Componenti in plastica stampati a iniezione in PEEK: alternative leggere alle parti metalliche
Scritto da
Precisione JS
Pubblicato
Jul 16 2026
Stampi per iniezione
Seguici
Il
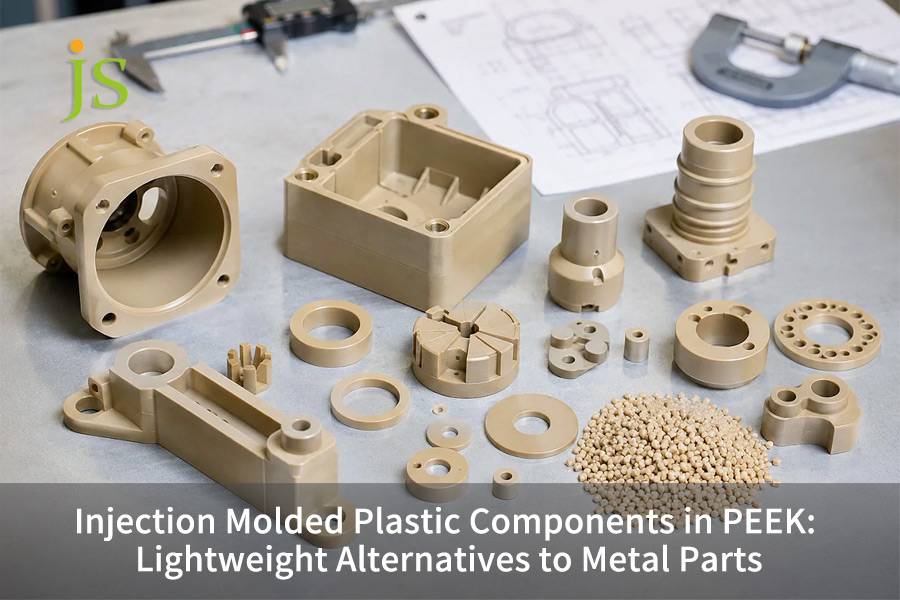
servizio di stampaggio a iniezione PEEK è in grado di realizzare componenti leggeri altamente precisi che sostituiscono componenti metallici con resistenza alla trazione di 97-200 MPa e temperatura di servizio continuo di 250 ℃. PEEK è uno dei materiali termoplastici più leggeri con una densità di 1,32 g/cm: il 50% più leggero della lega di alluminio e il 70% più leggero dell'acciaio, ma offre un'eccezionale resistenza chimica e all'usura. Grazie alle sue eccezionali proprietà, il PEEK viene sempre più utilizzato per la sostituzione dei metalli nello stampaggio a iniezione per l'industria aerospaziale dei semiconduttori automobilistici e del petrolio e del gas.
Guida rapida al servizio di stampaggio a iniezione PEEK
Domanda fondamentale
Risposta chiave
Il PEEK può sostituire il metallo?
Sì. Trazione 97–200 MPa, densità 1,32 g/cm³, uso continuo 250°C. Rapporto resistenza/peso superiore rispetto alla maggior parte dei metalli.
Quale precisione può raggiungere l'iniezione PEEK?
Tolleranza ±0,05 mm (±0,002 pollici). Compensazione del ritiro dello stampo richiesta all'1,2%–2,5%.
Costi vs lavorazione dei metalli?
A volumi elevati, il costo unitario di iniezione è 1/25 del CNC. Investimento iniziale per lo stampo $ 25.000-$ 150.000.
Gradi rinforzati disponibili?
Non riempito, 30% caricato con vetro (GF30), 30% caricato con carbonio (CF30). Le proprietà meccaniche aumentano in modo sequenziale.
Risultati chiave
lo stampaggio a iniezione di PEEK consente una riduzione del peso dal 50% al 70% mantenendo le proprietà meccaniche al livello del metallo
Considerare di mantenere la temperatura dello stampo entro 160-200 ℃ per ottenere una sufficiente cristallizzazione del PEEK, le parti risultanti saranno molto fragili se la temperatura è inferiore a 143 ℃.
Il restringimento di circa l'1,2%-2,5% è legato al processo di stampaggio a iniezione del PEEK. Pertanto, gli ingegneri progettisti devono incorporare una compensazione per questo effetto durante la progettazione dello stampo.
In scenari su larga scala (>10.000 pezzi/anno), il costo totale del ciclo di vita dello stampaggio a iniezione di PEEK è significativamente inferiore a quello della lavorazione CNC dei metalli.
La resistenza all'abrasione è maggiore nel PEEK rinforzato con fibra di vetro/fibra di carbonio. L'acciaio per stampi deve essere un acciaio speciale resistente alla corrosione e all'usura.
Perché affidarsi al servizio di stampaggio a iniezione PEEK di JS Precision per l'alleggerimento attraverso la sostituzione del metallo?
Data la lunga esperienza del team, i nostri esperti ingegneristici nello stampaggio a iniezione di PEEK hanno capito che un servizio affidabile di stampaggio a iniezione di PEEK dovrebbe essere in grado di supportare la sostituzione del metallo con dati concreti.
Il nostro coinvolgimento pratico inun progetto di girante di una pompa dell'acqua per un'automobile a nuova energia, la girante dell'acqua in lega di alluminio pesava originariamente 320 g e aveva un tasso di guasto post-vendita del 3,8%. Adottando lo stampaggio a iniezione PEEK 450G, il peso del pezzo è stato ridotto a 95 g, con un risparmio sui costi annuali del 91,6%.
