
PEEK-Spritzgussservice ist in der Lage, hochpräzise leichte Komponenten herzustellen, die metallische Komponenten mit einer Zugfestigkeit von 97–200 MPa und einer Dauerbetriebstemperatur von 250 ℃ ersetzen. PEEK ist einer der leichtesten Thermoplaste mit einer Dichte von 1,32 g/cm – 50 % leichter als Aluminiumlegierungen und 70 % leichter als Stahl, bietet aber dennoch eine außergewöhnliche Chemikalien- und Verschleißbeständigkeit. Aufgrund seiner herausragenden Eigenschaften wird PEEK zunehmend als Metallersatz beim Spritzgießen für die Luft- und Raumfahrt-, Automobil-, Halbleiter- und Öl- und Gasindustrie eingesetzt.
Kurzreferenz zum PEEK-Spritzgussservice
|
Kernfrage |
Schlüsselantwort |
|---|---|
|
Kann PEEK Metall ersetzen? |
Ja. Zugfestigkeit 97–200 MPa, Dichte 1,32 g/cm³, Dauereinsatz 250°C. Überlegenes Verhältnis von Festigkeit zu Gewicht im Vergleich zu den meisten Metallen. |
|
Welche Präzision kann durch PEEK-Injektion erreicht werden? |
Toleranz ±0,05 mm (±0,002 Zoll). Kompensation der Formschrumpfung bei 1,2–2,5 % erforderlich. |
|
Kosten vs. Metallbearbeitung? |
Bei hohen Stückzahlen betragen die Kosten für die Spritzeinheit 1/25 der CNC-Kosten. Erstinvestition in die Form: 25.000–150.000 US-Dollar. |
|
Verfügbare verstärkte Typen? |
Ungefüllt, 30 % glasgefüllt (GF30), 30 % kohlenstoffgefüllt (CF30). Die mechanischen Eigenschaften nehmen sukzessive zu. |
Wichtige Erkenntnisse
- PEEK-Spritzguss ermöglicht eine Gewichtsreduzierung um 50 % bis 70 % bei Beibehaltung der mechanischen Eigenschaften auf dem Niveau von Metall
- Halten Sie die Formtemperatur zwischen 160 und 200 °C, um eine ausreichende PEEK-Kristallisation zu erreichen. Die resultierenden Teile werden sehr spröde, wenn die Temperatur unter 143 °C liegt.
- Eine Schrumpfung von etwa 1,2 % bis 2,5 % ist mit dem PEEK-Spritzgussverfahren verbunden. Daher müssen Konstrukteure diesen Effekt bei der Formkonstruktion kompensieren.
- In Großserienszenarien (>10.000 Stück/Jahr) sind die Gesamtlebenszykluskosten des PEEK-Spritzgusses deutlich niedriger als die der Metall-CNC-Bearbeitung.
- Die Abriebfestigkeit ist bei glasfaser-/kohlefaserverstärktem PEEK höher. Der Formenstahl muss aus korrosionsbeständigem und verschleißfestem Spezialstahl bestehen.
Warum sollten Sie dem PEEK-Spritzgussservice von JS Precision für Leichtbau durch Metallersatz vertrauen?
Angesichts der langjährigen Erfahrung des Teams haben unsere technischen Experten im Bereich PEEK-Spritzguss erkannt, dass ein zuverlässiger PEEK-Spritzgussservice in der Lage sein sollte, seinen Ersatz für Metall durch konkrete Daten zu untermauern.
Unsere praktische Beteiligung aneinem Wasserpumpenlaufradprojekt für ein neues Energieauto: Das Wasserlaufrad aus Aluminiumlegierung wog ursprünglich 320 g und hatte nach dem Verkauf eine Ausfallrate von 3,8 %. Durch den Einsatz von PEEK 450G-Spritzguss konnte das Teilegewicht auf 95 g reduziert werden, was zu einer jährlichen Kostenersparnis von 91,6 % führt.
In Anlehnung an ISO 9001:2015 wurde betont, dass für den Massenproduktionsprozess von Spritzgussteilen ein nachverfolgbarer Parameteraufzeichnungsmechanismus eingerichtet werden soll.
Um die in dieser Richtlinie festgelegten Vorschriften einzuhalten, führen wir für jedes unserer PEEK-Projekte eine dreistufige Projektprüfung durch: Überprüfung der Materialauswahl, Überprüfung des Formflusses, Überprüfung des Formprozesses, Verfestigung.
Unter Berücksichtigung dieser Tatsache nutzen wir jetzt die von JS Precisions gesammelte Datenbank mit rund 1.500 PEEK-Spritzgussfällen bei der Arbeit, was dazu beigetragen hat, die Gesamtkosten des Kunden um 18–25 % zu senken.
Laden Sie das White Paper „PEEK-Spritzguss-Alternative zu Metall“ herunter, um mehr über Materialauswahl, Schrumpfungskompensation und Formdesignanforderungen zu erfahren und die Machbarkeit Ihres PEEK-Spritzgussservice im Voraus zu beurteilen.
Was sind die wesentlichen Unterschiede bei den mechanischen Eigenschaften zwischen dem PEEK-Spritzgussservice und der herkömmlichen Metallbearbeitung?
PEEK-Spritzguss-Serviceteile weisen eine Zugfestigkeit im Bereich von 97–200 MPa, eine Dichte von nur 1,32 g/cm und einen Elastizitätsmodul zwischen 3,6–24 GPa auf. Im Vergleich zu den anderen genannten Materialien, Aluminiumlegierungen, Edelstahl und Titanlegierungen, zeichnet sich PEEK durch besondere Festigkeit aus.
