

Service d'optimisation de l'épaisseur des parois évalue la conception des pièces en plastique pour garantir une bonne uniformité du flux et éviter les traces d'évier. De plus, cette analyse DFM précise aide les mouleurs par injection à réduire les cycles de refroidissement jusqu'à 30 %. Le service d'optimisation de l'épaisseur des parois peut également remodeler des formes difficiles à mouler en pièces moulables et économiques adaptées à une fabrication à haut rendement.
Chez JS Precision, notre service de moulage par injection DFM s'appuie sur les derniers développements et se concentre directement sur la résolution des problèmes liés à l'inadéquation du retrait et à l'écart de volume, afin de produire des articles fiables produits en série.
Référence rapide du service d'optimisation de l'épaisseur des parois
|
Classe polymère |
Épaisseur de paroi recommandée |
Rapport nervure/mur |
Taux de cisaillement maximum |
|---|---|---|---|
|
ABS (haut débit / FR) |
1,20 – 3,00 mm |
40 % – 50 % (coin R0,6) |
< 50 000 s⁻¹ |
|
PC (haute résistance / amorphe) |
1,50 – 3,50 mm |
30 % – 40 % (coin R0,5) |
< 40 000 s⁻¹ |
|
PA66 + 30 % GF (Cristallin) |
1,00 – 2,50 mm |
35 % – 45 % (coin R0,8) |
< 60 000 s⁻¹ |
Principaux résultats
- Principale cause de gauchissement asymétrique : Une diminution rapide et spectaculaire de l'épaisseur de paroi de la pièce dépassant 25 % entraîne un retrait de volume irrégulier qui est la base physique du déformation des pièces en plastique.
- Règle de prévention du retrait des nervures : Pour l'épaisseur de paroi principale des matériaux cristallins, l'épaisseur à la base du ruban doit être limitée à moins de 40 %, et un congé de rayon de 0,5 mm est recommandé pour soulager les contraintes internes et les contraintes résiduelles dues au moulage.
- Creux et optimisation des zones épaisses : Les parties solides, étant les plus lourdes, sont de préférence converties en structures creuses ou en forme de boîte et sont renforcées par des nervures croisées obtenant une réduction de 35 % du poids et une augmentation simultanée de 20 % de la rigidité de flexion.
Pourquoi opter pour les services d'ingénierie de moules personnalisés de JS Precision pour la conception de distribution d'épaisseur de paroi ?
Basés principalement sur l'équipe de moulage par injection de notre société avec plus de 15 ans d'expérience, nous comprenons qu'un véritable partenaire capable de fournir des services d'optimisation de l'épaisseur de paroi doit disposer de capacités 3D en boucle fermée : simulation du flux de matériaux, compensation de la rigidité du moule et stabilité du processus de production de masse. Grâce à notre expérience en matière de boîtiers de drones, nous avons découvert que si une conception présente des changements d'épaisseur de paroi supérieurs à environ 25 %, les matériaux à haut débit ne permettent pas de résoudre le gauchissement uniquement par un ajustement du processus de fabrication - il faut commencer à résoudre le problème dès la phase de conception.
ISO 9001:2015, Systèmes de gestion de la qualité, stipule : Une organisation doit identifier les processus nécessaires et leur mise en œuvre dans l'ensemble de l'organisation et déterminer la séquence et l'interaction de ces processus.
Depuis le respect de cette exigence, nous effectuons un examen de la conception pour la fabrication (DFM) à 3 niveaux dans chaque effort d'optimisation de l'épaisseur de paroi, afin que la prise de décision en matière d'épaisseur de paroi soit correctement documentée tout au long du développement.
Nous avons mené un projet de boîtier de drone dans lequel nous avons remplacé les changements soudains d'épaisseur de paroi de 1,2 mm à 4,5 mm par une paroi d'épaisseur constante de 1,8 mm et ajouté des nervures transversales de 0,8 mm. Le gauchissement a été réduit de 1,5 mm à <0,1 mm, le temps de refroidissement a été réduit de 35 secondes à 21 secondes et les coûts de production ont baissé de 35 %. Cette approche a été développée dans le portefeuille de projets d'optimisation de l'épaisseur de paroi de JS Precision contenant plus de 200 dossiers de cas.
Téléchargez le guide de conception DFM pour l'optimisation de l'épaisseur de paroi pour maîtriser les pentes de transition, les proportions des nervures et les stratégies d'évidement, vous aidant ainsi à évaluer la profondeur technique de votre service de moulage par injection DFM.
Comment une variation brusque de l'épaisseur de paroi provoque-t-elle des déformations et des marques d'affaissement dans le moulage par injection ?
