<頭>
|
プロパティ
|
PEEK 未充填 (450G)
|
PEEK GF30 (450GL30)
|
ピーク CF30 (450CF30)
|
<本体>
|
引張強さ (MPa)
|
97–110
|
160–180
|
230~250
|
|
破断点伸び (%)
|
25 ~ 50
|
2–4
|
1 ~ 3
|
|
曲げ弾性率 (GPa)
|
3.6–4.1
|
12 ~ 14
|
20–24
|
|
HDT @1.8MPa (°C)
|
148
|
330
|
335
|
|
熱伝導率 (W/m·K)
|
0.25
|
0.35
|
0.92
|
|
表面抵抗率 (Ω·cm)
|
>10¹⁴
|
>10¹⁴
|
103–10⁵
|
|
収縮 (%)
|
1.2 ~ 2.5
|
0.3 ~ 0.8
|
0.1 ~ 0.5
|
IF-THEN ルールの選択
- 動作温度 >200℃、静荷重の場合→GF30。 高精度 PEEK 射出成形サービスは、かなり完全なプロセス パラメータ ライブラリを備えているため、このグレードを使用できます。
- 動的/摩擦関連の場合→CF30。 CF30 は、PEEK プラスチック部品成形品の中で最も耐摩耗性の高いタイプです。
- 媒体が高温の水/酸/アルカリであり、補強が必要ない場合は、基材のみを使用します。
- 肉厚 <1.0mm の場合→CF30。 CF30 を使用すると、充填完全性率がバージン材料より 15% 高くなります。
コストの見積もりと金型サービス
- コストは、バージン素材の場合は 600~900/kg、GF30 は 700~1,000/kg、CF30 は 900~1,400/kg です。
- CF30 は金型に負担がかかるため、GF30 よりも約 30% 頻繁にメンテナンスする必要があるため、トレードオフを考慮する必要があります。 PEEK 射出成形ツールの材料は、強化グレードに適合している必要があります。
高温 PEEK 射出成形ツールの一般的な欠陥はどのように体系的に防止されますか?
PEEK 射出成形金型の一般的な欠陥には、反り、収縮マーク、ウェルド ライン、シルバー ストリーク、気孔、焼き跡などがあります。中心的な予防戦略は、金型温度 160℃ 以上、十分な保持圧力、均一な冷却、完全な乾燥、マイクロベントです。
一般的な欠陥の種類と防止しきい値
- 反り: 根本的な原因は、金型表面の温度差が 5℃ を超えることです。防止閾値: 温度差を ±3℃ 以内に制御する形状追従冷却、肉厚変化率 <25%
- 収縮マークと気孔率: 根本的な原因は、厚い壁 (>4mm) に対する保持圧力が不十分であることです。予防策: 保持圧力 ≥80 MPa、ゲートが固化するまでの保持時間 (5 ~ 10 秒)、肉厚 >6 mm の軽量化穴。高精度 PEEK 射出成形サービスでは±2 MPa の正確な保持圧力パラメータが必要
- ウェルド ラインの強度が不十分: 根本原因は、2 つのメルト ストリームの合流温度が 360℃を 20℃ 以上超えていることです。予防策:ウェルド ラインの金型温度を 180℃ 以上にし、ゲートを移動してウェルド ラインを非耐荷重領域から 5 mm 以上オフセットし、通気を追加します。
- シルバーの縞模様: 根本的な原因は、水分含有量 > 0.02% です。 予防: 150℃、露点 ≤-40℃ で 4 時間乾燥させてください。
- 内部多孔性: 根本的な原因は、通気されていない揮発性ガスです。 予防策: 背圧 0.5 ~ 1.0 MPa、スクリュー速度 ≤ 60 rpm。
- 火傷: 根本的な原因は、閉じ込められたガスの圧縮温度が 450℃ を超えていることです。 予防策: 通気溝の深さ 0.02 mm、幅 5 mm、エンドインサートの通気 (キャビティ突出部の面積 0.5% ~ 1%)。
- 簡単な解決策: 根本的な原因は射出速度が不十分であることです。 予防策: 薄肉部品の速度 ≥120 mm/s、実際のバレル温度 ≥380℃、ノズル加熱出力 >2.5 kW。
体系的な予防戦略
コンフォーマルな冷却チャネル、金型表面の温度差 ≤±3℃、通気溝の深さ 0.01 ~ 0.03 mm、幅 3 ~ 5 mm、Moldflow を使用して解析されたゲート位置を採用してウェルド ラインが荷重がかかる領域を避けるようにします。 PEEK プラスチック部品成形の金型設計には、通気システムのシミュレーションを含める必要があります。
乾燥条件 150℃×4 時間、含水率 ≤0.02%、溶融温度 360 ~ 400℃、金型温度 160 ~ 200℃、射出圧力 83 ~ 124 MPa、保持圧力 55 ~ 110 MPa、冷却時間は肉厚の 2 乗 (t_cool ∝ t_wall²) で決まります。
キャビティ圧力センサーは保持圧力曲線をリアルタイムで監視し、SPC は臨界寸法 Cpk を 1.33 以上に制御します。 各バッチの最初のピースは全次元検査を受け、設計にフィードバックするために欠陥データベースが確立されます。
JS Precision は、自動車用ウォーター ポンプ インペラの金属を置き換えるために PEEK コンポーネント製造をどのように使用していますか?
