

Der Service zur Wandstärkenoptimierung bewertet Kunststoffteildesigns, um eine ordnungsgemäße Fließgleichmäßigkeit sicherzustellen und Einfallstellen zu verhindern. Darüber hinaus hilft diese präzise DFM-Analyse Spritzgießern, die Kühlzyklen um bis zu 30 % zu reduzieren. Der Service zur Wandstärkenoptimierung kann auch schwer zu formende Formen in formbare, wirtschaftliche Teile umformen, die für eine Fertigung mit hoher Ausbeute geeignet sind.
Bei JS Precision basiert unser DFM-Spritzgussservice auf den neuesten Entwicklungen und konzentriert sich direkt auf die Lösung der Probleme, die sich aus Schrumpfungsinkongruenzen und Volumenabweichungen ergeben, um zuverlässige Massenartikel herzustellen.
Kurzreferenz zum Wandstärkenoptimierungsservice
|
Polymerklasse |
Empfohlene Wandstärke |
Rippen-zu-Wand-Verhältnis |
Max. Schergeschwindigkeit |
|---|---|---|---|
|
ABS (High-Flow / FR) |
1,20 – 3,00 mm |
40 % – 50 % (R0,6-Ecke) |
< 50.000 s⁻¹ |
|
PC (hochfest / amorph) |
1,50 – 3,50 mm |
30 % – 40 % (R0,5-Ecke) |
< 40.000 s⁻¹ |
|
PA66 + 30 % GF (kristallin) |
1,00 – 2,50 mm |
35 % – 45 % (R0,8-Ecke) |
< 60.000 s⁻¹ |
Wichtige Erkenntnisse
- Hauptursache für asymmetrischen Verzug: Eine schnelle und dramatische Abnahme der Wandstärke von Teilen über 25 % führt zu einer ungleichmäßigen Volumenschrumpfung, die die physikalische Grundlage für den Verzug von Kunststoffteilen darstellt.
- Rippenschrumpfungsverhinderungsregel: Für die Hauptwanddicke von kristallinen Materialien sollte die Dicke an der Bandbasis auf unter 40 % begrenzt werden, und eine Kehlnaht mit einem Radius von 0,5 mm wird empfohlen, um interne Spannungen und Restspannungen aus der Formung abzubauen.
- Aushöhlung und Optimierung dicker Bereiche: Die massiven Teile, die am schwersten sind, werden vorzugsweise in hohle oder kastenförmige Strukturen umgewandelt und mit Querrippen verstärkt, wodurch 35 % Gewichtsreduzierung und gleichzeitig eine 20 % höhere Biegesteifigkeit erzielt werden.
Warum sollten Sie sich für die kundenspezifischen Formenbaudienstleistungen von JS Precision für die Gestaltung der Wandstärkenverteilung entscheiden?
Wir stützen uns hauptsächlich auf das Spritzgussteam unseres Unternehmens mit mehr als 15 Jahren Erfahrung und verstehen, dass ein echter Partner, der Dienstleistungen zur Wandstärkenoptimierung anbieten kann, über 3D-Fähigkeiten mit geschlossenem Regelkreis verfügen sollte: Materialflusssimulation, Kompensation der Formsteifigkeit und Stabilität des Massenproduktionsprozesses. Aus unserer Erfahrung mit Drohnengehäusen haben wir herausgefunden, dass, wenn ein Design Wandstärkenänderungen von mehr als ~25 % aufweist, Materialien mit hoher Durchflussrate nicht dazu beitragen, dass Verzug allein durch Anpassung des Herstellungsprozesses behoben wird – man muss mit der Lösung des Problems bereits in der Designphase beginnen
ISO 9001:2015, Qualitätsmanagementsysteme, besagt: Eine Organisation soll die notwendigen Prozesse und deren Umsetzung in der gesamten Organisation identifizieren und die Reihenfolge und Interaktion dieser Prozesse bestimmen.
Ausgehend von der Einhaltung dieser Anforderung führen wir bei jedem Projekt zur Wandstärkenoptimierung eine 3-stufige Design for Manufacture (DFM)-Überprüfung durch, sodass die Entscheidungsfindung zur Wandstärke während der gesamten Entwicklung ordnungsgemäß dokumentiert wird.
Wir hatten ein Drohnengehäuseprojekt, bei dem wir die plötzlichen Wandstärkenänderungen von 1,2 mm auf 4,5 mm durch eine gleichbleibende Wandstärke von 1,8 mm ersetzt und Querrippen von 0,8 mm hinzugefügt haben. Der Verzug wurde von 1,5 mm auf <0,1 mm reduziert, die Abkühlzeit wurde von 35 Sekunden auf 21 Sekunden verkürzt und die Produktionskosten sanken um 35 %. Dieser Ansatz wurde in das Projektportfolio zur Wanddickenoptimierung von JS Precision weiterentwickelt, das mehr als 200 Falldateien umfasst.
Laden Sie den DFM-Designleitfaden zur Wandstärkenoptimierung herunter, um Übergangsschrägen, Rippenproportionen und Aushöhlungsstrategien zu beherrschen und Ihnen dabei zu helfen, die technische Tiefe Ihres DFM-Spritzgussservices einzuschätzen.
Wie führen plötzliche Wandstärkenschwankungen zu Verzug und Einfallstellen beim Spritzgießen?
