Servicio de optimización y análisis del espesor de pared para el diseño de moldeo por inyección
Escrito por
Precisión JS
Publicado
Jul 15 2026
Herramientas para moldeo por inyección
Síguenos
El
Servicio de optimización del espesor de pared evalúa los diseños de piezas de plástico para garantizar una uniformidad de flujo adecuada y evitar marcas de hundimiento. Además, este análisis DFM de precisión ayuda a los moldeadores por inyección a reducir los ciclos de enfriamiento hasta en un 30 %. El servicio de optimización del espesor de la pared también puede transformar formas difíciles de moldear en piezas moldeables y económicas adecuadas para la fabricación de alto rendimiento.
En JS Precision, nuestro servicio de moldeo por inyección DFM se basa en los últimos desarrollos y se enfoca directamente en resolver los problemas que surgen del desajuste de contracción y la desviación en el volumen, para producir artículos confiables producidos en masa.
Referencia rápida del servicio de optimización del espesor de pared
Clase de polímero
Espesor de pared recomendado
Relación nervadura-pared
Tasa de corte máxima
ABS (alto flujo / FR)
1,20 – 3,00 mm
40% – 50% (esquina R0.6)
< 50.000 s⁻¹
PC (alta resistencia / amorfo)
1,50 – 3,50 mm
30% – 40% (R0.5 esquina)
< 40.000 s⁻¹
PA66 + 30% GF (Cristalino)
1,00 – 2,50 mm
35% – 45% (esquina R0.8)
< 60.000 s⁻¹
Hallazgos clave
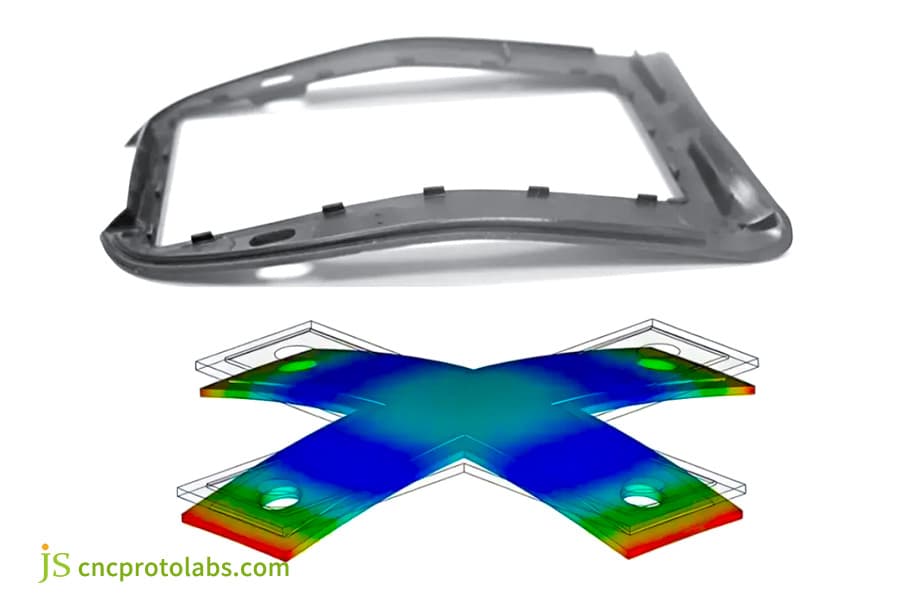
Causa principal de alabeo asimétrico: La disminución rápida y dramática en el espesor de la pared de la pieza que excede el 25% da como resultado una contracción de volumen desigual, que es la base física del alabeo de piezas de plástico.
Regla de prevención de contracción de las nervaduras: para el espesor de la pared principal de materiales cristalinos, el espesor en la base de la cinta debe limitarse a menos del 40 % y se recomienda un filete de radio de 0,5 mm para aliviar la tensión interna y las tensiones residuales del moldeo.
Vaciado y optimización de áreas gruesas: Las partes sólidas, al ser las más pesadas, se convierten preferiblemente en estructuras huecas o en forma de caja y se refuerzan con nervaduras transversales logrando una reducción de peso del 35 % y simultáneamente un aumento del 20 % en la rigidez a la flexión.
¿Por qué optar por los servicios de ingeniería de moldes personalizados de JS Precision para el diseño de distribución de espesor de pared?
