
Le service de moulage par injection PEEK est capable de fabriquer des composants légers de haute précision qui remplacent des composants métalliques avec une résistance à la traction de 97 à 200 MPa et une température de service continue de 250 ℃. Le PEEK est l'un des thermoplastiques les plus légers avec une densité de 1,32 g/cm - 50 % plus léger que l'alliage d'aluminium et 70 % plus léger que l'acier, mais il offre une résistance exceptionnelle aux produits chimiques et à l'usure. Grâce à ses propriétés exceptionnelles, le PEEK est de plus en plus utilisé pour le remplacement du métal dans le moulage par injection pour les industries des semi-conducteurs automobiles, aérospatiales et pétrolières et gazières.
Référence rapide du service de moulage par injection PEEK
|
Question principale |
Réponse clé |
|---|---|
|
Le PEEK peut-il remplacer le métal ? |
Oui. Traction 97-200 MPa, densité 1,32 g/cm³, utilisation continue 250°C. Rapport résistance/poids supérieur à celui de la plupart des métaux. |
|
Quelle précision l'injection de PEEK peut-elle atteindre ? |
Tolérance ±0,05 mm (±0,002 po). Compensation du retrait du moule requise entre 1,2 % et 2,5 %. |
|
Coût par rapport à l'usinage des métaux ? |
À volume élevé, le coût unitaire d'injection est de 1/25 de celui de la CNC. Investissement initial en moule : 25 000 $ à 150 000 $. |
|
Niveaux renforcés disponibles ? |
Non chargé, chargé à 30 % de verre (GF30), chargé à 30 % de carbone (CF30). Les propriétés mécaniques augmentent séquentiellement. |
Principaux résultats
- Le moulage par injection PEEK permet une réduction de poids de 50 à 70 % tout en gardant les propriétés mécaniques au niveau du métal
- Envisagez de maintenir la température du moule entre 160 et 200 °C pour obtenir une cristallisation suffisante du PEEK. Les pièces obtenues seront très fragiles si la température est inférieure à 143 °C.
- Un retrait d'environ 1,2 % à 2,5 % est lié au processus de moulage par injection PEEK. Les ingénieurs de conception doivent donc intégrer une compensation pour cet effet lors de la conception du moule.
- Dans des scénarios à grande échelle (>10 000 pièces/an), le coût total du cycle de vie du moulage par injection PEEK est nettement inférieur à celui de l'usinage CNC des métaux.
- La résistance à l'abrasion est plus élevée dans le PEEK renforcé de fibres de verre et de fibres de carbone. L'acier du moule doit être un acier spécial résistant à la corrosion et à l'usure.
Pourquoi faire confiance au service de moulage par injection PEEK de JS Precision pour l'allègement grâce au remplacement du métal ?
Compte tenu de la longue expérience de l'équipe, nos experts en ingénierie en moulage par injection PEEK ont réalisé qu'un service de moulage par injection PEEK fiable devrait être en mesure de sauvegarder le remplacement du métal par des données concrètes.
Notre implication pratique dansun projet de turbine de pompe à eau pour une automobile à énergie nouvelle, la turbine à eau en alliage d'aluminium pesait à l'origine 320 g et présentait un taux de défaillance après-vente de 3,8 %. En adoptant le moulage par injection PEEK 450G, le poids de la pièce a été réduit à 95 g, ce qui a permis d'économiser un coût annuel de 91,6 %.
Suite à ISO 9001:2015, il a été souligné qu'un mécanisme d'enregistrement des paramètres traçables doit être établi pour le processus de production en série de pièces moulées par injection.
Pour nous conformer aux réglementations établies par cette directive, nous effectuons un examen de projet en trois phases pour chacun des projets PEEK que nous réalisons : la sélection des matériaux, la vérification, l'analyse du flux de moule, l'examen, l'essai, le processus de moulage, la solidification.
En tenant compte de cela, nous utilisons désormais la base de données accumulée par JS Precisions d'environ 1 500 cas de moulage par injection PEEK au travail, ce qui a permis de réduire les coûts totaux du client de 18 à 25 %.
Téléchargez le livre blanc sur le moulage par injection PEEK, alternative au métal, pour comprendre la sélection des matériaux, la compensation du retrait et les exigences de conception des moules, et évaluer à l'avance la faisabilité de votre service de moulage par injection PEEK.
Quelles sont les principales lacunes en termes de propriétés mécaniques entre le service de moulage par injection PEEK et l'usinage traditionnel des métaux ?
Les pièces de service de moulage par injection en PEEK présentent une résistance à la traction allant de 97 à 200 MPa, une densité aussi faible que 1,32 g/cm et un module d'élasticité variant entre 3,6 et 24 GPa. Par rapport aux autres matériaux mentionnés, les alliages d'aluminium, l'acier inoxydable et les alliages de titane, le PEEK se distingue par sa résistance spécifique.