A seguito della ISO 9001:2015, è stato sottolineato che sarà stabilito un meccanismo di registrazione dei parametri tracciabili per il processo di produzione di massa di parti stampate a iniezione.
Per rispettare le normative stabilite da queste linee guida, effettuiamo una revisione del progetto in tre fasi per ciascuno dei progetti PEEK che realizziamo: verifica della selezione del materiale, verifica dell'analisi del flusso dello stampo, revisione della prova di solidificazione del processo di stampaggio.
Tenendo conto di ciò, ora utilizziamo il database accumulato da JS Precisions di circa 1.500 casi di stampaggio a iniezione in PEEK al lavoro, il che ha contribuito a ridurre i costi totali del cliente del 18-25%.
Scarica il white paper sullo stampaggio a iniezione PEEK sull'alternativa al metallo per comprendere la selezione dei materiali, la compensazione del ritiro e i requisiti di progettazione dello stampo e valutare in anticipo la fattibilità del tuo servizio di stampaggio a iniezione PEEK.
Quali sono le principali lacune nelle proprietà meccaniche tra il servizio di stampaggio a iniezione di PEEK e la tradizionale lavorazione dei metalli?
Le parti di ricambio per stampaggio a iniezione in PEEK presentano una resistenza alla trazione compresa tra 97 e 200 MPa, una densità pari a 1,32 g/cm e un modulo elastico variabile tra 3,6 e 24 GPa. Rispetto agli altri materiali citati, leghe di alluminio, acciaio inossidabile e leghe di titanio, PEEK si distingue per la forza specifica.
Tabella comparativa delle proprietà meccaniche
Proprietà
PEEK non compilato
PEEK GF30
PEEK CF30
Al 6061
SS 316
Ti Grado5
Resistenza alla trazione (MPa)
97-110
160–180
230–250
310
520–1180
1000–1190
Densità (g/cm³)
1.32
1,51
1.44
2,70
7,95
4.43
Forza specifica (MPa·cm³/g)
73–83
106–119
159–174
115
66–149
226–269
Limite di fatica a 10⁷ cicli (MPa)
50–60
65–75
75–85
96
180–250
500–600
Deformazione da creep @200°C/10MPa/1000h (%)
0,5–1,2
0,3–0,6
0,2–0,4
N/D
N/D
N/D
Caratteristiche specifiche di resistenza e fatica
Confronto della forza:
Il PEEK puro è compreso tra 97 e 110 MPa, il PEEK con il 30% di fibra GF è 160-180 MPa e il PEEK con il 30% di fibra CF 230-250 MPa, mentre la lega di alluminio 6061 circa 310 MPa, l'acciaio inossidabile 316 circa 520-1180 MPa, la lega di titanio Grado 5 circa 1000-1190 MPa.
Confronto della forza specifica:
PEEK con il 30% di fibra CF circa 159-174 MPacm/g, lega di alluminio circa 115, acciaio inossidabile 316 circa 66-149. Nei sistemi con vincoli di peso, PEEK CF30 è più resistente dell'alluminio con capacità di carico per peso. Questo è uno dei principali vantaggi dello stampaggio di polimeri ad alte prestazioni.
Limite di fatica:
Con 10 cicli, è stata raggiunta una resistenza alla fatica di 50-60 MPa per il PEEK puro mentre il rinforzo CF30 la aumenta a 75-85 MPa, la lega di alluminio 6061 a ha un valore di circa 96 MPa. Il comportamento alla fatica dello stampaggio delle parti in plastica PEEK sembra paragonabile a quello dei metalli leggeri.
Resistente allo strisciamento e agli agenti chimici
Resistenza al creep: a 200 ℃/10 MPa, il creep del PEEK è al massimo dell'1,2% dopo 1.000 ore (un intervallo compreso tra 0,5 e 1,2%) mentre per CF30, solo 0,2, 0,4%.
Resistenza alla corrosione chimica: la stragrande maggioranza di acidi, basi e solventi organici lascia il PEEK inalterato (variazione di massa <0,1%), motivo per cui batte l'acciaio inossidabile 316 in acqua salata.
Contatta il nostro ingegnere per un calcolo gratuito dei dati di benchmarking delle proprietà meccaniche della parte in PEEK e per ottenere un rapporto di valutazione di fattibilità per i servizi di stampaggio a iniezione in PEEK.
Figura 1: ingranaggi, rondelle e componenti in PEEK mostrano alternative leggere alle tradizionali parti metalliche.
Come vengono impostati i parametri di processo chiave per il servizio di stampaggio a iniezione di precisione PEEK?
I parametri di processo principali del servizio di stampaggio a iniezione di PEEK di precisione includono: PEEK fuso a 320-360 ℃, stampo a 180-220 ℃. Il controllo preciso di questi fattori determina quanto PEEK sarà cristallino (34%-44%) e le caratteristiche meccaniche della parte.
Controllo della temperatura di fusione
360℃ come punto più basso: a questo livello basso un PEEK fuso diventa troppo viscoso (viscosità di taglio > 850 Pas) e difficile da riempire con tirature brevi.