DFM-Spritzgussservice sollte in der Lage sein, das Problem der durch die Änderung der Wandstärke verursachten Abkühlungsratenunterschiede zu bewältigen. Dickere Teile kühlen langsamer ab, während dünnere Teile schneller abkühlen. Dadurch entsteht eine Asymmetrie in Volumenschrumpfung und Eigenspannung. Schließlich kommt es sowohl zu einer Oberflächenschrumpfung als auch zu einer Gesamtverwerfung.
Physikochemische Gründe für Unterschiede in der Volumenschrumpfung
ΔVshrink=α×(Tmelt−Tmold), wobei das griechische Zeichen Alpha (α) der Koeffizient der linearen Ausdehnung ist des Materials, was zeigt, dass je größer der Temperaturunterschied, desto stärker die Schrumpfung aufgrund lokaler Wandstärkenschwankungen.
Am Beispiel von PC beträgt α etwa 70 × 10 ⁻⁶/℃. Wenn der Temperaturunterschied zwischen den dicken und dünnen Bereichen 30 °C erreicht, kann der Unterschied in der Volumenschrumpfungsrate 0,21 % erreichen, was ausreicht, um an einem 100 mm langen Teil einen Verzug von mehr als 0,2 mm zu erzeugen. Vereinfacht ausgedrückt bedeutet dies: Je größer der Unterschied in der Wandstärke und je niedriger die Formtemperatur, desto höher ist das Risiko eines Verzugs.
Vergleich der Übergangslösungen
- Traditioneller Ansatz (direkte Wandverdickung):
Es gibt kein Übergangsdesign, sondern der Bereich ändert die Wandstärke nur allmählich, d. h. es gibt nur das Design mit runden Ecken von einem Teil zum anderen. Die Verschiebung des thermischen Zentrums hin zum Teil mit der dickeren Struktur führt zur Entstehung von Schrumpfungslinien tiefer als 0,3 mm. In extremen Fällen wie diesem kann es auch nach dem Zusammenbau immer noch zu einem Dichtungsversagen aufgrund von Maßabweichungen oder zur Ablehnung des Produkts aufgrund seines Aussehens kommen.
- JS-Präzisionslösung:
Eine glatte, sanfte Neigung (Übergangskegelverhältnis 1:3 bis 1:4) ermöglicht eine gleichmäßige Wärmeverteilung. Der Schrumpfungsgrad beträgt weniger als 0,05 mm, was für unser Auge praktisch nicht sichtbar ist. Außerdem machen wir am Fuß des Übergangsteils ein R von 0,5 mm, um die Spannungen zu verringern.
Kontaktieren Sie sofort die leitenden Formenbauingenieure von JS Precision für eine kostenlose DFM-Bewertung des Wandstärkenübergangs zur Validierung der Konstruktionsgründe Ihres kundenspezifischen Spritzgusslieferanten.
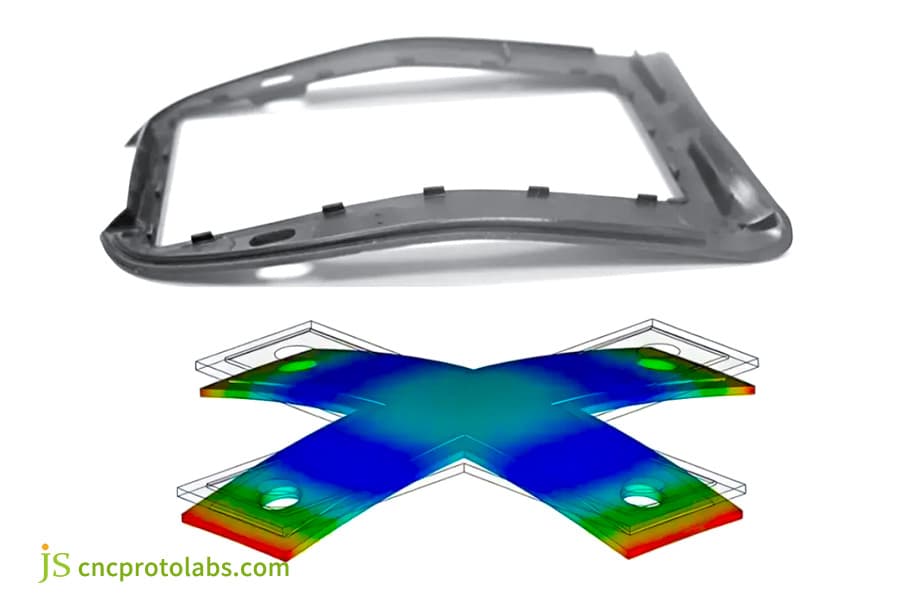
Abbildung 1: Bunte technische Kunststoffharzpellets in Glasröhrchen für Materialtests.
Was sind die minimalen und maximalen Wandstärkengrenzen für gängige Kunststoffharze?
Der Kern des Teildesigns für Formbarkeit besteht darin, die Fließgrenzen verschiedener Harze zu verstehen. Amorphe Kunststoffarten wie PC benötigen eine Wandstärke von mindestens 1,5 mm, um eine Unterfüllung zu vermeiden, während kristalline Kunststoffe wie PP/PA66 unter sehr gut kontrollierten Bedingungen mit sehr feinen Wänden von bis zu 0,8 mm geformt werden können. Dennoch kann bei der Gestaltung der Form der Einfluss der Fließlänge (L/T-Verhältnis) nicht ignoriert werden – wenn L/T größer als der Richtwert ist, kann es zu einer Unterfüllung kommen, selbst wenn die Wandstärke korrekt ist.
