

تقوم خدمة تحسين سمك الجدار بتقييم تصميمات الأجزاء البلاستيكية لضمان تجانس التدفق المناسب ومنع علامات الحوض. علاوة على ذلك، يساعد تحليل DFM الدقيق هذا صانعي القوالب بالحقن على تقليل دورات التبريد بنسبة تصل إلى 30%. يمكن لخدمة تحسين سمك الجدار أيضًا إعادة تشكيل الأشكال التي يصعب تشكيلها إلى أجزاء اقتصادية وقابلة للتشكيل ومناسبة للتصنيع عالي الإنتاجية.
في JS Precision، تعتمد خدمة القولبة بالحقن DFM على أحدث التطورات وتركز بشكل مباشر على حل المشكلات الناشئة عن عدم تطابق الانكماش والانحراف في الحجم، لإنتاج عناصر موثوقة منتجة بكميات كبيرة.
المرجع السريع لخدمة تحسين سمك الجدار
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر> <النمط = "العرض: 28.0465%; لون الحدود: #000000;">فئة البوليمر
<النمط = "العرض: 23.9316%; لون الحدود: #000000;">سمك الجدار الموصى به
<النمط = "العرض: 25.989%؛ لون الحدود: #000000؛">نسبة الضلع إلى الجدار
أقصى معدل للقص
<الجسم> <تر>ABS (التدفق العالي / FR)
1.20 – 3.00 ملم
40% – 50% (ركن R0.6)
<50,000 ثانية⁻¹
كمبيوتر شخصي (عالي القوة / غير متبلور)
1.50 – 3.50 ملم
30% – 40% (ركن R0.5)
<40,000 ثانية⁻¹
PA66 + 30% GF (بلوري)
1.00 – 2.50 ملم
35% – 45% (زاوية R0.8)
<60,000 ثانية⁻¹
النتائج الرئيسية
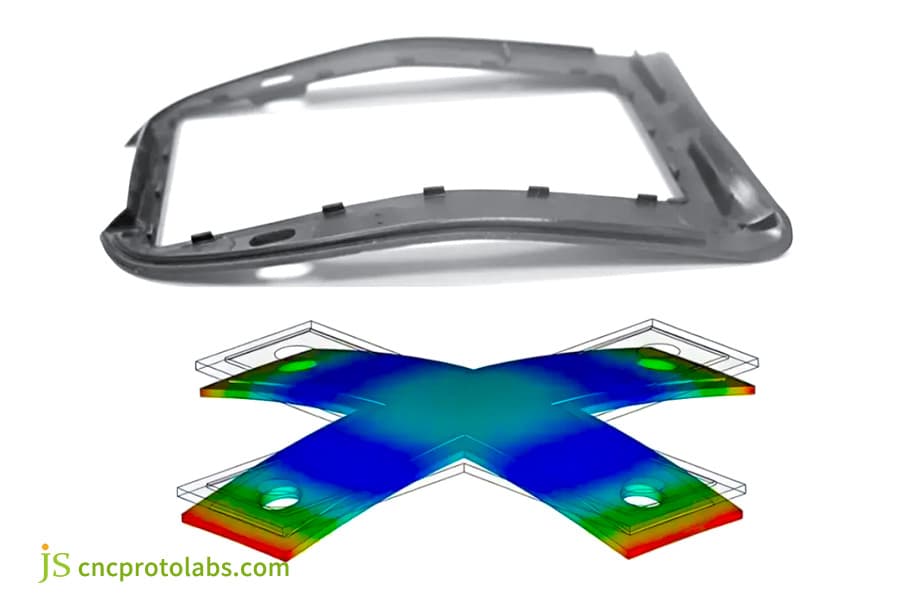
- السبب الرئيسي للالتواء غير المتماثل: يؤدي الانخفاض السريع والمثير في سمك جدار الجزء الذي يتجاوز 25% إلى انكماش غير متساوٍ في الحجم وهو الأساس المادي لحرب الأجزاء البلاستيكية.
- قاعدة منع انكماش الضلع: بالنسبة لسمك الجدار الرئيسي للمواد البلورية، يجب أن يكون سمك قاعدة الشريط محدودًا بأقل من 40%، ويوصى باستخدام شريحة نصف قطرها 0.5 مم لتخفيف الضغط الداخلي والضغوط المتبقية من التشكيل.
- تجويف المنطقة السميكة وتحسينها: يفضل تحويل الأجزاء الصلبة، كونها الأثقل، إلى هياكل مجوفة أو تشبه الصندوق ويتم تقويتها بأضلاع متقاطعة لتحقيق انخفاض في الوزن بنسبة 35% وزيادة في نفس الوقت بنسبة 20% في صلابة الانحناء.
لماذا تختار خدمات هندسة القوالب المخصصة المقدمة من JS Precision لتصميم توزيع سمك الجدار؟
استنادًا بشكل أساسي إلى فريق قوالب الحقن في شركتنا الذي يتمتع بخبرة تزيد عن 15 عامًا، فإننا ندرك أن الشريك الحقيقي الذي يمكنه تقديم خدمات تحسين سمك الجدار يجب أن يتمتع بقدرات حلقة مغلقة ثلاثية الأبعاد: محاكاة تدفق المواد، وتعويض صلابة القالب، واستقرار عملية الإنتاج الضخم. من خلال تجربتنا في غلاف الطائرة بدون طيار، اكتشفنا أنه إذا كان التصميم به تغيرات في سمك الجدار أكبر من 25% تقريبًا، فإن المواد ذات معدل التدفق العالي لا تساعد على حل التواءات فقط عن طريق تعديل عملية التصنيع - يجب على المرء أن يبدأ حل المشكلة في مرحلة التصميم.