400℃ come livello superiore: A livelli più alti una catena PEEK subirà termo-ossidazione e degradazione, che aumentano l'indice di fusione di > 15% e portano a una riduzione delle proprietà meccaniche del 30%-50%. Questa è l'area dei parametri del processo di stampaggio a iniezione PEEK, che non può essere modificata affatto.
Temperatura dello stampo e grado di cristallizzazione
Livello importante Tg (145 ℃): Se la temperatura a quel punto scende al di sotto di questo, il raffreddamento è troppo rapido, la cristallinità <20% e il prodotto si romperà.
Livello desiderato 160-200℃: il livello di cristallinità è del 34%-44%, la temperatura di distorsione termica arriva fino a oltre 250℃ e anche la resistenza del materiale agli agenti chimici è migliorata. Questo è uno dei modi pergarantire che la cristallinità delle parti in PEEK sia adeguatamente controllata attraverso il processo di produzione.
Parametri di pressione di iniezione e mantenimento
Pressione di iniezione: 83-124 MPa, pressione di mantenimento: 55-110 MPa, il tasso di ritiro delle aree a pareti spesse aumenterà dello 0,3%-0,6% se la pressione di mantenimento scende al di sotto di 55 MPa.
Condizioni di asciugatura forzata: 150℃×3-4 ore, contenuto di umidità ≤0,02%, il tasso di difetti delle strisce argentate sulla superficie sarà influenzato se i criteri sopra menzionati non vengono soddisfatti.
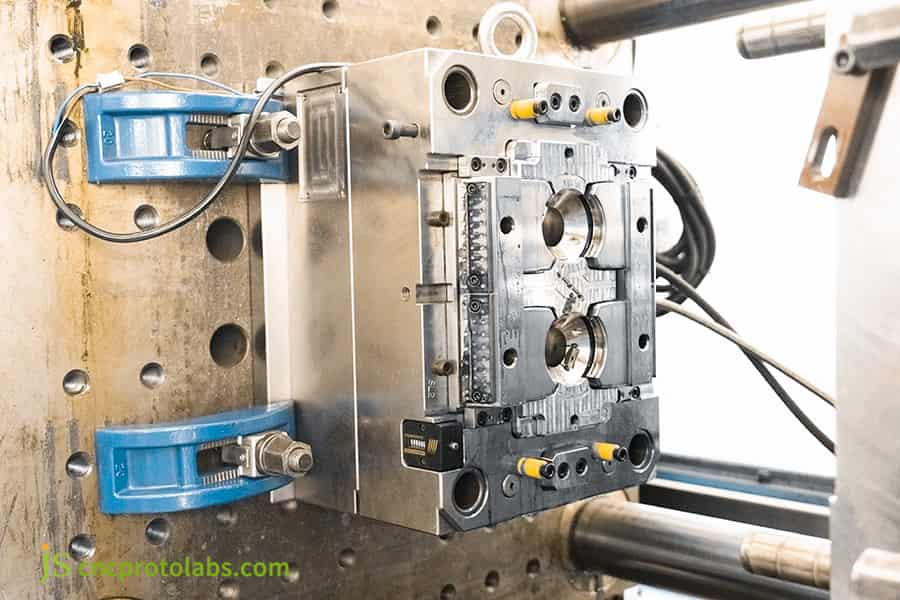
Figura 2: stampo a iniezione in PEEK con cavità di precisione pronto per la lavorazione dei polimeri ad alte prestazioni.
Quali sono i requisiti obbligatori non negoziabili per la progettazione di attrezzature per stampi a iniezione in PEEK?
gli utensili per stampi a iniezione PEEK necessitano di acciai speciali per stampi altamente resistenti alla corrosione e all'usura (ad esempio S136H, H13) con una durezza di HRC 48-54. L'attrezzatura deve essere dotata di un controller della temperatura dell'olio per alte temperature per controllare la temperatura dello stampo di 160-200 ℃.
Acciai e Rivestimenti
S136H(HRC 52-54) per metallo base, H13(HRC 48-52) per parte di rinforzo, con rivestimenti TiN o DLC (con spessore 2-4μm). Senza rivestimento, il tasso di usura è di circa 0,01 mm/100.000 cicli.
L'utilizzo del sistema a canale caldo è un requisito: il tasso di scarto del sistema a canale freddo è compreso tra il 20% e il 40%, mentre il sistema a canale caldo lo riduce a poco più del 3% e anche la resa è aumentata dal 68% al 99,4%. Per poter mantenere un tasso di rendimento elevato nello stampaggio del PEEK, questi requisiti dovrebbero essere soddisfatti: controllo indipendente della temperatura del canale caldo, differenza di temperatura ≤±3℃.
Progettazione del cancello e del raffreddamento
Progettazione del punto di accesso: diametro minimo=spessore della parete × 0,5 e ≥ 1,0 mm, la determinazione della posizione del punto di accesso più appropriata viene eseguita tramite il software Moldflow in modo che la linea di saldatura si trovi lontano dall'area non portante della parte di almeno 5 mm.
Sistema di raffreddamento: I canali di raffreddamento conformati sono indispensabili, riducono la variazione di temperatura sulla superficie dello stampo dall'attuale intervallo di 12-15℃ fino a 3℃. Il diametro del canale dovrebbe essere di 8-12 mm e la distanza minima tra la superficie del canale e la cavità deve essere almeno 1,5-2 volte il diametro del canale.