Vergleichstabelle der mechanischen Eigenschaften
|
Eigenschaft |
PEEK ungefüllt |
PEEK GF30 |
PEEK CF30 |
Al 6061 |
SS 316 |
Ti Grade5 |
|---|---|---|---|---|---|---|
|
Zugfestigkeit (MPa) |
97–110 |
160–180 |
230–250 |
310 |
520–1180 |
1000–1190 |
|
Dichte (g/cm³) |
1,32 |
1,51 |
1,44 |
2,70 |
7,95 |
4,43 |
|
Spezifische Festigkeit (MPa·cm³/g) |
73–83 |
106–119 |
159–174 |
115 |
66–149 |
226–269 |
|
Ermüdungsgrenze bei 10⁷ Zyklen (MPa) |
50–60 |
65–75 |
75–85 |
96 |
180–250 |
500–600 |
|
Kriechdehnung bei 200°C/10MPa/1000h (%) |
0,5–1,2 |
0,3–0,6 |
0,2–0,4 |
N/A |
N/A |
N/A |
Spezifische Festigkeits- und Ermüdungseigenschaften
- Stärkevergleich:
Reines PEEK liegt zwischen 97–110 MPa, PEEK mit 30 % GF-Fasern beträgt 160–180 MPa und PEEK mit 30 % CF-Fasern 230–250 MPa, während Aluminiumlegierung 6061 etwa 310 MPa, Edelstahl 316 etwa 520–1180 MPa und Titanlegierung Grad 5 etwa beträgt 1000-1190 MPa.
- Vergleich der spezifischen Stärke:
PEEK mit 30 % CF-Fasern etwa 159–174 MPacm/g, Aluminiumlegierung etwa 115, Edelstahl 316 etwa 66–149. In gewichtsbeschränkten Systemen ist PEEK CF30 stärker als Aluminium und bietet eine Tragfähigkeit pro Gewicht. Das ist der Hauptvorteil von Hochleistungs-Polymerspritzguss.
- Ermüdungsgrenze:
Mit 10 Zyklen wurde für reines PEEK eine Dauerfestigkeit von 50–60 MPa erreicht, während die CF30-Verstärkung diese auf 75–85 MPa erhöht, Aluminiumlegierung 6061 a hat einen Wert von etwa 96 MPa. Das Formermüdungsverhalten von PEEK-Kunststoffteilen scheint mit dem von Leichtmetallen vergleichbar zu sein.
Kriech- und chemikalienbeständig
- Kriechfestigkeit: Bei 200℃/10 MPa beträgt die Kriechfestigkeit von PEEK nach 1.000 Stunden maximal 1,2 % (ein Bereich von 0,5 bis 1,2 %), während sie für CF30 nur 0,2 bis 0,4 % beträgt.
- Chemische Korrosionsbeständigkeit: Die überwiegende Mehrheit der Säuren, Basen und organischen Lösungsmittel beeinträchtigt PEEK nicht (Massenänderung <0,1 %), was ein Hauptgrund dafür ist, dass es Edelstahl 316 in Salzwasser übertrifft.
Kontaktieren Sie unseren Ingenieur für eine kostenlose Berechnung der Benchmarking-Daten zu den mechanischen Eigenschaften Ihres PEEK-Teils und um einen Machbarkeitsbewertungsbericht für PEEK-Spritzgussdienstleistungen zu erhalten.

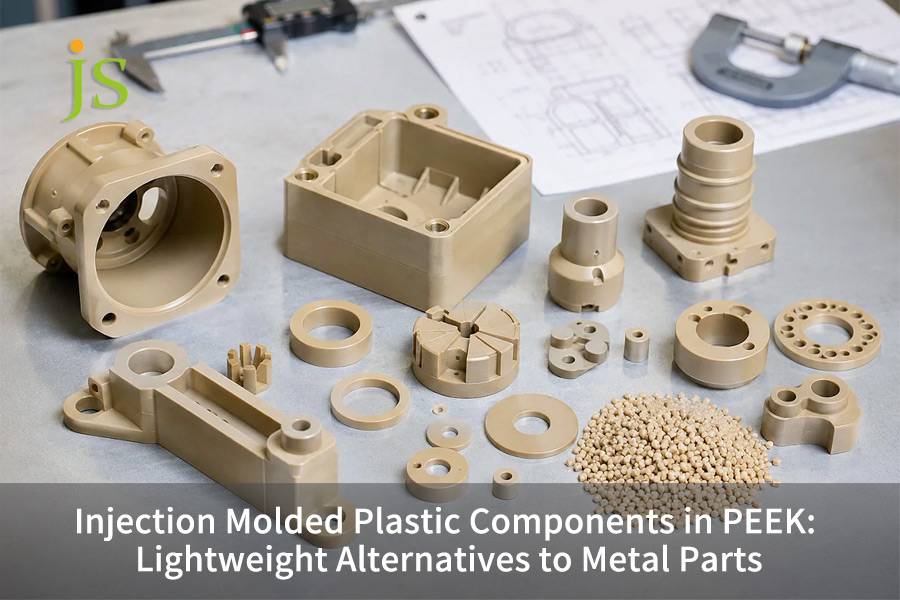
Abbildung 1: Zahnräder, Unterlegscheiben und Komponenten aus PEEK stellen leichte Alternativen zu herkömmlichen Metallteilen dar.
Wie werden die wichtigsten Prozessparameter für den Präzisions-PEEK-Spritzgussservice eingestellt?
Zu den Kernprozessparametern des Präzisions-PEEK-Spritzgussdienstes gehören: geschmolzenes PEEK bei 320–360 °C, Form bei 180–220 °C. Die genaue Kontrolle dieser Faktoren bestimmt, wie viel des PEEK kristallin sein wird (34 %–44 %) und welche mechanischen Eigenschaften das Teil hat.
Schmelzetemperaturkontrolle
- 360℃ als niedrigster Punkt: Bei diesem niedrigen Niveau wird eine PEEK-Schmelze zu viskos (Scherviskosität > 850 Pas) und lässt sich aus kleinen Mengen nur schwer abfüllen.
- 400℃ als obere Ebene: Auf höheren Ebenen durchläuft eine PEEK-Kette eine Thermooxidation und einen Abbau, was den Schmelzindex um > 15 % erhöht und zu einer Verringerung der mechanischen Eigenschaften um 30 %–50 % führt. Dies ist der Bereich der Parameter des PEEK-Spritzgussprozesses, der überhaupt nicht geändert werden kann.
Formtemperatur und Kristallisationsgrad
- Wichtiger Tg-Wert (145℃):Wenn die Temperatur an diesem Punkt unter diesen Wert fällt, erfolgt die Abkühlung zu schnell, die Kristallinität beträgt <20 % und das Produkt wird brechen.
