

エンジニアリングプラスチック射出成形高性能熱可塑性プラスチック材料 (改質 PA66、POM、PC) を公差 ± 0.05 mm の精密工業用部品に変換し、ボイドや収縮マークを排除します。
この技術は、材料収縮、硬化鋼金型 (≧52 HRC) と閉ループプロセス制御を組み合わせることで、高強度で寸法安定性の高い部品の大量生産が困難であるという問題を解決します。
エンジニアリングプラスチック射出成形クイックリファレンス
|
寸法/材質の決定 |
主要な技術パラメータ |
推奨金型鋼 (HRC) |
JS 精度のサポート |
|---|---|---|---|
|
PA66 (GF強化) |
80℃で4時間乾燥させます。ベント深さ ≤0.01mm |
H13(52-54) |
統合された乾燥剤乾燥 + 流動解析 |
|
POM(アセタール) |
結晶化度収縮最大2.0%、ベント深さ0.015mm |
S136(鏡面研磨) |
収縮補正 + キャビティサイジング |
|
PC (高衝撃) |
粘度が高く、せん断に敏感。金型温度 80~120℃ |
NAK80/S136 |
せん断熱制御+応力緩和設計 |
主な調査結果
- 金型の硬度の一致:ガラス繊維強化射出成形プラスチックでは、ガラス繊維の高いせん断力により工具の激しい切削摩耗が発生するため、H13/S136 (≧52 HRC) などの硬質鋼の金型キャビティが必要です。
- 物理的な調整:結晶化による樹脂の収縮に応じて金型の寸法を正確に調整する必要があり、シュリンクボイドを最小限に抑えるために多段階の圧力保持スイッチを採用する必要があります。
- 流れの制御:通気孔の深さはわずか 0.01 ~ 0.015 mmです。ゲートとランナーはランナー システム バランシングによってバランスがとられ、金型流動解析が行われます。
JS Precision のカスタム射出成形サービスに依存する理由
エンジニアリング プラスチック射出成形の 15 年間にわたる当社グループの経験と知識を通じて、本当に優れたカスタム射出成形サービスのサプライヤーとは、経験に基づく試行錯誤の方法に加えて、3 次元のエンジニアリング データ (材料の前処理、金型鋼の選択、閉ループのプロセス) をトレースする企業であることを知っておく必要があります。
例えば、PA66-GF30を使用した工業用水処理用ポンプハウジング開発プロジェクトでは、乾燥などの前処理を行わずに射出成形後の材料の気孔率が8.2%であることが観察されました。この場合、引張強度も理論値より 32% 低くなりました。
ISO 9001:2015 、品質管理システムには、射出成形部品の量産プロセスの追跡可能なパラメータ記録メカニズムを確立し、製品ライフサイクルの終了まで主要なプロセス データと手順を保持することが明確に記載されています。
規格の要件を満たすために、プロジェクトごとに金型を開く前に異方性収縮シミュレーションと材料の含水量テストを実行し、潜在的な量産偏差を排除します。このプロセスは、JS Precision 180+ エンジニアリング プラスチック プロジェクトの配信データベースの一部になりました。
エンジニアリング プラスチック射出成形材料の前処理および金型選択ガイドをダウンロードして、乾燥パラメータ、金型鋼のマッチング ルールを理解し、カスタム射出成形サービスの実現可能性を事前に評価してください。
射出成形の材料選択のための物性を評価するにはどうすればよいですか?