Tableau de comparaison des propriétés mécaniques
|
Propriété |
PEEK non rempli |
PEEK GF30 |
PEEK CF30 |
Al 6061 |
SS 316 |
Ti Grade5 |
|---|---|---|---|---|---|---|
|
Résistance à la traction (MPa) |
97-110 |
160-180 |
230-250 |
310 |
520-1 180 |
1 000 à 1 190 |
|
Densité (g/cm³) |
1.32 |
1.51 |
1.44 |
2,70 |
7,95 |
4.43 |
|
Force spécifique (MPa·cm³/g) |
73-83 |
106-119 |
159-174 |
115 |
66-149 |
226-269 |
|
Limite de fatigue à 10⁷ cycles (MPa) |
50 à 60 |
65-75 |
75-85 |
96 |
180-250 |
500 à 600 |
|
Déformation de fluage à 200°C/10MPa/1000h (%) |
0,5 à 1,2 |
0,3 à 0,6 |
0,2 à 0,4 |
N/A |
N/A |
N/A |
Caractéristiques spécifiques de résistance et de fatigue
- Comparaison de force :
Le PEEK pur est compris entre 97 et 110 MPa, le PEEK avec 30 % de fibres GF est entre 160 et 180 MPa et le PEEK avec 30 % de fibres CF entre 230 et 250 MPa, tandis que l'alliage d'aluminium 6061 est d'environ 310 MPa, l'acier inoxydable 316 d'environ 520-1180 MPa et l'alliage de titane de grade 5 environ. 1000-1190 MPa.
- Comparaison de résistance spécifique :
PEEK avec 30 % de fibres CF environ 159-174 MPacm/g, alliage d'aluminium environ 115, acier inoxydable 316 environ 66-149. Dans les systèmes à poids limité, le PEEK CF30 est plus résistant que l'aluminium avec une capacité de charge par poids. C'est le principal avantage du moulage de polymère haute performance.
- Limite de fatigue :
Avec 10 cycles, une résistance à la fatigue de 50-60 MPa a été obtenue pour le PEEK pur alors que le renfort CF30 l'augmente à 75-85 MPa, l'alliage d'aluminium 6061 a a une valeur d'environ 96 MPa. Le comportement à la fatigue du moulage des pièces en plastique PEEK semble comparable à celui des métaux légers.
Résistant au fluage et aux produits chimiques
- Résistance au fluage : À 200 ℃/10 MPa, le fluage du PEEK est au maximum de 1,2 % après 1 000 heures (une plage de 0,5 à 1,2 %) alors que pour le CF30, il n'est que de 0,2 à 0,4 %.
- Résistance à la corrosion chimique : une grande majorité d'acides, de bases et de solvants organiques n'affectent pas le PEEK (changement de masse <0,1 %), ce qui est l'une des principales raisons pour lesquelles il surpasse l'acier inoxydable 316 dans l'eau salée.
Contactez notre ingénieur pour un calcul gratuit des données comparatives des propriétés mécaniques de vos pièces PEEK et pour obtenir un rapport d'évaluation de faisabilité pour les services de moulage par injection PEEK.

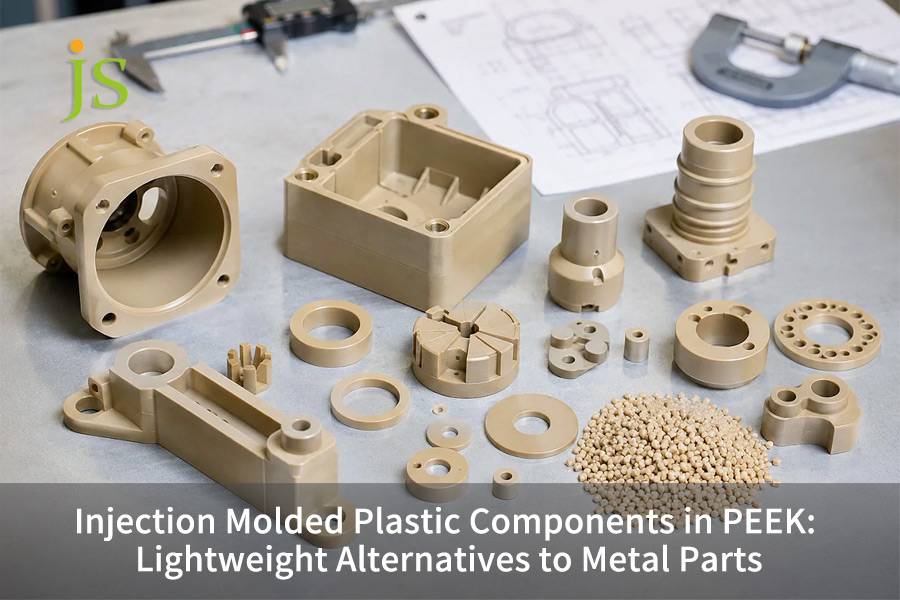
Figure 1 : Les engrenages, rondelles et composants PEEK présentent des alternatives légères aux pièces métalliques traditionnelles.
