Serviço de análise e otimização de espessura de parede para projeto de moldagem por injeção
Escrito por
Precisão JS
Publicado
Jul 15 2026
Ferramentas de Moldagem por Injeção
Siga-nos
Serviço de otimização de espessura de parede avalia projetos de peças plásticas para garantir uniformidade de fluxo adequada e evitar marcas de afundamento. Além disso, esta análise precisa de DFM ajuda os moldadores por injeção a reduzir os ciclos de resfriamento em até 30%. O serviço de otimização de espessura de parede também pode remodelar formas difíceis de moldar em peças moldáveis e econômicas, adequadas para fabricação de alto rendimento.
Na JS Precision, nosso serviço de moldagem por injeção DFM é baseado nos mais recentes desenvolvimentos e se concentra diretamente em resolver os problemas decorrentes da incompatibilidade de encolhimento e desvio de volume, para produzir itens confiáveis produzidos em massa.
Referência rápida do serviço de otimização de espessura de parede
Classe de Polímeros
Espessura de parede recomendada
Proporção entre nervura e parede
Taxa máxima de cisalhamento
ABS (alto fluxo / FR)
1,20 – 3,00mm
40% – 50% (canto R0,6)
< 50.000 S⁻¹
PC (Alta Resistência/Amorfo)
1,50 – 3,50 mm
30% – 40% (canto R0,5)
< 40.000 s⁻¹
PA66 + 30% GF (cristalino)
1,00 – 2,50mm
35% – 45% (canto R0,8)
< 60.000 s⁻¹
Principais descobertas
Principal causa do empenamento assimétrico: a diminuição rápida e drástica na espessura da parede da peça excedendo 25% resulta em encolhimento irregular do volume, que é a base física do empenamento de peças plásticas.
Regra de prevenção de encolhimento de nervuras: Para a espessura da parede principal de materiais cristalinos, a espessura na base da fita deve ser limitada abaixo de 40%, e um filete de raio de 0,5 mm é recomendado para aliviar tensões internas e tensões residuais da moldagem.
Esvaziamento e otimização de áreas espessas: As porções sólidas, sendo as mais pesadas, são preferencialmente convertidas em estruturas ocas ou em forma de caixa e são reforçadas com nervuras cruzadas alcançando 35% de redução no peso e simultaneamente um aumento de 20% na rigidez de flexão.
Por que optar pelos serviços de engenharia de moldes personalizados da JS Precision para projetos de distribuição de espessura de parede?
Com base principalmente na equipe de moldes de injeção de nossa empresa com mais de 15 anos de experiência, entendemos que um verdadeiro parceiro que possa fornecer serviços de otimização de espessura de parede deve ter recursos de circuito fechado 3D: simulação de fluxo de material, compensação de rigidez de molde e estabilidade de processo de produção em massa. A partir de nossa experiência em carcaças de drones, descobrimos que se um projeto tiver alterações na espessura da parede maiores que ~25%, materiais de alta taxa de fluxo não ajudam a resolver o empenamento apenas pelo ajuste do processo de fabricação - é preciso começar a solução do problema na fase de projeto.
ISO 9001:2015, Sistemas de Gestão da Qualidade, diz: Uma organização deve identificar os processos necessários e sua implementação em toda a organização e determinar a sequência e a interação desses processos.
A partir do cumprimento deste requisito, realizamos uma revisão de projeto para fabricação (DFM) de três níveis em cada esforço de otimização da espessura da parede, para que a tomada de decisão sobre a espessura da parede seja devidamente documentada durante todo o desenvolvimento.
Tivemos um projeto de alojamento de drones onde substituímos as mudanças repentinas na espessura da parede de 1,2 mm para 4,5 mm por uma parede consistente de 1,8 mm de espessura e adicionamos nervuras transversais de 0,8 mm. O empenamento foi reduzido de 1,5 mm para <0,1 mm, o tempo de resfriamento foi reduzido de 35 segundos para 21 segundos e o custo de produção caiu 35%. Essa abordagem foi desenvolvida no portfólio de projetos de otimização de espessura de parede da JS Precision, contendo mais de 200 arquivos de casos.
Baixe o Guia de projeto DFM de otimização de espessura de parede para dominar inclinações de transição, proporções de nervuras e estratégias de esvaziamento, ajudando você a avaliar a profundidade de engenharia do seu serviço de moldagem por injeção DFM.