射出成形用の材料の選択高負荷の工業用部品の作業要件に適合するように、引張強さ、耐クリープ性、熱変形温度 (HDT) 、および異方性収縮率の評価を優先する必要があります。ある材料が同じ使用条件に置かれたとしても、別の材料と同じようにうまく機能するとは限らないことを理解する必要があります。正しい選択を怠ると、多くの場合、部品を繰り返し交換する必要が生じたり、その他の高価な問題が発生したりすることになります。
コア性能評価の寸法
- PA66-GF30:最初に ASTM D638 引張強さ (≥180MPa)、次に ASTM D648 熱変形温度 (≥250℃) をチェックして確認します。ガラス繊維は異方性収縮を引き起こすことが知られており、水平方向と比較して流れ方向の収縮率は約 1/3 しかありません。
- POM:素材本来の低摩擦性と耐摩耗性に重点を置きます。長時間擦った後の摩耗量は0.1mm3/N・m以下にしてください。結晶化度が非常に高いため、約 2.0% の収縮を許容できるように金型を設計する必要があります。
- PC:このポリマーの主なポイントは、大量の衝撃エネルギーを吸収する能力と、剪断力にどのように反応するかです。 1.85MPa負荷時の熱変形温度が125℃以上である必要があります。 PC の薄肉領域はせん断過熱の影響を受けやすく、劣化を引き起こすため、射出速度を PC に合わせて慎重に制御する必要があります。
材料の前処理におけるリスク管理:
材料が十分に乾燥していないと、PA66 の加水分解や PC の剪断による焦げが発生します。 JSプレシジョンでは真空乾燥除湿機を使用し、PA66を80℃で4時間以上連続乾燥させ、露点≤-40℃となり、原料の水分含有量を厳密に0.05%以下に維持しました。乾燥が不十分な PA66 で作られた部品の引張強度は、射出成形後に 30% 以上低下します。

図 1: 試験管内のさまざまな色のエンジニアリング プラスチック ペレット。
高強度プラスチック部品の収縮と反りを防ぐにはどうすればよいですか?
変形を避ける高強度プラスチック部品設計段階から、均一な肉厚を確保し、鋭い角を避けて丸みを帯びたエッジを提供し、結晶化収縮の法則に基づいて金型の寸法を補正します。収縮や反りの根本原因を設計自体から取り除くことができます。ただし、実際のケースでは、壁の厚さが 25% 以上変化したとしても、プロセス パラメーターを調整できるのは影響が小さくなるだけです。
収縮と反りの物理的原因:
壁の厚さが突然変化すると、最初に表層が凍結しますが、コアは依然として収縮する可能性があり、引張応力が発生します。壁厚の偏差が 15% を超えると、特定の場所がほぼ 80% 収縮する可能性があります。
3つの定量的管理ルール