JS Precision は、新エネルギー車会社の ADC12 アルミニウム合金 CNC 加工電動ウォーター ポンプ インペラ (320g、ブレード厚 0.8mm) の Tier 1 サプライヤーを PEEK 450G に再設計しました 射出成形インペラ (重量 95g、重量 70.3% 削減)。8000rpm のダイナミック バランシング G2.5 グレードおよび 120℃ クーラント耐食性試験条件に適合します。
お客様の課題
- 電気化学腐食:エチレン グリコール/水冷媒 (pH 8 ~ 10、温度 90 ~ 115℃) 中のアルミニウム合金はアルミナ粒子を生成し、ベアリングを詰まらせ、 最終的に 3.8% の故障率 をもたらします (業界要件 < 0.5%)
- 高い加工コスト: ダイカストと CNC 仕上げの合計コストは 1 個あたり 38 で、年間コストは 3,040,000 となります。
- 低い動的バランスの一貫性: ダイカストの肉厚偏差は 0.15 mm、CNC 軽量化後の合格率はわずか 92.5% です。
JS プレシジョン ソリューション
Victrex PEEK 450G 純粋な素材がベースとして選択されています。エチレングリコールと水 (1:1) を含む媒体に 120℃ で 1000 時間浸漬した場合、 この材料は腐食の兆候を示さずに初期の引張強さの 98.5% を保持しました。 PEEK 射出成形サービスの材料検証は、プロジェクト計画における重要なステップです。
3 プレートモールド構造。 収縮率は流れ方向に 1.3%、横方向に 1.7% です。ニードルバルブを備えたシングルポイントセンターホットランナーで、 8 枚のブレードの先端にリング状の通気溝(深さ0.02mm、幅3mm)が設けられています。コンフォーマル冷却はインペラの表面に沿って設定され、金型の表面温度差は ≤2.8℃でした。
学んだ教訓:
- T1 ショート ショット: 射出速度を 100 mm/s に設定すると、メルト フロントが 0.8 mm ブレード先端に到達すると、温度が 365℃ まで低下しました。
修正措置: 速度が 130 mm/s に増加し、加速度が 50 mm/s になり、ショート ショット率が 15% から 0.5% に減少しました。
- T2 ダイナミック バランス G6.3: センター ゲートからのランナー直径は 6 mm で、過度のせん断加熱によりゲート近くの異常な局所収縮が発生しました。
修正: ランナー直径は 8 mm に増加し、0.02 mm の環状通気溝もゲートに面して追加され、ダイナミック バランスが G2.5 に改善されました。
<ブロック引用>
ISO 178:2019 プラスチック、曲げ特性の決定には次のように明確に記載されています: 曲げ試験は、スパン対厚さの比が 16:1 であることが好ましい標準試験片を使用して実行されるものとします。
この規格に適合させるため、羽根車試作時の羽根根元曲げ強度が母材の85%を合格基準としました。そして構造的な信頼性も確保されました。 高性能ポリマー成形品の検証システムは、国際規格に対してベンチマークされるものとします。
最終結果
- 部品重量: 95g (元のアルミニウム合金製は 320g)、重量はほぼ 70% 削減されました。
- 寸法精度:刃厚 0.80.04mm、取付穴位置 0.03mm、平面度 0.03mm。
- 単価: $3.20 (当初は CNC ソリューション $38)、年間費用 $256,000 (当初 $3,040,000)、節約率 91.6%。
- 金型投資: $52,000 (ホット ランナーとコンフォーマル冷却を含む)、回収期間は約 2.2 か月
- 耐食性テスト: 120℃の冷却液中を 1000 時間循環させても、腐食生成物はなく、重量変化は -0.02% です。
- ダイナミック バランス合格率: 99.8% (当初の CNC は 92.5%)。
同様の PEEK インペラ DFM 最適化ソリューションとコストの比較レポートを入手します。 JS Precision に図面をアップロードすると、24 時間以内に無料の評価と PEEK コンポーネント製造の見積もりが届きます。
よくある質問
Q1: PEEK 射出成形は連続生産でどの程度の寸法公差を確実に実現できますか?