Comment sont définis les paramètres de processus clés pour le service de moulage par injection PEEK de précision ?
Les principaux paramètres de processus du service de moulage par injection PEEK de précision comprennent : PEEK fondu à 320-360℃, moule à 180-220℃. Le contrôle précis de ces facteurs détermine la quantité de PEEK qui sera cristalline (34 % à 44 %) et les caractéristiques mécaniques de la pièce.
Contrôle de la température de fusion
- 360 °C comme point le plus bas : À ce niveau bas, une masse fondue de PEEK devient trop visqueuse (viscosité de cisaillement > 850 Pas) et difficile à remplir à partir de courtes séries.
- 400 ℃ comme niveau supérieur : À des niveaux plus élevés, une chaîne PEEK subira une thermo-oxydation et une dégradation, ce qui augmente l'indice de fluidité de > 15 % et entraîne une réduction des propriétés mécaniques de 30 à 50 %. C'est le domaine des paramètres du processus de moulage par injection PEEK, qui ne peuvent pas être modifiés du tout.
Température du moule et degré de cristallisation
- Niveau Tg important (145 ℃) : Si la température à ce point descend en dessous, le refroidissement est trop rapide, la cristallinité <20 % et le produit va se briser.
- Niveau souhaité 160-200℃ : Le niveau de cristallinité est de 34 % à 44 %, la température de déformation thermique monte au-dessus de 250 ℃ et la résistance du matériau aux produits chimiques est également améliorée. C'est l'un des moyens degarantir que la cristallinité des pièces en PEEK est correctement contrôlée tout au long du processus de fabrication.
Paramètres de pression d'injection et de maintien
- Pression d'injection : 83-124 MPa, pression de maintien : 55-110 MPa, le taux de retrait des zones à parois épaisses sera augmenté de 0,3 à 0,6 % si la pression de maintien tombe en dessous de 55 MPa.
- Conditions de séchage forcé : 150 ℃ × 3-4 heures, teneur en humidité ≤0,02 %, le taux de défauts de stries argentées en surface sera affecté si les critères mentionnés ci-dessus ne sont pas remplis.
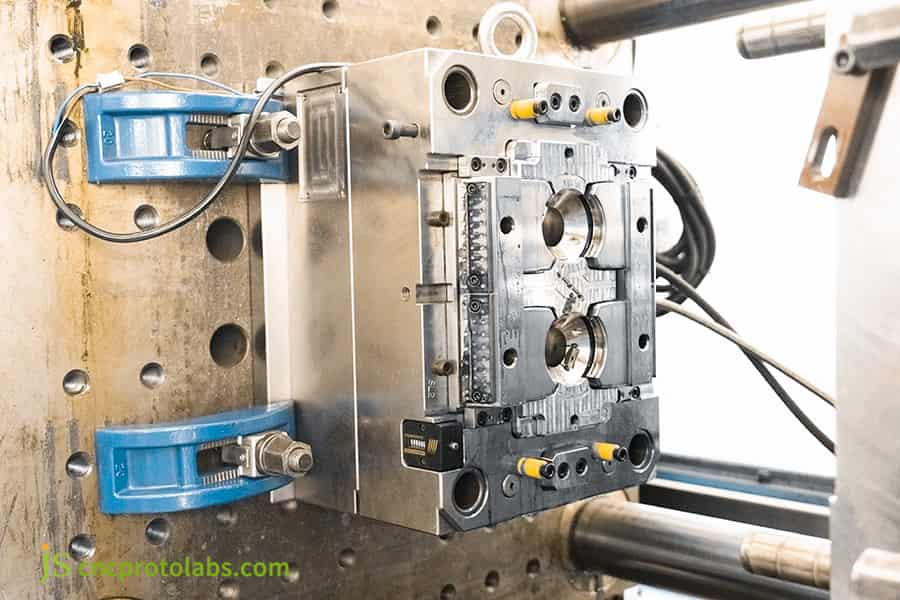
Figure 2 : Moule à injection PEEK avec des cavités de précision prêtes pour le traitement des polymères haute performance.
Quelles sont les exigences obligatoires non négociables pour la conception d'outillage de moulage par injection PEEK ?
Les outils de moulage par injection PEEK nécessitent des aciers de moulage spéciaux hautement résistants à la corrosion et à l'usure (par exemple S136H, H13) avec une dureté de HRC 48-54. L'outillage doit être équipé d'un contrôleur de température d'huile pour haute température afin de contrôler la température du moule de 160 à 200 ℃.
Aciers et revêtements
S136H(HRC 52-54) pour le métal de base, H13(HRC 48-52) pour les pièces de renforcement, avec revêtements TiN ou DLC (avec une épaisseur de 2 à 4 µm). Sans couche, le taux d'usure est d'environ 0,01 mm/100 000 cycles.