Leservice de moulage par injection DFM devrait être en mesure de gérer le problème de la différence de vitesse de refroidissement causée par le changement d'épaisseur de paroi. Les pièces plus épaisses refroidissent plus lentement, tandis que les pièces plus fines refroidissent rapidement. En conséquence, une asymétrie dans le retrait volumétrique et la contrainte résiduelle est créée. Enfin, un retrait de surface et une déformation globale sont produits.
Raisons physicochimiques de la différence de retrait volumétrique
ΔVshrink=α×(Tmelt−Tmoule), où le caractère grec alpha (α) est le coefficient d'expansion linéaire du matériau, ce qui montre que plus la différence de température est grande, plus le retrait dû aux variations locales d'épaisseur de paroi est important.
En prenant PC comme exemple, α est d'environ 70 × 10 ⁻⁶/℃. Lorsque la différence de température entre les zones épaisses et fines atteint 30°C, la différence de taux de retrait volumique peut atteindre 0,21%, ce qui est suffisant pour produire un gauchissement de plus de 0,2 mm sur une pièce de 100 mm de longueur. En termes simples, cela signifie que plus la différence d'épaisseur de paroi est grande et plus la température du moule est basse, plus le risque de déformation est exponentiellement élevé.
Comparaison des solutions de transition
- Approche traditionnelle (épaississement direct des parois) :
Il n'y a pas de conception de transition mais la zone ne change que progressivement l'épaisseur de la paroi, c'est-à-dire qu'il n'y a que la conception des coins arrondis d'une pièce à l'autre. Le déplacement du centre thermique vers la pièce ayant une structure plus épaisse entraîne la génération de lignes de retrait plus profondes que 0,3 mm. Dans des cas extrêmes comme celui-ci, une défaillance du joint Still due à une inadéquation dimensionnelle ou au rejet du produit en raison de son apparence peut toujours se produire même après l'assemblage.
- Solution JS Precision :
Une conception à pente douce et douce (rapport de transition de 1:3 à 1:4) permet une répartition égale de la chaleur. Le degré de retrait est inférieur à 0,05 mm ce qui n'est pratiquement pas visible à nos yeux. Nous faisons également un R de 0,5 mm au pied de la partie de transition pour aider à soulager les contraintes.
Contactez immédiatement les ingénieurs seniors en moules de JS Precision pour une évaluation DFM gratuite de transition d'épaisseur de paroi afin de valider la justification de conception de votre fournisseur de moulage par injection personnalisé.
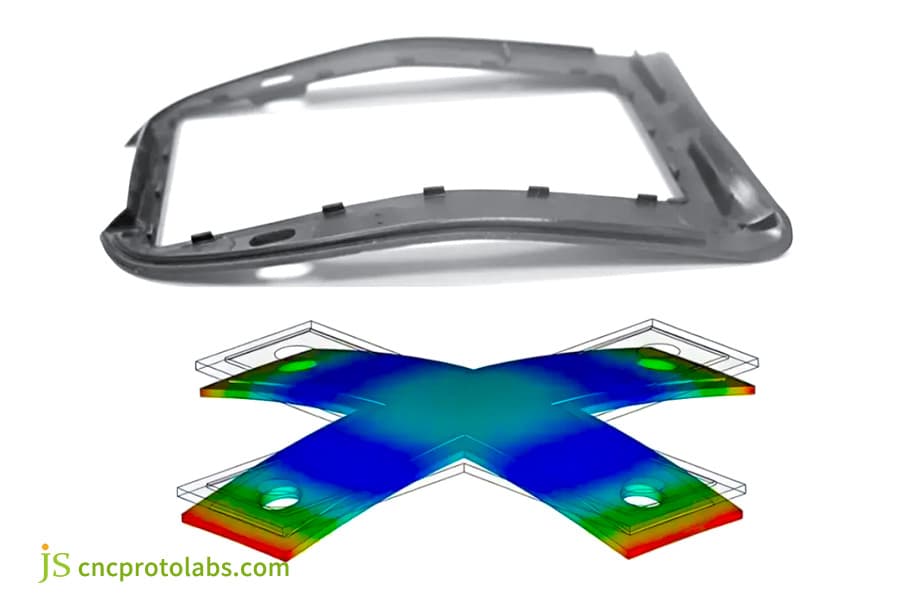
Figure 1 : Granulés de résine plastique technique colorés dans des tubes en verre pour les tests de matériaux.
Quelles sont les limites d'épaisseur de paroi minimale et maximale pour les résines plastiques courantes ?