Tabelle mit den Wandstärkengrenzwerten für technische Kunststoffe
|
Material |
Mindestwand (mm) |
Max. Wand (mm) |
Empfohlenes L/T-Verhältnis |
|---|---|---|---|
|
PP (Homopolymer) |
0,80 |
3,00 |
150:1 |
|
PA66 + 30 % GF |
1,00 |
2,50 |
100:1 |
|
ABS (High-Flow) |
1,20 |
3,00 |
120:1 |
|
PC (Allzweck) |
1,50 |
3,50 |
80:1 |
|
POM (Copolymer) |
1,00 |
3,00 |
130:1 |
Harz – unerfüllte reine Grenzen
Wenn Sie sich reines PC ansehen, stellen Sie fest, dass es sehr empfindlich auf Schwankungen der Wandstärke reagiert. Unterhalb von 1,0 mm steigt der Strömungswiderstand schnell an, sodass ein Anbrennen aufgrund von Scherüberhitzung wahrscheinlich ist. Außerdem weist PC eine starke Tendenz zur molekularen Orientierung in dünnwandigen Teilen auf, was zu einer anisotropen Schrumpfung und einer höheren Wahrscheinlichkeit von Verwerfungen führt. In der Anfangsphase des Spritzgusswerkzeugservices ist es notwendig, die sichere Wandstärke gemeinsam auf der Grundlage des MFR- und L/T-Verhältnisses festzulegen, anstatt sich ausschließlich auf empirische Schätzungen zu verlassen.
Grenzen glasfaserverstärkter Harze
Polyamid 66 (PA66 + 30 % GF) kontrolliert durch die Verwendung von Glasfasern die Schrumpfung, erhöht aber gleichzeitig die Viskosität. Wenn die Wandstärke weniger als 1,2 mm beträgt, werden Fasern freigelegt (Faserschwimmen), wodurch die Oberfläche sehr rau wird. Schwimmende Fasern zerstören nicht nur das Aussehen, sondern erzeugen auch Spannungskonzentrationspunkte, die die Ermüdungslebensdauer verkürzen.
Durch den kundenspezifischen Formenbau-Service von JS Precision können wir von Anfang an eine angemessene Mindestwandstärke festlegen, die hauptsächlich von einem bestimmten Harztyp und einer bestimmten Glasfaserkonzentration abhängt. Das Risiko von Faserschwimmen wird auch mit der Formflussanalyse bestimmt, sodass eine Nachbearbeitung der Form vermieden wird, die sehr teuer sein kann.

Abbildung 2: Diagramm zur Veranschaulichung der Schrumpfungsursachen beim Spritzgießen und der Ergebnisse verzogener Teile.
Wie können wir Rippen und Zwickel entwerfen, um eine zunehmende globale Wandstärke zu vermeiden?
Die Optimierung des Spritzgussformdesigns hängt im Wesentlichen von der Einführung von Rippen (entspricht 40 % oder 60 % der Hauptwandstärke) und Stützplatten an dünnen Wänden ab, was zu einer erheblich erhöhten strukturellen Festigkeit führt, ohne dass entweder die Gesamtwandstärke erhöht oder die Abkühlzeit verlängert werden muss. Andererseits führen dickere Rippen nicht unbedingt zu besseren Ergebnissen – die dicken Rippen können bis zu einem gewissen Grad zur Entstehung von heißen Stellen an der Wurzel führen, die wiederum zu Schrumpfung führen.
Drei geometrische Hauptregeln für die Rippenversteifung:
- Rippenbasisdicke: Sollte das 0,4- bis 0,6-fache der Hauptwandstärke betragen. Für kristalline Materialien wird ein Mindestwert von 0,4 empfohlen, da dadurch das Schrumpfungsrisiko begrenzt wird.
- Rip-Entformungswinkel: sollte nicht weniger als 0,5° betragen. Bei Tiefen über 10 mm ist ein Entformungswinkel von 1 zu bevorzugen, um ein Anhaften an der Form zu verhindern.
- Radius an der Rippenwurzel: 0,4 mm – 0,8 mm, damit die Spannungskonzentration vermieden werden kann. Ein zu kleiner Radius führt zu Spannungsrissen, wohingegen ein zu großer Radius nicht nur zu einer Schrumpfung führt, sondern sogar die lokale Wandstärke erhöht
Option A (Blinde Verdickung) vs. Option B (JS Precision Rib Optimization)
|
Parameter |
Option A: Gesamtverdickung |
Option B: Rippenoptimierung |
|---|---|---|
|
Hauptwandstärke |
2→4 mm |
2 mm einhalten |
|
Gewichtsveränderung |
+100 % |
+15 % |
|
Abkühlzeit |
12→38 s |
12 s |
|
Steifigkeitsgewinn |
Begrenzt |
+300 % |
|
Senkenrisiko |
Hoch |
Niedrig |
Option B erhöht die Steifigkeit um das Dreifache. Der Grund dafür sind die Rippen, die die Materialien auf die Außenseite der neutralen Achse konzentrieren, wo die maximale Spannung auftritt, anstatt die Materialien homogen über die gesamte Querschnittsfläche zu verteilen. Die Möglichkeit, eine solche Topologieoptimierung zu nutzen, ist das Hauptmerkmal, das Hersteller von Präzisionsformen im Vergleich zu herkömmlichen Formenfabriken auszeichnet.

