этой области слишком мал.
Толщину стенки в этой области необходимо увеличить на 0,2-0,3 мм, чтобы обеспечить правильную передачу удерживающего давления. Анализ текучести пресс-формы, предоставляемый службой оснастки для литьевых форм, является последним шагом перед массовым производством, а также наиболее практичным способом минимизировать количество пробных форм.
Как следует вырезать сердечник из толстых пластиковых секций, чтобы исключить риск образования пустот?
Услуги по проектированию пресс-форм на заказ включают создание толстостенных участков, превращенных в равномерно тонкостенные или даже двустенные конструкции, с диагональными или поперечными ребрами жесткости внутри полости для поддержки конструкции. При охлаждении поверхность сначала затвердевает, оставляя после себя расплав ядра, который расширяется и сжимается наружу, приводя к образованию полостей и усадке. Этот тип дефекта обычно наблюдается, когда толщина стенки превышает 4 мм, и использование материала не является фактором, влияющим на это.
Сплошной цилиндр по сравнению с полой конструкцией JS Precision
<ул>
Сплошной цилиндр (Ø10 мм): Внутренний вакуум, вызванный растяжением пластика, приведет к образованию пор, которые еще больше снизят прочность материала на 40 %, а также вызовут на нем вмятину. Пористость является основным структурным недостатком. При этом зачастую самым слабым местом, инициирующим коррозию под напряжением, оказывается и то самое, обладающее пористостью.
Дизайн JS Precision Hollow-out (Ø10 x внутренний размер 6 x толщина стенки 2): При сочетании с 4 усилениями лезвий он обеспечивает гладкую поверхность без внутренних пустот, увеличение силы захвата (+25%) и экономию материала (-36%). Кроме того, благодаря такой конструкции время охлаждения сокращается с 35 до 18 секунд, поскольку равномерная толщина стенок позволяет избавиться от горячих точек.
Посмотрите больше реальных историй успеха литья под давлением промышленного уровня от JS Precision и узнайте, как услуги по разработке индивидуальных пресс-форм устраняют риск пористости.
Рис. 4. Крупный план металлической полости литьевой формы, показывающий детальную конструкцию литника.
Какова геометрическая связь между углами уклона и толщиной стенки?
Сервис оптимизации толщины стен всегда учитывает угол уклона. С увеличением толщины стенки или глубины полости увеличивается угол уклона (обычно +0,5–1° на дюйм глубины полости), чтобы минимизировать силы открывания формы и силы прилипания при выталкивании. Это потому, что истина в том, что более толстые стенки сжимаются после охлаждения сильнее, вызывая более сильные удерживающие силы ядра.
Рекомендуемая таблица соотношения толщины стены и угла осадки
<голова>
<тр>
Толщина стенки (мм)
Глубина полости (мм)
Минимальный рекомендуемый черновой вариант
<тело>
<тр>
1,0 – 2,0
≤10
0,5°
<тр>
2,0–3,0
10–20
1,0°
<тр>
3,0–4,0
20–30
1,5°
<тр>
>4.0
>30
2.0° + Текстура
Для поверхностей с солнечными рисунками наклон необходимо увеличить на дополнительно 0,5 ° сверх указанного выше значения, поскольку текстура повышает устойчивость к выдавливанию из формы.
Сравнение трения выброса:
<ол>
Без угла уклона или с очень малым углом наклона<0,2°. Слишком сильное сопротивление извлечению из формы, на поверхности появляются царапины, следы выброса, а уровень дефектов достигает 15%. Этот тип дефекта очень часто встречается в тонкостенных деталях с глубокими полостями.
Идеальный угол уклона JS Precision (≥1°+солнце): сопротивление выбросу составляет -70 %, коэффициент текучести более 99,8 %. Кроме того, благодаря уменьшению количества выталкивающих штифтов оптимизированные углы уклона приводят к снижению затрат на пресс-форму.
Какие проблемы с оснасткой существуют при производстве тонкостенных пластиковых компонентов?
Тонкостенные пластиковые компоненты требуют, чтобы формы имели высокую твердость стали, точность системы вентиляции и возможность работы под высоким давлением. При литье под давлением с тонкими стенками блоки впрыска настроены на очень высокую скорость (>500 мм/с+) и требуется высокое давление впрыска (>2000 бар+). Пресс-формы этих типов должны выдерживать высокое давление и иметь высокоточную систему вентиляции.