Le cœur de la conception de pièces pour la moulabilité est de comprendre les limites d'écoulement des différentes résines. Les types de plastiques amorphes comme le PC nécessitent une épaisseur de paroi d'au moins 1,5 mm pour éviter d'être remplis à court, tandis que les plastiques cristallins comme le PP/PA66 peuvent être moulés avec des parois très fines allant jusqu'à 0,8 mm dans des conditions très bien contrôlées. Néanmoins, lors de la conception du moule, l'influence de la longueur d'écoulement (rapport L/T) ne peut pas être ignorée : si L/T est supérieur à la ligne directrice, cela pourrait entraîner un sous-remplissage même si l'épaisseur de paroi est correcte.
Tableau des limites d'épaisseur de paroi des plastiques techniques courants
|
Matériel |
Paroi minimale (mm) |
Paroi maximale (mm) |
Rapport L/T recommandé |
|---|---|---|---|
|
PP (homopolymère) |
0,80 |
3,00 |
150:1 |
|
PA66 + 30 % de SG |
1,00 |
2,50 |
100:1 |
|
ABS (haut débit) |
1.20 |
3,00 |
120:1 |
|
PC (usage général) |
1,50 |
3,50 |
80:1 |
|
POM (Copolymère) |
1,00 |
3,00 |
130:1 |
Résine – Limites pures non remplies
Si vous regardez le PC pur, vous constatez qu'il est assez sensible aux variations d'épaisseur de paroi. En dessous de 1,0 mm, la résistance à l'écoulement augmente rapidement, de sorte qu'une brûlure due à une surchauffe par cisaillement est probable. Le PC a également une forte tendance à présenter une orientation moléculaire dans les pièces à parois minces, ce qui conduit à un retrait anisotrope et à une probabilité plus élevée de déformation. Dans la phase initiale du service d'outillage de moulage par injection, il est nécessaire de verrouiller conjointement l'épaisseur de paroi sûre en fonction du rapport MFR et L/T, plutôt que de se fier uniquement à une estimation empirique.
Limites des résines renforcées de fibres de verre
Le polyamide 66 (PA66 + 30 % GF) utilisant de la fibre de verre contrôle le retrait tout en augmentant simultanément la viscosité. Si l'épaisseur de la paroi est inférieure à 1,2 mm, des fibres seront exposées (fibres flottantes) rendant la surface très rugueuse. Les fibres flottantes détruisent non seulement l'apparence mais créent également des points de concentration de contraintes qui réduisent la durée de vie en fatigue.
Grâce au service d'ingénierie de moules personnalisés de JS Precision, nous pouvons définir dès le départ une épaisseur de paroi minimale raisonnable qui dépend principalement d'un type de résine et d'une concentration de fibres de verre donnés. Le risque de flottement des fibres est également déterminé par l'analyse du flux de moule, ce qui évite les retouches du moule qui peuvent être très coûteuses.

Figure 2 : Schéma illustrant les causes du retrait du moulage par injection et les résultats des pièces déformées.
Comment pouvons-nous concevoir des nervures et des goussets pour éviter d'augmenter l'épaisseur globale des parois ?
L'optimisation de la conception des moules à injection repose essentiellement sur l'introduction de nervures (égales à 40 % ou 60 % de l'épaisseur de la paroi principale) et de plaques de support au niveau des parois minces, ce qui se traduira par une résistance structurelle considérablement accrue sans qu'il soit nécessaire d'augmenter l'épaisseur totale de la paroi ou de prolonger le temps de refroidissement. Là encore, des nervures plus épaisses ne donnent pas nécessairement de meilleurs résultats : les nervures épaisses peuvent, dans une certaine mesure, provoquer la création de points chauds à la racine, ce qui entraînera en outre un rétrécissement.
Trois règles géométriques principales pour le raidissement des nervures :
- Épaisseur de la base des nervures : doit être comprise entre 0,4 et 0,6 fois l'épaisseur de la paroi principale. Pour les matériaux cristallins, la limite minimale de 0,4 fois est conseillée car cela limitera le risque de retrait.
- Angle de dépouille : ne doit pas être inférieur à 0,5°, Pour des profondeurs supérieures à 10 mm, un angle de dépouille de 1 est à privilégier pour éviter de coller au moule.
- Rayon à la racine de la nervure : 0,4 mm - 0,8 mm afin d'aider à éliminer la concentration de contraintes. Un rayon trop petit entraînera des fissures sous contrainte, tandis qu'un rayon trop grand non seulement créera un retrait, mais augmentera même l'épaisseur de paroi locale
Option A (épaississement aveugle) par rapport à l'option B (optimisation des nervures de précision JS)
|
Paramètre |
Option A : Épaississement global |
Option B : Optimisation des nervures |
|---|---|---|
|
Épaisseur de la paroi principale |
2→4 mm |
Maintenir 2 mm |
|
Changement de poids |
+100 % |
+15 % |
|
Temps de refroidissement |
12→38 s |
12 s |
|
Gain de rigidité |
Limité |
+300 % |
|
Risque de chute |
Élevé |
Faible |
L'option B donne un triple incrément de rigidité, la raison en est les nervures qui concentrent les matériaux sur le côté extérieur de l'axe neutre où la contrainte maximale se produit au lieu de répartir les matériaux de manière homogène sur toute la surface de la section transversale. La possibilité d'utiliser une telle optimisation de la topologie est la principale caractéristique qui distingue les fabricants de moules de précision de haute précision par rapport aux usines de moules classiques.