エンジニアリングプラスチック成形サービスでは、設計段階から次の 3 つの定量的管理が必要です。
- 金型キャビティ補正の計算:
金型キャビティのサイズは、Dm = Dp (1 + S) + Dp×S² の式で決定されます。 (Dm - 金型キャビティの寸法。Dp - 部品の希望サイズ。S - 材料の実際の収縮率)。また、異方性の原因となる繊維強化についても考慮してください。 POM などの半結晶性ポリマーの場合、収縮補償のために通常 0.3 ~ 0.5% が追加されます。
- リブ肉厚比:
ヒケや反りの原因となる厚い部分を防ぐために、リブフロアは接続された主壁の厚さの 60% を超えないようにしてください。一般に、リブの高さは壁厚の 3 倍にする必要があります。高すぎると充填が困難になります。
- ゲートせん断と圧力バランス:
ランナー L/T 比の実行は、モールドフローの出発点です。次に、圧力が均一に分散されるようにゲートを配置する必要があります。ゲート凍結時間の調整によって圧力バランスを達成するには、ゲート凍結後に少なくとも等しい圧力分布を維持することも考慮してください。 L/T 比が 100:1 を超える場合は、さらに多くのゲートが必要になる可能性があります。
これは基本的に、金型が単なる部品寸法ベースではなくなり、ガラス繊維の偏差を考慮して設計に追加の長方形の補正を行う必要があることを意味します。このような余裕がないと、肉厚のガラス繊維プラスチック部品は必然的に収縮します。
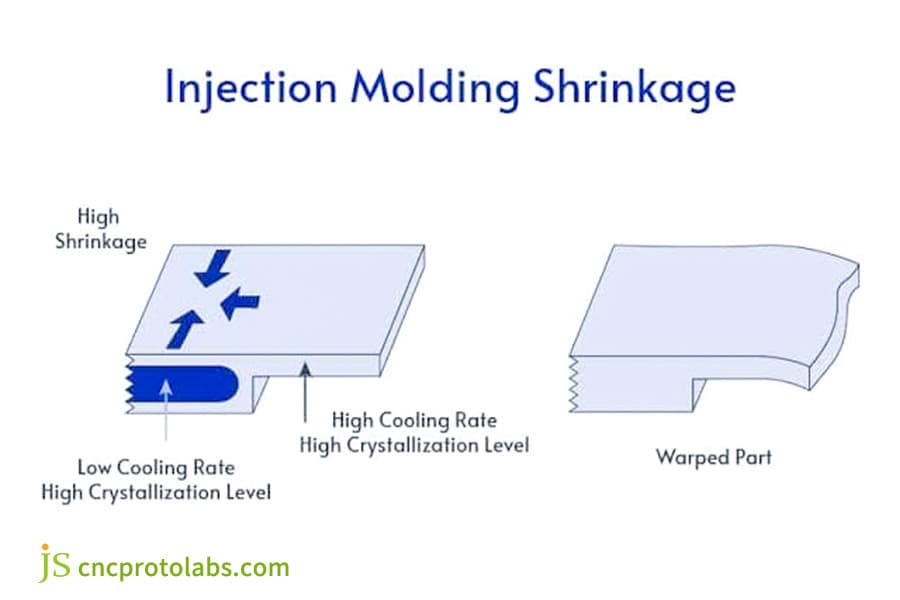
図 2: 射出成形の収縮を示す図。
カスタム プラスチック コンポーネント設計に関する交渉不可の DFM ガイドラインとは何ですか?
のカスタムプラスチックコンポーネント設計量産不良を引き起こすことなくスムーズな脱型と構造強度を保証するために、定量基準に基づく抜き勾配、リブ厚さ比率、コーナー半径の仕様を完全に遵守する必要があります。これらの基準に違反することが、金型再加工の主な理由です。
一般的な DFM 物理ベースライン:
- 抜き勾配:内側の穴と外側の表面に対して少なくとも 1° ~ 2°。テクスチャの場合、深さ 10μm ごとに1° - 突き出し傷を制御します。より安全を期すために、深いキャビティ (>30mm) の場合、抜き勾配は 1.5° 以上である必要があります。
- 角を丸くすることでストレスを軽減:鋭利なエッジは直角で禁止されています。応力下での亀裂を防止するには、内隅半径 R と主肉厚 T がR/T≧0.25を満たす必要があります。ガラス繊維強化材料の場合、R/T≧0.4 を推奨します。
- 均一な肉厚:肉厚の急激な変化は 15% に制限する必要があります。熱中心のずれを避けるために、厚くする領域をくり抜いて補強する必要があります。隣接するセクションの壁厚の差が 0.5 mm を超える場合は、段階的な移行ゾーンを設定します。