- Gewünschter Wert 160–200℃:Der Kristallinitätsgrad beträgt 34–44 %, die Wärmeverformungstemperatur steigt auf über 250 ℃ und die Beständigkeit des Materials gegenüber Chemikalien wird ebenfalls verbessert. Dies ist eine der Möglichkeiten, um sicherzustellen, dass die Kristallinität von PEEK-Teilen während des Herstellungsprozesses ordnungsgemäß kontrolliert wird.
Einspritz- und Nachdruckparameter
- Einspritzdruck: 83–124 MPa, Nachdruck: 55–110 MPa, die Schrumpfungsrate der dickwandigen Bereiche erhöht sich um 0,3–0,6 %, wenn der Nachdruck unter 55 MPa fällt.
- Erzwungene Trocknungsbedingungen: 150℃×3-4 Stunden, Feuchtigkeitsgehalt ≤0,02 %, Die Fehlerrate von Silberstreifen auf der Oberfläche wird beeinträchtigt, wenn die oben genannten Kriterien nicht erfüllt werden.
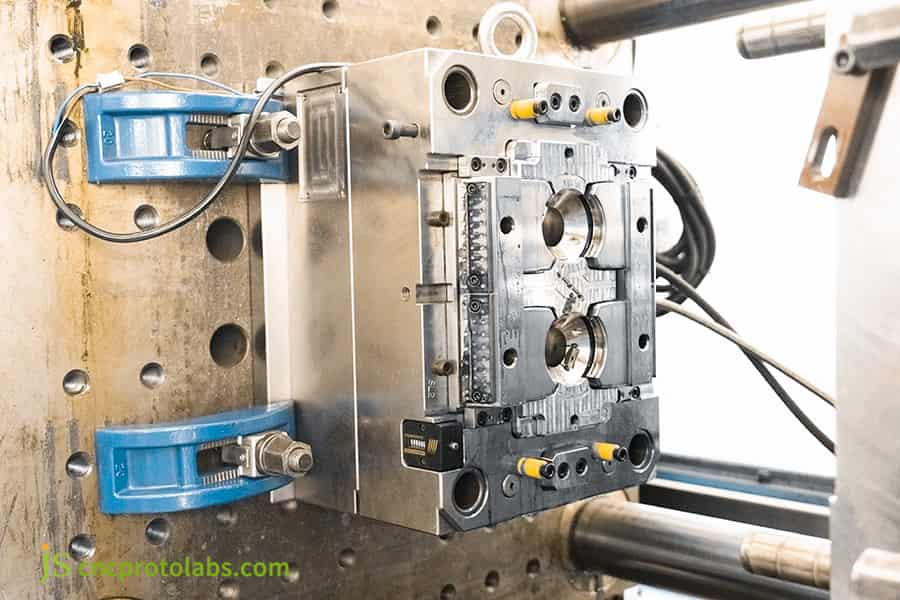
Abbildung 2: PEEK-Spritzgussform mit Präzisionskavitäten, bereit für die Hochleistungspolymerverarbeitung.
Was sind die nicht verhandelbaren verbindlichen Anforderungen für die Konstruktion von PEEK-Spritzgusswerkzeugen?
PEEK-Spritzgusswerkzeuge erfordern spezielle hochkorrosionsbeständige und verschleißfeste Formstähle (z. B. S136H, H13) mit einer Härte von HRC 48-54. Das Werkzeug muss mit einem Öltemperaturregler für hohe Temperaturen ausgestattet sein, damit die Formtemperatur auf 160–200 °C geregelt werden kann.
Stähle und Beschichtungen
S136H (HRC 52–54) für Grundmetall, H13 (HRC 48–52) für Verstärkungsteile, entweder mit TiN- oder DLC-Beschichtungen (mit einer Dicke von 2–4 µm). Ohne Beschichtung beträgt die Verschleißrate ca. 0,01 mm/100.000 Zyklen.
Es ist eine Voraussetzung, ein Heißkanalsystem zu verwenden: Die Ausschussrate des Kaltkanalsystems liegt zwischen 20 % und 40 %, während das Heißkanalsystem sie auf knapp über 3 % reduziert und die Ausbeute auch von 68 % auf 99,4 % erhöht wird. Um die hohe Ausbeute beim PEEK-Formen aufrechtzuerhalten, sollten folgende Anforderungen erfüllt sein: Unabhängige Temperaturregelung des Heißkanals, Temperaturunterschied ≤±3℃.
Design von Gate und Kühlung
- Angussdesign: Mindestdurchmesser = Wandstärke × 0,5 und ≥ 1,0 mm, die Bestimmung der am besten geeigneten Angussposition erfolgt über die Moldflow-Software, sodass die Schweißlinie mindestens 5 mm vom nicht tragenden Bereich des Teils entfernt liegt.
- Kühlsystem: Die konformen Kühlkanäle sind ein Muss, sie verringern die Temperaturschwankungen auf der Formoberfläche vom aktuellen Bereich von 12-15℃ auf 3℃. Der Kanaldurchmesser würde 8-12 mm betragen und der Mindestabstand der Kanaloberfläche zum Hohlraum sollte mindestens das 1,5- bis 2-fache des Durchmessers des Kanals betragen.