Figure 3 : Composant en plastique personnalisé transparent avec surface polie et moule d'injection.
Comment le service d'analyse des flux de moule peut-il prédire et résoudre les défauts de moulage liés à l'épaisseur ?
Le service d'analyse du flux de moule simule avec précision le flux, la pression de maintien et le processus de refroidissement du plastique fondu dans la cavité du moule pour prédire les lignes de soudure, l'air emprisonné et la déformation qui pourraient résulter d'une épaisseur de paroi inégale. JS Precision utilise le logiciel Autodesk Moldflow pour calculer le risque de moulage, mais n'oubliez pas que le logiciel n'est qu'un outil, sa véritable valeur se reflète dans la façon dont les ingénieurs interprètent les résultats et les transforment en de meilleures conceptions.
Principaux résultats de l'analyse Moldflow :
- Courbe de chute de pression : évalue si la pression de remplissage final est suffisamment élevée. Généralement, la pression de remplissage final doit rester au moins 30 % de la pression d'injection, car sinon des tirs courts pourraient se produire.
- Taux de condensation : Vérifie la résistance de la soudure et l'apparence de la surface. Aux endroits où le taux de condensat dépasse 50 %, la résistance de la soudure peut diminuer jusqu'à 60 % de la résistance du corps ou moins.
- Carte des risques de cavitation : met en évidence les sites d'air emprisonné et facilite la conception de la ventilation. Les sites de cavitation doivent être associés à des canaux de ventilation. Lorsque cela n'est pas fait, l'air emprisonné peut provoquer des brûlures ou des tirs courts.
Courbe de pression de maintien et réglage fin de l'épaisseur de paroi :
En identifiant l'épaisseur de paroi au point où la courbe de pression de maintien change de gradient, les ingénieurs affinent l'épaisseur de paroi de la pièce pour un transfert de pression de maintien maximal qui réduit les contraintes internes. Supposons que la courbe de pression de maintien chute fortement à 90 % de remplissage, indiquant que le volume de matériau dans cette zone est trop petit.
Il faut augmenter l'épaisseur de la paroi dans cette zone de 0,2 à 0,3 mm pour que le transfert de pression de maintien soit correctement réalisé. L'analyse du flux de moule fournie par le service d'outillage de moulage par injection est la dernière étape avant la production en série et égalementle moyen le plus pratique de minimiser le nombre de moules d'essai.
Comment les sections en plastique épaisses doivent-elles être retirées pour éliminer les risques de vide ?
Le service d'ingénierie de moules personnalisés comprend la création de zones à parois épaisses transformées en structures à parois uniformément minces ou même à double paroi, avec des nervures de renforcement diagonales ou transversales à l'intérieur de la cavité pour un support structurel. Lors du refroidissement, la surface se solidifie d'abord, laissant derrière elle le noyau fondu qui s'étend et se contracte vers l'extérieur, entraînant des cavités et un retrait. Ce type de défaut est généralement observé chaque fois que l'épaisseur de la paroi est supérieure à 4 mm, et que le matériau utilisé ne soit pas un facteur susceptible d'affecter cela.
Cylindre solide comparé à la conception évidée de précision JS
- Cylindre solide (Ø10 mm) : Le vide interne provoqué par la traction du plastique entraînera des pores qui réduiront encore la résistance du matériau de 40 % en plus de provoquer une entaille. La porosité est un défaut structurel majeur. Dans le même temps, il arrive souvent que le point le plus faible à l'origine de la corrosion sous contrainte s'avère également être celui-là même qui est poreux.
- Conception creuse JS Precision (Ø10 x intérieur 6 x épaisseur de paroi 2) : Lorsqu'il est incorporé avec 4 renforts de lame, il offre une surface lisse et sans vide à l'intérieur, une augmentation de la force de préhension (+25 %) et une économie de matériau (-36 %). De plus, grâce à cette conception, le temps de refroidissement est réduit de 35 à 18 secondes car l'épaisseur uniforme de la paroi élimine les points chauds.
Découvrez d'autres exemples concrets de réussite en matière de moulage par injection de qualité industrielle de JS Precision et découvrez comment le service d'ingénierie de moules personnalisés élimine le risque de porosité.