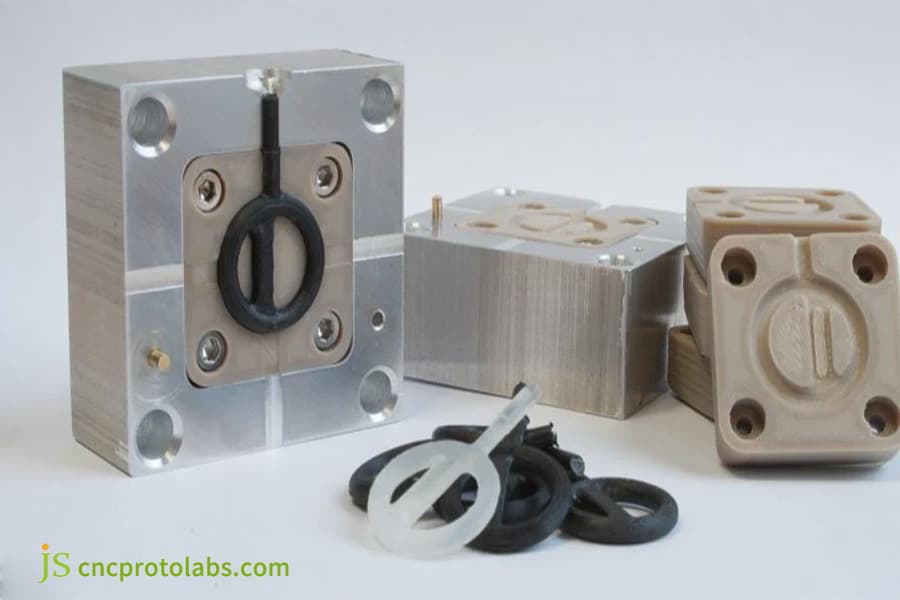
Figura 3: stampo a iniezione in acciaio PEEK con inserti lavorati con precisione e canali di raffreddamento ad alte prestazioni.
Come vengono controllati con precisione il tasso di ritiro e la cristallinità nella produzione di componenti in PEEK?
La sfida principale della produzione di componenti in PEEKsta nel controllo del tasso di ritiro. Il ritiro originale nel processo di stampaggio a iniezione del PEEK è dell'1,2%-2,5% (direzione del flusso 1,2%-1,5%, direzione trasversale 1,4%-1,9%) e, dopo la fase di rinforzo, è solo dello 0,1%-1,1%.
Ritiro anisotropico e cristallinità a livello molecolare
Le catene molecolari lungo la direzione del flusso provocano anisotropia. Il restringimento è dell'1,2%-1,5% nella direzione del flusso e dell'1,4%-1,9% nella direzione trasversale, quindi la deformazione è dovuta principalmente alla differenza dello 0,2%-0,7%.
La relazione tra cristallinità e velocità di ritiro. Per ogni aumento del 5% della cristallinità, la contrazione del volume aumenta di circa lo 0,25%. Quando la cristallinità è del 35%, il ritiro è di circa lo 0,75% superiore rispetto a quando è del 20%. Il servizio di stampaggio a iniezione di PEEK richiede un controllo preciso della cristallinità per stabilizzare il ritiro.
Rinforzo e compensazione della cavità dopo la fase di riempimento
Durante la compressione, GF30 è allo 0,3%-0,8%, CF30 allo 0,1%-0,5%, ma il ritiro anisotropo peggiora (0,1%-0,3% per la direzione del flusso, 0,5%-1,1% per la direzione laterale).
Tecnica di compensazione della cavità: Regolare la cavità in modo che sia più grande rispetto al flusso e le direzioni trasversali si restringano S_flow e S_trans, rispettivamente. Un buon esempio è prendere una lunghezza desiderata di 100 mm più S_flow dell'1,3%, quindi la cavità dovrebbe essere lunga 101,3 mm.
Pressione di mantenimento e capacità di processo
Compensazione della pressione di tenuta: aumentando la pressione di tenuta fino a raddoppiarla da 55 a 110 MPa, la contrazione volumetrica può essere ridotta ulteriormente di circa lo 0,2%-0,4%. Il tempo di attesa è finché il cancello non si solidifica (5-10 secondi).
Requisiti di capacità per il processo: SPC per il monitoraggio delle dimensioni principali, Cpk≥1,33, controllo completo delle dimensioni nelle prime 50 esecuzioni di prova per determinare la linea di base del ritiro. È la stessa capacità di stampaggio dei prodotti PEEK che fornisce un indizio sull'uniformità del prodotto di un lotto. Infatti, lo stampaggio di parti in plastica PEEK è un processo che influisce direttamente sull'uniformità del prodotto all'interno di un lotto.
In quali applicazioni ad alta richiesta i componenti leggeri in PEEK hanno sostituito con successo il metallo?
Il metallo è stato sostituito con successo da componenti PEEK leggeri in diverse applicazioni come petrolio e gas automobilistico aerospaziale, semiconduttori e settore medico. Ciascuno di questi settori ha obiettivi di riduzione del peso e condizioni operative chiaramente definiti. Dalle staffe per i sedili degli aerei agli strumenti per il fondo pozzo, i componenti stampati a iniezione in PEEK hanno aperto una frontiera completamente nuova per il design leggero.