Il est obligatoire d'utiliser un système à canaux chauds : le taux de rebut du système à canaux froids est compris entre 20 % et 40 %, tandis que le système à canaux chauds le réduit à un peu plus de 3 % et le rendement est également amélioré de 68 % à 99,4 %. Pour pouvoir maintenir le taux de rendement élevé dans le moulage PEEK, ces exigences doivent être remplies : contrôle indépendant de la température des canaux chauds, différence de température ≤±3℃.
Conception du portail et du refroidissement
- Conception de la porte : diamètre minimum = épaisseur de paroi × 0,5 et ≥ 1,0 mm, la détermination de l'emplacement de la porte le plus approprié est effectuée via le logiciel Moldflow afin que la ligne de soudure soit située à l'écart de la zone non porteuse de la pièce d'au moins 5 mm.
- Système de refroidissement : Les canaux de refroidissement conformes sont indispensables, ils réduisent la variation de température à la surface du moule de la plage actuelle de 12 à 15 ℃ jusqu'à 3 ℃. Le diamètre du canal serait de 8 à 12 mm et la distance minimale entre la surface du canal et la cavité doit être d'au moins 1,5 à 2 fois le diamètre du canal.
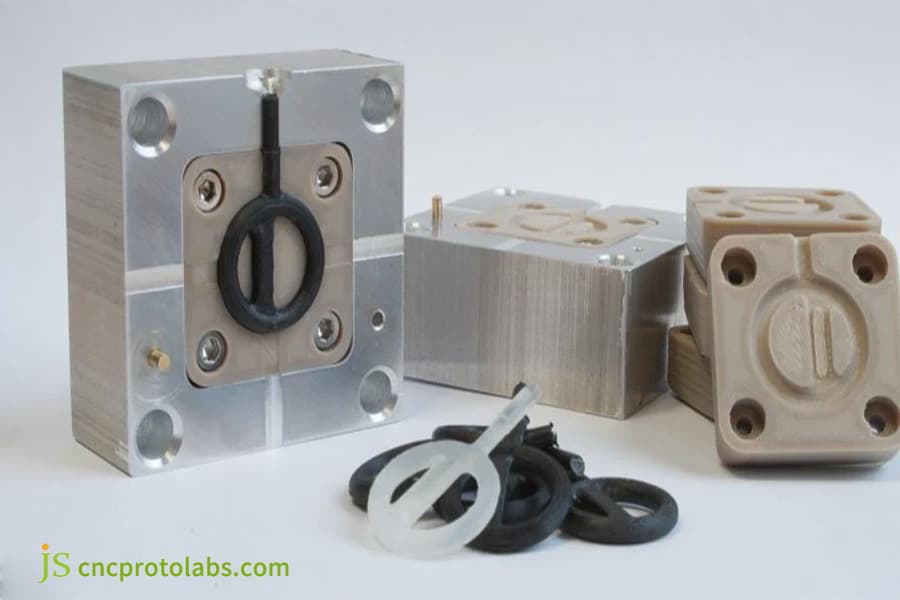
Figure 3 : Moule à injection PEEK en acier avec inserts usinés avec précision et canaux de refroidissement hautes performances.
Comment le taux de retrait et la cristallinité sont-ils contrôlés avec précision lors de la fabrication de composants PEEK ?
Le principal défi de la fabrication de composants PEEK réside dans le contrôle du taux de retrait. Le retrait initial dans le processus de moulage par injection PEEK est de 1,2 % à 2,5 % (sens d'écoulement 1,2 % à 1,5 %, sens transversal 1,4 % à 1,9 %) et, après la phase de renforcement, n'est que de 0,1 % à 1,1 %.
Retrait anisotrope et cristallinité au niveau moléculaire
- Les chaînes moléculaires le long de la direction de l'écoulement entraînent une anisotropie. Le retrait est de 1,2 % à 1,5 % dans le sens de l'écoulement et de 1,4 % à 1,9 % dans le sens transversal, le gauchissement est donc principalement dû à une différence de 0,2 % à 0,7 %.
- Relation entre la cristallinité et le taux de retrait. Pour chaque augmentation de 5 % de la cristallinité, le retrait volumique augmente d'environ 0,25 %. Lorsque la cristallinité est de 35 %, le retrait est d'environ 0,75 % plus élevé que lorsqu'il est de 20 %. Le service de moulage par injection PEEK nécessite un contrôle précis de la cristallinité pour stabiliser le retrait.
Renforcement et compensation des cavités après l'étape de remplissage
- Pendant la compression, le GF30 est compris entre 0,3 % et 0,8 %, le CF30 entre 0,1 % et 0,5 %, mais le retrait anisotrope s'aggrave (0,1 % à 0,3 % pour le sens d'écoulement, 0,5 % à 1,1 % pour le sens latéral).
- Technique de compensation de la cavité : Ajustez la cavité pour qu'elle soit plus grande dans les directions transversales d'écoulement et de retrait S_flow et S_trans, respectivement. Un bon exemple consiste à prendre une longueur souhaitée de 100 mm plus un S_flow de 1,3 %, la cavité doit donc avoir une longueur de 101,3 mm.