<اقتباس>ISO 9001:2015، أنظمة إدارة الجودة، يقول: يجب على المؤسسة تحديد العمليات الضرورية وتنفيذها في جميع أنحاء المنظمة وتحديد تسلسل وتفاعل هذه العمليات.
منذ الامتثال لهذا المطلب، نقوم بتنفيذ مراجعة التصميم للتصنيع (DFM) على ثلاثة مستويات في كل جهد لتحسين سُمك الجدار، بحيث يتم توثيق عملية اتخاذ القرار بشأن سُمك الجدار بشكل صحيح طوال فترة التطوير.
كان لدينا مشروع إسكان الطائرة بدون طيار حيث استبدلنا التغييرات المفاجئة في سمك الجدار من 1.2 مم إلى 4.5 مم بجدار ثابت بسمك 1.8 مم وأضفنا أضلاعًا متقاطعة بسمك 0.8 مم. تم تقليل حجم الالتواء من 1.5 مم إلى <0.1 مم، كما تم تقليل وقت التبريد من 35 ثانية إلى 21 ثانية، كما انخفضت تكلفة الإنتاج بنسبة 35%. وقد تم تطوير هذا النهج في مجموعة مشاريع تحسين سمك الجدار لشركة JS Precision والتي تحتوي على أكثر من 200 ملف من الحالات.
قم بتنزيل دليل تصميم DFM لتحسين سمك الجدار لإتقان المنحدرات الانتقالية ونسب الأضلاع وإستراتيجيات التجويف، مما يساعدك على تقييم العمق الهندسي لخدمة القولبة بالحقن من DFM.
كيف يتسبب التغير المفاجئ في سماكة الجدار في حدوث تشوهات وعلامات غرق في قوالب الحقن؟
يجب أن تكون خدمة قولبة الحقن في DFM قادرة على التعامل مع مشكلة اختلاف معدل التبريد الناتج عن تغير سمك الجدار. تبرد الأجزاء السميكة بشكل أبطأ، بينما تبرد الأجزاء الرقيقة بسرعة. ونتيجة لذلك، يتم إنشاء عدم تناسق في الانكماش الحجمي والإجهاد المتبقي. وأخيرًا، يتم إنتاج كل من انكماش السطح والاعوجاج الكلي.
الأسباب الفيزيائية والكيميائية للاختلاف في الانكماش الحجمي
ΔVانكماش=α×(Tذوب−Tقالب), حيث الحرف اليوناني ألفا (α) هو معامل التمدد الخطي للمادة، مما يدل على أنه كلما زاد الفرق في درجة الحرارة، زاد الانكماش بسبب اختلافات سمك الجدار المحلي.
بأخذ جهاز الكمبيوتر كمثال، تبلغ قيمة α حوالي 70 × 10 ⁻⁶/درجة مئوية. عندما يصل الفرق في درجة الحرارة بين المناطق السميكة والرقيقة إلى 30 درجة مئوية، يمكن أن يصل الفرق في معدل انكماش الحجم إلى 0.21%، وهو ما يكفي لإنتاج تشويه أكثر من 0.2 مم على جزء بطول 100 مم. ببساطة، هذا يعني أنه كلما زاد الفرق في سمك الجدار وانخفضت درجة حرارة القالب، زاد خطر الالتواء بشكل كبير.
مقارنة حلول الانتقال
- المنهج التقليدي (تسميك الجدار المباشر):
لا يوجد تصميم انتقالي ولكن المساحة فقط تغير سمك الجدار بشكل تدريجي، أي لا يوجد سوى تصميم الزاوية المستديرة من جزء إلى آخر. يؤدي تحول المركز الحراري نحو الجزء ذو البنية السميكة إلى توليد خطوط انكماش أعمق من 0.3 مم . في الحالات القصوى مثل هذه، قد يستمر فشل الختم بسبب عدم تطابق الأبعاد أو رفض المنتج بسبب مظهره حتى بعد التجميع.
- الحل الدقيق لـ JS:
يسمح التصميم بمنحدر سلس ولطيف (نسبة الانتقال المستدق 1:3 إلى 1:4) بالتوزيع المتساوي للحرارة. درجة الانكماش أقل من 0.05 مم وهي غير مرئية عمليًا لأعيننا. نقوم أيضًا بعمل 0.5 مم R عند سفح الجزء الانتقالي للمساعدة في تخفيف الضغوط.
اتصل بكبار مهندسي القوالب في شركة JS Precision على الفور للحصول على تقييم مجاني لانتقال سمك الجدار من DFM للتحقق من صحة الأساس المنطقي للتصميم لمورد قوالب الحقن المخصصة لديك.
الشكل 1: كريات الراتنج البلاستيكية الهندسية الملونة في أنابيب زجاجية لاختبار المواد.
ما هو الحد الأدنى والحد الأقصى لسماكة الجدار للراتنجات البلاستيكية الشائعة؟
إن جوهر تصميم الأجزاء لقابلية التشكيل هو فهم حدود التدفق للراتنجات المختلفة. تحتاج الأنواع غير المتبلورة من البلاستيك، مثل الكمبيوتر الشخصي، إلى سمك جدار لا يقل عن 1.5 مم لتجنب امتلاءه بشكل قصير، بينما يمكن تشكيل البلاستيك البلوري مثل PP/PA66 بجدران دقيقة جدًا يصل سمكها إلى 0.8 مم من خلال ظروف يتم التحكم فيها جيدًا. ومع ذلك، عند تصميم القالب، لا يمكن تجاهل تأثير طول التدفق (نسبة L/T) - إذا كان L/T أكبر من المبدأ التوجيهي، فقد يؤدي ذلك إلى نقص الملء حتى لو كان سمك الجدار صحيحًا.