Сверхтонкие детали контроля конденсации и вентиляции
Секретное правило глубины вентиляционной канавки: слишком глубокая -> мигает, слишком маленькая -> воздух не может выйти и пластик сгорает (эффект дизеля). JS Precision поддерживает глубину вентилируемых канавок на уровне 0,015–0,02 мм. Зеркальная сталь S136 (≥HRC 52) выбрана для предотвращения усталостного износа пресс-формы в результате ее эксплуатации как в условиях высокой частоты, так и в условиях высокого давления, а также для обеспечения надежности вентиляционной системы.
Выбор стали для пресс-формы S136 HRC52+
Проще говоря, инъекция тонкостенных деталей под высоким давлением может привести к износу формы и даже деформации. Полость построена с использованием S136 при HRC 52+ вместе с высокоточной вентиляционной системой.
В таком случае допуск толщины стенки остается ±0,02 мм после 500 000 циклов формования. Напротив, в обычной литейной стали (например, P20 при твердости HRC 30) может возникнуть поверхностный износ всего после 100 000 циклов, что приводит к бликам и изменениям размеров.
Точность производства пресс-форм напрямую определяет успех или неудачу изготовления тонкостенных деталей. JS Precision использует медленную проволочную электроэрозионную обработку и зеркальную электроэрозионную обработку, поэтому все вентиляционные канавки находятся на одинаковой глубине, а поверхности разъема очень хорошо прилегают друг к другу.
Проконсультируйтесь с экспертом по изготовлению пресс-форм JS Precision индивидуально для вашего тонкостенного проекта и получите индивидуальное решение для тонкостенных пластиковых компонентов.
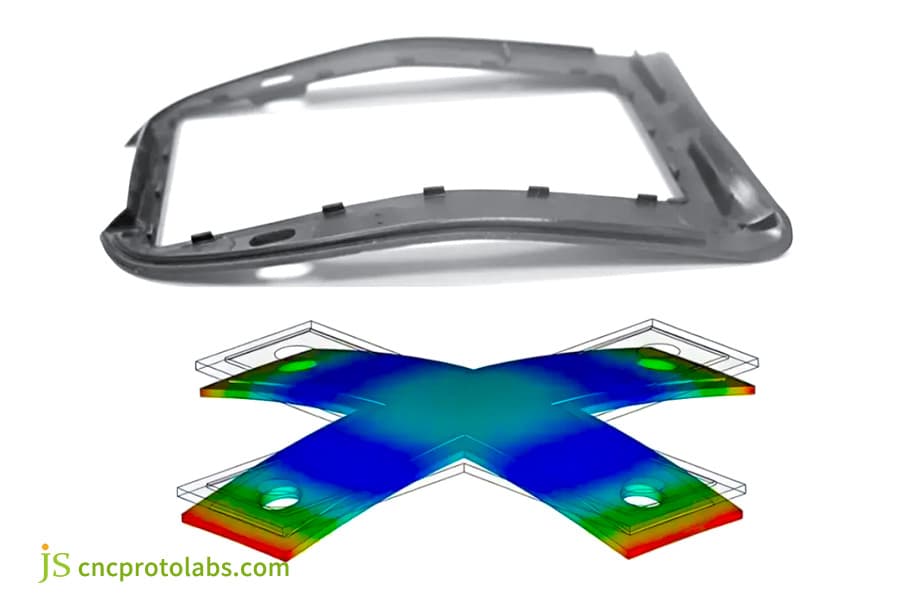
Как компания JS Precision решила проблему коробления и снизила стоимость оснастки для пресс-формы на 35 % для шасси БПЛА B2B
Покупатель коммерческого БПЛА стал свидетелем неожиданного изменения толщины стенки корпуса с 1,2 до 4,5 мм, что привело к короблению на 1,5 мм после процесса впрыска. Это сделало невозможным создание плотного монтажного зазора. До этого заказчик пытался настроить параметры процесса, что привело к увеличению давления выдержки и снижению температуры формы, но коробление было сведено к минимуму всего на 0,3 мм, что все еще намного ниже требований 0,2 мм для сборки.
Проблемы клиентов и их основные причины
<ул>
Проблема: Толщина стенки многополой оболочки резко изменилась с 1,2 до 4,5 мм, что привело к короблению на 1,5 мм и полному выходу из строя узла. Первоначальная конструкция имела толщину стенки в районе аккумуляторного отсека 4,5 мм, тогда как толщина края составляла всего 1,2 мм.