JS 精密プレモールド開口 DFM チェックリスト:
設計チームのレビューでは、抜き勾配、パーティング面、エジェクター ピンの位置、ウェルド ラインの予測がカバーされ、潜在的な設計欠陥の 98% を予測できます。 DFM 解析では、SolidWorks と Moldflow を組み合わせます。
3D 図面をアップロードして、無料のカスタム プラスチック コンポーネント設計 DFM コンプライアンス レビュー レポートを入手し、潜在的な設計上の問題を事前に特定します。
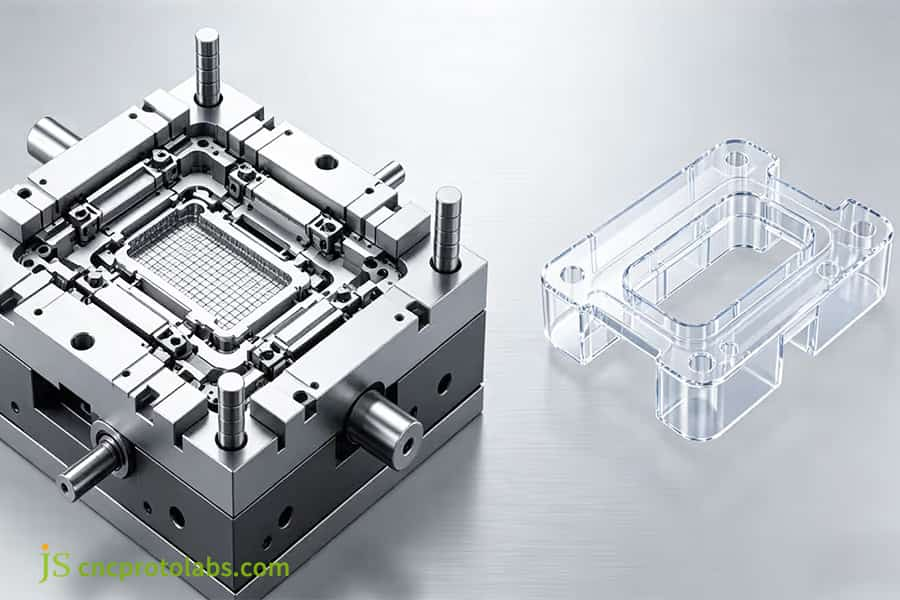
図 3: 透明プラスチック部品と射出成形金型。
カスタム射出成形サービスで正確な公差を実現するにはどうすればよいですか?
±0.05mmの超精密公差を実現カスタム射出成形サービス(ローカル嵌合位置で±0.02mm)、金型加工精度、金型温度安定性、多段階射出圧力パラメータの調整と制御に役立ちます。これらの要素はすべて相互に依存しており、いずれかの制御を怠ると寸法の偏差につながります。
超精密金型加工制御:
金型キャビティは低速ワイヤ EDM とミラー EDM を組み合わせて使用され、公差は ±0.005 mm に維持されます。金型材質は、高圧による金型の変形を防ぐため、 52HRC以上の高硬度鋼を選定しています。金型インサートクリアランスを0.01mm以下に保ちバリを抑制します。
金型温度と射出閉ループ制御:
- 金型温度閉ループ:
自動油温ヒーターを採用し、ランナーとキャビティの温度差を±1℃に抑えることで、収縮率の均一化とPOMなどの結晶性材料のバランスを確保しています。金型の温度変動が±2℃を超えると、結晶材料の寸法が0.05mmにもなる場合があります。
- 射出圧力保持閉ループ:
高感度キャビティ圧力センサーが保圧クローズドループ射出成形機に取り付けられています。熱収縮量の差をなくすために、溶融物が硬化する際に保持圧力がマイクロ秒単位で変化します。正確な圧力保持切り替えポイントは、収縮と反りに直接影響します。
ISO 20457:2018 (プラスチック成形品の公差): ガラス繊維充填エンジニアリング プラスチック成形品は、公差を通じて寸法範囲と一致する必要があり、異方性収縮は 0.01 ~ 0.02 mm の追加公差で補正されます。
この基準に基づいて最初のサンプルの精密調整を実施し、納品精度を保証します。
カスタム射出成形サービスの公差の実現可能性を検証するには、当社のエンジニアに無料の金型流動解析と評価を依頼してください。
エンジニアリングプラスチックの射出成形における工具の摩耗と腐食を防ぐにはどうすればよいですか?