جدول حدود سمك الجدار البلاستيكي الهندسي المشترك
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛ الارتفاع: 430.795 بكسل؛" الحدود = "1"> <الرأس>المواد
<النمط = "العرض: 22.5273%; لون الحدود: #000000;">الحد الأدنى للجدار (مم)
<النمط = "العرض: 22.5238%; لون الحدود: #000000;">الحد الأقصى للجدار (مم)
<النمط = "العرض: 21.441%; لون الحدود: #000000;">نسبة L/T الموصى بها
PP (المبلمر المتجانس)
0.80
3.00
150:1
PA66 + 30% GF
1.00
2.50
100:1
ABS (التدفق العالي)
1.20
3.00
120:1
الكمبيوتر الشخصي (للأغراض العامة)
1.50
3.50
80:1
POM (كوبوليمر)
1.00
3.00
130:1
الراتنج - الحدود النقية غير المعبأة
إذا نظرت إلى الكمبيوتر الشخصي النقي، ستجد أنه حساس جدًا للتغيرات في سمك الجدار. أقل من 1.0 مم، تزيد مقاومة التدفق بسرعة، لذا من المحتمل حدوث حرق بسبب ارتفاع درجة حرارة القص. كما أن الكمبيوتر الشخصي لديه ميل قوي لإظهار الاتجاه الجزيئي في الأجزاء ذات الجدران الرقيقة مما يؤدي إلى انكماش متباين الخواص واحتمال أعلى للالتواء. في المرحلة الأولى من خدمة أدوات قالب الحقن، من الضروري تأمين سمك الجدار الآمن بشكل مشترك بناءً على نسبة MFR وL/T، بدلاً من الاعتماد فقط على التقدير التجريبي.
حدود الراتنجات المقواة بالألياف الزجاجية
يتحكم مادة البولي أميد 66 (PA66 + 30%GF) باستخدام الألياف الزجاجية في الانكماش ولكنه في نفس الوقت يزيد من اللزوجة. إذا كان سمك الجدار أقل من 1.2 مم، فسيكون هناك انكشاف للألياف (الألياف العائمة) مما يجعل السطح خشنًا للغاية. الألياف العائمة لا تدمر المظهر فحسب، بل تخلق أيضًا نقاط تركيز للضغط مما يقلل من عمر التعب.
من خلال خدمة هندسة القوالب المخصصة التي تقدمها JS Precision، يمكننا تحديد حد أدنى معقول لسمك الجدار منذ البداية يعتمد بشكل أساسي على نوع معين من الراتنج وتركيز الألياف الزجاجية، كما يتم تحديد خطر طفو الألياف من خلال تحليل تدفق القالب، لذلك يتم تجنب إعادة صياغة القالب التي قد تكون مكلفة للغاية.

الشكل 2: رسم تخطيطي يوضح أسباب انكماش قالب الحقن ونتائج الأجزاء الملتوية.
كيف يمكننا تصميم الأضلاع وألواح التقوية لتجنب زيادة سمك الجدار العالمي؟
يعتمد تحسين تصميم قالب الحقن بشكل أساسي على إدخال الأضلاع (ما يعادل 40% أو 60% من سمك الجدار الرئيسي) وألواح الدعم عند الجدران الرقيقة مما يؤدي إلى زيادة كبيرة في القوة الهيكلية دون الحاجة إلى زيادة سمك الجدار الإجمالي أو إطالة وقت التبريد. ولكن مرة أخرى، لا تعطي الأضلاع السميكة بالضرورة نتائج أفضل - فالأضلاع السميكة إلى حد ما يمكن أن تسبب إنشاء نقاط ساخنة في الجذر مما يؤدي إلى مزيد من الانكماش.
ثلاث قواعد هندسية رئيسية لتصلب الأضلاع:
- سمك قاعدة الضلع: يجب أن يكون 0.4 - 0.6 ضعف سمك الجدار الرئيسي. بالنسبة للمواد البلورية، ينصح بحد أدنى 0.4 مرة لأن ذلك سيحد من خطر الانكماش.
- زاوية مسودة الشق: يجب ألا تقل عن 0.5 درجة، للأعماق التي تزيد عن 10 مم، يفضل زاوية مسودة واحدة لمنع الالتصاق بالقالب.
- نصف القطر عند جذر الضلع: 0.4 مم - 0.8 مم بحيث يمكن أن يساعد في التخلص من تركيز الضغط. سيؤدي نصف القطر الصغير جدًا إلى تشققات الإجهاد، في حين أن نصف القطر الكبير جدًا لن يؤدي إلى انكماش فحسب، بل سيزيد أيضًا من سمك الجدار المحلي
الخيار أ (السماكة العمياء) مقابل الخيار ب (تحسين الدقة في JS)
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛ عرض الحدود: 1 بكسل؛" الحدود = "1"> <الرأس> <تر>المعلمة
<النمط = "العرض: 41.8001%; لون الحدود: #000000;">الخيار أ: السماكة الشاملة
الخيار ب: تحسين الضلع
<الجسم> <تر>سمك الجدار الرئيسي
2→4 ملم
الحفاظ على 2 ملم
تغير الوزن
+100%
+15%
مدة التبريد
12→38 ثانية
12 ثانية
زيادة الصلابة
محدودة
+300%
مخاطر الغرق
مرتفع
منخفض
يعطي الخيار ب زيادة في الصلابة بمقدار ثلاثة أضعاف، والسبب هو الأضلاع التي تركز المواد على الجانب الخارجي للمحور المحايد حيث يحدث أقصى إجهاد بدلاً من نشر المواد بشكل متجانس على كامل مساحة المقطع العرضي. تعد القدرة على استخدام تحسين الهيكل مثل هذه الميزة الرئيسية التي تميز مصنعي القوالب الدقيقة مقارنة بمصانع القوالب العادية.