Basándonos principalmente en el equipo de moldes de inyección de nuestra empresa con más de 15 años de experiencia, entendemos que un socio real que pueda proporcionar servicios de optimización del espesor de la pared debe tener capacidades de circuito cerrado 3D: simulación de flujo de material, compensación de rigidez del molde y estabilidad del proceso de producción en masa. A partir de nuestra experiencia en carcasas de drones, hemos descubierto que si un diseño tiene cambios en el espesor de la pared superiores a ~25 %, los materiales de alto flujo no ayudan a que la deformación se resuelva únicamente mediante el ajuste del proceso de fabricación: hay que comenzar a resolver el problema en la etapa de diseño.
ISO 9001:2015, Sistemas de gestión de calidad, dice: Una organización debe identificar los procesos necesarios y su implementación en toda la organización y determinar la secuencia e interacción de estos procesos.
A partir del cumplimiento de este requisito, llevamos a cabo una revisión de Diseño para Fabricación (DFM) de 3 niveles en cada esfuerzo de optimización del espesor de la pared, de modo que la toma de decisiones sobre el espesor de la pared quede adecuadamente documentada durante todo el desarrollo.
Tuvimos un proyecto de vivienda para drones en el que reemplazamos los cambios repentinos de espesor de pared de 1,2 mm a 4,5 mm con una pared constante de 1,8 mm de espesor y agregamos nervaduras transversales de 0,8 mm. La deformación se redujo de 1,5 mm a <0,1 mm, el tiempo de enfriamiento se redujo de 35 segundos a 21 segundos y el costo de producción se redujo en un 35 %. Este enfoque se ha desarrollado en la cartera de proyectos de optimización del espesor de pared de JS Precision que contiene más de 200 archivos de casos.
Descargue la Guía de diseño DFM para optimización del espesor de pared para dominar las pendientes de transición, las proporciones de las nervaduras y las estrategias de vaciado, lo que le ayudará a evaluar la profundidad de ingeniería de su servicio de moldeo por inyección DFM.
¿Cómo la variación brusca del espesor de la pared provoca deformaciones y marcas de hundimiento en el moldeo por inyección?
El
servicio de moldeo por inyección DFM debería poder manejar el problema de la diferencia en la velocidad de enfriamiento causada por el cambio de espesor de la pared. Las piezas más gruesas se enfrían más lentamente, mientras que las más delgadas se enfrían rápidamente. Como resultado, se crea una asimetría en la contracción volumétrica y la tensión residual. Finalmente, se produce tanto la contracción superficial como la deformación general.
Razones fisicoquímicas de la diferencia en la contracción volumétrica
ΔVshrink=α×(Tmelt−Tmold),donde está el carácter griego alfa (α) coeficiente de expansión lineal del material, que muestra que cuanto mayor es la diferencia de temperatura, mayor es la contracción debido a las variaciones locales del espesor de la pared.
Tomando PC como ejemplo, α es aproximadamente 70 × 10 ⁻⁶/℃. Cuando la diferencia de temperatura entre las áreas gruesas y delgadas alcanza los 30 ℃, la diferencia en la tasa de contracción del volumen puede alcanzar el 0,21 %, lo cual es suficiente para producir una deformación de más de 0,2 mm en una pieza de 100 mm de largo. En pocas palabras, esto significa que cuanto mayor sea la diferencia en el espesor de la pared y menor sea la temperatura del molde, mayor será exponencialmente el riesgo de deformación.
Comparación de soluciones de transición
Enfoque tradicional (engrosamiento directo de la pared):
No hay un diseño de transición, pero el área solo cambia el espesor de la pared gradualmente, es decir, solo hay un diseño de esquina redondeada de una parte a otra. El desplazamiento del centro térmico hacia la pieza con una estructura más gruesa da como resultado la generación de líneas de contracción de más de 0,3 mm. En casos extremos como este, aún puede ocurrir una falla en el sello debido a una falta de coincidencia dimensional o al rechazo del producto debido a su apariencia incluso después del ensamblaje.
Solución de precisión JS:
Un diseño de pendiente suave y suave (relación de transición cónica de 1:3 a 1:4) permite la distribución equitativa del calor. El grado de contracción es inferior a 0,05 mm lo que prácticamente no es visible a nuestros ojos. También hacemos un R de 0,5 mm al pie de la parte de transición para ayudar a aliviar las tensiones.
Figura 1: Bolitas coloridas de resina plástica de ingeniería en tubos de vidrio para pruebas de materiales.
¿Cuáles son los límites mínimo y máximo de espesor de pared para las resinas plásticas comunes?