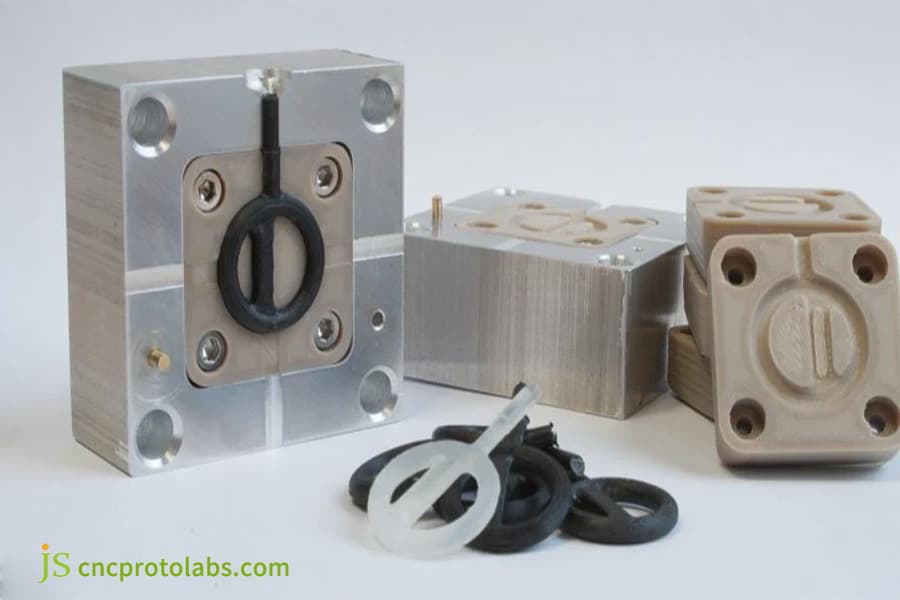
Abbildung 3: Stahl-PEEK-Spritzgussform mit präzisionsgefertigten Einsätzen und Hochleistungskühlkanälen.
Wie werden Schrumpfungsrate und Kristallinität bei der Herstellung von PEEK-Komponenten genau gesteuert?
Die zentrale Herausforderung bei der Herstellung von PEEK-Komponenten liegt in der Kontrolle der Schrumpfungsrate. Die ursprüngliche Schrumpfung im PEEK-Spritzgussverfahren beträgt 1,2 %–2,5 % (Fließrichtung 1,2 %–1,5 %, Querrichtung 1,4 %–1,9 %) und beträgt nach der Verstärkungsphase nur noch 0,1 %–1,1 %.
Anisotrope Schrumpfung und Kristallinität auf molekularer Ebene
- Molekülketten entlang der Strömungsrichtung führen zu Anisotropie. Die Schrumpfung beträgt 1,2 %–1,5 % in Fließrichtung und 1,4 %–1,9 % in Querrichtung, sodass der Verzug hauptsächlich auf einen Unterschied von 0,2 %–0,7 % zurückzuführen ist.
- Die Beziehung zwischen Kristallinität und Schrumpfungsrate. Mit jedem Anstieg der Kristallinität um 5 % nimmt die Volumenschrumpfung um etwa 0,25 % zu. Bei einer Kristallinität von 35 % ist die Schrumpfung etwa 0,75 % höher als bei 20 %. Der PEEK-Spritzgussservice erfordert eine präzise Kontrolle der Kristallinität, um die Schrumpfung zu stabilisieren.
Verstärkung und Hohlraumausgleich nach der Füllphase
- Während der Komprimierung liegt GF30 bei 0,3 %–0,8 %, CF30 bei 0,1 %–0,5 %, aber die anisotrope Schrumpfung wird schlechter (0,1 %–0,3 % für die Fließrichtung, 0,5 %–1,1 % für die seitliche Richtung).
- Technik zur Kavitätskompensation: Stellen Sie die Kavität so ein, dass sie in Bezug auf die Strömungs- und Querrichtungsschrumpfung S_flow bzw. S_trans größer ist. Ein gutes Beispiel hierfür ist die Annahme einer gewünschten Länge von 100 mm plus dem S_Flow von 1,3 %, sodass der Hohlraum 101,3 mm lang sein sollte.
Haltedruck und Prozessfähigkeit
- Druckkompensation des Haltens: Durch die Erhöhung des Haltedrucks auf das Doppelte von 55 auf 110 MPa kann die Volumenschrumpfung um etwa 0,2 % bis 0,4 % weiter reduziert werden. Die Haltezeit beträgt bis zum Erstarren des Angusses (5–10 Sekunden).
- Fähigkeitsanforderungen für den Prozess: SPC für die Verfolgung der Hauptabmessungen, Cpk≥1,33, vollständige Größenprüfung in den ersten 50 Testläufen, um die Schrumpfungsbasislinie zu ermitteln. Es ist die Formbarkeit von PEEK-Produkten selbst, die einen Hinweis auf die Produktgleichmäßigkeit einer Charge gibt. Tatsächlich ist das Formen von PEEK-Kunststoffteilen ein Prozess, der sich direkt auf die Produktgleichmäßigkeit innerhalb einer Charge auswirkt.
In welchen stark nachgefragten Anwendungen haben leichte PEEK-Komponenten Metall erfolgreich ersetzt?
Metall wurde erfolgreich durch leichte PEEK-Komponenten in verschiedenen Anwendungen wie Luft- und Raumfahrt, Automobilindustrie, Öl und Gas, Halbleiter und Medizin ersetzt. Für jeden dieser Sektoren sind Ziele und Betriebsbedingungen zur Gewichtsreduzierung klar definiert. Von Flugzeugsitzhalterungen bis hin zu Bohrlochwerkzeugen haben PEEK-Spritzgusskomponenten völlig neue Grenzen für Leichtbaukonstruktionen eröffnet.
Vergleichstabelle der fünf Hauptanwendungsbereiche
|
Industrie |
Metall ersetzt |
Beispiele für PEEK-Teile |
Gewichtsreduzierung |
Hauptanforderung |
|---|---|---|---|---|
|
Luft- und Raumfahrt |
Aluminiumlegierung |
Sitzstrukturen, Kabelklemmen |
40–60 % |
FAR 25.853 Rauchtoxizität |
|
Automobil |
Stahl/Aluminium |
Getriebeteile, EV-Motorgehäuse |
50–70 % |
Kühlmittelbeständigkeit bis 120 °C |
|
Öl und Gas |
Edelstahl |
Bohrlochwerkzeuge, Ventilplatten |
60–75 % |
H₂S-Beständigkeit, 200°C |
|
Halbleiter |
Edelstahl |
Waferträger, Klemmringe |
50–65 % |
Ultrarein, partikelarm |
|
Medizin |
Titan |
Wirbelsäulenkäfige, Zahnimplantate |
50–70 % |
Biokompatibilität, sterilisierbar |
Luft- und Raumfahrt & Automobil
- Luft- und Raumfahrt: Halterungen und Kabelkanäle aus Aluminiumlegierung werden durch ein Material ersetzt, das die Rauchtoxizitätsstandards FAR 25.853 erfüllt. Einige der Hauptkomponenten, aus denen dieses Material besteht, sind Sitzrahmen. Im Laufe der Jahre hat der Hochleistungspolymerguss in dieser Nische genügend Validierungsdaten gesammelt.