Abbildung 3: Transparentes kundenspezifisches Kunststoffbauteil mit polierter Oberfläche und Spritzgussform.
Wie kann der Formflussanalysedienst dickebedingte Formfehler vorhersagen und beheben?
Der Formflussanalysedienst simuliert genau den Fluss, den Haltedruck und den Abkühlprozess von geschmolzenem Kunststoff im Formhohlraum, um Schweißnähte, eingeschlossene Luft und Verzug vorherzusagen, die aus ungleichmäßiger Wandstärke resultieren können. JS Precision verwendet die Autodesk Moldflow-Software, um das Spritzgussrisiko zu berechnen. Bedenken Sie jedoch, dass Software nur ein Werkzeug ist. Ihr wahrer Wert spiegelt sich in der Art und Weise wider, wie Ingenieure die Ergebnisse interpretieren und sie in bessere Designs umwandeln.
Hauptergebnisse der Moldflow-Analyse:
- Druckabfallkurve: Bewertet, ob der Endfülldruck hoch genug ist. Im Allgemeinen muss der Endfülldruck mindestens 30 % des Einspritzdrucks betragen, da sonst Kurzschüsse auftreten können.
- Kondensatverhältnis: Überprüft die Schweißnahtfestigkeit und das Erscheinungsbild der Oberfläche. An Stellen, an denen der Kondensatanteil 50 % übersteigt, kann die Schweißnahtfestigkeit auf 60 % der Körperfestigkeit oder weniger sinken
- Kavitationsrisikokarte: Hebt Stellen mit eingeschlossener Luft hervor und hilft bei der Entlüftungskonstruktion. Kavitationsstellen sollten auf Entlüftungskanäle abgestimmt sein. Geschieht dies nicht, kann die eingeschlossene Luft zu Verbrennungen oder Fehlschüssen führen.
Feinabstimmung der Haltedruckkurve und Wandstärke:
Durch die Ermittlung der Wandstärke an dem Punkt, an dem die Haltedruckkurve ihren Gradienten ändert, können Ingenieure die Wandstärke des Teils für eine maximale Haltedruckübertragung optimieren, wodurch die innere Spannung reduziert wird. Angenommen, die Haltedruckkurve fällt bei einer Füllung von 90 % steil ab, was darauf hindeutet, dass das Materialvolumen in diesem Bereich zu klein ist.
Man muss die Wandstärke in diesem Bereich um 0,2–0,3 mm erhöhen, damit die Haltedruckübertragung ordnungsgemäß erreicht wird. Die vom Spritzgusswerkzeugservice bereitgestellte Formflussanalyse ist der letzte Schritt vor der Massenproduktion und auchdie praktischste Möglichkeit, die Anzahl der Testformen zu minimieren.
Wie sollten dicke Kunststoffabschnitte entkernt werden, um das Risiko von Hohlräumen zu eliminieren?
Kundenspezifischer Formenbau umfasst die Erstellung dickwandiger Bereiche, die in gleichmäßig dünnwandige oder sogar doppelwandige Strukturen umgewandelt werden, mit diagonal oder kreuzweise verlaufenden Verstärkungsrippen im Hohlraum zur strukturellen Unterstützung. Beim Abkühlen erstarrt zunächst die Oberfläche, zurück bleibt die Kernschmelze, die sich nach außen hin ausdehnt und zusammenzieht, was zu Hohlräumen und Schrumpfungen führt. Diese Art von Defekt tritt häufig dann auf, wenn die Wandstärke mehr als 4 mm beträgt und die Frage, ob das verwendete Material verwendet wird, keinen Einfluss darauf hat.
Vollzylinder im Vergleich zum ausgehöhlten JS Precision-Design
- Fester Zylinder (Ø10 mm): Das durch die Kunststoffspannung verursachte interne Vakuum führt zu Poren, die die Materialfestigkeit weiter um 40 % verringern und außerdem eine Delle im Inneren verursachen. Porosität ist ein großer struktureller Mangel. Gleichzeitig kommt es häufig vor, dass der schwächste Punkt, der Spannungskorrosion auslöst, auch derjenige ist, der Porosität aufweist.
- JS Precision Hollow-out Design (Ø10 x innen 6 x Wandstärke 2): Wenn es mit 4 Klingenverstärkungen ausgestattet ist, sorgt es für eine hohlraumfreie, glatte Oberfläche im Inneren, eine Erhöhung der Greifkraft (+25 %) und Materialeinsparung (-36 %). Dank dieser Konstruktion wird außerdem die Abkühlzeit von 35 auf 18 Sekunden verkürzt, da durch die gleichmäßige Wandstärke Hotspots vermieden werden.
Sehen Sie sich weitere Erfolgsgeschichten von JS Precision zum Spritzgießen in Industriequalität aus der Praxis an und erfahren Sie, wie ein maßgeschneiderter Formenbau das Risiko von Porosität beseitigt.