Como a variação abrupta da espessura da parede causa empenamento e marcas de afundamento na moldagem por injeção?
O serviço de moldagem por injeção DFM deve ser capaz de lidar com o problema da diferença na taxa de resfriamento causada pela mudança na espessura da parede. As peças mais grossas esfriam mais lentamente, enquanto as peças mais finas esfriam rapidamente. Como resultado, é criada uma assimetria na contração volumétrica e na tensão residual. Finalmente, tanto o encolhimento superficial quanto o empenamento geral são produzidos.
Razões físico-químicas da diferença na contração volumétrica
ΔVencolher=α×(Tderreter−Tmoldar),onde o caractere grego alfa (α) é o coeficiente de expansão linear do material, o que mostra que quanto maior a diferença de temperatura, maior a retração devido às variações locais de espessura da parede.
Tomando PC como exemplo, α é cerca de 70 × 10 ⁻⁶/℃. Quando a diferença de temperatura entre as áreas espessas e finas atinge 30°C, a diferença na taxa de contração de volume pode chegar a 0,21%, o que é suficiente para produzir empenamento de mais de 0,2 mm em uma peça de 100 mm de comprimento. Simplificando, isso significa que quanto maior a diferença na espessura da parede e quanto menor a temperatura do molde, maior será o risco de empenamento.
Comparação de soluções de transição
Abordagem tradicional (espessamento direto da parede):
Não há desenho de transição, mas a área apenas altera a espessura da parede gradualmente, ou seja, existe apenas o desenho de canto arredondado de uma parte para outra. O deslocamento do centro térmico em direção à peça com estrutura mais espessa resulta na geração de linhas de retração mais profundas que 0,3 mm. Em casos extremos como este, ainda pode ocorrer falha na vedação devido a incompatibilidade dimensional ou rejeição do produto devido à sua aparência mesmo após a montagem.
Solução de precisão JS:
Um design de inclinação suave e suave (proporção de transição cônica de 1:3 a 1:4) permite a distribuição igual de calor. O grau de encolhimento é inferior a 0,05 mm o que é praticamente invisível aos nossos olhos. Também fazemos um R de 0,5 mm na base da parte de transição para ajudar a aliviar as tensões.
Figura 1: Pelotas coloridas de resina plástica de engenharia em tubos de vidro para testes de materiais.
Quais são os limites mínimo e máximo de espessura de parede para resinas plásticas comuns?
O núcleo do projeto de peças para moldabilidade é compreender os limites de fluxo de diferentes resinas. Tipos de plástico amorfo como o PC precisam de uma espessura de parede de pelo menos 1,5 mm para evitar preenchimento curto, enquanto plásticos cristalinos como o PP/PA66 podem ser moldados com paredes muito finas de até 0,8 mm em condições muito bem controladas. Ainda assim, ao fazer o projeto do molde, a influência do comprimento do fluxo (relação L/T) não pode ser ignorada - se L/T for maior que a diretriz, poderá ocorrer enchimento insuficiente, mesmo que a espessura da parede esteja correta.
Tabela de limites de espessura de parede de plásticos de engenharia comuns
Material
Parede mínima (mm)
Parede máxima (mm)
Relação L/T recomendada
PP (homopolímero)
0,80
3,00
150:1
PA66 + 30% GF
1,00
2,50
100:1
ABS (alto fluxo)
1,20
3,00
120:1
PC (uso geral)
1,50
3,50
80:1
POM (Copolímero)
1,00
3,00
130:1
Resina - Limites Puros Não Preenchidos
Se você observar o PC puro, verá que ele é bastante sensível a variações na espessura da parede.. Abaixo de 1,0 mm, a resistência ao fluxo aumenta rapidamente, portanto é provável que haja queimaduras devido ao superaquecimento por cisalhamento. Além disso, o PC tem uma forte tendência a mostrar orientação molecular em peças de paredes finas, o que leva ao encolhimento anisotrópico e maior probabilidade de empenamento. Na fase inicial do serviço de ferramentas para moldes de injeção, é necessário bloquear conjuntamente a espessura segura da parede com base na relação MFR e L/T, em vez de confiar apenas na estimativa empírica.
Limites das resinas reforçadas com fibra de vidro
A poliamida 66 (PA66 + 30%GF) com uso de fibra de vidro controla o encolhimento, mas ao mesmo tempo eleva a viscosidade. Se a espessura da parede for inferior a 1,2 mm, haverá exposição da fibra (fibra flutuante)tornando a superfície muito áspera. As fibras flutuantes não apenas destroem a aparência, mas também criam pontos de concentração de tensão que reduzem a vida útil da fadiga.
