<标题>
|
壁厚(毫米)
|
型腔深度(毫米)
|
最低推荐草稿
|
<正文>
|
1.0 – 2.0
|
≤10
|
0.5°
|
|
2.0 – 3.0
|
10 – 20
|
1.0°
|
|
3.0 – 4.0
|
20 – 30
|
1.5°
|
|
>4.0
|
>30
|
2.0° + 纹理
|
对于有太阳纹的表面,需要在上面的基础上再增加0.5°的坡度,因为纹理会增加脱模阻力。
弹出摩擦比较:
- 无或有极小拔模角<0.2°。脱模太阻力,表面有划痕、脱模痕迹,不良率达15%。这种类型的缺陷在深腔薄壁零件中很常见。
- JS Precision理想拔模角(≥1°+太阳纹):顶出阻力为-70%,成品率超过99.8%。此外,为了减少顶针数量,优化拔模角度还可降低模具成本。
制造薄壁塑料部件存在哪些模具挑战?
薄壁塑料部件要求模具具有高硬度模具钢、排气系统精度和高压能力。进行薄壁注塑成型时,注射装置设置为非常高的速度 (>500 mm/s+),并且需要高注射压力 (>2000 bar+)。此类模具需要承受高压并具有高精度的通风系统。
超薄部件冷凝和通风控制
排气槽深度秘密规则:太深->闪光,太小->空气无法排出,塑料燃烧(柴油效应)。 JS Precision 将排气槽深度保持在 0.015-0.02 mm。选择S136镜面钢(≥HRC 52)除了提供排气系统可靠性之外,还可以防止在高频和高压条件下模具操作时产生模具疲劳磨损。
S136 HRC52+模具钢选择
简单来说,薄壁零件的高压注射可能意味着模具磨损甚至变形。腔体使用 HRC 52+ 的 S136 以及高精度通风系统构建。
在这种情况下,500,000次成型后壁厚公差仍保持±0.02毫米。相比之下,普通模具钢(例如 HRC 30 的 P20)仅仅经过 100,000 次循环就可能出现表面磨损,从而导致飞边和尺寸变化。
模具制造的精度直接决定薄壁零件的成败。 JS Precision 在模具上使用慢走丝电火花加工和镜面电火花加工,使所有排气槽都处于相同的深度,并且分型面非常贴合。
针对您的薄壁项目一对一咨询JS Precision模具制造专家,获得薄壁塑料部件的定制解决方案。
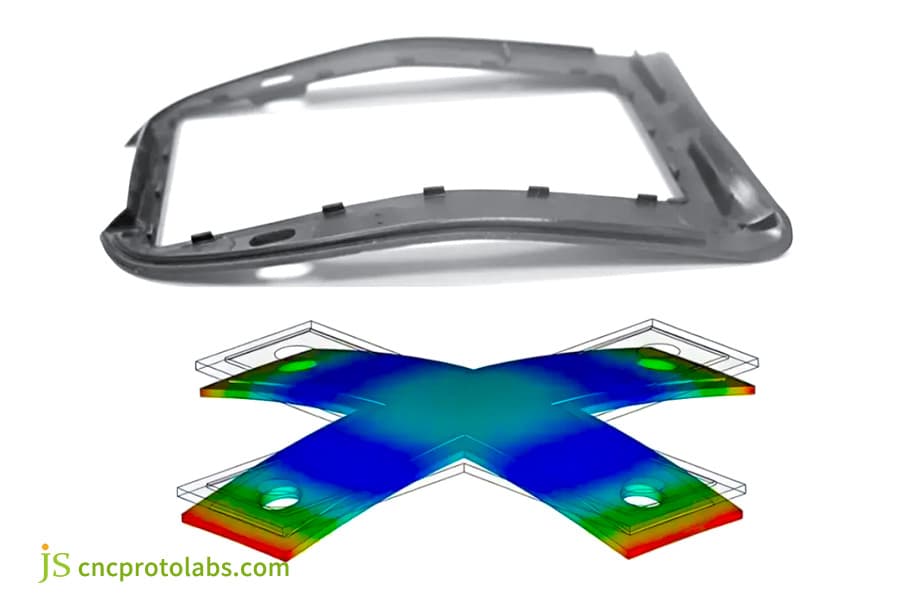
JS Precision 如何解决 B2B 无人机底盘的翘曲问题并将模具成本降低 35%
一位商用无人机买家发现,外壳壁厚意外地从 1.2 毫米变为 4.5 毫米,导致注射过程后出现 1.5 毫米的翘曲,这导致无法产生紧密的装配间隙。在此之前,客户尝试调整工艺参数,增加保压压力并降低模具温度,但翘曲仅减少了0.3毫米,仍远低于组装时0.2毫米的要求。
客户挑战及其根本原因
- 挑战:多腔壳体的壁厚从 1.2 毫米急剧变化到 4.5 毫米,导致翘曲 1.5 毫米,组装完全失败。最初的设计电池盒区域的壁厚为 4.5 毫米,而边缘仅为 1.2 毫米。
- 根本原因:厚区的慢冷和薄区的快冷导致体积收缩率和残余应力存在显着差异。模流分析表明不同区域的温差高达40℃,导致收缩率相差0.35%。
JS精密解决方案
- 重新设计:在 3D DFM 中,厚壳壁被挖空,使主要整体壁厚达到 1.8 毫米(±5% 允许偏差)。重新设计时,电池仓改为中空结构,并加十字筋加强。