الشكل 3: مكون بلاستيكي شفاف مخصص مع سطح مصقول وقالب حقن.
كيف يمكن لخدمة تحليل تدفق القالب التنبؤ بعيوب القالب المتعلقة بالسماكة وحلها؟
تحاكي خدمة تحليل تدفق القالب بدقة تدفق البلاستيك المنصهر وضغطه وتبريده داخل تجويف القالب للتنبؤ بخطوط اللحام والهواء المحصور والالتواء الذي قد ينتج عن عدم استواء الجدار سمك. تستخدم JS Precision برنامج Autodesk Mouldflow لحساب مخاطر التشكيل، ولكن تذكر أن البرنامج ليس سوى أداة، وتنعكس قيمته الحقيقية في الطريقة التي يفسر بها المهندسون النتائج ويحولونها إلى تصميمات أفضل.
النتائج الرئيسية لتحليل تدفق القالب:
- منحنى انخفاض الضغط: يقيم ما إذا كان ضغط الملء النهائي مرتفعًا بدرجة كافية. بشكل عام، يجب أن يظل ضغط الملء النهائي 30% على الأقل من ضغط الحقن لأنه وإلا قد تحدث طلقات قصيرة.
- نسبة التكثيف: تفحص قوة اللحام ومظهر السطح. في الأماكن التي تتجاوز فيها نسبة التكثيف 50%، قد تنخفض قوة اللحام إلى 60% من قوة الجسم أو أقل.
- خريطة مخاطر التجويف: تسلط الضوء على مواقع الهواء المحبوس وتساعد في تصميم التنفيس. يجب أن تكون مواقع التجويف متطابقة مع قنوات التنفيس. عندما لا يتم ذلك، قد يتسبب الهواء المحبوس في حدوث احتراق أو لقطات قصيرة.
ضبط منحنى الضغط وضبط سماكة الجدار:
من خلال تحديد سمك الجدار عند النقطة التي يغير فيها منحنى ضغط الإمساك تدرجه، يقوم المهندسون بضبط سمك جدار الجزء بدقة لتحقيق أقصى قدر من نقل ضغط الإمساك مما يقلل من الضغط الداخلي. لنفترض أن منحنى ضغط الإمساك ينخفض بشكل حاد عند تعبئة 90%، مما يشير إلى أن حجم المادة في تلك المنطقة صغير جدًا.
يجب زيادة سمك الجدار في تلك المنطقة بمقدار 0.2-0.3 مم حتى يتم تحقيق نقل ضغط الإمساك بشكل صحيح. يعد تحليل تدفق القالب الذي توفره خدمة أدوات قوالب الحقن هو الخطوة الأخيرة قبل الإنتاج الضخم وأيضًا الطريقة الأكثر عملية لتقليل عدد القوالب التجريبية.
كيف يجب إخراج الأجزاء البلاستيكية السميكة بشكل أساسي للتخلص من مخاطر الفراغ؟
تتضمن خدمة هندسة القوالب المخصصة إنشاء مناطق سميكة الجدران تتحول إلى هياكل متساوية الجدران أو حتى مزدوجة الجدران، مع أضلاع تقوية قطرية أو عرضية داخل التجويف للحصول على الدعم الهيكلي. عند التبريد، يتصلب السطح أولًا تاركًا خلفه الذوبان الأساسي الذي يمتد وينكمش نحو الخارج، مما يؤدي إلى التجاويف والانكماش. يظهر هذا النوع من العيوب بشكل شائع عندما يزيد سمك الجدار عن 4 مم، وما إذا كانت المواد المستخدمة ليست عاملاً يؤثر على ذلك.
الأسطوانة الصلبة مقارنة بتصميم JS المجوف الدقيق
- الأسطوانة الصلبة (قطر 10 مم): سيؤدي الفراغ الداخلي الناتج عن الشد البلاستيكي إلى تكوين مسام مما يؤدي إلى تقليل قوة المادة بنسبة 40% إلى جانب إحداث انبعاج فيها. المسامية هي عيب هيكلي كبير. وفي الوقت نفسه، غالبًا ما يكون أضعف نقطة في بدء التآكل الإجهادي هو نفس النقطة التي تحتوي على مسامية.
- تصميم مجوف دقيق من JS (قطر 10 × داخلي 6 × سُمك الجدار 2): عند دمجه مع 4 تعزيزات للشفرات، فإنه يوفر سطحًا أملسًا خاليًا من الفراغات الداخلية، وزيادة في قوة الإمساك (+25%) وتوفير المواد (-36%). وبفضل هذا التصميم أيضًا، يتم تقليل وقت التبريد من 35 إلى 18 ثانية لأن سمك الجدار الموحد يتخلص من النقاط الساخنة.
شاهد المزيد من قصص نجاح قوالب الحقن الصناعية من JS Precision وتعرف على كيف تقضي خدمة هندسة القوالب المخصصة على مخاطر المسامية.