Tabella comparativa delle cinque principali aree di applicazione
Industria
Metallo sostituito
Esempi di parti PEEK
Riduzione del peso
Requisito chiave
Aerospaziale
Lega di alluminio
Strutture sedili, pressacavi
40–60%
Tossicità del fumo FAR 25.853
Automotive
Acciaio/Alluminio
Parti della trasmissione, alloggiamento del motore EV
50–70%
Resistenza al refrigerante a 120°C
Petrolio e gas
Acciaio inossidabile
Utensili per fondo pozzo, piastre per valvole
60–75%
Resistenza all'H₂S, 200°C
Semiconduttore
Acciaio inossidabile
Supporti per wafer, anelli di serraggio
50–65%
Ultra pulito, poche particelle
Medico
Titanio
Gabbie spinali, impianti dentali
50–70%
Biocompatibilità, sterilizzabile
Aerospaziale e automobilistico
Aerospaziale: i supporti in lega di alluminio e i condotti dei cavi vengono sostituiti da un materiale che soddisfa gli standard FAR 25.853 sulla tossicità del fumo. Alcuni dei componenti principali che utilizzano questo materiale sono i telai dei sedili. Nel corso degli anni, lo stampaggio di polimeri ad alte prestazioni ha raccolto dati di convalida sufficienti in questa nicchia.
Automotive e nuova energia: PEEK ha sostituito il metallo nei componenti della trasmissione e nelle parti del turbo, nonché negli alloggiamenti delle batterie dei veicoli elettrici o dei motori, riducendo così il peso e aumentando l'autonomia. Lo stampaggio a iniezione di PEEK è una soluzione affidabile per l'alleggerimento del settore automobilistico
Petrolio e gas e semiconduttori
Estrazione di petrolio e gas: gli strumenti per il fondo pozzo, le piastre delle valvole dei compressori e le guarnizioni sono stati sostituiti con questo materiale in ambienti contenenti HS ad alta temperatura e alta pressione invece che con acciaio inossidabile e leghe a base di nichel.
Produzione di semiconduttori: un materiale con elevata pulizia, bassa particellazione e forte resistenza chimica è molto richiesto per componenti come supporti per wafer, anelli di bloccaggio e gestione dei fluidi. Qui l'acciaio inossidabile è stato sostituito dal PEEK.
Visualizza la libreria completa di casi di studio sui metalli alternativi PEEK per scoprire come il tuo settore può ottenere una riduzione del peso e dei costi attraverso componenti PEEK leggeri.
Figura 4: Stampaggio di parti in plastica PEEK ad alte prestazioni per applicazioni leggere nel settore aerospaziale e automobilistico.
Come si confronta il rapporto costo-efficacia dello stampaggio di parti in plastica PEEK con la lavorazione CNC?
Stampaggio di parti in plastica PEEK solo 1/25 del costo di realizzazione della stessa parte mediante lavorazione CNC. Ma lo stampaggio a iniezione necessita di uno stampo costoso che inizialmente costa tra 25.000 e 150.000. Il punto in cui il costo per unità dei due processi è lo stesso è solitamente compreso tra 1.000 e 5.000 unità.
Confronto ripartizione costi
Costo dello stampaggio a iniezione: 25.000-150.000 costo dello stampo (a seconda delle dimensioni, della cavità e del canale caldo), costo unitario dello stampaggio a iniezione 2,50-8,00.
Costo CNC: costo stampo 0, costo di lavorazione unitaria 18-75 (tasso di utilizzo del materiale 20%-40%, scarti PEEK inclusi), tempo di lavorazione CNC a 3 assi 80-120/h, 5 assi 150-250/h.
Formula per il calcolo del pareggio
Punto di pareggio Q ≥ Costo dello stampo / (Costo unitario CNC - Costo unitario di iniezione)
Scenario
Costo dello stampo ($)
Costo unitario CNC ($)
Costo unitario di iniezione ($)
Q di pareggio (pz/anno)
Piccola parte Φ50mm
28.000
15.00
1.20
2.029
Parte media Φ80mm
68.000
38,00
3.20
1.954
Parte grande 150×100×60 mm
120.000
75,00
6,50
1.752
Costi nascosti e risparmio totale
Scarti derivanti dalla lavorazione CNC: se il costo del PEEK è di circa 600-1.200 dollari/kg, allora gli scarti derivanti dalla sola lavorazione CNC già si sommano a un numero significativo. Il tasso di utilizzo del materiale nei servizi di stampaggio a iniezione PEEK è decisamente migliore di quello della lavorazione CNC.
La perdita di iniezione utilizzando un sistema a canale caldo per l'iniezione è solo del 3,2%. Per produzioni di oltre 10.000 parti all'anno, i costi totali di stampaggio (incluso l'ammortamento dello stampo) sono ridotti dell'85%-92%. La fattibilità economica dello stampaggio a iniezione di metalli in sostituzione della plastica è particolarmente evidente nei grandi quantità.
Ricevi un calcolo gratuito del punto di pareggio per il tuo progetto e un rapporto di confronto dei costi che mette a confronto lo stampaggio di parti in plastica PEEK e la lavorazione CNC.
Come si può selezionare scientificamente il grado rinforzato con riempitivo appropriato per i servizi di stampaggio a iniezione di PEEK?