- 加强筋:在应力集中处分布0.8毫米厚、1°角度的加强筋,加强筋间距保持在8毫米以内,保证均匀支撑。
- 模流测试:浇口已从薄壁区域移动到平衡壁厚的中间区域,使模内剪切速率变为<45,000⁻1s。冷却水道布局优化现阶段模具温度均匀性达到±2℃。
经验教训:
第一个版本的肋骨非常薄,厚度为 1.0 毫米。这导致空气被困住,塑料在高压注射过程中被严重损坏。在第二轮中,肋条宽度减少到0.8毫米,仅增加了0.015毫米深的溢流槽,也打开了流道的通道。此示例表明,肋条厚度并不总是意味着最佳选择是较薄的,这是太薄而无法让熔体流动并导致空气滞留的原因之一。
<块引用>
ISO 294-3:2020提到:注塑样品应在受控工艺条件下制备,并记录和验证关键工艺参数(保压压力、模具温度、剪切速率)。
为了满足要求,我们在无人机外壳试模阶段,以保压压力曲线变化方向和剪切速率45000s以下作为最终验收的严格标准,这也是第二轮溢流槽改造后试模取得巨大成功的原因。
最终结果(数据参考)
- 冷却时间:35→21秒(-40%)
- 翘曲:1.5 →<0.1 毫米 (-93%)
- 模具寿命:加倍(从 250,000 个模具周期增加到 500,000 个模具周期)
- 每件产品的总成本:降低了 -35%(节省材料 + 加快周期时间 + 废品率从 8% 降低到 0.5%)
客户评价:通过DFM改进,JS Precision使我们避免了数十万美元的模具修改费用。
获取类似无人机外壳的DFM优化方案和试模报告,将图纸上传至JS Precision,即可在24小时内获得免费评估和注塑报价小时。
为什么选择JS Precision作为您的注塑模具服务合作伙伴?
作为一站式制造领域的专家,我们利用模流模拟和 DFM 技能积累了多年丰富的经验,帮助制造商在设计的早期阶段避免错误。这样可以及早发现缺陷,从而节省大量时间和成本。我们在汽车、医疗和消费电子行业的制造合作伙伴已收到 5,000 多个模具,其中包括超过 200 个壁厚优化项目。
20 年的工程经验和 5,000 多个项目
我们库存品种齐全的原材料,包括 ABS/PC/PA66/PEI,并且可以提供基于极壁厚小至 0.8 毫米至 10 毫米厚完全镂空壁的产品。
多年来,我们已经获得了无与伦比的能力,可以通过简单地可视化缺陷来预测模具制造中的问题 - 因此现在我们维护一个目录,其中包含 300 多个可能发生问题的不同模具的详细信息,以便我们可以在生产开始之前发现问题。作为一个这样的例子,我们定期检查玻璃纤维增强塑料中纤维浮起的可能性,并在制造设计(DFM)阶段提供可制造性报告时建议改变壁厚。
检验能力和交付标准
- ISO 9001:2015 质量保证生产体系,包括向每位客户提供每批次完整尺寸的检验报告。
- 使用蔡司三坐标测量机进行检测,壁厚偏差精度为±0.01毫米。
- 提供免费的 DFM + Moldflow 分析以及报价包括建议的更改和风险警告。
我们交付注塑模具的主要目标是首次试模成功,而不仅仅是一个可行的产品。从我们的历史数据可以清楚地看出,经过充分DFM和模流分析的模具,初试成型合格率高达92%,远高于行业平均水平65%。
常见问题解答
问题1:JS Precision 的壁厚优化和制造设计 (DFM) 服务是否收费?