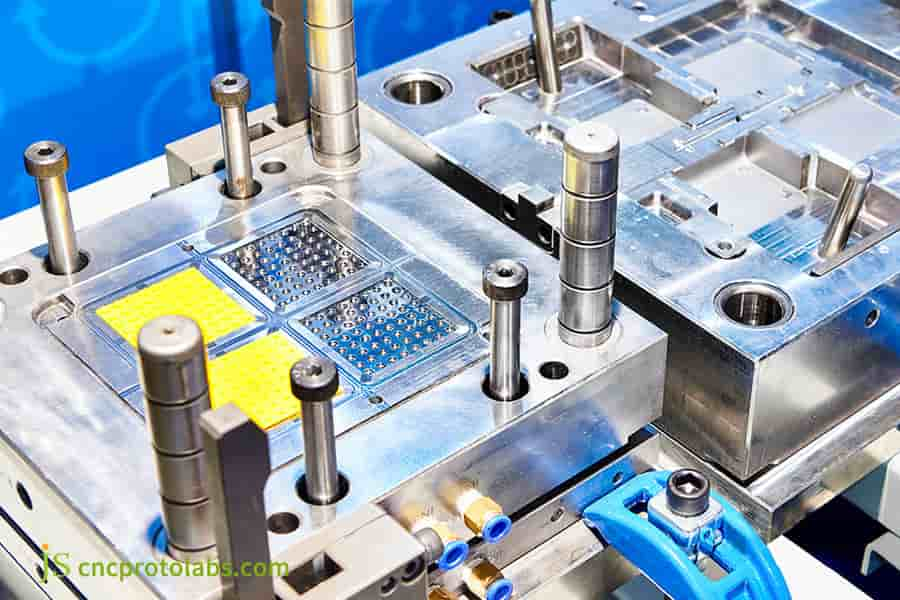
الشكل 4: لقطة مقربة لتجويف قالب الحقن المعدني توضح التصميم التفصيلي للبوابة.
ما هي العلاقة الهندسية بين زوايا المسودة وسمك الجدار؟
تأخذ خدمة تحسين سمك الجدار في الاعتبار دائمًا زاوية المسودة. مع زيادة سمك الجدار أو عمق التجويف، تأتي زيادة زاوية السحب (عادةً +0.5°-1° لكل بوصة من عمق التجويف) لتقليل قوى فتح القالب وقوى التصاق الطرد. وذلك لأن الجدران السميكة تتقلص بعد تبريدها أكثر، مما يؤدي إلى قوى قابضة أقوى للقلب.
جدول توصيات نسبة سمك الجدار إلى زاوية المسودة
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر> <النمط = "العرض: 17.2308%; لون الحدود: #000000;">سمك الجدار (مم)
عمق التجويف (مم)
<النمط = "العرض: 41.7622%; لون الحدود: #000000;">الحد الأدنى للمسودة الموصى بها
<الجسم> <تر>1.0 - 2.0
≥10
0.5°
2.0 - 3.0
10 – 20
1.0°
3.0 - 4.0
20 – 30
1.5°
>4.0
>30
2.0° + الملمس
بالنسبة للأسطح ذات أنماط الشمس، يجب زيادة المنحدر بمقدار بقدر 0.5 درجة إضافية فوق ما سبق، حيث يزيد النسيج من مقاومة القالب.
مقارنة الاحتكاك القذفي:
- بدون زاوية مسودة صغيرة جدًا أو بها <0.2 درجة. تكون عملية إزالة القالب مقاومة للغاية، ويتعرض السطح للخدوش، وعلامات الطرد، ويصل معدل الخلل إلى 15%. غالبًا ما يُرى هذا النوع من العيوب في أجزاء الجدران الرقيقة ذات التجويف العميق.
- زاوية المسودة المثالية الدقيقة لـ JS (≥1°+نمط الشمس): مقاومة القذف هي -70%، أكثر من 99.8% من معدل العائد. ومن أجل تقليل عدد دبابيس القاذف أيضًا، تؤدي زوايا السحب المحسنة إلى تقليل تكاليف القالب.
ما هي تحديات الأدوات الموجودة لتصنيع المكونات البلاستيكية ذات الجدران الرقيقة؟
تتطلب المكونات البلاستيكية ذات الجدران الرقيقة أن تتمتع القوالب بفولاذ قالب عالي الصلابة، ودقة في نظام تنفيس الهواء، وقدرة على الضغط العالي. تم ضبط وحدات الحقن على سرعة عالية جدًا (>500 مم/ثانية+) ومن الضروري استخدام ضغط حقن مرتفع (>2000 بار+) عند إجراء عملية قولبة حقن ذات جدران رقيقة. تحتاج القوالب من هذه الأنواع إلى تحمل الضغط العالي ولديها نظام تهوية عالي الدقة.
تحكم في تكثيف الأجزاء الرقيقة للغاية والتهوية
القاعدة السرية لعمق فتحة التهوية: عميقة جدًا -> وميض، صغيرة جدًا -> لا يمكن للهواء الخروج ويحترق البلاستيك (تأثير الديزل). تحافظ JS Precision على عمق الأخدود المهووس عند 0.015-0.02 مم. تم اختيار الفولاذ المرآة S136 (≥HRC 52) لمنع تآكل إجهاد القالب من تشغيل القالب في ظل ظروف التردد العالي والضغط العالي إلى جانب توفير موثوقية نظام التهوية.
S136 HRC52+ اختيار قوالب الصلب
ببساطة، يمكن أن يؤدي الحقن عالي الضغط لأجزاء الجدران الرقيقة إلى تآكل العفن وحتى التشوه. تم إنشاء التجويف باستخدام S136 عند HRC 52+ مع نظام تهوية عالي الدقة.