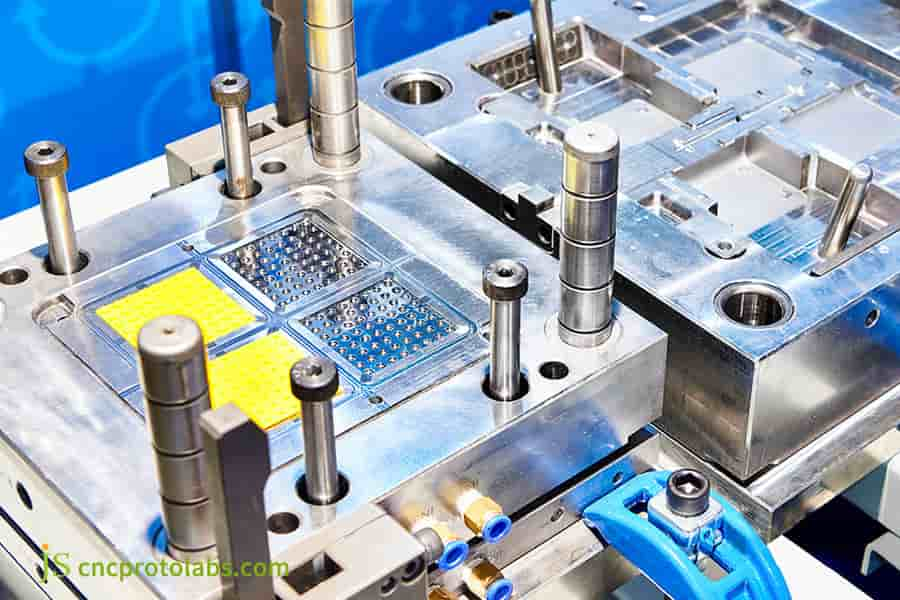
Abbildung 4: Nahaufnahme einer metallischen Spritzgussformkavität mit detailliertem Angussdesign.
Welche geometrische Beziehung besteht zwischen Entformungsschrägen und Wandstärke?
Der Wanddickenoptimierungsservice berücksichtigt immer den Formschrägewinkel. Mit zunehmender Wandstärke oder Hohlraumtiefe steigt auch der Entformungswinkel (normalerweise +0,5°–1° pro Zoll Hohlraumtiefe), um die beim Öffnen der Form und beim Auswerfen entstehenden Haftkräfte zu minimieren. Das liegt daran, dass dickere Wände nach dem Abkühlen stärker schrumpfen, was zu stärkeren Haltekräften im Kern führt.
Empfehlungstabelle für das Verhältnis Wandstärke/Entformungswinkel
|
Wandstärke (mm) |
Hohlraumtiefe (mm) |
Min. empfohlener Entwurf |
|---|---|---|
|
1,0 – 2,0 |
≤10 |
0,5° |
|
2.0 – 3.0 |
10 – 20 |
1,0° |
|
3.0 – 4.0 |
20 – 30 |
1,5° |
|
>4.0 |
>30 |
2,0° + Textur |
Bei Oberflächen mit Sonnenmuster muss die Neigung zusätzlich um 0,5° erhöht werden, da die Textur die Entformungsbeständigkeit erhöht.
Vergleich der Auswurfreibung:
- Ohne oder mit sehr kleinem Entformungswinkel<0,2°. Die Entformung ist zu widerstandsfähig, die Oberfläche weist Kratzer und Auswurfspuren auf und die Fehlerrate erreicht 15 %. Diese Art von Defekt tritt sehr häufig bei dünnwandigen Teilen mit tiefem Hohlraum auf.
- JS Precision Ideal Draft Angle (≥1°+Sonnenmuster): Der Auswurfwiderstand beträgt -70 %, mehr als 99,8 % Ausbeute. Durch die Reduzierung der Anzahl der Auswerferstifte führen optimierte Formschrägen auch zu geringeren Formkosten.
Welche Werkzeugherausforderungen gibt es bei der Herstellung dünnwandiger Kunststoffkomponenten?
Dünnwandige Kunststoffkomponenten erfordern Formen aus Formstahl mit hoher Härte, Genauigkeit im Entlüftungssystem und hoher Druckfähigkeit. Beim dünnwandigen Spritzgießen sind Spritzeinheiten auf eine sehr hohe Geschwindigkeit (>500 mm/s+) eingestellt und es ist ein hoher Einspritzdruck (>2000 bar+) erforderlich. Formen dieser Art müssen dem hohen Druck standhalten und über ein hochpräzises Belüftungssystem verfügen.
Kondensations- und Entlüftungskontrolle bei ultradünnen Teilen
Geheimregel für die Tiefe der Entlüftungsnut: zu tief -> blinkend, zu klein -> Luft kann nicht entweichen und der Kunststoff verbrennt (Dieseleffekt). JS Precision hält die Tiefe der belüfteten Nut bei 0,015–0,02 mm. S136-Spiegelstahl (≥HRC 52) wird ausgewählt, um Formermüdungsverschleiß durch den Formbetrieb sowohl unter Hochfrequenz- als auch unter Hochdruckbedingungen zu verhindern und gleichzeitig die Zuverlässigkeit des Entlüftungssystems zu gewährleisten.
S136 HRC52+ Formstahlauswahl
Einfach ausgedrückt kann das Hochdruckspritzen dünnwandiger Teile zu Formverschleiß und sogar Verformung führen. Der Hohlraum besteht aus S136 bei HRC 52+ zusammen mit einem hochpräzisen Entlüftungssystem.