Pression de maintien et capacité du processus
- Compensation de pression de maintien : En augmentant la pression de maintien pour doubler de 55 à 110 MPa, le retrait volumétrique peut être réduit davantage d'environ 0,2 % à 0,4 %. Le temps de maintien est jusqu'à ce que la porte se solidifie (5 à 10 secondes).
- Exigences de capacité pour le processus : SPC pour le suivi des dimensions principales, Cpk≥1,33, vérification complète de la taille au cours des 50 premiers essais pour déterminer la ligne de base du retrait. C'est la capacité de moulage des produits PEEK elle-même qui donne une indication sur l'uniformité du produit d'un lot. En fait, le moulage de pièces en plastique PEEK est un processus qui a un impact direct sur l'uniformité du produit au sein d'un lot.
Dans quelles applications à forte demande les composants légers en PEEK ont-ils remplacé avec succès le métal ?
Le métal a été remplacé avec succès par des composants légers en PEEK dans différentes applications telles que l'aérospatiale, l'automobile, le pétrole et le gaz, les semi-conducteurs et le secteur médical. Chacun de ces secteurs a des objectifs de réduction de poids et des conditions de fonctionnement clairement définis. Des supports de siège d'avion aux outils de fond, les composants moulés par injection PEEK ont ouvert une toute nouvelle frontière en matière de conception légère.
Tableau comparatif des cinq principaux domaines d'application
|
Industrie |
Métal remplacé |
Exemples de pièces PEEK |
Réduction de poids |
Exigence clé |
|---|---|---|---|---|
|
Aéronautique |
Alliage d'aluminium |
Structures de siège, serre-câbles |
40 à 60 % |
Toxicité de la fumée FAR 25.853 |
|
Automobile |
Acier/Aluminium |
Pièces de transmission, boîtier de moteur EV |
50 à 70 % |
Résistance au liquide de refroidissement de 120°C |
|
Pétrole et gaz |
Acier inoxydable |
Outils de fond, plaques à soupapes |
60 à 75 % |
Résistance H₂S, 200°C |
|
Semi-conducteur |
Acier inoxydable |
Supports de plaquettes, anneaux de serrage |
50 à 65 % |
Ultra-propre et peu de particules |
|
Médical |
Titane |
Cages vertébrales, implants dentaires |
50 à 70 % |
Biocompatibilité, stérilisable |
Aérospatiale et automobile
- Aéronautique : Les supports et les conduits de câbles en alliage d'aluminium sont remplacés par un matériau conforme aux normes FAR 25.853 sur la toxicité de la fumée. Certains des principaux composants utilisant ce matériau sont les cadres de sièges. Au fil des années, le moulage de polymères hautes performances a rassemblé suffisamment de données de validation dans ce créneau.
- Automobile et nouvelles énergies : Le PEEK a remplacé le métal dans les composants de transmission et les pièces de turbo, ainsi que dans les boîtiers de batterie ou de moteur des véhicules électriques, réduisant ainsi le poids et augmentant l'autonomie. Le moulage par injection PEEK est une solution fiable pour l'allègement automobile
Pétrole, gaz et semi-conducteurs
- Extraction de pétrole et de gaz : les outils de fond de trou, les plaques de soupapes de compresseur et les joints ont été remplacés par ce matériau dans des environnements contenant du HS à haute température et haute pression au lieu de l'acier inoxydable et des alliages à base de nickel.
- Fabrication de semi-conducteurs : un matériau présentant une propreté élevée, une faible particule et une forte résistance chimique est très demandé pour les composants tels que les supports de tranches, les bagues de serrage et la manipulation des fluides. Ici, l'acier inoxydable a été remplacé par le PEEK.
Consultez la bibliothèque complète d'études de cas sur les métaux alternatifs PEEK pour découvrir comment votre industrie peut réduire le poids et les coûts grâce aux composants PEEK légers.
Figure 4 : Moulage de pièces en plastique PEEK hautes performances pour les applications légères de l'aérospatiale et de l'automobile.
Comment la rentabilité du moulage de pièces en plastique PEEK se compare-t-elle à celle de l'usinage CNC ?
Moulage de pièces en plastique PEEK seulement 1/25 du coût de fabrication de la même pièce par usinage CNC. Mais le moulage par injection nécessite un moule coûteux qui coûte initialement entre 25 000 et 150 000. Le point auquel le coût unitaire des deux processus est le même se situe généralement autour de 1 000 à 5 000 unités.
Comparaison de la répartition des coûts
- Coût du moulage par injection : Coût du moule de 25 000 à 150 000 (en fonction de la taille, de la cavité et des canaux chauds), coût unitaire du moulage par injection de 2,50 à 8,00.