في مثل هذه الحالة، يظل تحمل سمك الجدار ±0.02 مم بعد 500000 دورة من القوالب. في المقابل، فإن قوالب الفولاذ العادية (مثل P20 عند HRC 30) قد تتعرض لتآكل السطح بعد 100000 دورة فقط، مما يتسبب في حدوث وميض وتغييرات في الأبعاد.
تحدد دقة تصنيع أدوات القوالب بشكل مباشر مدى نجاح أو فشل الأجزاء ذات الجدران الرقيقة. تستخدم JS Precision جهاز EDM ذو سلك بطيء وجهاز EDM المرآة في الأدوات بحيث تكون جميع الأخاديد المهووسة بنفس العمق وتتناسب الأسطح الفاصلة بشكل جيد للغاية.
استشر أحد خبراء تصنيع القوالب الدقيقة في JS بشكل فردي لمشروعك ذي الجدران الرقيقة واحصل على حل مخصص للمكونات البلاستيكية ذات الجدران الرقيقة.
كيف نجحت تقنية JS Precision في حل مشكلة Warpage وتقليل تكلفة أدوات العفن بنسبة 35% لهيكل الطائرات بدون طيار B2B
شهد مشتري تجاري للطائرات بدون طيار تغييرًا غير متوقع في سمك جدار القشرة من 1.2 إلى 4.5 ملم مما تسبب في التواء بمقدار 1.5 ملم بعد عملية الحقن، وهذا جعل من المستحيل إحداث فجوة تجميع ضيقة. قبل ذلك، حاول العميل تعديل معلمات العملية مما أدى إلى زيادة ضغط الإمساك وانخفاض درجة حرارة القالب ولكن تم تقليل صفحة الالتواء بمقدار 0.3 مم فقط، وهو لا يزال أقل بكثير من متطلبات التجميع البالغة 0.2 مم.
تحديات العملاء وأسبابها الجذرية
- التحدي: تغير سُمك جدار الغلاف متعدد التجاويف بشكل كبير من 1.2 إلى 4.5 ملم، مما أدى إلى حدوث التواء بمقدار 1.5 ملم والفشل الكامل للتجميع. تميز التصميم الأولي بجدار بسمك 4.5 ملم في منطقة حجرة البطارية بينما كانت الحافة 1.2 ملم فقط.
- السبب الجذري: تسبب التبريد البطيء في المنطقة السميكة والتبريد السريع في المنطقة الرقيقة في حدوث اختلاف كبير في معدل انكماش الحجم بالإضافة إلى الضغط المتبقي. أشار تحليل تدفق القالب إلى أن الفرق في درجة الحرارة بين المناطق المختلفة كان يصل إلى 40 درجة مئوية مما أدى إلى اختلاف في معدل الانكماش بنسبة 0.35%.
حل JS الدقيق
- إعادة التصميم: في DFM ثلاثي الأبعاد، تم تجويف الجدار السميك مما يجعل سمك الجدار العالمي الرئيسي 1.8 مم (±5% انحراف مسموح به). في عملية إعادة التصميم، تم تغيير حجرة البطارية إلى هيكل مجوف مع تعزيز الأضلاع المتقاطعة.
- تقوية الأضلاع: تم توزيع أضلاع التسليح، بسمك 0.8 مم وزاوية 1 درجة، في مواقع تركيز الضغط مع الحفاظ على تباعد الأضلاع في حدود 8 مم لضمان الدعم المتساوي.
- اختبار تدفق القالب: تم نقل البوابة من منطقة الجدار الرقيقة إلى المنطقة الوسطى ذات سمك الجدار المتوازن بحيث يصبح معدل القص في القالب <45,000⁻¹s. أدى تحسين تخطيط قناة مياه التبريد إلى تحقيق توحيد درجة حرارة القالب بمقدار ±2 درجة مئوية في هذه المرحلة.
الدروس المستفادة:
الإصدار الأول يحتوي على أضلاع رفيعة جدًا يبلغ سمكها 1.0 ملم. أدى ذلك إلى احتجاز الهواء وتعرض البلاستيك لأضرار بالغة أثناء الحقن بالضغط العالي. في الجولة الثانية، تم تقليل عرض الضلع إلى 0.8 مم فقط مع إضافة أخدود فائض أعمق بمقدار 0.015 مم والذي فتح أيضًا مرور العداء. يوضح هذا المثال أن سمك الضلع لا يعني دائمًا أن الخيار الأفضل هو الأرق، وهو أحد الأسباب التي تجعله رقيقًا للغاية بحيث لا يسمح بتدفق المادة المصهورة ويتسبب في احتجاز الهواء.
<اقتباس>ISO 294-3:2020 يذكر: يجب تحضير العينات المقولبة بالحقن في ظل ظروف عملية خاضعة للرقابة، ويجب تسجيل معلمات العملية الرئيسية (ضغط التعبئة، ودرجة حرارة القالب، ومعدل القص) والتحقق من صحتها.
للوفاء بالمتطلبات، استخدمنا النقطة التي تغير عندها منحنى ضغط التعبئة الاتجاه ومعدل قص أقل من 45000⁻¹s كمعايير قبول نهائية صارمة لدينا في مرحلة التشكيل التجريبي لمبيت الطائرات بدون طيار، وقد تم تحديد هذا باعتباره سبب النجاح الكبير للقولبة التجريبية بعد الجولة الثانية من تعديلات أخدود الفائض.
النتائج النهائية (مراجع البيانات)
- مدة التبريد: 35←21 ثانية (-40%)
- الاعوجاج: 1.5 →<0.1 ملم (-93%)
- طول عمر القالب: تضاعف (من 250000 دورة العفن إلى 500000 دورة العفن)
- إجمالي التكلفة لكل عنصر: انخفضت بنسبة -35% (تم تقليل توفير المواد + وقت دورة أسرع + معدل الخردة من 8% إلى 0.5%)
رأي العميل: من خلال تحسين سوق دبي المالي، مكنتنا شركة JS Precision من تجنب مئات الآلاف من الدولارات من نفقات تعديل القالب.