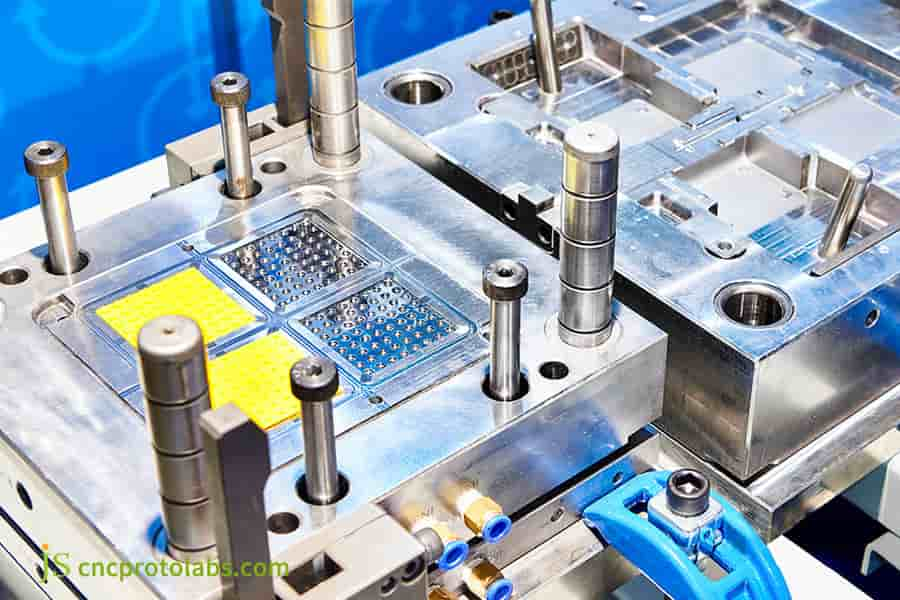
Figure 4 : Gros plan d'une cavité de moulage par injection métallique montrant la conception détaillée de la porte.
Quelle est la relation géométrique entre les angles de dépouille et l'épaisseur des murs ?
Le service d'optimisation de l'épaisseur des parois prend toujours en compte l'angle de dépouille. L'augmentation de l'épaisseur de paroi ou de la profondeur de la cavité s'accompagne d'une augmentation de l'angle de dépouille (généralement +0,5° à 1° par pouce de profondeur de la cavité) pour minimiser les forces d'ouverture du moule et de collage d'éjection. En effet, les parois plus épaisses rétrécissent davantage après refroidissement, provoquant des forces de maintien du noyau plus fortes.
Tableau de recommandation du rapport épaisseur de paroi-angle de dépouille
|
Épaisseur de paroi (mm) |
Profondeur de la cavité (mm) |
Brouillon minimum recommandé |
|---|---|---|
|
1.0 – 2.0 |
≤10 |
0,5° |
|
2.0 – 3.0 |
10 à 20 |
1,0° |
|
3.0 – 4.0 |
20 - 30 |
1,5° |
|
>4.0 |
>30 |
2,0° + Texture |
Pour les surfaces avec des motifs solaires, la pente doit être augmentée de 0,5 ° supplémentaires par rapport à ce qui précède, car la texture augmente la résistance au démoulage.
Comparaison du frottement d'éjection :
- Sans ou avec un très petit angle de dépouille <0,2°. Le démoulage est trop résistant, la surface présente des rayures, des marques d'éjection et le taux de défauts atteint 15 %. Ce type de défaut est très souvent observé dans les pièces à paroi mince à cavité profonde.
- Angle de dépouille idéal JS Precision (≥1°+soleil) : la résistance à l'éjection est de -70 %, un taux de rendement supérieur à 99,8 %. Afin de réduire également le nombre de broches d'éjection, les angles de dépouille optimisés entraînent une réduction des coûts de moulage.
Quels sont les défis en matière d'outillage pour la fabrication de composants en plastique à paroi mince ?
Les composants en plastique à paroi mince exigent que les moules aient un acier de moulage de haute dureté, une précision dans le système de ventilation et une capacité à haute pression. Les unités d'injection sont réglées à une vitesse très élevée (>500 mm/s+) et une pression d'injection élevée est nécessaire (>2 000 bar+) lors du moulage par injection à paroi mince. Les moules de ces types doivent résister à une pression élevée et disposer d'un système de ventilation de haute précision.
Contrôle de la condensation et de la ventilation des pièces ultra fines
Règle secrète de la profondeur de la rainure d'aération : trop profonde -> clignotant, trop petit -> l'air ne peut pas sortir et le plastique brûle (effet diesel). JS Precision maintient la profondeur des rainures ventilées entre 0,015 et 0,02 mm. L'acier miroir S136 (≥HRC 52) est sélectionné pour empêcher l'usure par fatigue du moule due au fonctionnement du moule dans des conditions de haute fréquence et de haute pression en plus d'assurer la fiabilité du système de ventilation.