- Coût CNC : coût du moule 0, coût d'usinage unitaire 18-75 (taux d'utilisation des matériaux 20 %-40 %, chutes de PEEK incluses), temps d'usinage CNC 3 axes 80-120/h, 5 axes 150-250/h.
Formule de calcul du seuil de rentabilité
Seuil de rentabilité Q ≥ Coût du moule / (Coût unitaire CNC - Coût unitaire d'injection)
|
Scénario |
Coût du moule ($) |
Coût unitaire CNC ($) |
Coût unitaire d'injection ($) |
Seuil de rentabilité Q (pièces/an) |
|---|---|---|---|---|
|
Petite pièce Φ50 mm |
28 000 |
15h00 |
1.20 |
2 029 |
|
Partie moyenne Φ80 mm |
68 000 |
38.00 |
3.20 |
1 954 |
|
Grande pièce 150×100×60mm |
120 000 |
75,00 |
6,50 |
1 752 |
Coûts cachés et économies totales
- Déchets de l'usinage CNC : Si le coût du PEEK est d'environ 600 à 1 200 $P/kg, alors les déchets issus de l'usinage CNC à eux seuls représentent déjà un nombre important. Le taux d'utilisation des matériaux dans les services de moulage par injection PEEK est bien meilleur que celui de l'usinage CNC.
- La perte de tir avec un système d'injection à canaux chauds n'est que de 3,2 %. Pour les productions de plus de 10 000 pièces par an, les coûts totaux de moulage (dépréciation du moule d'inclusion) sont réduits de 85 à 92 %. La faisabilité économique du le moulage par injection de plastique remplaçant le métal est particulièrement importante dans les grands quantités.
Obtenez gratuitement un calcul du seuil de rentabilité de votre projet et un rapport de comparaison des coûts comparant le moulage de pièces en plastique PEEK et l'usinage CNC.
Comment sélectionner scientifiquement la qualité renforcée de charges appropriée pour les services de moulage par injection PEEK ?
Le service de moulage par injection PEEK propose trois qualités standards : non chargé, renforcé à 30 % de fibre de verre (GF30) et renforcé à 30 % de fibre de carbone (CF30). Les critères de sélection sont : matériau pur sélectionné pour l'impact/durabilité, GF30 sélectionné pour la rigidité/stabilité dimensionnelle, CF30 sélectionné pour la résistance/résistance à l'usure/conductivité thermique.
Tableau de comparaison de trois notes
|
Propriété |
PEEK non rempli (450 G) |
PEEK GF30 (450GL30) |
PEEK CF30 (450CF30) |
|---|---|---|---|
|
Résistance à la traction (MPa) |
97-110 |
160-180 |
230-250 |
|
Allongement à la rupture (%) |
25 à 50 |
2 à 4 |
1 à 3 |
|
Module de flexion (GPa) |
3.6 à 4.1 |
12-14 |
20-24 |
|
HDT à 1,8 MPa (°C) |
148 |
330 |
335 |
|
Conductivité thermique (W/m·K) |
0,25 |
0,35 |
0,92 |
|
Résistivité superficielle (Ω·cm) |
>10¹⁴ |
>10¹⁴ |
10³–10⁵ |
|
Retrait (%) |
1,2 à 2,5 |
0,3 à 0,8 |
0,1 à 0,5 |
Sélection des règles IF-THEN
- Si la température de fonctionnement >200 ℃ et la charge statique→GF30. Le Le service de moulage par injection Precision PEEK peut utiliser cette qualité car il dispose d'une bibliothèque de paramètres de processus assez complète.
- Si dynamique/lié au frottement→CF30. Le CF30 est le type de moulage de pièces en plastique PEEK le plus résistant à l'usure.
- Si le support est de l'eau/acide/alcali à haute température etaucun renforcement n'est requis, utilisez uniquement le matériau de base.
- Si épaisseur de paroi <1,0 mm→CF30. Avec le CF30, le taux d'intégrité du remplissage est 15 % plus élevé qu'avec un matériau vierge.
Estimation des coûts et service de moulage
- Le coût est de 600 à 900 /kg pour le matériau vierge, de 30 GF à 700 à 1 000 /kg, de 30 900 à 1 400 CF/kg.
- Le CF30 est plus dur pour les moules, ils doivent donc être entretenus plus fréquemment, environ 30 % plus souvent que le GF30, un compromis doit donc être trouvé. Le matériau d'un outillage de moulage par injection PEEK doit être conforme à la qualité de renforcement.
Comment les défauts courants dans les outils de moulage par injection PEEK à haute température sont-ils systématiquement évités ?
Les défauts courants dans les outils de moulage par injection PEEK incluent : la déformation, les marques de retrait, les lignes de soudure, les stries argentées, la porosité et les marques de brûlure. Les principales stratégies de prévention sont les suivantes : température des moisissures ≥ 160 ℃, pression de maintien suffisante, refroidissement uniforme, séchage complet et micro-ventilation.