プラスチック射出成形ではガラス繊維と難燃剤から酸蒸気が発生し、金型の機械的摩耗や化学的腐食を引き起こします。金型の寿命を延ばすには、表面処理と組み合わせた高硬度合金鋼の使用が不可欠です。金型の寿命は、製品の製造コストに直接反映されます。
金型の摩耗と腐食のメカニズム
ガラス繊維が強いせん断力にさらされると、金型のキャビティが摩耗し、サンドペーパーのように機能します。また、難燃剤は高温に加熱されると HCl などの酸蒸気を放出し、鋼の表面を腐食させます。通常の P20 鋼 (HRC30) は、100,000 回の成形サイクル後にバリが発生します。グラスファイバー部品はより早く限界に達するため、耐久性はさらに低くなります。ゲート領域は破損点であり、摩耗により摩耗部品に最大 0.05 mm の厚さのバリが発生します。
金型鋼材の選択と表面処理ソリューション
|
鋼グレード |
硬度 (HRC) |
摩耗寿命 (サイクル) |
耐食性 |
|---|---|---|---|
|
P20 |
28-32 |
<100k |
貧しい |
|
H13 (焼き入れ) |
52-54 |
~300k |
中くらい |
|
S136 (ポリッシュ) |
52-54 |
~500k |
高い |
|
S136+PVD |
54-56 |
>800k |
素晴らしい |
80万回の生産サイクルからの追跡データの結果を比較しました。 S136 + PVD コーティング鋼のゲート浸食は、コーティングされていない H13 鋼の浸食のわずか 7 分の 1 であることがわかります。これにより、金型セットごとに 2 次金型を開くコストが約 12,000 ドル節約されます。したがって、S136+PVD 構成は大容量生産にとって非常に重要ですエンジニアリングプラスチック成形サービス。
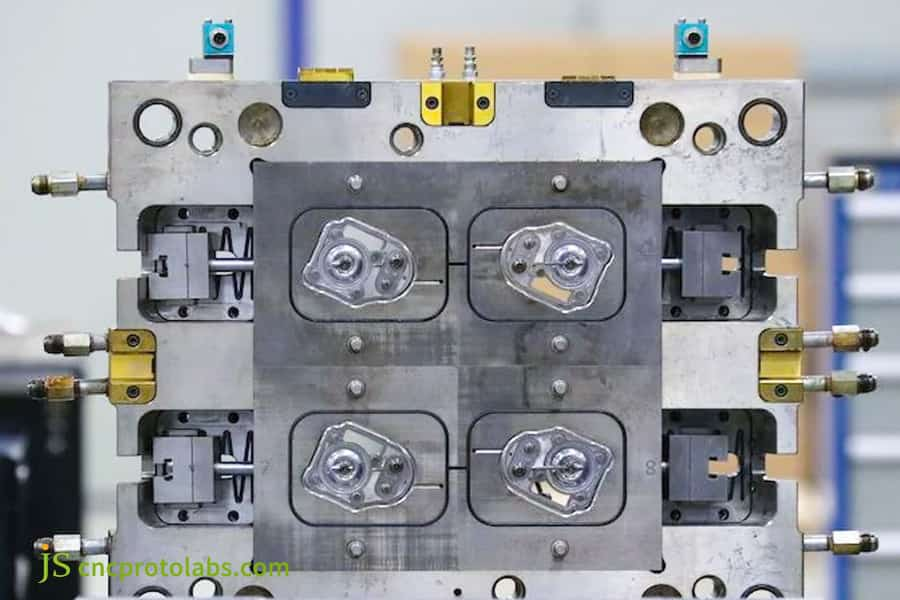
図 4: 工場のステンレス鋼射出成形金型。
大量射出生産のための金型キャビティと型締力を計算するにはどうすればよいですか?