Основная причина: Медленное охлаждение в толстой зоне и быстрое охлаждение в тонкой зоне вызвали значительную разницу в скорости объемной усадки плюс остаточное напряжение. Анализ текучести пресс-формы показал, что разница температур между различными областями достигала 40 ℃, что привело к разнице в степени усадки 0,35 %.
Прецизионное решение JS
<ол>
Перепроектирование: В 3D DFM толстая стенка оболочки была выдолблена, в результате чего основная общая толщина стенки составила 1,8 мм (допустимое отклонение ±5 %). В редизайне аккумуляторный отсек превратили в полую конструкцию с усилением крестообразными ребрами.
Усиление ребер: Ребра жесткости толщиной 0,8 мм и углом наклона 1° были распределены в местах концентрации напряжений, при этом расстояние между ребрами сохранялось в пределах 8 мм для обеспечения равномерной поддержки.
Испытание на текучесть в форме: Затвор был перемещен из области с тонкими стенками в среднюю зону со сбалансированной толщиной стенок, так что скорость сдвига в форме становится <45 000⁻¹s. Оптимизация расположения каналов охлаждающей воды позволила добиться однородности температуры формы ±2℃ на этом этапе.
Извлеченные уроки:
Первая версия имела очень тонкие ребра толщиной 1,0 мм. Это привело к попаданию воздуха и сильному повреждению пластика во время впрыска под высоким давлением. Во втором раунде ширина ребра была уменьшена до 0,8 мм только с добавлением переливной канавки глубиной на 0,015 мм, которая также открыла проход полозья. Этот пример показывает, что толщина ребер не всегда означает, что лучший выбор - более тонкие. Одна из причин заключается в том, что они слишком тонкие, чтобы позволить расплаву течь, и вызывают задержку воздуха.
<блок-цитата>
ISO 294-3:2020 упоминает: образцы, полученные литьем под давлением, должны быть приготовлены в контролируемых условиях процесса, а ключевые параметры процесса (давление уплотнения, температура формы, скорость сдвига) должны регистрироваться и проверяться.
Чтобы выполнить требования, мы использовали точку, в которой кривая давления уплотнения изменила направление, и скорость сдвига менее 45 000⁻¹s в качестве наших строгих критериев окончательной приемки на этапе пробного формования корпуса БПЛА, и это было определено как причина большого успеха пробного формования после второго раунда модификаций переливной канавки.
Окончательные результаты (ссылки на данные)
<ул>
Время охлаждения: 35→21 секунда (-40%)
Деформация: 1,5 →<0,1 мм (-93%)
Срок службы пресс-формы: увеличен вдвое (с 250 000 циклов формования до 500 000 циклов формования).
Общая стоимость единицы изделия: снижена на -35 % (экономия материала + сокращение времени цикла + процент брака снижены с 8 % до 0,5 %).
Мнение клиентов: Благодаря усовершенствованию DFM компания JS Precision позволила нам избежать затрат на модификацию пресс-форм, которые составляют сотни тысяч долларов.
Получите решения по оптимизации DFM и отчеты об испытаниях пресс-форм для аналогичных корпусов дронов, загрузите чертежи в JS Precision и получите бесплатную оценку и литье под давлением предложение в течение 24 часов.
Почему стоит выбрать JS Precision в качестве партнера по обслуживанию инструментов для литьевых форм?
Являясь экспертами в комплексном производстве, мы помогаем производителям избежать ошибок на ранних стадиях проектирования с помощью моделирования течения пресс-форм и навыков DFM, которые являются результатом огромного богатого опыта, накопленного за годы работы. Это позволяет обнаруживать дефекты на ранней стадии, что приводит к значительной экономии времени и средств. Наши партнеры-производители в автомобильной, медицинской и бытовой электронике уже получили более 5000 форм, включая более 200 проектов по оптимизации толщины стенок.
20 лет разработки и более 5000 проектов
We stock a comprehensive variety of raw materials including ABS/PC/PA66/PEI and can deliver products based on extremely thin wall thicknesses as little as 0.8 mm up to 10 mm thick completely hollowed-out walls.
Through the years we've gained an unparalleled ability to predict problems in mold tooling manufacturing by simply visualizing defects - so now we maintain a catalog with details on 300+ different molds with problems that could happen, so that we can find problems before production begins. As one such example, we routinely check the possibility of fiber float in glass fiber reinforced plastics and suggest changes of wallthickness when giving a manufacturability report in Design for Manufacturing (DFM) stage.