El núcleo del diseño de piezas para moldeabilidad es comprender los límites de flujo de las diferentes resinas. Los tipos de plástico amorfo, como el PC, necesitan un espesor de pared de al menos 1,5 mm para evitar que se queden cortos, mientras que los plásticos cristalinos como el PP/PA66 pueden moldearse con paredes muy finas de hasta 0,8 mm en condiciones muy bien controladas. Aún así, al diseñar el molde, no se puede ignorar la influencia de la longitud del flujo (relación L/T): si L/T es mayor que la directriz, podría provocar un llenado insuficiente incluso si el espesor de la pared es correcto.
Tabla de límites de espesor de pared de plásticos de ingeniería comunes
Material
Pared mínima (mm)
Pared máxima (mm)
Relación L/T recomendada
PP (Homopolímero)
0,80
3.00
150:1
PA66 + 30% FG
1,00
2,50
100:1
ABS (alto flujo)
1,20
3.00
120:1
PC (propósito general)
1,50
3,50
80:1
POM (Copolímero)
1,00
3.00
130:1
Resina - Límites puros sin cumplir
Si nos fijamos en el PC puro, descubriremos que es bastante sensible a las variaciones en el grosor de la pared. Por debajo de 1,0 mm, la resistencia al flujo aumenta rápidamente, por lo que es probable que se queme debido al sobrecalentamiento por cizallamiento. Además, el PC tiene una fuerte tendencia a mostrar una orientación molecular en piezas de paredes delgadas, lo que conduce a una contracción anisotrópica y una mayor probabilidad de deformación. En la etapa inicial del servicio de herramientas para moldes de inyección, es necesario bloquear conjuntamente el espesor de pared seguro según MFR y la relación L/T, en lugar de depender únicamente de estimaciones empíricas.
Límites de las resinas reforzadas con fibra de vidrio
La poliamida 66 (PA66 + 30%GF) mediante el uso de fibra de vidrio controla la contracción pero al mismo tiempo eleva la viscosidad. Si el espesor de la pared es inferior a 1,2 mm, quedará expuesta la fibra (fibra flotante)haciendo que la superficie sea muy rugosa. Las fibras flotantes no sólo destruyen la apariencia sino que también crean puntos de concentración de tensión que reducen la vida útil.
A través del servicio de ingeniería de moldes personalizados de JS Precision, podemos establecer un espesor de pared mínimo razonable desde el principio que depende principalmente de un tipo de resina y una concentración de fibra de vidrio determinados; el riesgo de flotación de la fibra también se determina con el análisis de flujo del molde, por lo que se evita el retrabajo del molde que puede ser muy costoso.
Figura 2: Diagrama que ilustra las causas de la contracción del moldeo por inyección y los resultados de las piezas deformadas.
¿Cómo podemos diseñar nervaduras y refuerzos para evitar el aumento del espesor global de la pared?
La optimización del diseño de moldes de inyección esencialmente depende de la introducción de nervaduras (igual al 40 % o 60 % del espesor de la pared principal) y placas de soporte en paredes delgadas, lo que dará como resultado una resistencia estructural considerablemente mayor sin necesidad de aumentar el espesor total de la pared ni de extender el tiempo de enfriamiento. Por otra parte, las nervaduras más gruesas no necesariamente dan mejores resultados: las nervaduras gruesas hasta cierto punto pueden provocar la creación de puntos calientes en la raíz, lo que provocará aún más encogimiento.
Tres reglas geométricas principales para el refuerzo de nervaduras:
Espesor de la base de las nervaduras: debe ser de 0,4 a 0,6 veces el espesor de la pared principal. Para materiales cristalinos, se recomienda un límite mínimo de 0,4 veces, ya que esto limitará el riesgo de contracción.
Ángulo de inclinación: no debe ser inferior a 0,5°. Para profundidades superiores a 10 mm, se prefiere un ángulo de inclinación de 1 para evitar que se pegue al molde.
Radio en la raíz de la costilla: 0,4 mm - 0,8 mm para ayudar a eliminar la concentración de tensiones. Un radio demasiado pequeño provocará fisuras por tensión, mientras que un radio demasiado grande no sólo creará una contracción, sino que aumentará incluso el espesor de la pared local
Opción A (Engrosamiento a ciegas) frente a Opción B (Optimización de costillas de precisión JS)
Parámetro
Opción A: Engrosamiento general
Opción B: Optimización de costillas
Espesor de la pared principal
2→4mm
Mantener 2 mm
Cambio de peso
+100%
+15%
Tiempo de enfriamiento
12→38s
12 segundos
Aumento de rigidez
Limitado
+300%
Riesgo de sumidero
Alto
Bajo
La opción B ofrece un incremento de rigidez de tres veces, la razón son las nervaduras que enfocan los materiales en el lado exterior del eje neutro donde se produce la tensión máxima en lugar de distribuir los materiales de manera homogénea sobre toda el área de la sección transversal. La capacidad de utilizar optimización de topología como esta es la característica principal que distingue a los fabricantes de moldes de alta de alta precisión en comparación con las fábricas de moldes normales.