Através do serviço de engenharia de molde personalizado da JS Precision, podemos definir uma espessura mínima de parede razoável desde o início, que depende principalmente de um determinado tipo de resina e concentração de fibra de vidro. O risco de flutuação da fibra também é determinado com a análise do fluxo do molde, evitando assim o retrabalho do molde, que pode ser muito caro.
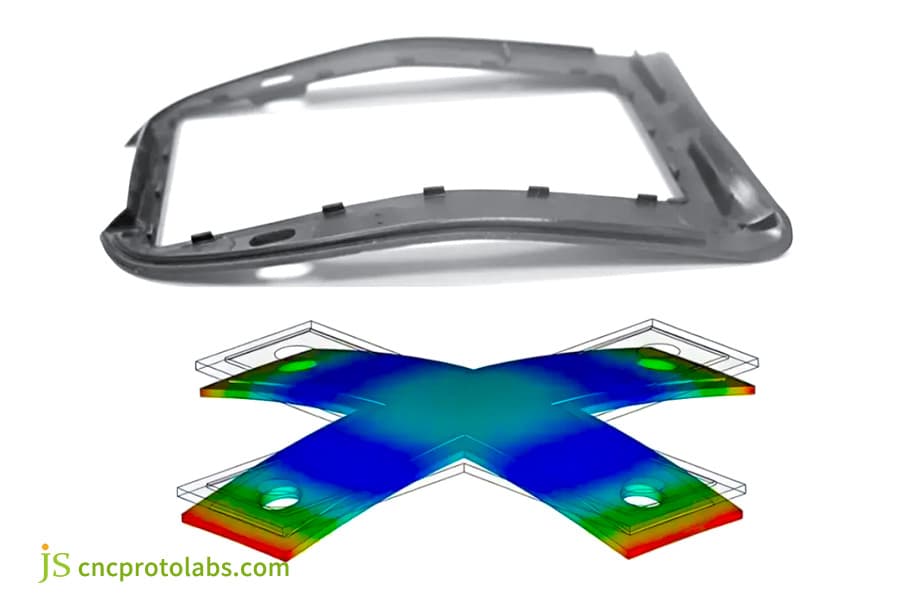
Figura 2: Diagrama ilustrando as causas do encolhimento na moldagem por injeção e os resultados das peças empenadas.
Como podemos projetar nervuras e reforços para evitar o aumento da espessura global da parede?
A otimização do projeto do molde de injeção depende essencialmente da introdução de nervuras (iguais a 40% ou 60% da espessura da parede principal) e placas de suporte em paredes finas, o que resultará em resistência estrutural bastante aumentada, sem a necessidade de aumentar a espessura total da parede ou estender o tempo de resfriamento. Por outro lado, costelas mais grossas não dão necessariamente melhores resultados - até certo ponto, as costelas grossas podem causar a criação de pontos quentes na raiz, o que resultará ainda mais em encolhimento.
Três regras geométricas principais para reforço de costelas:
Espessura da base da nervura: Deve ser 0,4 - 0,6 vezes a espessura da parede principal. Para materiais cristalinos, recomenda-se o limite mínimo de 0,4 vezes, pois isso limitará o risco de encolhimento.
Ângulo de inclinação do rasgo: não deve ser inferior a 0,5°. Para profundidades superiores a 10 mm, um ângulo de inclinação de 1 é preferível para evitar aderência ao molde.
Raio na raiz da costela: 0,4 mm - 0,8 mm para ajudar a eliminar a concentração de estresse. Um raio muito pequeno causará fissuras por tensão, enquanto um raio muito grande não apenas criará uma contração, mas aumentará até mesmo a espessura da parede local
Opção A (espessamento cego) versus opção B (otimização de nervuras de precisão JS)
Parâmetro
Opção A: espessamento geral
Opção B: otimização de costelas
Espessura da parede principal
2→4mm
Mantenha 2 mm
Alteração de peso
+100%
+15%
Tempo de resfriamento
12→38 s
12s
Ganho de rigidez
Limitado
+300%
Risco de afundamento
Alto
Baixo
A opção B dá um incremento de três vezes na rigidez, a razão são as nervuras quefocam os materiais no lado externo do eixo neutro onde ocorre a tensão máxima em vez de espalhar os materiais homogeneamente por toda a área da seção transversal. A capacidade de usar otimização de topologia como essa é o principal recurso que diferencia os fabricantes de moldes de precisão de alta precisão em comparação com fábricas de moldes regulares.