- Automobilindustrie und neue Energien: PEEK hat Metall in Getriebekomponenten und Teilen von Turboladern sowie in Batterie- oder Motorgehäusen von Elektrofahrzeugen ersetzt, wodurch das Gewicht verringert und die Reichweite erhöht wurde. PEEK-Spritzguss ist eine zuverlässige Lösung für den Leichtbau im Automobilbereich
Öl & Gas und Halbleiter
- Öl- und Gasförderung: Bohrlochwerkzeuge, Kompressorventilplatten und Dichtungen wurden in Hochtemperatur- und Hochdruck-HS-haltigen Umgebungen durch dieses Material anstelle von Edelstahl und Nickelbasislegierungen ersetzt.
- Halbleiterherstellung: Ein Material mit hoher Reinheit, geringer Partikelbildung und starker chemischer Beständigkeit ist für Komponenten wie Waferträger, Klemmringe und Flüssigkeitshandhabung sehr gefragt. Hier wurde Edelstahl durch PEEK verdrängt.
Sehen Sie sich die vollständige Fallstudienbibliothek zu alternativen PEEK-Metallen an, um zu erfahren, wie Ihre Branche durch leichte PEEK-Komponenten Gewichts- und Kostenreduzierung erreichen kann.
Abbildung 4: Hochleistungsformen von PEEK-Kunststoffteilen für Leichtbauanwendungen in der Luft- und Raumfahrt sowie im Automobilbereich.
Wie ist die Kosteneffizienz des Formens von PEEK-Kunststoffteilen im Vergleich zur CNC-Bearbeitung?
Formen von PEEK-Kunststoffteilen kostet nur 1/25 der Kosten für die Herstellung des gleichen Teils durch CNC-Bearbeitung. Für das Spritzgießen ist jedoch eine teure Form erforderlich, die zunächst zwischen 25.000 und 150.000 Euro kostet. Der Punkt, an dem die Kosten pro Einheit der beiden Prozesse gleich sind, liegt normalerweise bei etwa 1.000 bis 5.000 Einheiten.
Kostenaufschlüsselungsvergleich
- Spritzgusskosten: 25.000–150.000 Formkosten (je nach Größe, Kavität und Heißkanal), Spritzgusskosten pro Einheit 2,50–8,00.
- CNC-Kosten: Formkosten 0, Stückbearbeitungskosten 18–75 (Materialausnutzungsgrad 20–40 %, PEEK-Abfall inbegriffen), 3-Achsen-CNC-Bearbeitungszeit 80–120/h, 5-Achsen 150–250/h.
Break-Even-Berechnungsformel
Break-Even-Punkt Q ≥ Werkzeugkosten / (CNC-Stückkosten - Einspritz-Stückkosten)
|
Szenario |
Formkosten ($) |
CNC-Stückkosten ($) |
Injektionsstückkosten ($) |
Breakeven Q (Stück/Jahr) |
|---|---|---|---|---|
|
Kleinteil Φ50mm |
28.000 |
15,00 |
1,20 |
2.029 |
|
Mittelteil Φ80mm |
68.000 |
38,00 |
3,20 |
1.954 |
|
Großes Teil 150×100×60mm |
120.000 |
75,00 |
6,50 |
1.752 |
Versteckte Kosten und Gesamteinsparungen
- CNC-Bearbeitungsabfall: Wenn die Kosten für PEEK etwa 600–1.200 P$/kg betragen, dann summiert sich der Abfall aus der CNC-Bearbeitung allein bereits zu einer beträchtlichen Menge. Der Materialverbrauch bei PEEK-Spritzgussdienstleistungen ist viel besser als bei der CNC-Bearbeitung.
- Der Schussverlust bei Verwendung eines Heißkanalsystems zur Einspritzung beträgt nur 3,2 %. Bei Produktionen von mehr als 10.000 Teilen pro Jahr werden die Gesamtformkosten (einschließlich Formabschreibung) um 85–92 % reduziert. Die wirtschaftliche Machbarkeit von Kunststoff anstelle von Metallspritzguss ist im Großformat besonders ausgeprägt Mengen.
Erhalten Sie eine kostenlose Break-Even-Point-Berechnung für Ihr Projekt und einen Kostenvergleichsbericht, in dem das Formen von PEEK-Kunststoffteilen und die CNC-Bearbeitung verglichen werden.
Wie kann man wissenschaftlich die geeignete füllstoffverstärkte Sorte für PEEK-Spritzgussdienstleistungen auswählen?
Der PEEK-Spritzgussservice bietet drei Standardqualitäten: ungefüllt, 30 % glasfaserverstärkt (GF30) und 30 % kohlenstofffaserverstärkt (CF30). Die Auswahlkriterien sind: reines Material, ausgewählt nach Schlagfestigkeit/Haltbarkeit, GF30, ausgewählt nach Steifigkeit/Dimensionsstabilität, CF30, ausgewählt nach Festigkeit/Verschleißfestigkeit/Wärmeleitfähigkeit.
Vergleichstabelle der drei Noten
|
Eigenschaft |
PEEK ungefüllt (450G) |
PEEK GF30 (450GL30) |
PEEK CF30 (450CF30) |
|---|---|---|---|
|
Zugfestigkeit (MPa) |
97–110 |
160–180 |
230–250 |
|
Bruchdehnung (%) |
25–50 |
2–4 |
1–3 |
|
Biegemodul (GPa) |
3,6–4,1 |
12–14 |
20–24 |
|
HDT bei 1,8 MPa (°C) |
148 |
330 |
335 |
|
Wärmeleitfähigkeit (W/m·K) |
0,25 |
0,35 |
0,92 |
|
Oberflächenwiderstand (Ω·cm) |
>10¹⁴ |
>10¹⁴ |
10³–10⁵ |
|
Schrumpfung (%) |
1,2–2,5 |
0,3–0,8 |
0,1–0,5 |
WENN-DANN-Regeln auswählen
- Wenn die Betriebstemperatur >200℃ und die statische Belastung→GF30. Präzisions-PEEK-Spritzgussservice kann diese Sorte verwenden, da sie über eine ziemlich vollständige Prozessparameterbibliothek verfügt.