Figura 3: Componente de plástico personalizado transparente con superficie pulida y molde de inyección.
¿Cómo puede el servicio de análisis de flujo de molde predecir y resolver defectos de moldeo relacionados con el espesor?
El servicio de análisis de flujo de molde simula con precisión el flujo, la presión de mantenimiento y el proceso de enfriamiento del plástico fundido dentro de la cavidad del molde para predecir las líneas de soldadura, el aire atrapado y la deformación que podrían resultar del espesor desigual de la pared. JS Precision utiliza el software Autodesk Moldflow para calcular el riesgo de moldeo, pero recuerde que el software es solo una herramienta, su verdadero valor se refleja en la forma en que los ingenieros interpretan los resultados y los convierten en mejores diseños.
Principales hallazgos del análisis de flujo de moho:
Curva de caída de presión:evalúa si la presión de llenado final es lo suficientemente alta. Generalmente, la presión de llenado final debe permanecer al menos en un 30 % de la presión de inyección porque de lo contrario, podrían producirse disparos cortos.
Relación de condensación: comprueba la resistencia de la soldadura y el aspecto de la superficie. En lugares donde la proporción de condensado excede el 50 %, la resistencia de la soldadura puede disminuir al 60 % de la resistencia del cuerpo o menos.
Mapa de riesgo de cavitación: destaca los sitios de aire atrapado y ayuda con el diseño de ventilación. Los sitios de cavitación deben combinarse con canales de ventilación. Si no se hace esto, el aire atrapado puede provocar quemaduras o disparos cortos.
Ajuste de la curva de presión de mantenimiento y del espesor de la pared:
Al identificar el espesor de la pared en el punto donde la curva de presión de retención cambia su gradiente, los ingenieros ajustan el espesor de la pared de la pieza para lograr una máxima transferencia de presión de retención, lo que reduce la tensión interna. Supongamos que la curva de presión de mantenimiento cae abruptamente al 90% de llenado, lo que indica que el volumen de material en esa área es demasiado pequeño.
Se debe aumentar el espesor de la pared en esa área entre 0,2 y 0,3 mm para que la transferencia de presión de retención se logre correctamente. El análisis del flujo del molde proporcionado por el servicio de herramientas para moldes de inyección es el paso final antes de la producción en masa y tambiénla forma más práctica de minimizar el número de moldes de prueba.
¿Cómo se deben quitar los núcleos de las secciones de plástico gruesas para eliminar los riesgos de huecos?
El
Servicio de ingeniería de moldes personalizado incluye la creación de áreas de paredes gruesas convertidas en estructuras de paredes uniformemente delgadas o incluso de doble pared, con nervaduras de refuerzo diagonales o transversales dentro de la cavidad para soporte estructural. Al enfriarse, la superficie se solidifica primero dejando atrás el núcleo fundido que se extiende y contrae hacia el exterior, provocando cavidades y contracción. Este tipo de defecto se ve comúnmente cuando el espesor de la pared es superior a 4 mm, y si el material utilizado no es un factor que afecte eso.
Cilindro sólido comparado con el diseño ahuecado de precisión JS
Cilindro sólido (Ø10 mm): El vacío interno causado por la tracción del plástico dará como resultado poros que reducirá aún más la resistencia del material en un 40% además de provocar una abolladura en el mismo. La porosidad es una deficiencia estructural importante. Al mismo tiempo, ocurre a menudo que el punto más débil que inicia la corrosión bajo tensión resulta ser también el que tiene porosidad.
Diseño hueco de precisión JS (Ø10 x interior 6 x espesor de pared 2): Cuando se incorpora con 4 refuerzos de hoja, ofrece una superficie lisa y libre de espacios internos, un aumento en la fuerza de agarre (+25%) y un ahorro de material (-36%). Además, gracias a este diseño, el tiempo de enfriamiento se reduce de 35 a 18 segundos porque el espesor uniforme de la pared elimina los puntos calientes.
Vea más historias de éxito de moldeo por inyección de grado industrial del mundo real de JS Precision y aprenda cómo el servicio de ingeniería de moldes personalizado elimina el riesgo de porosidad.