Figura 3: Componente plástico transparente personalizado com superfície polida e molde de injeção.
Como o serviço de análise de fluxo de molde pode prever e resolver defeitos de moldagem relacionados à espessura?
O serviço de análise de fluxo de molde simula com precisão o fluxo, a pressão de retenção e o processo de resfriamento do plástico fundido dentro da cavidade do molde para prever linhas de solda, ar preso e empenamento que podem resultar de espessura irregular da parede. A JS Precision usa o software Autodesk Moldflow para calcular o risco de moldagem, mas lembre-se de que o software é apenas uma ferramenta, seu verdadeiro valor se reflete na maneira como os engenheiros interpretam os resultados e os transformam em projetos melhores.
Principais descobertas da análise de fluxo de molde:
Curva de Queda de Pressão: Avalia se a pressão de preenchimento final é alta o suficiente. Geralmente, a pressão de enchimento final deve permanecer pelo menos 30% da pressão de injeção, caso contrário, poderão ocorrer injeções curtas.
Taxa de condensado: Verifica a resistência da solda e a aparência da superfície. Em locais onde a proporção de condensado excede 50%, a resistência da solda pode diminuir para 60% da resistência do corpo ou menos.
Mapa de risco de cavitação: destaca locais com ar preso e auxilia no projeto de ventilação. Os locais de cavitação devem ser combinados com canais de ventilação. Quando isso não é feito, o ar preso pode causar queimaduras ou tiros curtos.
Curva de pressão de retenção e ajuste fino da espessura da parede:
Ao identificar a espessura da parede no ponto onde a curva de pressão de retenção muda seu gradiente, os engenheiros ajustam a espessura da parede da peça para máxima transferência de pressão de retenção, o que reduz o estresse interno. Suponha que a curva de pressão de retenção caia acentuadamente com 90% de preenchimento, indicando que o volume de material nessa área é muito pequeno.
Deve-se aumentar a espessura da parede nessa área em 0,2-0,3 mm para que a transferência da pressão de retenção seja alcançada adequadamente. A análise do fluxo do molde fornecida pelo serviço de ferramentas para moldes de injeção é a etapa final antes da produção em massa e tambéma maneira mais prática de minimizar o número de moldes de teste.
Como as seções grossas de plástico devem ser retiradas para eliminar riscos de vazio?
O serviço personalizado de engenharia de moldes inclui a criação de áreas de paredes espessas transformadas em estruturas de paredes uniformemente finas ou até mesmo de paredes duplas, com nervuras de reforço diagonais ou transversais dentro da cavidade para suporte estrutural. Ao esfriar, a superfície solidifica primeiro deixando para trás o núcleo fundido que se estende e se contrai em direção ao exterior, levando a cavidades e encolhimento. Este tipo de defeito é comumente observado sempre que a espessura da parede é superior a 4 mm, e o material utilizado não é um fator que afeta isso.
Cilindro sólido comparado ao design oco de precisão JS
Cilindro Sólido (Ø10 mm): O vácuo interno causado pela tração do plástico resultará em poros que reduzirão ainda mais a resistência do material em 40% além de causar um amassado nele. A porosidade é uma grande deficiência estrutural. Ao mesmo tempo, muitas vezes acontece que o ponto mais fraco que inicia a corrosão sob tensão também acaba sendo aquele que tem porosidade.
Design oco de precisão JS (Ø10 x interior 6 x espessura da parede 2): Quando incorporado com 4 reforços de lâmina, proporciona superfície lisa e sem vazios internos, um aumento na força de preensão (+25%) e economia de material (-36%). Além disso, graças a esse design, o tempo de resfriamento é reduzido de 35 para 18 segundos porque a espessura uniforme da parede elimina os pontos quentes.
Veja mais histórias de sucesso reais de moldagem por injeção de nível industrial da JS Precision e saiba como o serviço personalizado de engenharia de moldes elimina o risco de porosidade.