In einem solchen Fall bleibt die Wanddickentoleranz nach 500.000 Formzyklen ±0,02 mm. Im Gegensatz dazu kann es bei normalem Formenstahl (z. B. P20 bei HRC 30) bereits nach 100.000 Zyklen zu Oberflächenverschleiß kommen, der Gratbildung und Dimensionsveränderungen verursacht.
Die Genauigkeit der Formwerkzeugherstellung bestimmt direkt den Erfolg oder Misserfolg dünnwandiger Teile. JS Precision verwendet bei den Werkzeugen langsames Drahterodieren und Spiegelerodieren, sodass alle belüfteten Nuten die gleiche Tiefe haben und die Trennflächen sehr gut passen.
Konsultieren Sie einen JS Precision-Experten für den Formenbau persönlich für Ihr dünnwandiges Projekt und erhalten Sie eine maßgeschneiderte Lösung für dünnwandige Kunststoffkomponenten.
Wie JS Precision für ein B2B-UAV-Chassis Verzug beseitigte und die Werkzeugkosten um 35 % senkte
Ein kommerzieller UAV-Käufer beobachtete eine unerwartete Änderung der Wandstärke der Hülle von 1,2 auf 4,5 mm, die nach dem Einspritzvorgang zu einem Verzug von 1,5 mm führte, dies machte es unmöglich, den engen Montagespalt herzustellen. Zuvor versuchte der Kunde, die Parameter des Prozesses zu optimieren, was zu einer Erhöhung des Haltedrucks und einer Verringerung der Formtemperatur führte, aber der Verzug wurde nur um 0,3 mm minimiert, was immer noch weit unter der für die Baugruppe erforderlichen 0,2 mm liegt.
Herausforderungen der Kunden und ihre Ursachen
- Herausforderung: Die Wandstärke der Multi-Cavity-Hülle veränderte sich dramatisch von 1,2 auf 4,5 mm, was zu einem Verzug von 1,5 mm und dem vollständigen Versagen der Baugruppe führte. Das ursprüngliche Design sah eine Wandstärke von 4,5 mm im Bereich des Batteriefachs vor, während der Rand nur 1,2 mm betrug.
- Grundursache: Langsames Abkühlen in der dicken Zone und schnelles Abkühlen in der dünnen Zone verursachten einen erheblichen Unterschied in der Volumenschrumpfungsrate plus der Restspannung. Die Formflussanalyse ergab, dass der Temperaturunterschied zwischen den verschiedenen Bereichen bis zu 40 °C betrug, was zu einem Unterschied in der Schrumpfrate von 0,35 % führte.
JS-Präzisionslösung
- Neugestaltung: Im 3D-DFM wurde die dicke Schalenwand ausgehöhlt, sodass die Hauptwandstärke insgesamt 1,8 mm betrug (±5 % zulässige Abweichung). Bei der Neugestaltung wurde das Batteriefach in eine Hohlstruktur mit einer Verstärkung aus kreuzförmigen Rippen umgewandelt.
- Rippenverstärkung: Verstärkungsrippen, 0,8 mm dick und 1° abgewinkelt, wurden an Spannungskonzentrationsstellen verteilt, wobei der Rippenabstand innerhalb von 8 mm gehalten wurde, um eine gleichmäßige Unterstützung zu gewährleisten.
- Formflusstest: Der Anguss wurde vom Dünnwandbereich in einen Mittelbereich mit ausgeglichener Wandstärke verschoben, sodass die Scherrate in der Form <45.000⁻¹s beträgt. Durch die Optimierung der Anordnung der Kühlwasserkanäle war zu diesem Zeitpunkt eine Formtemperaturgleichmäßigkeit von ±2℃ erreichbar.
Gelernte Erkenntnisse:
Die erste Version hatte mit 1,0 mm sehr dünne Rippen. Dadurch kam es zu Lufteinschlüssen und der Kunststoff wurde beim Hochdruckeinspritzen stark beschädigt. In der zweiten Runde wurde die Rippenbreite auf 0,8 mm verringert und lediglich eine 0,015 mm tiefere Überlaufrille hinzugefügt, die auch den Durchgang des Angusskanals freigab. Dieses Beispiel zeigt, dass die Dicke der Rippen nicht immer bedeutet, dass die dünnere die beste Wahl ist, ein Grund dafür, dass die Rippen zu dünn sind, um das Fließen der Schmelze zu ermöglichen, und dass es zu Lufteinschlüssen kommt.
ISO 294-3:2020 erwähnt: Spritzgegossene Proben müssen unter kontrollierten Prozessbedingungen hergestellt werden und wichtige Prozessparameter (Packungsdruck, Formtemperatur, Scherrate) müssen aufgezeichnet und validiert werden.
Um die Anforderungen zu erfüllen, verwendeten wir einen Punkt, an dem die Kurve des Packungsdrucks ihre Richtung geändert hatte, und eine Scherrate von unter 45.000⁻¹s als unser strenges Endabnahmekriterium in der Probeformphase des UAV-Gehäuses, und dies wurde als Grund für den großen Erfolg der Probeformung nach der zweiten Runde der Überlaufnutmodifikationen identifiziert.