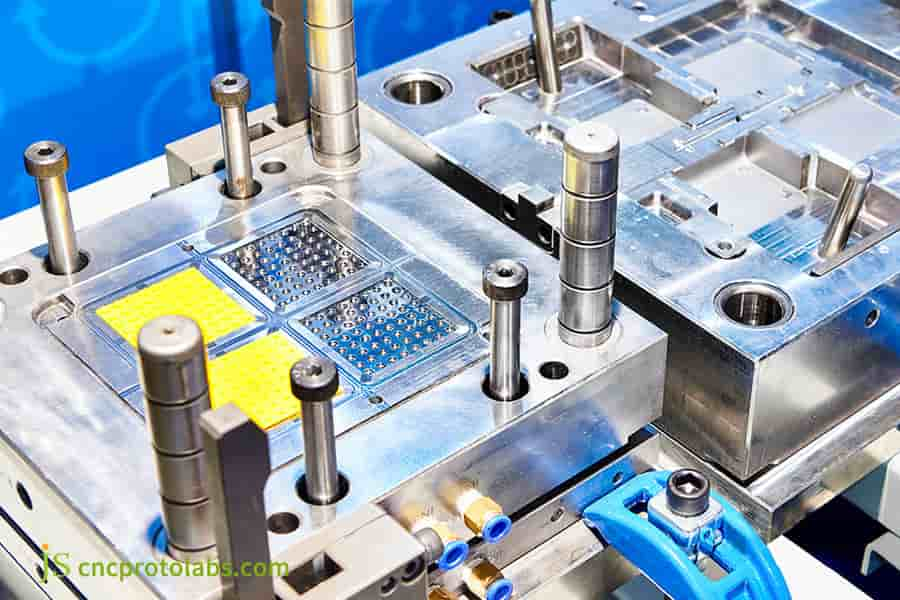
Figura 4: Primer plano de la cavidad de un molde de inyección metálico que muestra el diseño detallado de la puerta.
¿Cuál es la relación geométrica entre los ángulos de desmoldeo y el espesor de la pared?
El servicio de optimización del espesor de la pared siempre considera el ángulo de desmoldeo. Con el aumento del espesor de la pared o la profundidad de la cavidad viene el aumento del ángulo de salida (normalmente +0,5°-1° por pulgada de profundidad de la cavidad) para minimizar la apertura del molde y las fuerzas de adherencia de expulsión. Esto se debe a que la verdad es que las paredes más gruesas se encogen más después de enfriarse, lo que provoca fuerzas de retención del núcleo más fuertes.
Tabla recomendada de relación entre el espesor de la pared y el ángulo de tiro
Espesor de pared (mm)
Profundidad de la cavidad (mm)
Borrador mínimo recomendado
1.0 – 2.0
≤10
0,5°
2.0 – 3.0
10 – 20
1.0°
3.0 – 4.0
20 – 30
1,5°
>4.0
>30
2.0° + Textura
Para superficies con patrones de sol, es necesario aumentar la pendiente 0,5° adicional a la anterior, ya que la textura aumenta la resistencia al desmolde.
Comparación de fricción de eyección:
Sin o con un ángulo de tiro muy pequeño<0,2°. El desmolde se resiste demasiado, la superficie sufre rayones, marcas de expulsión y la tasa de defectos alcanza el 15 %. Este tipo de defecto se ve muy a menudo en piezas de pared delgada con cavidades profundas.
Ángulo de tiro ideal de precisión JS (≥1°+patrón solar): la resistencia de expulsión es del -70 %, más de una tasa de rendimiento del 99,8 %. Además de reducir el número de pasadores expulsores, los ángulos de salida optimizados dan como resultado menores costos de molde.
¿Qué desafíos de herramientas existen para la fabricación de componentes plásticos de pared delgada?
Los componentes de plástico de pared delgada exigen que los moldes tengan un acero de molde de alta dureza, precisión en el sistema de ventilación de aire y capacidad de alta presión. Las unidades de inyección están configuradas a una velocidad muy alta (>500 mm/s+) y es necesaria una presión de inyección alta (>2000 bar+) cuando se realiza moldeo por inyección de paredes delgadas. Los moldes de este tipo deben soportar la alta presión y tener un sistema de ventilación de alta precisión.
Control de ventilación y condensación de piezas ultrafinas
Regla secreta de la profundidad de la ranura de ventilación: demasiado profunda -> tapajuntas, demasiado pequeña -> el aire no puede salir y el plástico se quema (efecto diésel). JS Precision mantiene la profundidad de la ranura ventilada entre 0,015 y 0,02 mm. El acero espejo S136 (≥HRC 52) se selecciona para evitar el desgaste por fatiga del molde debido a su funcionamiento tanto en condiciones de alta frecuencia como de alta presión, además de proporcionar confiabilidad al sistema de ventilación.