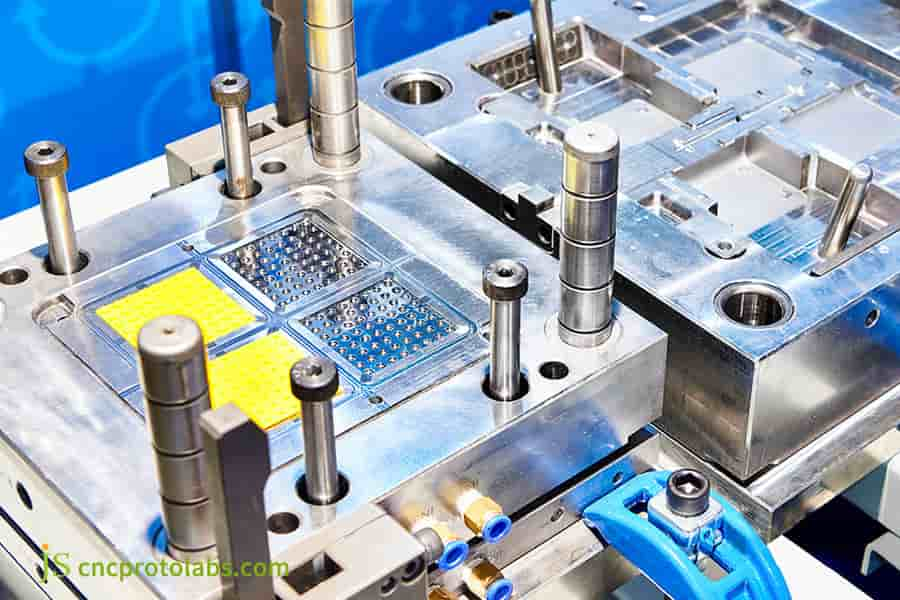
Figura 4: Close de uma cavidade de molde de injeção metálica mostrando o projeto detalhado da comporta.
Qual é a relação geométrica entre ângulos de saída e espessura da parede?
O serviço de otimização da espessura da parede sempre considera o ângulo de inclinação. Com o aumento da espessura da parede ou da profundidade da cavidade, ocorre o aumento do ângulo de inclinação (geralmente +0,5°-1° por polegada de profundidade da cavidade) para minimizar a abertura do molde e as forças de aderência de ejeção. Isso ocorre porque a verdade é que paredes mais espessas encolhem mais após o resfriamento, causando forças de retenção do núcleo mais fortes.
Tabela de recomendação da relação espessura-ângulo de saída da parede
Espessura da parede (mm)
Profundidade da cavidade (mm)
Rascunho mínimo recomendado
1,0 – 2,0
≤10
0,5°
2,0 – 3,0
10 – 20
1,0°
3,0 – 4,0
20 – 30
1,5°
>4.0
>30
2,0° + Textura
Para superfícies com padrões solares, a inclinação precisa ser aumentada em 0,5 ° adicionais além do valor acima, à medida que a textura aumenta a resistência à desmoldagem.
Comparação do atrito de ejeção:
Sem ou com ângulo de inclinação muito pequeno<0,2°. A desmoldagem é muito resistida, a superfície fica com arranhões, marcas de ejeção e a taxa de defeito chega a 15%. Esse tipo de defeito é frequentemente visto em peças de parede fina de cavidade profunda.
Ângulo de saída ideal de precisão JS (≥1°+padrão solar): A resistência à ejeção é de -70%, mais do que uma taxa de rendimento de 99,8%. Além de reduzir o número de pinos ejetores, ângulos de saída otimizados resultam em menos custos de molde.
Quais são os desafios de ferramentas para a fabricação de componentes plásticos de paredes finas?
Componentes plásticos de parede fina exigem que os moldes tenham um aço de molde de alta dureza, precisão no sistema de ventilação de ar e capacidade de alta pressão. As unidades de injeção são ajustadas para uma velocidade muito alta (>500 mm/s+) e uma alta pressão de injeção é necessária (>2000 bar+) ao fazer moldagem por injeção de paredes finas. Moldes deste tipo precisam suportar alta pressão e ter um sistema de ventilação de alta precisão.
Condensação de peças ultrafinas e controle de ventilação
Regra secreta da profundidade da ranhura de ventilação: muito profunda -> intermitente, muito pequena -> o ar não pode sair e o plástico queima (Efeito Diesel). JS Precision mantém a profundidade da ranhura ventilada em 0,015-0,02 mm. O aço espelhado S136 (≥HRC 52) é selecionado para evitar o desgaste por fadiga do molde devido à operação do molde sob condições de alta frequência e alta pressão além de fornecer confiabilidade ao sistema de ventilação.