احصل على حلول تحسين DFM وتقارير القوالب التجريبية لأغلفة الطائرات بدون طيار المماثلة، وقم بتحميل الرسومات إلى JS Precision، واحصل على تقييم مجاني والقولبة بالحقن عرض أسعار خلال 24 ساعة.
<ص>لماذا تختار JS Precision كشريك لك في خدمة أدوات قوالب الحقن؟
باعتبارنا خبراء في التصنيع الشامل، فإننا نساعد الشركات المصنعة على تجنب الأخطاء في المراحل الأولى من التصميم من خلال عمليات محاكاة تدفق القالب ومهارات سوق دبي المالي التي تعد نتيجة لثروة كبيرة من الخبرة على مر السنين. وهذا يسمح باكتشاف العيوب في وقت مبكر مما يؤدي إلى توفير كبير في الوقت والتكلفة. لقد تلقى شركاؤنا في مجال التصنيع في مجالات السيارات والطبية والإلكترونيات الاستهلاكية بالفعل أكثر من 5000 قالب، بما في ذلك أكثر من 200 مشروع لتحسين سمك الجدار.
20 عامًا من الهندسة وأكثر من 5000 مشروع
نقوم بتخزين مجموعة شاملة ومتنوعة من المواد الخام بما في ذلك ABS/PC/PA66/PEI ويمكننا تقديم منتجات تعتمد على جدران رقيقة للغاية بسماكة تتراوح من 0.8 مم إلى 10 مم وجدران مجوفة تمامًا.
على مر السنين، اكتسبنا قدرة لا مثيل لها على التنبؤ بالمشكلات في تصنيع أدوات القوالب من خلال تصور العيوب ببساطة - لذلك نحتفظ الآن بكتالوج يحتوي على تفاصيل حول أكثر من 300 قالب مختلف به مشكلات يمكن أن تحدث، حتى نتمكن من العثور على المشكلات قبل بدء الإنتاج. وكأحد الأمثلة على ذلك، فإننا نتحقق بشكل روتيني من إمكانية تعويم الألياف في البلاستيك المقوى بالألياف الزجاجية ونقترح تغييرات في سمك الجدار عند تقديم تقرير قابلية التصنيع في مرحلة التصميم للتصنيع (DFM).
قدرات الفحص ومعايير التسليم
- نظام الإنتاج المضمون الجودة ISO 9001:2015، بما في ذلك تسليم تقرير فحص الأبعاد الكاملة لكل دفعة لكل عميل.
- الفحص باستخدام آلة قياس إحداثيات زايس وانحراف سمك الجدار بدقة ±0.01 مم.
- توفير تحليل مجاني لسوق دبي المالي + Mouldflow مع عرض الأسعار بما في ذلك التغييرات المقترحة وتحذيرات المخاطر.
إن هدفنا الرئيسي من تقديم أدوات قوالب الحقن هو أن تكون التجربة الأولى للقولبة ناجحة، وليس فقط أن تكون منتجًا ممكنًا. من خلال بياناتنا التاريخية، اتضح بوضوح أن القوالب التي تم تحليلها بالكامل لسوق دبي المالي وتدفق القالب حققت معدل نجاح للتجربة الأولى للقولبة بنسبة 92%، وهو أعلى بكثير من متوسط الصناعة البالغ 65%.
الأسئلة الشائعة
س1: هل تفرض شركة JS Precision رسومًا مقابل تحسين سمك الجدار والتصميم لخدمات التصنيع (DFM)؟
تقدم JS Precision خدمات تحسين سمك الجدار وتحليل التصميم للتصنيع (DFM) مجانًا تمامًا. كل ما عليك فعله هو إرسال ملف CAD ثلاثي الأبعاد إلينا (STEP/IGS). سنقوم بعد ذلك بطلب من خبير هندسة القوالب الخاص بك إنتاج تقرير سوق دبي المالي الكامل وإرساله إليك بما في ذلك تحليل تدفق القالب وتوصيات تعديل الأجزاء، بل وسنقدم لك عرض الأسعار مجانًا في غضون 24 ساعة.
س2: لماذا يعد سمك الجدار غير المتساوي سببًا في ظهور علامات الحوض على السطح؟
يؤدي اختلاف سماكة مناطق الجدار إلى اختلاف في معدل التبريد، حيث تكون منطقة الجدار السميك أبطأ في التبريد مقارنة بمنطقة الجلد الخارجية المجمدة. عندما يتصلب الراتنج الداخلي وينسحب للداخل، وإذا كان الغلاف الخارجي لا يزال ناعمًا، فإن هذا الجلد البلاستيكي الخارجي سيتبع الانكماش، مما يؤدي إلى سحب المواد السطحية وتشكل الانخفاض (علامة الانكماش) على الجزء البلاستيكي.
س3: ما هي إرشادات التصميم الخاصة بفرق السُمك بين الراتنجات ذات التدفق العالي والمنخفض؟
تعد المواد عالية التدفق مثل PP وPE وPA66 أسهل في الذوبان، لذلك يمكن أن يصل تصميم سمك جدارها إلى 0.8 مم، على العكس من ذلك، يجب أن تواجه المواد عالية اللزوجة والأقل قابلية للتدفق، مثل PC أو PMMA أو PEI نقصًا في المواد عندما تكون الجدران رقيقة، لذا يجب ألا يقل الحد الأدنى لسمك الجدار عن 1.5 مم.