Types de défauts courants et seuils de prévention
- Déformation : La cause première est une différence de température à la surface du moule > 5 ℃. Seuil de prévention : refroidissement en suivant la forme pour contrôler la différence de température à ± 3 ℃, taux de changement d'épaisseur de paroi < 25 %.
- Marques de retrait et porosité : La cause fondamentale est une pression de maintien insuffisante pour les parois épaisses (> 4 mm). Prévention : Pression de maintien ≥80 MPa, temps de maintien jusqu'à ce que le portail gèle (5 à 10 secondes), trous de réduction de poids pour les épaisseurs de paroi >6 mm. Le service de moulage par injection PEEK de précision nécessite de maintenir des paramètres de pression précis à ±2 MPa.
- Résistance insuffisante de la ligne de soudure : la cause première est une température de fusion de deux flux de fusion dépassant 360 °C de plus de 20 °C. Prévention : Température du moule au niveau de la ligne de soudure ≥180 ℃, déplacez la porte pour décaler la ligne de soudure de la zone non porteuse de ≥5 mm et ajoutez une ventilation.
- Traînées argentées : la cause première est une teneur en humidité > 0,02 %. Prévention : Séchage à 150℃ pendant 4 heures, point de rosée ≤-40℃.
- Porosité interne : la cause première est la présence de gaz volatils non ventilés. Prévention : Contre-pression 0,5–1,0 MPa, vitesse de vis ≤60 tr/min.
- Marques de brûlure : La cause première est une température de compression du gaz piégé dépassant 450 ℃. Prévention : Profondeur de rainure de ventilation 0,02 mm, largeur 5 mm, ventilation de l'insert d'extrémité (surface 0,5 % à 1 % de la projection de la cavité).
- Coup court : la cause première est une vitesse d'injection insuffisante. Prévention : Vitesse des pièces à paroi mince ≥120 mm/s, température réelle du canon ≥380℃, puissance de chauffage de la buse >2,5 kW.
Stratégies de prévention systématique
- Étape de conception du moule :
Utilisez des canaux de refroidissement conformes, une différence de température de surface du moule ≤ ± 3 ℃, une profondeur de rainure d'aération de 0,01 à 0,03 mm, une largeur de 3 à 5 mm, l'emplacement de la porte analysé à l'aide de Moldflow pour garantir que les lignes de soudure évitent les zones porteuses. La conception de moules pour le moulage de pièces en plastique PEEK doit inclure la simulation du système de ventilation.
- Paramètres du processus de durcissement :
Conditions de séchage 150 ℃×4 h, teneur en humidité ≤0,02 %, température de fusion 360 - 400 ℃, température du moule 160 - 200 ℃, pression d'injection 83-124 MPa, pression de maintien 55-110 MPa, temps de refroidissement déterminé par le carré de l'épaisseur de la paroi (t_cool ∝ t_wall²).
- Surveillance des processus et commentaires :
Les capteurs de pression de cavité surveillent la courbe de pression de maintien en temps réel, SPC contrôle la dimension critique Cpk à ≥1,33. La première pièce de chaque lot est soumise à une inspection dimensionnelle et une base de données de défauts est établie pour alimenter la conception.
Comment JS Precision utilise-t-il la fabrication de composants PEEK pour remplacer le métal dans les turbines de pompes à eau automobiles ?
JS Precision a repensé un fournisseur de niveau 1 de la turbine de pompe à eau électrique usinée CNC en alliage d'aluminium ADC12 d'une société de véhicules à énergie nouvelle (320 g, épaisseur de lame 0,8 mm) en PEEK 450G turbine moulée par injection (poids de 95 g, réduction de poids de 70,3 %), qui répond aux conditions de test de résistance à la corrosion du liquide de refroidissement G2.5 à équilibrage dynamique de 8 000 tr/min et à 120 ℃.
Défis des clients
- Corrosion électrochimique : Les alliages d'aluminium dans l'éthylène glycol/eau de refroidissement (pH 8-10, température 90-115℃) produisent des particules d'alumine qui obstruent les roulements, ce qui entraîne finalement un taux de défaillance de 3,8 % (exigence de l'industrie <0,5%).
- Coûts de traitement élevés : le coût total du moulage sous pression et de la finition CNC est de 38 par pièce, ce qui correspond à un coût annuel de 3 040 000.
- Faible cohérence de l'équilibre dynamique : L'écart d'épaisseur de la paroi moulée sous pression est de 0,15 mm, le taux de réussite après réduction de poids CNC n'est que de 92,5 %.
Solution de précision JS
- Sélection des matériaux et test de corrosion :
Le matériau pur Victrex PEEK 450G est sélectionné comme base. Lorsqu'il est immergé dans un milieu contenant de l'éthylène glycol et de l'eau (1:1) à une température de 120 ℃ pendant une période de 1 000 heures, le matériau a conservé 98,5 % de sa résistance à la traction initiale sans montrer aucun signe de corrosion. La vérification des matériaux des services de moulage par injection PEEK est une étape critique dans la planification du projet.