Il servizio di stampaggio a iniezione di PEEK offre tre gradi standard: non riempito, rinforzato con fibra di vetro al 30% (GF30) e rinforzato con fibra di carbonio al 30% (CF30). I criteri di selezione sono: materiale puro selezionato per impatto/durabilità, GF30 selezionato per rigidità/stabilità dimensionale, CF30 selezionato per resistenza/resistenza all'usura/conduttività termica.
Se correlato alla dinamica/all'attrito→CF30. CF30 è il tipo più resistente all'usura di stampaggio di parti in plastica PEEK.
Se il mezzo è acqua/acido/alcali ad alta temperatura enon è richiesto alcun rinforzo utilizzare solo il materiale di base.
Se lo spessore della parete <1,0 mm→CF30. Con CF30, il tasso di integrità del riempimento è superiore del 15% rispetto al materiale vergine.
Stima dei costi e servizio stampi
Il costo è di 600-900/kg per il materiale vergine, GF30 700-1.000/kg, CF30 900-1.400/kg.
CF30 è più duro per gli stampi, quindi devono essere sottoposti a manutenzione più frequentemente, circa il 30% in più rispetto a GF30, quindi è necessario trovare un compromesso. Il materiale per l'utensileria per stampi a iniezione PEEK deve essere in linea con il grado di rinforzo.
Come vengono prevenuti sistematicamente i difetti comuni negli utensili per stampi a iniezione PEEK ad alta temperatura?
I difetti comuni negli utensili per stampi a iniezione in PEEK includono: deformazione, segni di ritiro, linee di saldatura, striature argentate, porosità e segni di bruciatura. Le principali strategie di prevenzione sono: temperatura dello stampo ≥ 160 ℃, pressione di tenuta sufficiente, raffreddamento uniforme, asciugatura completa e microventilazione.
Tipi di difetti comuni e soglie di prevenzione
Deformazione: la causa principale è una differenza di temperatura della superficie dello stampo >5℃. Soglia di prevenzione: raffreddamento seguendo la forma per controllare la differenza di temperatura entro ±3℃, tasso di variazione dello spessore della parete <25%.
Segni di ritiro e porosità: la causa principale è una pressione di tenuta insufficiente per pareti spesse (>4 mm). Prevenzione: pressione di tenuta ≥80 MPa, tempo di tenuta fino al congelamento del cancello (5–10 secondi), fori di riduzione del peso per spessori di parete >6 mm. Il servizio di stampaggio a iniezione di precisione PEEK richiede il mantenimento di parametri di pressione accurati fino a ±2 MPa.
Resistenza insufficiente della linea di saldatura: la causa principale è una temperatura di fusione di due flussi di fusione che supera i 360 ℃ di oltre 20 ℃. Prevenzione: Temperatura dello stampo sulla linea di saldatura ≥180℃, spostare il cancello per spostare la linea di saldatura dall'area non portante di ≥5 mm e aggiungere ventilazione.
Striature argentate: la causa principale è il contenuto di umidità >0,02%. Prevenzione: asciugatura a 150℃ per 4 ore, punto di rugiada ≤-40℃.
Porosità interna: la causa principale sono i gas volatili non ventilati. Prevenzione: contropressione 0,5–1,0 MPa, velocità della vite ≤60 giri/min.
Segni di bruciatura: la causa principale è la temperatura di compressione del gas intrappolato che supera i 450 ℃. Prevenzione: profondità scanalatura di sfiato 0,02 mm, larghezza 5 mm, sfiato dell'inserto terminale (area 0,5%–1% della proiezione della cavità).
Immagine breve: la causa principale è una velocità di iniezione insufficiente. Prevenzione: Velocità delle parti a parete sottile ≥120 mm/s, temperatura effettiva del cilindro ≥380℃, potenza di riscaldamento dell'ugello >2,5 kW.
Strategie di prevenzione sistematica
Fase di progettazione dello stampo:
Impiego di canali di raffreddamento conformi, differenza di temperatura della superficie dello stampo ≤±3℃, profondità della scanalatura di ventilazione 0,01–0,03 mm, larghezza 3–5 mm, posizione del punto di accesso analizzata utilizzando Moldflow per garantire che le linee di saldatura evitino aree portanti.La progettazione dello stampo per lo stampaggio di parti in plastica PEEK deve includere la simulazione del sistema di ventilazione.
Parametri di processo Indurimento:
Condizioni di essiccazione 150℃×4 ore, contenuto di umidità ≤0,02%, temperatura di fusione 360–400℃, temperatura dello stampo 160–200℃, pressione di iniezione 83–124 MPa, pressione di mantenimento 55–110 MPa,tempo di raffreddamento determinato dal quadrato dello spessore della parete (t_cool ∝ t_wall²).
Monitoraggio e feedback del processo:
I sensori di pressione della cavità monitorano la curva della pressione di mantenimento in tempo reale, l'SPC controlla la dimensione critica Cpk su ≥1,33. Il primo pezzo di ogni lotto viene sottoposto a un'ispezione dimensionale completa e viene creato un database dei difetti da inserire nel progetto.
In che modo JS Precision utilizza la produzione di componenti in PEEK per sostituire il metallo nelle giranti delle pompe dell'acqua automobilistiche?