Selección de acero para moldes S136 HRC52+
En pocas palabras, la inyección a alta presión de piezas de paredes delgadas puede provocar desgaste del molde e incluso deformación. La cavidad está construida utilizando S136 a HRC 52+ junto con un sistema de ventilación de alta precisión.
En tal caso, la tolerancia del espesor de la pared permanece ±0,02 mm después de 500.000 ciclos de moldeo. Por el contrario, el acero para moldes normal (por ejemplo, P20 a HRC 30) puede desarrollar desgaste superficial después de solo 100 000 ciclos, lo que provoca destellos y cambios dimensionales.
La precisión de la fabricación de herramientas para moldes determina directamente el éxito o el fracaso de las piezas de paredes delgadas. JS Precision utiliza erosión por hilo lenta y electroerosión por espejo en las herramientas para que todas las ranuras ventiladas estén a la misma profundidad y las superficies de separación encajen muy bien.
Consulte personalmente a un experto en fabricación de moldes de JS Precision para su proyecto de paredes delgadas y obtenga una solución personalizada para componentes de plástico de paredes delgadas.
Cómo JS Precision resolvió la deformación y redujo el costo de herramientas de molde en un 35 % para un chasis de UAV B2B
Un comprador comercial de un UAV fue testigo de un cambio inesperado en el espesor de la pared de la carcasa de 1,2 a 4,5 mm, lo que provocó una deformación de 1,5 mm después del proceso de inyección, esto hizo imposible producir el espacio de montaje ajustado. Antes de esto, el cliente intentó modificar los parámetros del proceso, lo que resultó en un aumento de la presión de mantenimiento y una disminución de la temperatura del molde, pero la deformación solo se minimizó en 0,3 mm, todavía muy por debajo del requisito de 0,2 mm para el ensamblaje.
Desafíos de los clientes y sus causas fundamentales
Desafío: El espesor de la pared de la carcasa de múltiples cavidades cambió drásticamente de 1,2 a 4,5 mm, lo que provocó una deformación de 1,5 mm y el fallo total del conjunto. El diseño inicial presentaba un espesor de pared de 4,5 mm en la zona del compartimento de la batería, mientras que el borde medía sólo 1,2 mm.
Causa raíz: El enfriamiento lento en la zona gruesa y el enfriamiento rápido en la zona delgada causaron una diferencia significativa en la tasa de contracción del volumen más la tensión residual. El análisis del flujo del molde indicó que la diferencia de temperatura entre las diferentes áreas era de hasta 40 ℃, lo que resultó en una diferencia en la tasa de contracción del 0,35 %.
Solución de precisión JS
Rediseño: en 3D DFM, la pared gruesa de la carcasa se ahuecó haciendo que el espesor de la pared global principal fuera de 1,8 mm (±5% de desviación permitida). En el rediseño, el compartimento de la batería se transformó en una estructura hueca con un refuerzo de nervaduras en forma de cruz.
Refuerzo de nervaduras: se distribuyeron nervaduras de refuerzo, de 0,8 mm de espesor y con un ángulo de 1°, en los sitios de concentración de tensiones, manteniendo el espaciado de las nervaduras dentro de 8 mm para garantizar un soporte uniforme.
Prueba de flujo del molde: La compuerta se ha movido desde el área de pared delgada a un área media con espesor de pared equilibrado para que la velocidad de corte en el molde sea <45 000⁻¹s. La optimización del diseño del canal de agua de refrigeración hizo posible lograr una uniformidad de temperatura del molde de ±2 ℃ en esta etapa.
Lecciones aprendidas:
La primera versión tenía nervaduras muy finas de 1,0 mm. Esto provocó que el aire quedara atrapado y el plástico sufriera graves daños durante la inyección a alta presión. En la segunda ronda, el ancho de las nervaduras se redujo a 0,8 mm solo con la adición de una ranura de desbordamiento 0,015 mm más profunda que también abrió el paso del corredor. Este ejemplo muestra que el grosor de las nervaduras no siempre significa que la mejor opción sean las más delgadas, una de las razones por las que son demasiado delgadas para permitir que la masa fundida fluya y provoca que quede aire atrapado.
ISO 294-3:2020 menciona: Las muestras moldeadas por inyección se deben preparar en condiciones de proceso controladas y se deben registrar y validar los parámetros clave del proceso (presión de empaque, temperatura del molde, velocidad de corte).