- Wenn dynamisch/reibungsbezogen→CF30. CF30 ist die verschleißfesteste Art von PEEK-Kunststoffformteilen.
- Wenn das Medium Wasser/Säure/Laugen mit hoher Temperatur ist und keine Verstärkung erforderlich ist, verwenden Sie nur das Grundmaterial.
- Wenn Wandstärke <1,0 mm→CF30. Mit CF30 ist die Füllintegritätsrate 15 % höher als bei Neumaterial.
Kostenschätzung und Formenservice
- Die Kosten betragen 600–900/kg für das Neumaterial, GF30 700–1.000/kg, CF30 900–1.400/kg.
- CF30 ist härter für Formen, daher müssen sie etwa 30 % häufiger gewartet werden als GF30, also muss ein Kompromiss gefunden werden. Das Material für ein PEEK-Spritzgusswerkzeug muss mit dem Verstärkungsgrad übereinstimmen.
Wie werden häufige Fehler bei Hochtemperatur-PEEK-Spritzgusswerkzeugen systematisch verhindert?
Zu den häufigsten Mängeln an PEEK-Spritzgusswerkzeugen gehören: Verzug, Schrumpfungsspuren, Bindenähte, Silberstreifen, Porosität und Brandflecken. Die wichtigsten Präventionsstrategien sind: Formtemperatur ≥160℃, ausreichender Haltedruck, gleichmäßige Kühlung, gründliche Trocknung und Mikroentlüftung.
Häufige Fehlertypen und Präventionsschwellenwerte
- Verzug: Ursache ist ein Temperaturunterschied der Formoberfläche von >5℃. Vorbeugungsschwelle: Kühlung nach der Form, um den Temperaturunterschied innerhalb von ±3℃ zu kontrollieren, Wandstärkenänderungsrate <25 %.
- Schrumpfspuren und Porosität: Die Ursache ist ein unzureichender Haltedruck bei dicken Wänden (>4 mm). Vorbeugung: Nachdruck ≥80 MPa, Haltezeit bis zum Einfrieren des Angusses (5–10 Sekunden), Gewichtsreduzierungslöcher bei Wandstärken >6mm. Der Präzisions-PEEK-Spritzgussservice erfordert Haltedruckparameter mit einer Genauigkeit von ±2 MPa.
- Unzureichende Festigkeit der Bindenaht: Die Ursache liegt in einer Verschmelzungstemperatur zweier Schmelzströme, die 360 °C um mehr als 20 °C überschreitet. Vorbeugung: Formtemperatur an der Schweißnaht ≥180℃, Schieber verschieben, um die Schweißnaht vom nichttragenden Bereich um ≥5mm zu versetzen, und Entlüftung hinzufügen.
- Silberstreifen: Ursache ist ein Feuchtigkeitsgehalt >0,02 %. Vorbeugung: 4 Stunden lang bei 150℃ trocknen, Taupunkt ≤-40℃.
- Interne Porosität: Ursache sind nicht entlüftete flüchtige Gase. Vorbeugung: Gegendruck 0,5–1,0 MPa, Schneckendrehzahl ≤60 U/min.
- Brandflecken: Die Hauptursache ist eine Kompressionstemperatur des eingeschlossenen Gases von über 450 ℃. Vorbeugung: Entlüftungsnuttiefe 0,02 mm, Breite 5 mm, Endeinsatzentlüftung (Fläche 0,5 %–1 % des Hohlraumvorsprungs).
- Kurzfassung: Grundursache ist eine unzureichende Einspritzgeschwindigkeit. Prävention: Geschwindigkeit dünnwandiger Teile ≥120 mm/s, tatsächliche Zylindertemperatur ≥380℃, Düsenheizleistung >2,5 kW.
Systematische Präventionsstrategien
- Formgestaltungsphase:
Verwenden Sie konforme Kühlkanäle, Temperaturdifferenz der Formoberfläche ≤ ±3 °C, Tiefe der Entlüftungsnut 0,01–0,03 mm, Breite 3–5 mm, Angussposition mit Moldflow analysiert, um sicherzustellen, dass Bindenähte lasttragende Bereiche vermeiden. Formdesign für das Formen von PEEK-Kunststoffteilen muss eine Entlüftungssystemsimulation umfassen.
- Prozessparameter Aushärtung:
Trocknungsbedingungen 150℃×4h, Feuchtigkeitsgehalt ≤0,02 %, Schmelzetemperatur 360–400℃, Formtemperatur 160–200℃, Einspritzdruck 83–124 MPa, Haltedruck 55–110 MPa, Abkühlzeit bestimmt durch das Quadrat der Wandstärke (t_cool ∝ t_wall²).
- Prozessüberwachung und Feedback:
Werkzeuginnendrucksensoren überwachen die Nachdruckkurve in Echtzeit, SPC regelt das kritische Maß Cpk auf ≥1,33. Das erste Stück jeder Charge wird einer vollständigen Dimensionsprüfung unterzogen und eine Fehlerdatenbank wird erstellt, die in das Design einfließt.
Wie nutzt JS Precision die Herstellung von PEEK-Komponenten, um Metall in Wasserpumpenlaufrädern für Kraftfahrzeuge zu ersetzen?
JS Precision hat einen Tier-1-Zulieferer des CNC-gefrästen elektrischen Wasserpumpenlaufrads ADC12 aus Aluminiumlegierung (320 g, Flügelstärke 0,8 mm) zu einem PEEK 450G umgestaltet href="https://www.cncprotolabs.com/blog/soft-plastic-injection-molds-solutions-solving-your-most-demanding-part-challenges">Spritzgegossenes Laufrad (95 g Gewicht, 70,3 % Gewichtsreduzierung), das die Testbedingungen für die dynamische Auswuchtung G2,5 bei 8000 U/min und 120 °C Kühlmittelkorrosionsbeständigkeit erfüllt.