JS Precision ha riprogettato un fornitore di livello 1 dila girante per pompa dell'acqua elettrica lavorata a CNC in lega di alluminio ADC12 di una società di veicoli ad energia rinnovabile (320 g, spessore della pala 0,8 mm) in un PEEK 450G girante stampata a iniezione (peso 95 g, riduzione del peso del 70,3%), che soddisfa le condizioni di test di bilanciamento dinamico a 8000 giri/min di grado G2.5 e resistenza alla corrosione del liquido di raffreddamento a 120 ℃.
Sfide dei clienti
Corrosione elettrochimica: le leghe di alluminio nel glicole etilenico/acqua di raffreddamento (pH 8-10, temperatura 90-115℃) producono particelle di allumina che intasano i cuscinetti, il che alla fine si traduce in un tasso di guasto del 3,8% (requisito del settore <0,5%).
Costi di lavorazione elevati: il costo totale per la pressofusione più la finitura CNC è di 38 per pezzo, con un conseguente costo annuo di 3.040.000.
Bassa consistenza del bilanciamento dinamico: la deviazione dello spessore della parete pressofusa è di 0,15 mm, la velocità di superamento dopo la riduzione del peso CNC è solo del 92,5%.
Soluzione di precisione JS
Selezione dei materiali e test di corrosione:
Come base è stato selezionato il materiale puro Victrex PEEK 450G. Quando immerso in un mezzo contenente glicole etilenico e acqua (1:1) a una temperatura di 120 ℃ per un periodo di 1000 ore, il materiale ha mantenuto il 98,5% della sua resistenza alla trazione iniziale senza mostrare alcun segno di corrosione. La verifica dei materiali dei servizi di stampaggio a iniezione PEEK è un passaggio fondamentale nella pianificazione del progetto.
Progettazione di stampi e compensazione del ritiro:
Struttura dello stampo a tre piastre. Il restringimento è dell'1,3% nella direzione del flusso e lateralmente dell'1,7%. Canale caldo centrale a punto singolo con valvola a spillo e 8 lame con scanalature di ventilazione a forma di anello (profondità 0,02 mm, larghezza 3 mm) alle estremità. Il raffreddamento conforme è stato impostato lungo la superficie della girante e la differenza di temperatura superficiale dello stampo è ≤2,8℃.
Lezioni apprese:
T1 Short Shot: quando la velocità di iniezione era impostata su 100 mm/s, la temperatura si riduceva a 365 ℃ quando il fronte fuso arrivava alla punta della lama da 0,8 mm. Azioni correttive: la velocità è stata aumentata a 130 mm/s, l'accelerazione era di 50 mm/s, la velocità di iniezione corta è stata ridotta dal 15% allo 0,5%.
Bilanciamento dinamico T2 G6.3: il diametro della guida dal punto di iniezione centrale era di 6 mm, un eccessivo riscaldamento a taglio ha creato un restringimento locale anomalo vicino all'entrata. Correzione: il diametro della guida è stato aumentato a 8 mm, è stata aggiunta anche una scanalatura di ventilazione anulare da 0,02 mm rivolta verso l'apertura, con conseguente miglioramento del bilanciamento dinamico a G2.5.
ISO 178:2019 Materie plastiche, Determinazione delle proprietà di flessione afferma chiaramente: la prova di flessione deve essere eseguita utilizzando provini standard con preferibilmente un rapporto tra larghezza e spessore di 16:1.
Per essere compatibili con questo standard, abbiamo selezionato la resistenza alla flessione della radice della pala pari all'85% del materiale di base come criterio di accettazione durante lo stampaggio di prova della girante. È stata garantita anche l'affidabilità strutturale. Il sistema di validazione per lo stampaggio di polimeri ad alte prestazioni dovrà essere confrontato con gli standard internazionali.
Risultati finali
Peso della parte: 95 g (originariamente realizzato in lega di alluminio che era di 320 g), il peso è ridotto di quasi il 70%.
Precisione dimensionale: Spessore lama 0,80,04 mm, posizione foro di montaggio 0,03 mm, planarità 0,03 mm.
Prezzo unitario: $ 3,20 (originariamente una soluzione CNC a $ 38), costo annuale $ 256.000 (originariamente $ 3 040 000), tasso di risparmio 91,6%.
Investimento nello stampo: $ 52.000 (inclusi canale caldo e raffreddamento conformato), periodo di recupero dell'investimento di circa 2,2 mesi.
Test di resistenza alla corrosione: Circolazione nel liquido di raffreddamento a 120 ℃ per 1000 ore, nessun prodotto di corrosione e variazione di peso -0,02%.
Tasso di superamento del bilanciamento dinamico: 99,8% (originariamente CNC 92,5%).
Ricevi un rapporto comparativo di soluzioni e costi simili per l'ottimizzazione DFM della girante in PEEK. Carica i tuoi disegni su JS Precision e ricevi una valutazione gratuita e un preventivo per la produzione di componenti in PEEK entro 24 ore.
Domande frequenti
D1: Quale tolleranza dimensionale può garantire in modo affidabile lo stampaggio a iniezione di PEEK nella produzione in serie?
La tolleranza della produzione in batch è di ±0,05 mm e il ritiro sulle superfici di accoppiamento critiche può essere compensato fino a ±0,03 mm. Ciò significa CPK≥1,33 e tasso di superamento >99,99%. In effetti, la precisione della produzione di parti in PEEK è già sufficiente per qualificarsi per la maggior parte dei casi di sostituzione dei metalli.