Seleção de aço do molde S136 HRC52+
Simplificando, a injeção de alta pressão de peças de parede fina pode significar desgaste do molde e até mesmo deformação. A cavidade é construída usando S136 a HRC 52+ juntamente com um sistema de ventilação de alta precisão.
Nesse caso, a tolerância da espessura da parede permanece ±0,02 mm após 500.000 ciclos de moldagem. Em contraste, o aço para moldes regular (por exemplo, P20 a HRC 30) pode desenvolver desgaste superficial após apenas 100.000 ciclos, o que causa rufos e alterações dimensionais.
A precisão da fabricação de ferramentas para moldes determina diretamente o sucesso ou o fracasso de peças de paredes finas. A JS Precision usa EDM de fio lento e EDM de espelho nas ferramentas para que todas as ranhuras ventiladas fiquem na mesma profundidade e as superfícies de partição se encaixem muito bem.
Consulte um especialista em fabricação de moldes JS Precision individualmente para seu projeto de paredes finas e obtenha uma solução personalizada para componentes plásticos de paredes finas.
Como a JS Precision resolveu o empenamento e reduziu o custo de ferramentas de molde em 35% para um chassi de UAV B2B
Um comprador comercial de UAV testemunhou uma mudança inesperada na espessura da parede do casco de 1,2 para 4,5 mm, o que causou empenamento de 1,5 mm após o processo de injeção, isso tornou impossível produzir a estreita lacuna de montagem. Antes disso, o cliente tentou ajustar os parâmetros do processo, o que resultou em um aumento da pressão de retenção e uma diminuição da temperatura do molde, mas o empenamento foi minimizado apenas em 0,3 mm, ainda muito abaixo do requisito de 0,2 mm para a montagem.
Desafios dos clientes e suas causas raízes
Desafio: A espessura da parede da carcaça com múltiplas cavidades mudou drasticamente de 1,2 para 4,5 mm, levando a um empenamento de 1,5 mm e à falha completa da montagem. O design inicial apresentava uma espessura de parede de 4,5 mm na área do compartimento da bateria, enquanto a borda tinha apenas 1,2 mm.
Causa raiz: O resfriamento lento na zona espessa e o resfriamento rápido na zona fina causaram uma diferença significativa na taxa de contração de volume mais a tensão residual. A análise do fluxo do molde indicou quea diferença de temperatura entre as diferentes áreas chegava a 40°C, o que resultou em uma diferença na taxa de encolhimento de 0,35%.
Solução de precisão JS
Reprojeto: No 3D DFM, a parede espessa da casca foi escavada, tornando a espessura global da parede principal de 1,8 mm (±5% de desvio permitido). No redesenho, o compartimento da bateria foi alterado para uma estrutura oca com reforço de nervuras em forma de cruz.
Reforço das nervuras: nervuras de reforço, 0,8 mm de espessura e ângulo de 1°, foram distribuídas em locais de concentração de tensão com o espaçamento das nervuras sendo mantido dentro de 8 mm para garantir suporte uniforme.
Teste de fluxo do molde: A comporta foi movida da área de parede fina para uma área intermediária com espessura de parede equilibrada, de modo que a taxa de cisalhamento no molde se torne <45.000⁻¹s. A otimização do layout do canal de água de resfriamento tornou uma uniformidade de temperatura do molde de ±2°C alcançável nesta fase.
Lições aprendidas:
A primeira versão tinha nervuras muito finas de 1,0 mm. Isso fez com que o ar ficasse preso e o plástico fosse gravemente danificado durante a injeção de alta pressão. Na segunda rodada, a largura da nervura foi reduzida para 0,8 mm apenas com a adição de uma ranhura de transbordamento 0,015 mm mais profunda que também abriu a passagem do corredor. Este exemplo mostra que a espessura das nervuras nem sempre significa que a melhor escolha são as mais finas, uma das razões pelas quais são muito finas para permitir que o material fundido flua e causa aprisionamento de ar.
A
ISO 294-3:2020 menciona: As amostras moldadas por injeção devem ser preparadas sob condições de processo controladas e os principais parâmetros do processo (pressão de empacotamento, temperatura do molde, taxa de cisalhamento) devem ser registrados e validados.