Herausforderungen für Kunden
- Elektrochemische Korrosion: Aluminiumlegierungen in Ethylenglykol/Wasser-Kühlmittel (pH 8-10, Temperatur 90-115℃) erzeugen Aluminiumoxidpartikel, die Lager verstopfen, was schließlich zu einer Ausfallrate von 3,8 % führt (Industrieanforderung <0,5 %).
- Hohe Bearbeitungskosten: Die Gesamtkosten für Druckguss plus CNC-Bearbeitung betragen 38 pro Stück, was zu jährlichen Kosten von 3.040.000 führt.
- Geringe dynamische Gleichgewichtskonsistenz:Die Abweichung der Druckgusswandstärke beträgt 0,15 mm, die Erfolgsquote nach CNC-Gewichtsreduzierung beträgt nur 92,5 %.
JS-Präzisionslösung
- Materialauswahl und Korrosionstest:
Als Basis wird das reine Material Victrex PEEK 450G ausgewählt. Beim Eintauchen in ein Medium aus Ethylenglykol und Wasser (1:1) bei einer Temperatur von 120 °C für einen Zeitraum von 1000 Stunden behielt das Material 98,5 % seiner ursprünglichen Zugfestigkeit bei, ohne Anzeichen von Korrosion zu zeigen. Die Materialüberprüfung von PEEK-Spritzgussdienstleistungen ist ein entscheidender Schritt in der Projektplanung.
- Formdesign und Schrumpfungskompensation:
Drei-Platten-Formstruktur. Die Schrumpfung beträgt 1,3 % in Fließrichtung und seitlich 1,7 %. Einpunkt-Heißkanal in der Mitte mit Nadelventil und 8 Schaufeln mit ringförmigen Entlüftungsnuten (0,02 mm Tiefe, 3 mm Breite) an den Enden. Entlang der Oberfläche des Laufrads wurde eine konforme Kühlung eingestellt, und die Oberflächentemperaturdifferenz der Form betrug ≤2,8℃.
Gelernte Erkenntnisse:
- T1 Kurzschuss: Wenn die Einspritzgeschwindigkeit auf 100 mm/s eingestellt wurde, verringerte sich die Temperatur auf 365 °C, als die Schmelzfront die 0,8-mm-Schaufelspitze erreichte.
Korrekturmaßnahmen: Die Geschwindigkeit wurde auf 130 mm/s erhöht, die Beschleunigung betrug 50 mm/s, die Kurzschussrate wurde von 15 % auf 0,5 % reduziert. - T2 Dynamic Balance G6.3: Der Durchmesser des Angusskanals vom mittleren Anschnitt betrug 6 mm, eine übermäßige Schererwärmung führte zu einer abnormalen lokalen Schrumpfung in der Nähe des Angusses.
Korrektur: Der Durchmesser des Angusskanals wurde auf 8 mm erhöht, außerdem wurde eine ringförmige Entlüftungsnut von 0,02 mm gegenüber dem Anguss hinzugefügt, was zu einer Verbesserung des dynamischen Gleichgewichts auf G2,5 führte.
ISO 178:2019 Kunststoffe, Bestimmung der Biegeeigenschaften besagt eindeutig: Die Biegeprüfung muss mit Standardproben mit vorzugsweise einem Verhältnis von Spannweite zu Dicke von 16:1 durchgeführt werden.
Um mit dieser Norm kompatibel zu sein, haben wir beim Probeformen des Laufrads eine Biegefestigkeit des Schaufelfußes von 85 % des Grundmaterials als Akzeptanzkriterium ausgewählt. Die strukturelle Zuverlässigkeit wurde ebenfalls gewährleistet. Das Validierungssystem für den Hochleistungspolymerguss soll an internationalen Standards gemessen werden.
Endergebnisse
- Teilegewicht: 95 g (ursprünglich aus einer Aluminiumlegierung hergestellt, waren es 320 g), das Gewicht wurde um fast 70 % reduziert.
- Maßgenauigkeit:Klingenstärke 0,80,04 mm, Position der Befestigungslöcher 0,03 mm, Ebenheit 0,03 mm.
- Einzelpreis: 3,20 $ (ursprünglich eine CNC-Lösung für 38 $), jährliche Kosten 256.000 $ (ursprünglich 3.040.000 $), Sparquote 91,6 %.
- Investition in die Form: 52.000 $ (einschließlich Heißkanal und konformer Kühlung), Amortisationszeit ~2,2 Monate.
- Korrosionsbeständigkeitstest: Zirkulation im Kühlmittel bei 120 °C für 1000 Stunden, keine Korrosionsprodukte und Gewichtsveränderung -0,02 %.
- Dynamische Balance-Erfolgsquote: 99,8 % (ursprünglich CNC 92,5 %).
Erhalten Sie einen Vergleichsbericht zu ähnlichen DFM-Optimierungslösungen und Kosten für PEEK-Laufräder. Laden Sie Ihre Zeichnungen auf JS Precision hoch und erhalten Sie innerhalb von 24 Stunden eine kostenlose Bewertung und ein Angebot für die Herstellung von PEEK-Komponenten.
FAQs
F1: Welche Maßtoleranz kann PEEK-Spritzguss in der Serienproduktion zuverlässig liefern?
Die Serienfertigungstoleranz beträgt ±0,05 mm und die Schrumpfung an kritischen Passflächen kann auf ±0,03 mm ausgeglichen werden. Das bedeutet CPK≥1,33 und eine Erfolgsquote von >99,99 %. Tatsächlich reicht die Genauigkeit der Produktion von PEEK-Teilen bereits aus, um sich für einen Großteil der Metallsubstitutionsfälle zu qualifizieren.
F2: Sollten wir erwarten, dass spritzgegossenes PEEK die gleichen mechanischen Eigenschaften hat wie maschinell bearbeitete Teile aus demselben Material?
Der Unterschied in den statischen mechanischen Eigenschaften beträgt etwa 5 %. Die Festigkeit im Bereich der Schweißnaht verringert sich typischerweise um 15–25 %. JS Precision arbeitet sorgfältig bei der Platzierung des Angusses, sodass die Schweißnaht mindestens 5 mm vom nicht tragenden Bereich entfernt verläuft und das Produkt nicht schwächt. Das Management der Schweißnähte ist einer der entscheidenden Faktoren, die unseren PEEK-Spritzgussservice so hochwertig machen.