Endergebnisse (Datenreferenzen)
- Abkühlzeit: 35→21 Sekunden (-40 %)
- Verzug: 1,5 →<0,1 mm (-93 %)
- Formlebensdauer: Verdoppelt (von 250.000 Formzyklen auf 500.000 Formzyklen)
- Gesamtkosten pro Artikel: um -35 % gesunken (Materialeinsparungen + schnellere Zykluszeit + Ausschussrate wurde von 8 % auf 0,5 % gesenkt)
Kundenmeinung: Durch die DFM-Verbesserung hat JS Precision es uns ermöglicht, Hunderttausende Dollar an Kosten für Formmodifikationen einzusparen.
Besorgen Sie sich DFM-Optimierungslösungen und Testformberichte für ähnliche Drohnengehäuse, laden Sie Zeichnungen auf JS Precision hoch und erhalten Sie eine kostenlose Bewertung und Spritzgussangebot innerhalb von 24 Stunden.
Warum sollten Sie JS Precision als Ihren Partner für den Spritzguss-Werkzeugservice wählen?
Als Experten für One-Stop-Manufacturing helfen wir Herstellern mit unseren Moldflow-Simulationen und DFM-Fähigkeiten, die das Ergebnis eines großen Erfahrungsschatzes über viele Jahre sind, Herstellern dabei, Fehler in den frühen Phasen der Konstruktion zu vermeiden. Dadurch können Mängel frühzeitig erkannt werden, was zu erheblichen Zeit- und Kosteneinsparungen führt. Unsere Fertigungspartner in der Automobil-, Medizin- und Unterhaltungselektronikindustrie haben bereits über 5.000 Formen erhalten, darunter mehr als 200 Projekte zur Wandstärkenoptimierung.
20 Jahre Ingenieurskunst und mehr als 5.000 Projekte
Wir haben eine umfassende Auswahl an Rohstoffen einschließlich ABS/PC/PA66/PEI auf Lager und können Produkte auf Basis extrem dünner Wandstärken von nur 0,8 mm bis hin zu 10 mm Dicke und vollständig ausgehöhlten Wänden liefern.
Im Laufe der Jahre haben wir eine beispiellose Fähigkeit erlangt, Probleme bei der Herstellung von Formenwerkzeugen vorherzusagen, indem wir einfach Fehler visualisieren. Daher führen wir jetzt einen Katalog mit Details zu mehr als 300 verschiedenen Formen, bei denen Probleme auftreten können, so dass wir Probleme finden können, bevor die Produktion beginnt. Als ein Beispiel dafür prüfen wir routinemäßig die Möglichkeit von Faserschwimmen in glasfaserverstärkten Kunststoffen und schlagen Änderungen der Wandstärke vor, wenn wir in der Design for Manufacturing (DFM)-Phase einen Herstellbarkeitsbericht erstellen.
Inspektionskapazitäten und Lieferstandards
- Qualitätsgesichertes Produktionssystem nach ISO 9001:2015, einschließlich der Lieferung eines Prüfberichts über die gesamten Abmessungen für jedes Los an jeden Kunden.
- Prüfung mit Zeiss-Koordinatenmessgerät und Wanddickenabweichung mit einer Genauigkeit von ±0,01 mm.
- Bereitstellung einer kostenlosen DFM- und Moldflow-Analyse zusammen mit einem Angebot einschließlich vorgeschlagener Änderungen und Risikowarnungen.
Unser Hauptziel bei der Lieferung von Spritzgusswerkzeugen ist, dass ein erster Probeguss ein Erfolg wird und nicht nur, dass es sich um ein realisierbares Produkt handelt. Anhand unserer historischen Daten stellte sich eindeutig heraus, dass die Formen, die vollständig auf DFM und Formfluss analysiert wurden, beim ersten Versuch eine Erfolgsquote von 92 % aufwiesen, was weit über dem Branchendurchschnitt von 65 % liegt.
FAQs
F1: Erhebt JS Precision Gebühren für Wanddickenoptimierung und Design for Manufacturing (DFM)-Dienstleistungen?
JS Precision bietet Wanddickenoptimierung und Design for Manufacturing (DFM)-Analysedienste völlig kostenlos an. Sie müssen uns lediglich Ihre 3D-CAD-Datei (STEP/IGS) senden. Wir lassen dann Ihren Formenbau-Experten einen vollständigen DFM-Bericht erstellen und Ihnen zusenden, der eine Moldflow-Analyse und Empfehlungen zur Teilemodifikation enthält, und unterbreiten Ihnen sogar innerhalb von 24 Stunden ein kostenloses Angebot.
F2: Warum ist eine ungleichmäßige Wandstärke eine Ursache für Einfallstellen auf der Oberfläche?
Unterschiedlich dicke Wandbereiche führen zu Schwankungen in der Abkühlgeschwindigkeit, wobei der dicke Wandbereich im Vergleich zum äußeren gefrorenen Hautbereich langsamer abkühlt. Wenn das innere Harz zuletzt aushärtet und sich einzieht, folgt bei noch weichem Außengehäuse diese äußere Kunststoffhaut der Schrumpfung, was zum Einziehen von Oberflächenmaterial und zur Bildung einer Vertiefung (Schrumpfstelle) am Kunststoffteil führt.
F3: Was sind die Designrichtlinien für den Dickenunterschied zwischen Harzen mit hoher und geringer Fließfähigkeit?
Die hochfließfähigen Materialien wie PP, PE und PA66 sind leichter zu schmelzen, daher kann ihre Wandstärke auf nur 0,8 mm ausgelegt werden, im Gegensatz dazu sollte es bei den hochviskosen, weniger fließfähigen Materialien wie PC, PMMA oder PEI zu Materialknappheit kommen, wenn sie dünnwandig sind, daher sollte die Mindestwandstärke nicht weniger als 1,5 mm betragen.