Sélection d'acier pour moule S136 HRC52+
Pour faire simple, l'injection à haute pression de pièces à parois fines peut entraîner une usure du moule, voire une déformation. La cavité est construite en utilisant du S136 à HRC 52+ avec un système de ventilation de haute précision.
Dans un tel cas, la tolérance d'épaisseur de paroi reste de ±0,02 mm après 500 000 cycles de moulage. En revanche, l'acier pour moules ordinaire (par exemple P20 à HRC 30) peut développer une usure de surface après seulement 100 000 cycles, ce qui provoque des bavures et des changements dimensionnels.
La précision de la fabrication d'outils de moulage détermine directement le succès ou l'échec des pièces à paroi mince. JS Precision utilise l'électroérosion à fil lent et l'électroérosion miroir sur l'outillage afin que toutes les rainures ventilées soient à la même profondeur et que les surfaces de joint s'ajustent très bien.
Consultez individuellement un expert en fabrication de moules JS Precision pour votre projet à paroi mince et obtenez une solution personnalisée pour les composants en plastique à paroi mince.
Comment JS Precision a résolu le gauchissement et réduit le coût de l'outillage de moulage de 35 % pour un châssis de drone B2B
Un acheteur commercial d'UAV a été témoin d'un changement inattendu dans l'épaisseur de la paroi de la coque, passant de 1,2 à 4,5 mm, ce qui a provoqué un gauchissement de 1,5 mm après le processus d'injection, ce qui a rendu impossible la production d'un espace d'assemblage serré. Avant cela, le client avait essayé de modifier les paramètres du processus, ce qui entraînait une augmentation de la pression de maintien et une diminution de la température du moule, mais le gauchissement n'était minimisé que de 0,3 mm, bien en dessous des 0,2 mm requis pour l'assemblage.
Défis des clients et leurs causes profondes
- Défi : l'épaisseur de paroi de la coque multi-cavité a changé de façon spectaculaire, passant de 1,2 à 4,5 mm, entraînantun gauchissement de 1,5 mm et la défaillance complète de l'assemblage. La conception initiale présentait une épaisseur de paroi de 4,5 mm dans la zone du compartiment à piles, alors que le bord n'était que de 1,2 mm.
- Cause fondamentale : Un refroidissement lent dans la zone épaisse et un refroidissement rapide dans la zone mince ont provoqué une différence significative dans le taux de retrait volumique ainsi que dans la contrainte résiduelle. L'analyse du flux de moule a indiqué que la différence de température entre les différentes zones atteignait 40 °C, ce qui entraînait une différence de taux de retrait de 0,35 %.
Solution de précision JS
- Refonte : Dans 3D DFM, la paroi épaisse de la coque a été creusée, ce qui donne à l'épaisseur de la paroi globale principale 1,8 mm (écart admissible de ± 5 %). Lors de la refonte, le compartiment à piles a été transformé en une structure creuse avec un renfort de nervures en forme de croix.
- Renforcement des nervures : des nervures de renfort, 0,8 mm d'épaisseur et inclinées à 1°, ont été réparties aux sites de concentration de contraintes, l'espacement des nervures étant maintenu à moins de 8 mm pour assurer un support uniforme.
- Test d'écoulement du moule : La porte a été déplacée de la zone de paroi mince vers une zone médiane d'épaisseur de paroi équilibrée afin que le taux de cisaillement dans le moule devienne <45 000⁻¹s. L'optimisation de la disposition des canaux d'eau de refroidissement a permis d'obtenir une uniformité de température du moule de ±2 ℃ à ce stade.
Leçons apprises :
La première version avait des nervures très fines de 1,0 mm. L'air était alors emprisonné et le plastique était gravement endommagé lors de l'injection à haute pression. Au deuxième tour, la largeur des nervures a été réduite à 0,8 mm seulement avec l'ajout d'une rainure de trop-plein plus profonde de 0,015 mm qui a également ouvert le passage du patin. Cet exemple montre que l'épaisseur des nervures ne signifie pas toujours que le meilleur choix est de choisir les plus fines, une raison pour laquelle elles sont trop fines pour permettre à la matière fondue de s'écouler et provoquent le piégeage de l'air.
ISO 294-3:2020 mentionne : Les échantillons moulés par injection doivent être préparés dans des conditions de processus contrôlées, et les paramètres clés du processus (pression de compactage, température du moule, taux de cisaillement) doivent être enregistrés et validés.