JS Precision 完全免费提供壁厚优化和制造设计 (DFM) 分析服务。您唯一需要做的就是将您的 3D CAD 文件发送给我们(STEP/IGS)。然后,我们将让您的模具工程专家制作并向您发送完整的 DFM 报告,包括 Moldflow 分析、零件修改建议,甚至在 24 小时内为您提供免费报价。
问题2:为什么壁厚不均会导致表面缩痕?
不同厚度的壁区域会导致冷却速率的变化,与外部冷冻蒙皮区域相比,厚壁区域的冷却速度较慢。当内部树脂最后硬化并被拉入时,如果外壳仍然柔软,则该外部塑料皮会跟随收缩,导致表面材料被拉入,并在塑料件上形成凹陷(收缩痕迹)。
Q3:高流动性树脂和低流动性树脂的厚度差异的设计准则是什么?
PP、PE、PA66等高流动性材料较易熔化,因此其壁厚设计可低至0.8mm,反之PC、PMMA、PEI等高粘度、流动性较差的材料薄壁时会出现缺料现象,因此最小壁厚不应小于1.5mm。
Q4:在不增加壁厚的情况下对零件进行强化的方法是什么?
无需增加壁厚,我们可以在薄弱处插入加强筋(高度为壁厚的3倍)或角板(主墙厚度的0.4-0.6倍)即可获得相同的强度。
Q5:如何避免厚截面和薄截面交接处出现应力开裂?
主要思想是通过厚部分和薄部分之间的平滑过渡来实现渐变。一般来说,1:3 到 1:4 的过渡斜率是可以接受的(即,如果变化从 1.5 毫米到 3 毫米,过渡区至少为 4.5 毫米)。并且,强烈建议内角半径不要小于 0.5 毫米。
问题6:JS Precision可以保证精密电子产品的壁厚公差是多少?
JS Precision使用高精度伺服注塑机与进口三坐标测量机相结合作为其检测过程的一部分。对于中小型精密塑件,我们能够稳定地将实际成型壁厚公差控制在±0.02毫米左右,壁厚均匀性也能保持在3%的偏差水平。
Q7:薄壁精密零件对模具有何要求?
薄壁件高压注塑容易造成模具变形和磨损。因此,模具型腔应采用高硬度、优质钢材(例如加热至HRC 52+的S136),并配备极其精密的排气系统(通道深度0.015毫米-0.02毫米),以免发生烧焦。
问题8:定制模具项目的初始模具成本和注塑单价是多少?
JS Precision 注塑模具的启动成本约为 1,500 美元(DFM 优化成本应减少约 150.1 美元至数美元)。报价非常快,最早可在 24 小时内到达。要获得报价,您只需发送图纸,JS Precision 就会以极快的速度回复报价。
摘要
仔细规划注塑模具厚度是一个系统工程过程,涉及物理流动控制、热冷却和机械强度。保持壁厚相当均匀、精心设计筋条几何形状、通过镂空去除厚截面以及进行全面的模流分析对于缩短开发周期、节省模具修改成本和提高良率至关重要。
您准备好推动大规模生产了吗?不要让隐藏的壁厚缺陷拖累进度。 将 3D 模型文件 (STEP/IGS) 发送至 JS Precision。我们一流的模具专家将立即进行免费的 DFM 评估以及 Moldflow 报告,以换取非常快速、准确的批量生产解决方案。我们保证24小时内锁定最佳方案。

免责声明
本页内容仅供参考。对于 JS Precision Services,对于信息的准确性、完整性或有效性不提供任何明示或暗示的陈述或保证。买方有责任确定具体的技术要求并索取正式的零件报价。请联系我们获取更多信息。
JS精密团队
定制制造解决方案。我们拥有超过 15 年的经验,为 1,000 多家客户提供服务,专注于高精度 CNC 加工、钣金制造、3D印刷、注塑和金属冲压。我们已成功交付超过 300,000 个精密零件,所有定制项目的准时交付率均达到 99.2%。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为 150 个国家/地区的 B2B 客户提供快速、高效和高质量的制造解决方案。无论您需要小批量原型设计还是大规模定制,我们都能以短至 24 小时的交货时间为您的项目提供支持。选择 JS Precision 获得无与伦比的效率、质量和专业精神。
要了解更多信息或提交询价,请访问我们的网站:www.cncprotolabs.com
资源

JS精密
快速原型和快速制造专家
专注于数控加工、3D 打印、聚氨酯铸造、快速模具、注塑成型、金属铸造、钣金和挤压。