Para cumplir con los requisitos, empleamos un punto en el que la curva de presión de empaque había cambiado de dirección y una velocidad de corte inferior a 45 000⁻¹s como nuestro estricto criterio de aceptación final en la fase de moldeo de prueba de la carcasa del UAV, y esto se identificó como la razón del gran éxito del moldeo de prueba después de la segunda ronda de modificaciones de las ranuras de desbordamiento.
Resultados finales (referencias de datos)
Tiempo de enfriamiento: 35→21 segundos (-40%)
Alabeo: 1,5 →<0,1 mm (-93%)
Longevidad del molde: duplicada (de 250 000 ciclos de molde a 500 000 ciclos de molde)
Costo total por artículo: disminuyó en un -35% (el ahorro de material + tiempo de ciclo más rápido + tasa de desperdicio se redujo del 8% al 0,5%)
Opinión del cliente: A través de la mejora de DFM, JS Precision nos ha permitido evitar cientos de miles de dólares en gastos de modificación de moldes.
Obtenga soluciones de optimización DFM e informes de moldes de prueba para carcasas de drones similares, cargue dibujos en JS Precision y reciba una evaluación gratuita y una cotización de moldeo por inyección dentro de 24 horas.
¿Por qué elegir JS Precision como su socio para el servicio de herramientas de moldeo por inyección?
Como expertos en fabricación integral, ayudamos a los fabricantes a evitar errores en las primeras etapas del diseño con nuestras simulaciones de flujo de molde y habilidades DFM que son el resultado de una gran experiencia a lo largo de los años. Esto permite detectar defectos a tiempo, lo que supone un ahorro considerable de tiempo y costes. Nuestros socios fabricantes en las industrias automotriz, médica y de electrónica de consumo ya han recibido más de 5000 moldes, incluidos más de 200 proyectos de optimización del espesor de pared.
20 Años de Ingeniería y Más de 5.000 Proyectos
Disponemos de una amplia variedad de materias primas, incluidos ABS/PC/PA66/PEI, y podemos entregar productos basados en paredes extremadamente con espesores de tan solo 0,8 mm hasta 10 mm de espesor y paredes completamente huecas.
A lo largo de los años, hemos adquirido una capacidad incomparable para predecir problemas en la fabricación de herramientas de moldes simplemente visualizando defectos, por lo que ahora mantenemos un catálogo con detalles sobre más de 300 moldes diferentes con problemas que podrían ocurrir, para que podamos encontrar problemas antes de que comience la producción. Como ejemplo, comprobamos de forma rutinaria la posibilidad de que haya fibra flotante en plásticos reforzados con fibra de vidrio y sugerimos cambios en el espesor de la pared cuando presentamos un informe de capacidad de fabricación en la etapa de Diseño para Fabricación (DFM).
Capacidades de inspección y estándares de entrega
Sistema de producción con garantía de calidad ISO 9001:2015, incluida la entrega a cada cliente del informe de inspección de las dimensiones completas de cada lote.
Inspección utilizando la máquina de medición de coordenadas Zeiss y desviación del espesor de la pared con una precisión de ±0,01 mm.
Proporcionando análisis DFM + Moldflow gratuito junto con una cotización que incluye cambios sugeridos y advertencias de riesgo.
Nuestro objetivo principal para la entrega de herramientas de moldeo por inyección es que la primera prueba de moldeo sea un éxito, no simplemente que sea un producto factible. Según nuestros datos históricos, resultó claramente que los moldes que se analizaron completamente para DFM y flujo de molde tuvieron una tasa de aprobación del moldeo en la primera prueba del 92 %, muy por encima del promedio de la industria del 65 %.
Preguntas frecuentes
P1: ¿JS Precision cobra por los servicios de diseño y optimización del espesor de pared para fabricación (DFM)?
JS Precision ofrece optimización del espesor de pared y servicios de análisis de diseño para fabricación (DFM) de forma totalmente gratuita. Lo único que debe hacer es enviarnos su archivo CAD 3D (STEP/IGS). Luego haremos que su experto en ingeniería de moldes produzca y le envíe un informe DFM completo que incluye análisis de Moldflow, recomendaciones de modificación de piezas e incluso le ofreceremos la cotización de forma gratuita dentro de las 24 horas.
P2: ¿Por qué el espesor desigual de la pared es una causa de marcas de hundimiento en la superficie?