Pour répondre aux exigences, nous avons utilisé un point auquel la courbe de pression de compression avait changé de direction et un taux de cisaillement inférieur à 45 000⁻¹s comme critères d'acceptation finale stricts dans la phase d'essai de moulage du boîtier du drone, et cela a été identifié comme la raison du grand succès de l'essai de moulage après la deuxième série de modifications de la rainure de trop-plein.
Résultats finaux (références de données)
- Temps de refroidissement : 35→21 secondes (-40 %)
- Déformation : 1,5 →<0,1 mm (-93 %)
- Longévité des moules : doublée (de 250 000 cycles de moulage à 500 000 cycles de moulage)
- Coût total par article : diminué de -35 % (économies de matériau + temps de cycle plus rapide + taux de rebut réduit de 8 % à 0,5 %)
Opinion client : Grâce à l'amélioration du DFM, JS Precision nous a permis d'éviter des centaines de milliers de dollars en dépenses de modification de moule.
Obtenez des solutions d'optimisation DFM et des rapports de moulage d'essai pour des boîtiers de drones similaires, téléchargez des dessins sur JS Precision et recevez une évaluation gratuite et un devis de moulage par injection dans les 24 jours heures.
Pourquoi choisir JS Precision comme partenaire pour le service d'outillage de moulage par injection ?
En tant qu'experts en fabrication à guichet unique, nous aidons les fabricants à éviter les erreurs dès les premières étapes de la conception grâce à nos simulations de flux de moule et à nos compétences DFM qui sont le résultat d'une grande richesse d'expérience au fil des années. Cela permet de détecter les défauts à un stade précoce, ce qui entraîne des économies considérables de temps et d'argent. Nos partenaires de fabrication dans les secteurs de l'automobile, du médical et de l'électronique grand public ont déjà reçu plus de 5 000 moules, dont plus de 200 projets d'optimisation de l'épaisseur de paroi.
20 ans d'ingénierie et plus de 5 000 projets
Nous stockons une grande variété de matières premières, notamment l'ABS/PC/PA66/PEI, et pouvons fournir des produits basés sur des épaisseurs de paroi extrêmement minces allant de 0,8 mm jusqu'à 10 mm d'épaisseur avec des parois entièrement évidées.
Au fil des années, nous avons acquis une capacité inégalée à prédire les problèmes dans la fabrication des outillages de moules en visualisant simplement les défauts. Nous tenons donc désormais un catalogue avec des détails sur plus de 300 moules différents présentant des problèmes susceptibles de survenir, afin que nous puissions détecter les problèmes avant le début de la production. À titre d'exemple, nous vérifions régulièrement la possibilité de flottement des fibres dans les plastiques renforcés de fibres de verre et suggérons des changements d'épaisseur de paroi lors de la remise d'un rapport de fabricabilité au stade de la conception pour la fabrication (DFM).
Capacités d'inspection et normes de livraison
- Système de production certifié ISO 9001 : 2015, comprenant la livraison à chaque client d'un rapport d'inspection des dimensions entières pour chaque lot.
- Inspection à l'aide d'une machine à mesurer tridimensionnelle Zeiss et écart d'épaisseur de paroi avec une précision de ±0,01 mm.
- Fournir une analyse DFM + Moldflow gratuite ainsi qu'un devis comprenant les modifications suggérées et les avertissements sur les risques.
Notre objectif principal en matière de livraison d'outillage de moulage par injection est qu'un premier essai de moulage soit un succès, pas seulement un produit réalisable. D'après nos données historiques, il s'est clairement avéré que les moules qui ont été entièrement analysés pour le DFM et le flux de moule avaient un taux de réussite de moulage au premier essai de 92 %, bien au-dessus de la moyenne du secteur de 65 %.
FAQ
Q1 : JS Precision facture-t-il les services d'optimisation de l'épaisseur de paroi et de conception pour la fabrication (DFM) ?
JS Precision propose des services d'optimisation de l'épaisseur de paroi et d'analyse de conception pour la fabrication (DFM) entièrement gratuits. La seule chose que vous devez faire est de nous envoyer votre fichier CAO 3D (STEP/IGS). Nous demanderons ensuite à votre expert en ingénierie de moules de produire et de vous envoyer un rapport DFM complet comprenant l'analyse Moldflow, les recommandations de modification des pièces, et nous vous proposerons même le devis gratuitement dans les 24 heures.
Q2 : Pourquoi une épaisseur de paroi inégale est-elle une cause de marques d'évier en surface ?