バッチ生産公差は ±0.05 mm で、重要な合わせ面の収縮は ±0.03 mm まで補正できます。これはCPK≧1.33、合格率>99.99% を意味します。 実際、PEEK 部品製造の精度は、金属代替ケースの主要部分に適合するのにすでに十分です。
Q2: 射出成形された PEEK には、同じ材料の機械加工品と同じ機械的特性があると考えるべきですか?
静的機械特性の違いは約 5% です。ウェルド ライン領域の周囲の強度は通常 15% ~ 25% 低下します。 JS Precision は、ウェルド ラインが非耐荷重領域から少なくとも 5 mm 離れて製品が弱まらないように、ゲートの配置に慎重に取り組んでいます。ウェルド ラインの管理は、当社の PEEK 射出成形サービスをこれほど高品質にする決定的な要素の 1 つです。
Q3: 未充填グレードと強化グレードを比較した場合、PEEK の射出成形金型はどのくらい長持ちしますか?
S136H (HRC 52) 工具を使用した純粋なグレードの PEEK は約 500,000 ~ 1,000,000 の成形サイクルに耐えます。H13+TiN コーティングされた工具を使用した強化 GF30/CF30 グレードの場合は 300,000 ~ 500,000 サイクルであり、これらの制限を超えた後はさらなる修理が必要になります。
Q4: PEEK 射出成形の最小注文数量 (MOQ) はいくらですか? それを決定する要因は何ですか?
金型料金の支払いが完了すると、MOQ は 2,000 個まで下がる可能性があります。 年間要件が 5,000 部品未満の場合、CNC/射出成形ジョイント ソリューションが最適な選択肢となる可能性があります。
Q5: 用途に 30% ガラス充填 (GF30) PEEK と 30% (CF30) PEEK のどちらを選択する場合、どのような考慮事項がありますか?
CF30 は GF30 よりも優れた熱伝導体 (熱伝導率 0.92 対 0.35 W/m・K) であるため、金型温度が数度高い部品の場合、CF30 は 10 ~ 15℃ を節約できます。 CF30 では射出圧力を 10 ~ 15 MPa 低くすることもできますが摩耗性は高くなります。摩擦または熱放散のケースには CF30 を、静荷重または寸法精度のシナリオには GF30 を選択する必要があります。
Q6: PEEK 部品の成形後アニーリングは必要ですか?また、どのような条件下でアニーリングが義務付けられますか?
肉厚が 4 mm を超える部品、または動作温度が 200℃ を超える部品にはアニーリングが必要です。アニーリングには、部品を 200℃ で 1 ~ 2 時間保持し、その後 20℃/h でゆっくり冷却することが含まれます。アニーリングにより、最大 0.05% ~ 0.10% の寸法変化が発生する可能性があります。
Q7: JS Precision は、PEEK 射出成形において他のサプライヤーに比べてどのような利点を提供していますか?
PEEK 射出成形プロバイダーとして、JS Precision は自社のワークショップ (リードタイム 4 ~ 6 週間) を所有し、1,500 以上のプロジェクト (2 ~ 3 回の試作成形) のプロセスを持ち、AS9100D/IATF 16949 認証を取得することで最高の品質基準を満たしています (Cpk ≥ 1.33)。また、年間 500 万個以上の部品を供給し、無料の DFM 評価を提供し、48 時間という非常に速い見積り所要時間を提供します。
Q8: JS プレシジョンの PEEK 射出成形サービスの見積もりにはどのような内訳項目が含まれていますか?