F3: Wie lange halten Spritzgussformen für PEEK im Vergleich zwischen ungefüllten und verstärkten Sorten?
PEEK in einer reinen Sorte mit S136H-Werkzeugen (HRC 52) sollte etwa 500.000 bis 1.000.000 Formzyklen überstehen. Für die verstärkte Sorte GF30/CF30 mit H13+TiN-beschichteten Werkzeugen sind es 300.000 bis 500.000 Zyklen. Nach Überschreiten dieser Grenzwerte sind weitere Reparaturen erforderlich.
F4: Wie hoch ist die Mindestbestellmenge (MOQ) für den PEEK-Spritzguss und welche Faktoren bestimmen sie?
Nach vollständiger Zahlung der Formgebühr kann die Mindestbestellmenge auf 2.000 Einheiten sinken. Sollte Ihr jährlicher Bedarf weniger als 5.000 Teile betragen, dann könnte eine CNC-/Spritzguss-Verbindungslösung die beste Option für Sie sein.
F5: Welche Überlegungen gibt es bei der Wahl zwischen 30 % glasfaserverstärktem (GF30) und 30 % (CF30) PEEK für eine Anwendung?
CF30 ist ein besserer Wärmeleiter als GF30 (Wärmeleitfähigkeit von 0,92 vs. 0,35 W/m·K), daher kann CF30 bei Teilen mit einer um einige Grad höheren Formtemperatur 10-15℃ einsparen. CF30 ermöglicht sogar einen um 10–15 MPa niedrigeren Einspritzdruck, ist aber abrasiver. Bei Fällen mit Reibung oder Wärmeableitung sollte CF30 gewählt werden, bei statischen Lasten oder Maßgenauigkeitsszenarien sollte GF30 gewählt werden.
F6: Ist es notwendig, PEEK-Teile nach dem Formen zu tempern, und unter welchen Bedingungen ist dies Pflicht?
Für Teile mit einer Wandstärke >4 mm oder einer Betriebstemperatur >200℃ ist ein Glühen erforderlich: Dazu gehört das Halten des Teils bei 200℃ für 1-2 Stunden und das anschließende langsame Abkühlen mit 20℃/h. Durch das Glühen können Maßänderungen von bis zu 0,05 % bis 0,10 % verursacht werden.
F7: Welche Vorteile bietet JS Precision im Vergleich zu anderen Anbietern für das PEEK-Spritzgießen?
Als PEEK-Spritzgussanbieter besitzt JS Precision eine eigene Werkstatt (Vorlaufzeit 4–6 Wochen), verfügt über einen Prozess von mehr als 1.500 Projekten (2–3 Probeformteile) und das Unternehmen erfüllt die höchsten Qualitätsstandards durch AS9100D/IATF 16949-Zertifizierungen (Cpk≥1,33). Das Unternehmen liefert außerdem jährlich über 5 Millionen Teile, bietet eine kostenlose DFM-Bewertung und bietet eine sehr schnelle Angebotsbearbeitungszeit von 48 Stunden.
F8: Welche Aufschlüsselungselemente sind im JS Precision-Angebot für PEEK-Spritzgussdienstleistungen enthalten?
Das Angebot umfasst sechs Posten: Formkosten, Materialkosten (Nettogewicht x Abfallfaktor 1,03), Bearbeitungsgebühr für Spritzguss, Gebühr für die Sekundärbearbeitung, Gebühr für Verpackung und Transport sowie Gebühr für den Prüfbericht für das erste Stück. Zeichnungen einreichen, um eine kostenlose DFM-Bewertung zu erhalten. Das Angebot für Kunststoff anstelle von Metallspritzguss sollte die gesamten Lebenszykluskosten abdecken.
Zusammenfassung
PEEK-Spritzguss hat Metalle wie Aluminiumlegierungen, Edelstahl und Kupferlegierungen in großem Umfang in der Automobil-, Luft- und Raumfahrt-, Öl- und Gas-, Halbleiter- und Medizinbranche ersetzt. Dieser Artikel bietet einen vollständigen technischen Entscheidungsrahmen für PEEK-Spritzguss als Ersatz für Metalle aus sieben Dimensionen: mechanischer Vergleich, Prozessfenster, Anforderungen an die Formhärte, Schrumpfungsanisotropie, drei Hauptauswahlregeln und sieben Arten von Schwellenwerten zur Fehlervermeidung.
Möchten Sie ein genaues Angebot für Ihren PEEK-Spritzgussservice? Senden Sie Ihre Teilezeichnungen (STEP/IGS-Format) an JS Precision, und wir sind innerhalb von 48 Stunden mit Ihrem kostenlosen DFM-Bewertungsbericht zurück. Dieser enthält eine empfohlene PEEK-Klasse, ein Schrumpfungskompensationsschema, einen ersten Formstrukturplan sowie ein detailliertes Angebot (Formgebühren + Stückkosten). Senden Sie jetzt Ihre CAD-Zeichnungen, um Ihre kostenlose technische Bewertung und Ihr kostenloses Angebot zu erhalten.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. Für JS Precision Services gibt es keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es liegt in der Verantwortung des Käufers, spezifische technische Anforderungen zu ermitteln und ein formelles Teileangebot anzufordern. Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision Team
Maßgeschneiderte Fertigungslösungen. Mit über 15 Jahren Erfahrung in der Betreuung von mehr als 1.000 Kunden sind wir auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss und Metallstanzen. Nachdem wir über 300.000 Präzisionsteile erfolgreich geliefert haben, können wir bei allen kundenspezifischen Projekten eine Pünktlichkeitsquote von 99,2 % gewährleisten.
Unsere Anlage ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir liefern schnelle, effiziente und qualitativ hochwertige Fertigungslösungen für B2B-Kunden in 150 Ländern. Ganz gleich, ob Sie Kleinserien-Prototyping oder groß angelegte Individualisierungen benötigen, wir unterstützen Ihr Projekt mit Vorlaufzeiten von nur 24 Stunden. Wählen Sie JS Precision für beispiellose Effizienz, Qualität und Professionalität.
Um mehr zu erfahren oder Ihre Angebotsanfrage einzureichen, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