Des zones de paroi d'épaisseur différente entraînent une variation de la vitesse de refroidissement, la zone de paroi épaisse étant plus lente à refroidir que la zone de peau externe gelée. Lorsque la résine intérieure durcit et s'enfonce, si l'enveloppe extérieure est encore molle, cette peau en plastique externe suivra le retrait, ce qui entraînera une aspiration du matériau de surface et la formation d'une dépression (marque de retrait) sur la pièce en plastique.
Q3 : Quelles sont les directives de conception concernant la différence d'épaisseur entre les résines à haute et faible fluidité ?
Les matériaux à haute fluidité comme le PP, le PE et le PA66 sont plus faciles à fondre, de sorte que leur épaisseur de paroi peut être aussi faible que 0,8 mm. À l'inverse, les matériaux très visqueux et moins fluides, comme le PC, le PMMA ou le PEI, devraient connaître un manque de matériau lorsqu'ils ont une paroi mince, de sorte que l'épaisseur de paroi minimale ne doit pas être inférieure à 1,5 mm.
Q4 : Quelle est la manière de renforcer les pièces sans ajouter d'épaisseur de paroi ?
Il n'est pas nécessaire d'augmenter l'épaisseur de la paroi puisque nous pouvons insérer des nervures de renfort (d'une hauteur équivalant à 3 fois l'épaisseur de la paroi) ou des goussets (0,4 à 0,6 fois l'épaisseur de la paroi principale) au niveau des zones faibles pour obtenir la même résistance.
Q5 : Que peut-on faire pour éviter les fissures sous contrainte qui se produisent à l'endroit où la section épaisse et la section mince se rencontrent ?
L'idée principale est d'effectuer un changement progressif en ayant une transition douce entre les sections épaisses et fines. En général, une pente de transition de 1:3 à 1:4 est acceptable (c'est-à-dire une zone de transition d'au moins 4,5 mm si le changement est de 1,5 mm à 3 mm). Et il est fortement recommandé que le rayon du coin intérieur ne soit pas inférieur à 0,5 mm.
Q6 : Quelles tolérances d'épaisseur de paroi JS Precision peut-il garantir pour une électronique précise ?
JS Precision utilise une machine de moulage par injection servo de haute précision combinée à une MMT importée dans le cadre de son processus d'inspection. Pour les pièces en plastique de précision de petite et moyenne taille, nous sommes en mesure de contrôler de manière stable la tolérance réelle de l'épaisseur de paroi moulée dans une plage d'environ ±0,02 mm, nous pouvons également maintenir l'uniformité de l'épaisseur de paroi à un niveau d'écart de 3 %.
Q7 : Quelles sont les exigences en matière d'outils de moulage pour les composants de précision à paroi mince ?
Le moulage par injection haute pression de pièces à parois minces provoque facilement une déformation et une usure du moule. Ainsi, la cavité du moule doit être en acier de haute dureté et de haute qualité (par exemple S136 chauffé à HRC 52+) et être équipée d'un système de ventilation extrêmement précis (profondeur du canal 0,015 mm - 0,02 mm) afin d'éviter toute brûlure.
Q8 : Quel est le coût initial de l'outillage et le prix unitaire d'injection pour un projet de moule personnalisé ?
Le coût de démarrage d'un moule à injection JS Precision est d'environ 1 500 $ (l'optimisation DFM devrait coûter environ 150,1 $ à plusieurs USD). Les devis sont très rapides et peuvent arriver dès 24 heures. Pour obtenir un devis, il vous suffit d'envoyer vos dessins et JS Precision vous répondra avec un devis à la vitesse de la lumière.
Résumé
Une planification minutieuse de l'épaisseur du moule d'injection est un processus d'ingénierie systématique impliquant le contrôle physique du flux, le refroidissement thermique et la résistance mécanique. Maintenir une épaisseur de paroi assez uniforme, concevoir soigneusement la géométrie des nervures, supprimer les sections épaisses en les évidant et effectuer des analyses complètes du flux de moule sont essentiels pour réduire les cycles de développement, économiser les coûts de modification du moule et augmenter le taux de rendement.
Êtes-vous prêt à passer à la production de masse ? Ne laissez pas les défauts cachés de l’épaisseur des parois freiner les progrès. Envoyez-vous des fichiers de modèle 3D (STEP/IGS) à JS Precision. Nos experts en moules de premier ordre effectueront immédiatement une évaluation DFM gratuite ainsi qu'un rapport Moldflow en échange d'une solution de production de masse très rapide et précise. Nous garantissons que la meilleure solution sera verrouillée dans les 24 heures.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Pour JS Precision Services, il n'existe aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et de demander un devis formel de pièces. Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
Solutions de fabrication personnalisées. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous nous spécialisons dans la usinage CNC de haute précision, la fabrication de tôlerie, impression 3D, moulage par injection et estampage de métal. Après avoir livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisissez JS Precision pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