س4: ما هي طريقة تقوية الأجزاء دون زيادة سمك الجدار؟
ليس هناك ضرورة لزيادة سمك الجدار حيث يمكننا إدخال أضلاع تقوية (بارتفاع 3 أضعاف سمك الجدار) أو مجمعة (0.4-0.6 مرة سمك الجدار الرئيسي) في المناطق الضعيفة للحصول على نفس القوة.
س5: ما الذي يمكن فعله لتجنب التشقق الإجهادي الذي يحدث عند التقاء القسم السميك والقسم الرفيع؟
الفكرة الرئيسية هي إجراء تغيير تدريجي من خلال الانتقال السلس بين الأقسام السميكة والرفيعة. بشكل عام، يكون الميل الانتقالي من 1:3 إلى 1:4 مقبولًا (أي منطقة انتقالية لا تقل عن 4.5 مم إذا كان التغيير من 1.5 مم إلى 3 مم). وينصح بشدة ألا يقل نصف قطر الزاوية الداخلية عن 0.5 ملم.
س6: ما هي تفاوتات سمك الجدار التي يمكن أن تضمنها JS Precision للإلكترونيات الدقيقة؟
تستخدم JS Precision آلة قولبة حقن مؤازرة عالية الدقة مدمجة مع CMM مستوردة كجزء من عملية الفحص الخاصة بها. بالنسبة للأجزاء البلاستيكية الدقيقة ذات الحجم الصغير إلى المتوسط، فإننا قادرون على التحكم بشكل ثابت في التسامح الفعلي لسمك الجدار المصبوب في حدود ±0.02 مم، ويمكننا أيضًا الحفاظ على اتساق سمك الجدار عند مستوى انحراف قدره 3%.
س7: ما هي متطلبات أداة القالب للمكونات الدقيقة ذات الجدار الرقيق؟
يؤدي قولبة الحقن عالي الضغط للأجزاء ذات الجدران الرقيقة بسهولة إلى تشوه القالب وتآكله. لذلك، يجب أن يكون تجويف القالب مصنوعًا من الفولاذ عالي الصلابة والجودة (على سبيل المثال S136 المسخن إلى HRC 52+) وأن يتم تزويده بنظام تهوية دقيق للغاية (عمق القناة 0.015 مم - 0.02 مم) حتى لا يحدث حرق.
س8: ما هي تكلفة الأدوات الأولية وسعر وحدة الحقن لمشروع قالب مخصص؟
تبلغ تكلفة بدء قالب الحقن JS Precision حوالي 1500 دولار أمريكي (يجب أن يكلف تحسين سوق دبي المالي حوالي 150.1 دولارًا أمريكيًا إلى عدة دولارات أمريكية). عروض الأسعار سريعة جدًا ويمكن أن تصل في وقت مبكر يصل إلى 24 ساعة. للحصول على عرض أسعار، ما عليك سوى إرسال رسوماتك وستقوم JS Precision بالرد عليك بسرعة الضوء.
الملخص
التخطيط الدقيق لسمك قالب الحقن هو عملية هندسية منهجية تتضمن التحكم في التدفق المادي، والتبريد الحراري، والقوة الميكانيكية. يعد الحفاظ على اتساق سمك الجدار إلى حد ما، وتصميم هندسة الأضلاع بعناية، وإزالة المقاطع السميكة عن طريق تفريغها، وإجراء تحليلات شاملة لتدفق القالب، أمرًا ضروريًا لتقليل دورات التطوير، وتوفير تكاليف تعديل القالب، ورفع معدل الإنتاج.
هل أنت مستعد للتوجه نحو الإنتاج الضخم؟ لا تدع عيوب سمك الجدار المخفية تعوق التقدم. إرسال ملفات النماذج ثلاثية الأبعاد إليك (STEP/IGS) إلى JS Precision. سيقوم خبراؤنا المتميزون في مجال القوالب بإجراء تقييم مجاني لسوق دبي المالي على الفور بالإضافة إلى تقرير Mouldflow مقابل حل إنتاج ضخم سريع ودقيق للغاية. نحن نضمن أن أفضل الحلول سيتم تأمينها خلال 24 ساعة.
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط. بالنسبة إلى JS Precision Services، لا توجد إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. تقع على عاتق المشتري مسؤولية تحديد المتطلبات الفنية المحددة وطلب عرض أسعار رسمي للأجزاء. يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق دقة JS
حلول التصنيع المخصصة. مع أكثر من 15 عامًا من الخبرة في خدمة أكثر من 1000 عميل، نحن متخصصون في التصنيع باستخدام الحاسب الآلي وتصنيع الصفائح المعدنية و href="https://www.cncprotolabs.com/3d-printing">الطباعة ثلاثية الأبعاد والقولبة بالحقن وختم المعادن. بعد أن نجحنا في تسليم أكثر من 300000 قطعة دقيقة، نحافظ على معدل تسليم في الوقت المحدد بنسبة 99.2% في جميع المشاريع المخصصة.
تم تجهيز منشأتنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور وحاصلة على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملاء B2B في 150 دولة. سواء كنت بحاجة إلى نماذج أولية صغيرة الحجم أو تخصيص واسع النطاق، فإننا ندعم مشروعك بفترات زمنية قصيرة تصل إلى 24 ساعة. اختر JS Precision للحصول على كفاءة وجودة واحترافية لا مثيل لها.
لمعرفة المزيد أو إرسال طلب عرض الأسعار الخاص بك، قم بزيارة موقعنا على الويب: www.cncprotolabs.com
المصدر