Para cumprir os requisitos, empregamos um ponto em que a curva de pressão de empacotamento mudou de direção e uma taxa de cisalhamento inferior a 45.000⁻¹s como nossos rígidos critérios de aceitação final na fase de moldagem de teste do alojamento do UAV, e isso foi identificado como o motivo do grande sucesso da moldagem de teste após a segunda rodada de modificações na ranhura de transbordamento.
Resultados Finais (Referências de Dados)
Tempo de resfriamento: 35→21 segundos (-40%)
Deformação: 1,5 →<0,1 mm (-93%)
Longevidade do molde: duplicada (de 250.000 ciclos de molde para 500.000 ciclos de molde)
Custo total por item: diminuiu em -35% (economia de material + tempo de ciclo mais rápido + taxa de refugo foi reduzida de 8% para 0,5%)
Opinião do cliente: Através da melhoria do DFM, a JS Precision nos permitiu evitar centenas de milhares de dólares em despesas com modificação de moldes.
Obtenha soluções de otimização DFM e relatórios de moldes de teste para carcaças de drones semelhantes, carregue desenhos para JS Precision e receba uma avaliação gratuita e orçamento de moldagem por injeção dentro 24 horas.
Por que escolher a JS Precision como sua parceira para serviços de ferramentas para moldes de injeção?
Como especialistas em fabricação completa, ajudamos os fabricantes a evitar erros nos estágios iniciais do projeto com nossas simulações de fluxo de molde e habilidades em DFM que são o resultado de uma grande experiência ao longo dos anos. Isso permite que defeitos sejam detectados precocemente, resultando em considerável economia de tempo e custos. Nossos parceiros de fabricação nas indústrias automotiva, médica e de eletrônicos de consumo já receberam mais de 5.000 moldes, incluindo mais de 200 projetos de otimização de espessura de parede.
20 anos de engenharia e mais de 5.000 projetos
Temos em estoque uma ampla variedade de matérias-primas, incluindo ABS/PC/PA66/PEI, e podemos fornecer produtos baseados em espessuras de parede extremamente finas, de 0,8 mm a 10 mm de espessura, paredes completamente vazadas.
Ao longo dos anos, adquirimos uma capacidade incomparável de prever problemas na fabricação de ferramentas de molde simplesmente visualizando defeitos. Agora mantemos um catálogo com detalhes de mais de 300 moldes diferentes com problemas que podem ocorrer, para que possamos encontrar problemas antes do início da produção. Como exemplo, verificamos rotineiramente a possibilidade de flutuação de fibra em plásticos reforçados com fibra de vidro e sugerimos alterações na espessura da parede ao fornecer um relatório de capacidade de fabricação na fase de Design para Fabricação (DFM).
Capacidades de inspeção e padrões de entrega
Sistema de produção com qualidade garantida ISO 9001:2015, incluindo entrega a cada cliente de um relatório de inspeção de dimensões completas para cada lote.
Inspeção usando máquina de medição por coordenadas Zeiss e desvio de espessura de parede com precisão de ±0,01 mm.
Fornecimento gratuito de análise DFM + Moldflow juntamente com cotação incluindo alterações sugeridas e avisos de risco.
Nosso principal objetivo para a entrega de ferramentas para moldes de injeção é que um primeiro teste de moldagem seja um sucesso, e não apenas que seja um produto viável. Pelos nossos dados históricos, ficou claro que os moldes que foram totalmente analisados quanto ao DFM e ao fluxo do molde tiveram uma taxa de aprovação de moldagem no primeiro teste de 92%, muito acima da média da indústria de 65%.
Perguntas frequentes
Q1: A JS Precision cobra pelos serviços de otimização de espessura de parede e design para fabricação (DFM)?
JS Precision oferece serviços de otimização de espessura de parede e análise de Design for Manufacturing (DFM) totalmente gratuitos. A única coisa que você precisa fazer é enviar-nos seu arquivo CAD 3D (STEP/IGS). Em seguida, pediremos ao seu especialista em engenharia de moldes que produza e enviaremos a você um relatório DFM completo , incluindo análise do Moldflow, recomendações de modificação de peças e até mesmo ofereceremos o orçamento gratuitamente em 24 horas.
Q2: Por que a espessura irregular da parede é a causa das marcas de afundamento na superfície?