大量射出生産に必要なキャビティの数と必要なトン数の決定は、投影面積、キャビティ圧力、年間生産量の要素を考慮したROI 計算によって行う必要があり、これにより、一方では初期投資コスト、他方では生産品目の単価のバランスがとれます。キャビティの選択が間違っていると、金型がアイドル状態になるか、生産に十分ではなくなるだけになります。
型締力計算ロジック:
必要な型締力 = 成形品の投影面積 (cm2) × 射出圧力(エンプラの場合はキャビティ内の平均値で 35 ~ 50MPa)
フラッシュ防止のための安全率15%を含んだ計算式です。ガラス繊維強化材料の場合、溶融粘度が高くなるため、上限値 (より高い圧力) を使用することをお勧めします。
キャビティ ROI と損益分岐点分析
単価計算式:単価 = 金型コスト / 総体積 + シングルショットコスト。さまざまなキャビティ番号の損益分岐点を比較すると、次のようになります。
|
キャビティ数 |
初期金型コスト ($) |
単価 ($) |
損益分岐点年間数量 (個) |
|---|---|---|---|
|
1-キャビティ |
3,000 |
1.20 |
- |
|
2キャビティ |
4,800 |
0.75 |
50,000 |
|
4キャビティ |
8,500 |
0.48 |
80,000 |
型閉トン数計算例
投影面積200cm2、キャビティ内圧力45MPaを例にとると、必要トン数=200×45/1000×1.15≒10.4トンとなります。実際には 120 トンの機械が選択されます。トン数の選択大量の射出生産突き出しストロークや金型サイズを考慮し、15%の安全マージンを確保する必要があります。
JS Precision のケーススタディ: カスタム ナイロン ポンプ ハウジングのウェルド ラインと気孔を除去
有名な工業用水処理装置メーカーは、30% ガラス繊維強化 PA66 ポンプ ハウジングの量産という生産上の課題に直面しました。以前のサプライヤーの製品は、圧力がかかると溶接ラインで常に破損し、材料の大部分に内部気孔があることが判明しました。このような問題により、スクラップ率が 22% に達し、機械全体の納入が大幅に遅れました。顧客はサプライヤーの変更に3回失敗しました。
お客様の課題と問題点の分析
- 問題: PA66-GF30 ポンプ ハウジングの溶接線が圧力下で破損し、内部に緻密な気孔が発生し、スクラップ率が22% にも達しました。
- 根本原因:キャビティの片側に直接スプルーが 1 つしかないため、メルト フロントが遅く、収束部での圧力が弱いため、ウェルド ラインの強度が低下し、排気システムが不良でガスが閉じ込められ、それが気孔率の原因となりました。モールドフロー解析の結果、ウェルドライン領域の温度は主材料温度より35℃低いことが分かりました。
JS Precision のソリューション
これらのウェルド ラインと気孔率の課題を克服するには、 カスタムエンジニアリングプラスチック部品、次の方法を導入しました。
- ゲート位置の最適化:流体充填シミュレーションに基づいて、ゲートが片面ダイレクト ゲートから中央円形ゲートに変更され、バランスのとれたランナー収束点が得られました。その結果、ウェルドラインの位置が応力のない領域に移動しました。
- 排気システムの設計:溶接線の最後の合流点には、深さ 0.01 mm、幅 4 mm の排気溝が機械加工されました。また、真空エジェクターピンを避難補助に使用しました。修正後、キャビティの圧力は 10 mbar 未満に低下しました。
- 金型温度保持圧力:金型油温度を高めに設定し、温度を95℃で一定に保ちました。多段階の保持圧力変更により、ガラス繊維が交互に分布し、ウェルドラインでの樹脂の滞留を防ぎます。
学んだ教訓:
最初の試行では、射出速度を上げることによってウェルド ラインに対処するだけでしたが、残念なことに、材料が局所的に焦げる原因となりました。この間違いにすぐに気づいたチームは、局所せん断速度を下げ、ホット ランナー システムの温度と金型の温度を上げるという逆転の解決策を講じ、問題は完璧に解決されました。このレッスンでは、ウェルド ラインの問題はスピードアップの解決策よりも複雑な問題であるという点を強調します。
最終結果
- 溶接部の構造強度が45%向上。