F4: Wie können die Teile verstärkt werden, ohne die Wandstärke zu erhöhen?
Es besteht keine Notwendigkeit, die Wandstärke zu erhöhen, da wir an schwachen Stellen Verstärkungsrippen (mit einer Höhe des Dreifachen der Wandstärke) oder Zwickel (0,4-0,6-fache der Dicke der Hauptwand) einfügen können, um die gleiche Festigkeit zu erreichen.
F5: Was kann getan werden, um Spannungsrisse zu vermeiden, die an der Schnittstelle zwischen dickem und dünnem Abschnitt auftreten?
Die Hauptidee besteht darin, durch einen sanften Übergang zwischen den dicken und dünnen Abschnitten eine schrittweise Änderung herbeizuführen. Im Allgemeinen ist eine Übergangsneigung von 1:3 bis 1:4 akzeptabel (d. h. eine Übergangszone von mindestens 4,5 mm, wenn die Änderung von 1,5 mm auf 3 mm beträgt). Und es wird dringend empfohlen, dass der Inneneckenradius nicht weniger als 0,5 mm beträgt.
F6: Welche Wandstärkentoleranzen kann JS Precision für präzise Elektronik garantieren?
JS Precision verwendet im Rahmen seines Inspektionsprozesses eine hochpräzise Servospritzgussmaschine in Kombination mit einem importierten KMG. Bei kleinen bis mittelgroßen Präzisionskunststoffteilen sind wir in der Lage, die tatsächlich geformte Wandstärkentoleranz innerhalb von etwa ±0,02 mm stabil zu kontrollieren und können auch die Gleichmäßigkeit der Wandstärke bei einer Abweichung von 3 % aufrechterhalten.
F7: Was sind die Anforderungen an Formwerkzeuge für dünnwandige Präzisionskomponenten?
Das Hochdruckspritzgießen dünnwandiger Teile führt leicht zu Formverformungen und Verschleiß. Daher sollte der Formhohlraum aus hochwertigem Stahl mit hoher Härte (z. B. S136, erhitzt auf HRC 52+) bestehen und mit einem äußerst präzisen Entlüftungssystem (Kanaltiefe 0,015 mm – 0,02 mm) ausgestattet sein, um ein Anbrennen zu verhindern.
F8: Wie hoch sind die anfänglichen Werkzeugkosten und der Preis der Spritzeinheit für ein kundenspezifisches Formprojekt?
Die Kosten für den Start einer JS Precision-Spritzgussform betragen etwa 1.500 US-Dollar (die DFM-Optimierung sollte etwa 150,1 US-Dollar bis mehrere US-Dollar kosten). Die Angebote sind sehr schnell und können bereits innerhalb von 24 Stunden eingehen. Um ein Angebot zu erhalten, müssen Sie nur Ihre Zeichnungen einsenden und JS Precision wird Ihnen in Windeseile ein Angebot unterbreiten.
Zusammenfassung
Eine sorgfältige Planung der Dicke der Spritzgussform ist ein systematischer technischer Prozess, der die physikalische Strömungskontrolle, thermische Kühlung und mechanische Festigkeit umfasst. Eine einigermaßen gleichmäßige Wandstärke, eine sorgfältige Gestaltung der Rippengeometrie, das Entfernen dicker Abschnitte durch Aushöhlung und die Durchführung umfassender Formflussanalysen sind unerlässlich, um Entwicklungszyklen zu verkürzen, Kosten für Formmodifikationen zu sparen und die Ausbeute zu erhöhen.
Sind Sie bereit, die Massenproduktion voranzutreiben? Lassen Sie nicht zu, dass versteckte Wanddickenmängel den Fortschritt behindern. Senden Sie Ihre 3D-Modelldateien (STEP/IGS) an JS Precision. Unsere erstklassigen Formenexperten führen umgehend eine kostenlose DFM-Bewertung sowie einen Moldflow-Bericht durch und erhalten im Gegenzug eine sehr schnelle und genaue Lösung für die Massenproduktion. Wir garantieren, dass die beste Lösung innerhalb von 24 Stunden bereitgestellt wird.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. Für JS Precision Services gibt es keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es liegt in der Verantwortung des Käufers, spezifische technische Anforderungen zu ermitteln und ein formelles Teileangebot anzufordern. Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision Team
Maßgeschneiderte Fertigungslösungen. Mit über 15 Jahren Erfahrung in der Betreuung von mehr als 1.000 Kunden sind wir auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss und Metallstanzen. Nachdem wir über 300.000 Präzisionsteile erfolgreich geliefert haben, können wir bei allen kundenspezifischen Projekten eine Pünktlichkeitsquote von 99,2 % gewährleisten.
Unsere Anlage ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir liefern schnelle, effiziente und qualitativ hochwertige Fertigungslösungen für B2B-Kunden in 150 Ländern. Ganz gleich, ob Sie Kleinserien-Prototyping oder groß angelegte Individualisierungen benötigen, wir unterstützen Ihr Projekt mit Vorlaufzeiten von nur 24 Stunden. Wählen Sie JS Precision für beispiellose Effizienz, Qualität und Professionalität.
Um mehr zu erfahren oder Ihre Angebotsanfrage einzureichen, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