Las áreas de pared de diferente espesor provocan una variación en la velocidad de enfriamiento, siendo el área de la pared gruesa un enfriamiento más lento en comparación con el área exterior de la piel congelada. Cuando la resina interior se endurece por última vez y se retrae, si la carcasa exterior aún está blanda, esta piel plástica externa seguirá la contracción, lo que provocará que el material de la superficie se retraiga y se forme una depresión (marca de contracción) en la pieza de plástico.
P3: ¿Cuáles son las pautas de diseño sobre la diferencia de espesor entre resinas de alta y baja fluidez?
Los materiales de alta fluidez como PP, PE y PA66 son más fáciles de fundir, por lo que su diseño de espesor de pared puede tener tan solo 0,8 mm; por el contrario, los materiales altamente viscosos y menos fluidos, como PC, PMMA o PEI, deberían experimentar escasez de material cuando tienen paredes delgadas, por lo que el espesor mínimo de pared no debe ser inferior a 1,5 mm.
P4: ¿Cuál es la forma de reforzar las piezas sin agregar espesor de pared?
No es necesario aumentar el espesor de la pared ya que podemos insertar nervaduras de refuerzo (con una altura de 3 veces el espesor de la pared) o refuerzos (0,4-0,6 veces el espesor de la pared principal) en las zonas débiles para obtener la misma resistencia.
P5: ¿Qué se puede hacer para evitar el agrietamiento por tensión que se produce donde se unen la sección gruesa y la sección delgada?
La idea principal es realizar un cambio gradual teniendo una transición suave entre las secciones gruesas y delgadas. En general, una pendiente de transición de 1:3 a 1:4 es aceptable (es decir, una zona de transición de al menos 4,5 mm si el cambio es de 1,5 mm a 3 mm). Además, se recomienda encarecidamente que el radio de la esquina interior no sea inferior a 0,5 mm.
P6: ¿Qué tolerancias de espesor de pared puede garantizar JS Precision para componentes electrónicos precisos?
JS Precision utiliza una máquina de moldeo por inyección servo de alta precisión combinada con una MMC importada como parte de su proceso de inspección. Para piezas de plástico de precisión de tamaño pequeño a mediano, podemos controlar de manera estable la tolerancia real del espesor de la pared moldeada dentro de aproximadamente ±0,02 mm, y también podemos mantener la uniformidad del espesor de la pared en un nivel de desviación del 3 %.
P7: ¿Cuáles son los requisitos de herramientas de molde para componentes de precisión de paredes delgadas?
El moldeo por inyección a alta presión de piezas de paredes delgadas provoca fácilmente la deformación y el desgaste del molde. Por lo tanto, la cavidad del molde debe estar hecha de acero de alta dureza y alta calidad (por ejemplo, S136 calentado a HRC 52+) y contar con un sistema de ventilación extremadamente preciso (profundidad del canal 0,015 mm - 0,02 mm) para evitar que se queme.
P8: ¿Cuál es el costo inicial de las herramientas y el precio unitario de inyección para un proyecto de molde personalizado?
El costo inicial de un molde de inyección JS Precision es de alrededor de $1500 (la optimización DFM debería costar aproximadamente una reducción de $150,1 a varios USD). Las cotizaciones son muy rápidas y pueden llegar tan pronto como en 24 horas. Para obtener una cotización, solo necesita enviar sus dibujos y JS Precision le responderá con una cotización a la velocidad de la luz.
Resumen
La planificación cuidadosa del espesor del molde de inyección es un proceso de ingeniería sistemático que involucra el control del flujo físico, el enfriamiento térmico y la resistencia mecánica. Mantener el espesor de la pared bastante uniforme, diseñar cuidadosamente la geometría de las nervaduras, eliminar las secciones gruesas ahuecandolas y realizar análisis completos del flujo del molde son esenciales para reducir los ciclos de desarrollo, ahorrar costos de modificación del molde y aumentar la tasa de rendimiento.
¿Estás listo para avanzar hacia la producción en masa? No permita que los defectos ocultos en el espesor de la pared frenan el progreso. Enviar archivos de modelo 3D (STEP/IGS) a JS Precision. Nuestros expertos en moldes de primer nivel llevarán a cabo inmediatamente una evaluación DFM gratuita, así como un informe de Moldflow, a cambio de una solución de producción en masa muy rápida y precisa. Garantizamos que la mejor solución se bloqueará dentro de las 24 horas.
Descargo de responsabilidad
El contenido de esta página tiene fines informativos únicamente. Para JS Precision Services, no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y solicitar una cotización formal de piezas. Por favor contáctenos para más información.
Equipo de precisión JS
Soluciones de fabricación a medida. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección y estampado de metales. Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elija JS Precision para disfrutar de una eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.