お見積りには、金型費、材料費(正味重量 x 1.03 廃棄係数)、射出成形加工費、二次加工費、梱包・輸送費、一次検査報告書費の 6 項目が含まれます。無料の DFM 評価を受けるには、図面を送信してください。金属射出成形に代わるプラスチックの見積もりには、ライフサイクル コスト全体が含まれている必要があります。
概要
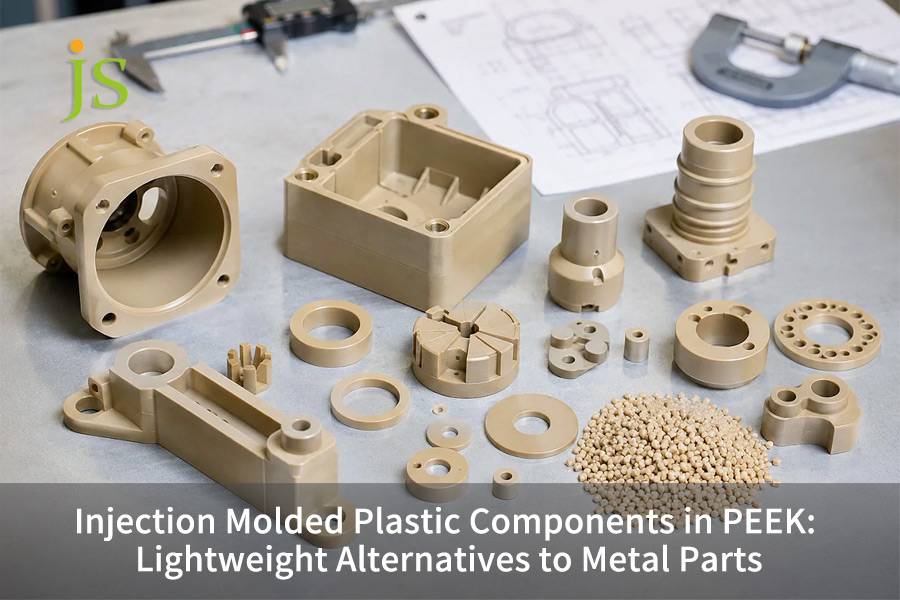
PEEK 射出成形は、自動車、航空宇宙、石油およびガス、半導体、医療分野でアルミニウム合金、ステンレス鋼、銅合金などの金属を大規模に置き換えています。この記事では、機械的比較、プロセス ウィンドウ、金型硬度要件、収縮異方性、3 つの主要なレベルの選択ルール、および 7 種類の欠陥防止しきい値の 7 つの側面から金属を置き換える PEEK 射出成形に関する完全なエンジニアリング意思決定フレームワークを提供します。
PEEK 射出成形サービスの正確な見積もりが必要ですか? JS Precision に部品図面 (STEP/IGS 形式) を送信してください。48 時間以内に無料の DFM 評価レポートをお送りします。このレポートには、推奨 PEEK グレード、収縮補償スキーム、初期金型構造計画、および詳細な見積もり (金型料金 + 単価) が含まれます。今すぐ CAD 図面を送信して、無料の技術評価と見積もりを受け取ります。

免責事項
このページの内容は情報提供のみを目的としています。 JS Precision Services については、情報の正確性、完全性、有効性について、明示的か黙示的かを問わず、いかなる表明や保証もありません。特定の技術要件を特定し、正式な部品見積をリクエストするのは購入者の責任です。詳細については、お問い合わせください。
JS プレシジョン チーム
カスタム製造ソリューション。 1,000 社以上の顧客にサービスを提供してきた 15 年以上の経験を持つ当社は、高精度のCNC 加工、板金加工、3D プリント、射出成形、および金属スタンピング。 300,000 個を超える精密部品の納入に成功し、すべてのカスタム プロジェクトにわたって 99.2% の期日通り納入率を維持しています。
当社の施設には 100 台を超える最先端の 5 軸マシニング センターが備えられており、ISO 9001:2015 認証を取得しています。当社は、150 か国の B2B クライアントに、高速、効率的、高品質の製造ソリューションを提供しています。少量のプロトタイピングが必要な場合でも、大規模なカスタマイズが必要な場合でも、当社は最短 24 時間のリードタイムでプロジェクトをサポートします。比類のない効率、品質、プロフェッショナリズムを実現するには、JS Precision をお選びください。
詳細を確認するか、RFQ を送信するには、当社の Web サイトにアクセスしてください: www.cncprotolabs.com
リソース

JSプレシジョン
ラピッドプロトタイピングとラピッドマニュファクチャリングのエキスパート
CNC機械加工、3Dプリント、ウレタン鋳造、ラピッドツーリング、射出成形、金属鋳造、板金、押出成形を専門としています。