Áreas de parede com diferentes espessuras levam à variação na taxa de resfriamento, com a área da parede espessa sendo mais lenta para esfriar em comparação com a área externa da pele congelada. Quando a resina interna endurece por último e é recolhida, se o revestimento externo ainda estiver macio, esta película plástica externa seguirá o encolhimento, resultando na tração do material da superfície e na formação de uma depressão (marca de encolhimento) na peça plástica.
Q3: Quais são as diretrizes de projeto sobre a diferença de espessura entre resinas de alta e baixa fluidez?
Os materiais de alta fluidez, como PP, PE e PA66, são mais fáceis de derreter, portanto, seu projeto de espessura de parede pode ser tão baixo quanto 0,8 mm. Inversamente, os materiais altamente viscosos e menos fluidos, como PC, PMMA ou PEI, devem apresentar escassez de material quando têm paredes finas, portanto, a espessura mínima da parede não deve ser inferior a 1,5 mm.
Q4: Qual é a maneira de fortalecer as peças sem aumentar a espessura da parede?
Não há necessidade de aumentar a espessura da parede já que podemos inserir nervuras de reforço (com uma altura 3 vezes a espessura da parede) ou reforço (0,4-0,6 vezes a espessura da parede principal) em áreas fracas para obter a mesma resistência.
Q5: O que pode ser feito para evitar fissuras por tensão que ocorrem onde a seção espessa e a seção fina se encontram?
A ideia principal é fazer mudanças graduais, fazendo uma transição suave entre as seções grossas e finas. Em geral, uma inclinação de transição de 1:3 a 1:4 é aceitável (ou seja, uma zona de transição de pelo menos 4,5 mm se a mudança for de 1,5 mm a 3 mm). E é altamente recomendável não ter o raio do canto interno menor que 0,5 mm.
Q6: Quais tolerâncias de espessura de parede a JS Precision pode garantir para eletrônicos precisos?
A JS Precision usa uma máquina de moldagem por injeção servo de alta precisão combinada com uma CMM importada como parte de seu processo de inspeção. Para peças plásticas de precisão de pequeno e médio porte, somos capazes de controlar de forma estável a tolerância real da espessura da parede moldada em cerca de ±0,02 mm, e também podemos manter a uniformidade da espessura da parede em um nível de desvio de 3%.
Q7: Quais são os requisitos de ferramentas de molde para componentes de precisão de parede fina?
A moldagem por injeção de alta pressão de peças de paredes finas causa facilmente deformação e desgaste do molde. Portanto, a cavidade do molde deve ser feita de aço de alta dureza e alta qualidade (por exemplo S136 aquecido a HRC 52+) e ser fornecida com um sistema de ventilação extremamente preciso (profundidade do canal 0,015 mm - 0,02 mm) para não permitir queimaduras.
Q8: Qual é o custo inicial do ferramental e o preço unitário de injeção para um projeto de molde personalizado?
O custo inicial de um molde de injeção JS Precision é de cerca de US$ 1.500 (a otimização do DFM deve custar cerca de uma redução de US$ 150,1 para vários dólares). As cotações são muito rápidas e podem chegar em até 24 horas. Para obter um orçamento, basta enviar seus desenhos e a JS Precision retornará com um orçamento na velocidade da luz.
Resumo
O planejamento cuidadoso da espessura do molde de injeção é um processo sistemático de engenharia que envolve controle de fluxo físico, resfriamento térmico e resistência mecânica. Manter a espessura da parede razoavelmente uniforme, projetar cuidadosamente a geometria das nervuras, remover seções espessas escavando-as e fazer análises abrangentes do fluxo do molde são essenciais para reduzir os ciclos de desenvolvimento, economizar custos de modificação do molde e aumentar a taxa de rendimento.
Você está pronto para avançar para a produção em massa? Não deixe que defeitos ocultos na espessura da parede atrapalhem o progresso. Envie arquivos de modelo 3D (STEP/IGS) para JS Precision. Nossos especialistas em moldes de alto nível realizarão imediatamente uma avaliação DFM gratuita, bem como um relatório Moldflow em troca de uma solução de produção em massa muito rápida e precisa. Garantimos que a melhor solução será bloqueada em 24 horas.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. É responsabilidade do comprador identificar os requisitos técnicos específicos e solicitar uma cotação formal de peças. Entre em contato conosco para obter mais informações.
Equipe de precisão JS
Soluções de fabricação personalizadas. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, nos especializamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção e estampagem de metal. Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de até 24 horas. Escolha JS Precision para obter eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua solicitação de cotação, visite nosso website: www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.