D2: Dobbiamo aspettarci che il PEEK stampato a iniezione abbia le stesse proprietà meccaniche dei pezzi lavorati dello stesso materiale?
La differenza nelle caratteristiche meccaniche statiche è di circa il 5%. La resistenza attorno all'area della linea di saldatura è generalmente ridotta del 15%-25%. JS Precision lavora con attenzione nel posizionare il cancello in modo che la linea di saldatura si allontani almeno 5 mm dalla zona non portante e non indebolisca il prodotto. La gestione della linea di saldatura è uno dei fattori decisivi che rendono il nostro servizio di stampaggio a iniezione PEEK di così alta qualità.
D3: Quanto possono durare gli stampi a iniezione per PEEK, confrontando i gradi non riempiti con quelli rinforzati?
Il PEEK in un grado puro utilizzando utensili S136H (HRC 52) dovrebbe durare circa da 500.000 a 1.000.000 di cicli di stampaggio. Per il grado GF30/CF30 rinforzato utilizzando utensili rivestiti H13+TiN da 300.000 a 500.000 cicli e saranno necessarie ulteriori riparazioni dopo che questi limiti sono stati superati.
D4: Qual è la quantità minima dell'ordine (MOQ) per lo stampaggio a iniezione di PEEK e quali fattori la determinano?
Dopo il pagamento completo della tariffa per lo stampo, MOQ può scendere a 2mila unità. Se il tuo fabbisogno annuale è inferiore a 5 mila parti, una soluzione di giunzione CNC/stampaggio a iniezione potrebbe essere l'opzione migliore per te.
D5: Quali considerazioni bisogna considerare per scegliere tra PEEK riempito con vetro al 30% (GF30) e PEEK al 30% (CF30) per un'applicazione?
CF30 è un conduttore termico migliore rispetto a GF30 (conduttività termica di 0,92 contro 0,35 W/m·K), quindi per le parti con una temperatura dello stampo di qualche grado superiore, CF30 può far risparmiare 10-15 ℃. Il CF30 consente anche una pressione di iniezione inferiore di 10-15 MPa ma risulterà più abrasivo. I casi di attrito o dissipazione del calore dovrebbero scegliere CF30 mentre i carichi statici o gli scenari di precisione dimensionale scelgono GF30.
Q6: È necessario effettuare la ricottura post-stampaggio delle parti in PEEK e a quali condizioni è obbligatorio?
La ricottura è necessaria per le parti con uno spessore della parete >4 mm o una temperatura di funzionamento >200℃: implica il mantenimento della parte a 200℃ per 1-2 ore, quindi il raffreddamento lento a 20℃/h. Cambiamenti dimensionali fino allo 0,05%-0,10% potrebbero essere causati dalla ricottura.
D7: Quali vantaggi offre JS Precision per lo stampaggio a iniezione di PEEK rispetto ad altri fornitori?
In qualità di fornitore di stampaggio a iniezione PEEK, JS Precision possiede la propria officina (tempi di consegna di 4-6 settimane), ha un processo di oltre 1.500 progetti (2-3 stampaggi di prova) e l'azienda soddisfa i più alti standard di qualità grazie alle certificazioni AS9100D/IATF 16949, (Cpk≥1,33). Fornisce inoltre oltre 5 milioni di pezzi all'anno, offre una valutazione DFM gratuita e offre tempi di consegna dei preventivi molto rapidi di 48 ore.
D8: Quali voci di dettaglio sono incluse nel preventivo JS Precision per i servizi di stampaggio a iniezione in PEEK?
Il preventivo comprende sei voci: costo dello stampo, costo del materiale (peso netto x 1,03 fattore di scarto), tariffa per la lavorazione dello stampaggio a iniezione, tariffa per la lavorazione secondaria, tariffa per l'imballaggio e il trasporto e tariffa per il rapporto di ispezione del primo pezzo. Invia disegni per ricevere una valutazione DFM gratuita. Il preventivo per la plastica in sostituzione dello stampaggio a iniezione di metallo dovrebbe coprire l'intero costo del ciclo di vita.
Riepilogo
Lo stampaggio a iniezione di PEEK ha sostituito metalli come leghe di alluminio, acciaio inossidabile e leghe di rame su larga scala nei settori automobilistico, aerospaziale, petrolifero e del gas, dei semiconduttori e medico. Questo articolo fornisce un quadro decisionale ingegneristico completo per lo stampaggio a iniezione di PEEK per sostituire i metalli da sette dimensioni: confronto meccanico, finestra di processo, requisiti di durezza dello stampo, anisotropia da ritiro, tre regole di selezione dei livelli principali e sette tipi di soglie di prevenzione dei difetti.
Vuoi un preventivo accurato per il tuo servizio di stampaggio ad iniezione in PEEK? Invia i disegni delle parti (formato STEP/IGS) a JS Precision e ti risponderemo con il tuo rapporto di valutazione DFM gratuito entro 48 ore. Comprenderà un grado PEEK consigliato, uno schema di compensazione del ritiro, un piano iniziale della struttura dello stampo, oltre a un preventivo dettagliato (tariffe dello stampo + costo unitario). Invia subito i tuoi disegni CAD per ricevere una valutazione tecnica e un preventivo gratuiti.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
Soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com