- バッチエラー率は 0.2% 未満になります。
- 納期は15日短縮されます。
お客様のコメント: JS Precision は単なる加工工場ではなく、深いエンジニアリングを行っています。 DFM の最適化により、金型修正コストが数十万ドル節約されました。
同様のポンプ ハウジング DFM 最適化ソリューションと試作成形レポートを入手するには、図面をアップロードするJS Precision に問い合わせると、24 時間以内に無料の評価とカスタム エンジニアリング プラスチック部品の見積もりが届きます。
精密エンジニアリングプラスチック射出成形のパートナーとして JS Precision を選ぶ理由
JS Precision を選択すると、高品質の ISO 9001 認定機械加工機を使用し、モールド フロー テクノロジーのあらゆる段階で支援を受け、設計および量産プロセス全体を通じて価値を高めるための高レベルの厳格な品質管理によるメリットが得られます。私たちは単に注文を受け付けて実行するだけではなく、製品開発の重要な各段階に関与しています。
20 年のエンジニアリング経験と 5,000 以上のケーススタディ
当社では、PA66 PC POM、PEI など、あらゆる種類のエンジニアリング熱可塑性プラスチックを取り扱っています。当社の記録によると、当社の製品は 0.8 mm の非常に薄い壁から 10 mm の空洞の壁までの非常に高い壁を備えています。
当社のエンジニアリング プラスチック射出成形の利点は、多くの故障にさらされており、 300 を超える考えられる故障モードのデータベースを蓄積しているため、設計段階の非常に早い段階で問題を検出できることです。例としては、ガラス繊維強化材料の場合、システムが繊維剥離のリスクを自動的にチェックし、必要に応じて肉厚の調整を警告します。
試験設備と納品基準
- ISO 9001:2015 認証を取得しており、すべてのユニットに完全な検査レポートが提供されます。
- Zeiss 座標測定機、工場肉厚公差 ±0.01 mm、均一性偏差 <3%。
- 設計調整の推奨事項や設計リスクの警告を含む、無料の DFM + Moldflow が見積もりとともに提供されます。
カスタム射出成形サービスでは、「成形できる」というだけではなく、「一発試作合格」を納品基準としています。当社の過去のデータによると、完全な DFM および金型流動解析を経た金型の初回試行合格率は 92% であり、業界平均の 65% をはるかに上回っています。
よくある質問
Q1: PA66(ナイロン)はなぜエンジニアリングプラスチックの射出成形前に厳しい乾燥前処理を行う必要があるのですか?
PA66 (ナイロン) は、極度に分極した半結晶性熱可塑性プラスチックです。水分含有量が 0.2% を超えると、高温条件下で成形品を射出すると加水分解が発生し、細孔や銀条が発生します。また、プラスチックの引張強度も 30% 以上低下します。 JS Precision では、摂氏 80 度で 4 時間真空乾燥を実施し、露点は摂氏 -40 度に達し、水分レベルは 0.05% 以下に維持されます。
Q2: カスタム射出成形サービスは、エンジニアリング プラスチック コンポーネントに対してどの程度の許容レベルを保証できますか?
CNC工作機械やワイヤ放電加工機の精度は、金型精度±0.005mmのレベルです。これをクローズドループ射出成形機が補完します。仕上がり寸法誤差は±0.02~±0.05mmに安定して収まります。最初のサンプルには、Zeiss 座標測定機レポートが付属しています。
Q3: ガラス繊維 (GF) 強化エンジニアリング樹脂は、射出成形金型の耐用年数にどのような影響を与えますか?
成形材料に混入されるガラス繊維は非常に高い硬度を持っているため、金型キャビティの浸食領域を摩耗/傷付けます。 JS Precision では、部分的にガラス繊維を使用した部品の大量生産に、少なくとも 52HRC の硬度レベルを持つ H13/S136 鋼材を使用しています。摩耗しやすいスライダーは PVD コーティングされており、金型の耐用年数は 500,000 ~ 1,000,000 サイクルです。
Q4: カスタム プラスチック コンポーネントの設計では、収縮マークをなくすためにどのような肉厚仕様に従う必要がありますか?