Inspection Capabilities and Delivery Standards
<ул>
ISO 9001:2015 quality assured production system, including delivery to every client of inspection report of entire dimensions for each lot.
Inspection using Zeiss coordinate measuring machine and wall thickness deviation with accuracy of ±0.01 mm.
Providing free DFM + Moldflow analysis together with quotation including suggested changes and risk warnings.
Our main goal for the delivery of injection mold tooling is a first trial molding is a success, not merely it is a feasible product. By our historical data, it clearly turned out that the molds that were fully analyzed for DFM and mold flow had a 92% first-trial molding pass rate, way above the industry average of 65%.
FAQs
Q1: Does JS Precision charge for wall thickness optimization and design for manufacturing (DFM) services?
JS Precision offers wall thickness optimization and Design for Manufacturing (DFM) analysis services completely free of charge. The only thing you need to do is to send us your 3D CAD file (STEP/IGS). We will then have your mold engineering expert produce and send you a complete DFM report including Moldflow analysis, part modification recommendations, and even offer you the quotation for free within 24 hours.
Q2: Why uneven wall thickness is a cause of surface sink marks?
Different thickness wall areas lead to variation in the cooling rate, with the thick wall area being slower to cool down compared to the outer frozen skin area. When the inner resin hardens last and draws in, if the outer casing is still soft, this external plastic skin will follow the shrinkage, resulting in pulling-in of surface material and the depression (shrinkage mark) being formed on the plastic part.
Q3: What are the design guidelines on the thickness difference between high and low flowability resins?
The high flowability materials like PP, PE, and PA66 are easier to melt, so their wall thickness design can have as low as 0.8 mm, conversely the highly viscous, less flowable materials, like PC, PMMA, or PEI, should experience material shortage when thin-walled, so the minimum wall thickness should not be less than 1.5 mm.
Q4: What is the way to strengthen the parts without adding wall thickness?
There is no necessity to increase the wall thickness since we can insert reinforcing ribs (with a height 3 times of wall thickness) or gusset (0.4-0.6 times of thickness of main wall) at weak areas to obtain the same strength.
Q5: What can be done to avoid stress cracking which occurs where the thick section and thin section meet?
The main idea is to make gradual change by having a smooth transition between the thick and thin sections. In general, a transition slope of 1:3 to 1:4 is acceptable (i.e. A transition zone of at least 4.5 mm if the change is from 1.5 mm to 3 mm). And, it is highly recommended to not have the inner corner radius lesser than 0.5 mm.
Q6: What wall thickness tolerances can JS Precision guarantee for precise electronics?
JS Precision uses a high-precision servo injection molding machine combined with an imported CMM as part of its inspection process. For small to medium-sized precision plastic parts, we are able to stably control the actual molded wall thickness tolerance within about ±0.02 mm, we can also maintain wall thickness uniformity at a deviation level of 3%.
Q7: What are the mold tool requirements for thin-wall precision components?
High-pressure injection molding of thin-walled parts easily causes mold deformation and wear. So, the mold cavity should be made of high-hardness, high-quality steel (for example S136 heated to HRC 52+) and be supplied with an extremely precise venting system (depth of channel 0.015 mm - 0.02 mm) in order not to let scorching happen.
Q8: What is the initial tooling cost and injection unit price for a custom mold project?
The cost for a JS Precision injection mold starting is around $1,500 (DFM optimization should cost about a reduction of $150.1 to several USD). The quotes are very fast and can come as early as 24 hours. To get a quote, you just need to send in your drawings and JS Precision will get back with a quote at light speed.
Сводка
Careful planning of injection mold thickness is a systematic engineering process involving the physical flow control, thermal cooling, and mechanical strength. Keeping wall thickness fairly uniform, carefully designing the rib geometry, removing thick sections by hollowing them out, and making comprehensive mold flow analyses are essential to reduce development cycles, saving mold modification costs and raising the yield rate.
Are you ready to push towards mass production? Don't let hidden wall thickness defects drag down progress. Send you 3D model files (STEP/IGS) to JS Precision. Our top-notch mold experts will immediately carry out a free DFM assessment as well as a Moldflow report in return for a very fast and accurate mass production solution. We guarantee the best solution will be locked within 24 hours.
Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.