壁の厚さは 1.5 ~ 3.5 mm をお勧めします。肉厚の突然の変化は最大 15% に制限する必要があります。設計で収縮による厚い壁を避けたい場合、良い解決策の 1 つはリブを設けることです。リブの根元の壁の厚さは、主壁の厚さの 0.6 を超えないようにしてください。 JS Precision では、このような欠陥を最適化するための DFM (Design for Manufacturing) サービスを無料で提供しています。
Q5: 大量の射出成形生産において考慮すべきコスト削減の主な要因は何ですか?
単価はキャビティ数、選択したランナー、成形サイクルによって変わります。複数のキャビティを備えた金型は、初期費用がはるかに高くなりますが、逆に、単位当たりの加工コストでははるかに経済的です。 JS Precisionでは、金型流動シミュレーションと水路設計によりサイクルタイムを短縮します。その結果、ロボット部品のハンドリングにより最適な損益分岐点に到達します。
Q6: JS Precision は、部品の焼けやボイドを防ぐために、精密金型での金型ベント制御をどのように実現していますか?
弊社では材質ごとに異なる通気溝を設計しています。オーバーフローを避けるために PA66 の場合は通気溝の深さ 0.01 mm を選択し、PC の場合は通気溝の深さ 0.02 mm を選択します。また、多数の製品の生産中にガスを迅速かつ安定して放出できるよう、複数のセクションに分かれたマイクロメートルレベルのベントシステムも使用しています。
Q7: JS Precision からカスタム射出成形の正確な見積もりを取得するにはどうすればよいですか?
STP/STEP/IGS形式の3D図面、材料の種類やグレードなどの材料仕様、年間生産量や公差範囲などのその他仕様をお送りください。その後、12 ~ 24 時間以内に重ね見積りを作成させていただきます。
Q8: JS プレシジョンでは、高機能ポリマー樹脂のトレーサビリティチェックや物理的検証にどのような方法を使用できますか?
BASF、DuPont、Bayerなどの正規代理店からのみご購入ください。 工場入場時にCOA証明書を請求し、物性試験機や水分計を使用してサンプリングを行い、材料の二次リサイクルを完全に排除しています。直接できます図面をアップロードする見積もりを取得するには、JS Precision が迅速に対応します。
まとめ
射出成形による高性能エンジニアリング プラスチックの大量生産の困難を克服するには、厳密な材料科学研究、正確な収縮補正、最適化された DFM 幾何学的パラメーター、および高せん断条件に適合する焼入れ金型鋼の選択に頼る必要があります。このガイドに記載されているエンジニアリングの詳細は、高品質で安定性の高い精密プラスチック部品を作成するために必要な道筋です。
量産の準備を整えたいですか? 3D ファイルをアップロードする(STEP/IGS) から JS Precision へ。東莞工場の ISO 9001 認定工場チームは、24 時間以内に最高の量産ソリューションを確実に見つけるための DFM およびモールドフロー レポートを無料で提供します。

免責事項
このページの内容は情報提供のみを目的としています。のためにJSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。特定の技術的要件を特定するのは購入者の責任です。正式な部品見積をリクエストする。詳細についてはお問い合わせください。
JSプレシジョンチーム
カスタム製造ソリューション。 15 年以上、1,000 社を超える顧客にサービスを提供してきた経験を持つ当社は、高精度の製品を専門としています。 CNC加工、板金加工、 3Dプリント、射出成形、 そして金属スタンピング。 300,000 個を超える精密部品の納入に成功し、すべてのカスタム プロジェクトにわたって 99.2% の期日通り納入率を維持しています。
当社の施設には 100 台を超える最先端の 5 軸マシニング センターが備えられており、ISO 9001:2015 認証を取得しています。当社は、150 か国の B2B クライアントに、高速、効率的、高品質の製造ソリューションを提供しています。少量のプロトタイピングが必要な場合でも、大規模なカスタマイズが必要な場合でも、当社は最短 24 時間のリードタイムでプロジェクトをサポートします。選ぶJSプレシジョン比類のない効率、品質、プロフェッショナリズムを実現します。
詳細を確認するか、RFQ を送信するには、当社の Web サイトにアクセスしてください。 www.cncprotolabs.com
リソース