- Conception de moules et compensation du retrait :
Structure de moule à trois plaques. Le retrait est de 1,3 % dans le sens d'écoulement et latéralement de 1,7 %. Canaux chauds centraux à point unique avec vanne à pointeau et 8 pales avec rainures d'aération en forme d'anneau (0,02 mm de profondeur, 3 mm de largeur) aux extrémités. Un refroidissement conforme a été réglé le long de la surface de la roue et la différence de température de surface du moule ≤2,8 ℃.
Leçons apprises :
- Tir court T1 : Lorsque la vitesse d'injection a été réglée sur 100 mm/s, la température a été réduite à 365 °C lorsque le front de fusion est arrivé à la pointe de la lame de 0,8 mm.
Actions correctives : La vitesse a été augmentée à 130 mm/s, l'accélération a été de 50 mm/s et le taux de tirs courts a été réduit de 15 % à 0,5 %. - Équilibre dynamique T2 G6.3 : Le diamètre du canal à partir du portail central était de 6 mm, un échauffement par cisaillement excessif a créé un retrait local anormal à proximité du portail.
Correction : Le diamètre du canal a été augmenté à 8 mm, une rainure de ventilation annulaire de 0,02 mm a également été ajoutée face au portail, entraînant une amélioration de l'équilibre dynamique à G2.5.
ISO 178:2019 Plastiques, Détermination des propriétés de flexion, indique clairement : L'essai de flexion doit être effectué en utilisant des éprouvettes standards avec de préférence un rapport portée/épaisseur de 16 : 1.
Pour être compatible avec cette norme, nous avons sélectionné une résistance à la flexion du pied de pale de 85 % du matériau de base comme critère d'acceptation lors du moulage d'essai de la roue. La fiabilité structurelle a également été assurée. Le système de validation pour le moulage de polymères hautes performances doit être comparé aux normes internationales.
Résultats finaux
- Poids de la pièce : 95 g (à l'origine fabriqué en alliage d'aluminium qui faisait 320 g), le poids est réduit de près de 70 %.
- Précision dimensionnelle : Épaisseur de la lame 0,80,04 mm, position du trou de montage 0,03 mm, planéité 0,03 mm.
- Prix unitaire : 3,20 $ (à l'origine une solution CNC à 38 $), coût annuel de 256 000 $ (à l'origine 3 040 000 $), taux d'économies de 91,6 %.
- Investissement dans le moule : 52 000 $ (y compris les canaux chauds et le refroidissement conforme), période de retour sur investissement d'environ 2,2 mois.
- Test de résistance à la corrosion : Circulation dans un liquide de refroidissement à 120 ℃ pendant 1 000 heures, aucun produit de corrosion et changement de poids -0,02 %.
- Taux de réussite de l'équilibre dynamique : 99,8 % (à l'origine CNC 92,5 %).
Obtenez un rapport comparatif de solutions et de coûts similaires d'optimisation DFM pour turbine PEEK. Téléchargez vos dessins sur JS Precision et recevez une évaluation gratuite et un devis de fabrication de composants PEEK dans les 24 heures.
FAQ
Q1 : Quelle tolérance dimensionnelle le moulage par injection PEEK peut-il offrir de manière fiable dans la production en série ?
La tolérance de production par lots est de ±0,05 mm et le retrait au niveau des surfaces de contact critiques peut être compensé à ±0,03 mm. Cela signifie CPK≥1,33 et taux de réussite >99,99 %. En fait, la précision d'une production de pièces en PEEK est déjà suffisante pour répondre à une grande partie des cas de substitution de métal.
Q2 : Devons-nous nous attendre à ce que le PEEK moulé par injection ait les mêmes propriétés mécaniques que les pièces usinées du même matériau ?
La différence des caractéristiques mécaniques statiques est d'environ 5%. La résistance autour de la zone de la ligne de soudure est généralement réduite de 15 à 25 %. JS Precision travaille soigneusement en plaçant le portail de manière à ce que la ligne de soudure s'éloigne d'au moins 5 mm de la zone non porteuse et ne fragilise pas le produit. La gestion des lignes de soudure fait partie des facteurs décisifs qui confèrent à notre service de moulage par injection PEEK une telle qualité.
Q3 : Combien de temps les moules à injection pour PEEK peuvent-ils durer, si l'on compare les qualités non chargées et renforcées ?
Le PEEK pur utilisant un outillage S136H (HRC 52) devrait durer environ 500 000 à 1 000 000 de cycles de moulage. Pour le grade GF30/CF30 renforcé utilisant un outillage à revêtement H13+TiN, 300 000 à 500 000 cycles et des réparations supplémentaires seront nécessaires une fois ces limites dépassées.
Q4 : Quelle est la quantité minimale de commande (MOQ) pour le moulage par injection PEEK et quels facteurs la déterminent ?
Après le paiement intégral des frais de moulage, MOQ peut descendre jusqu'à 2 000 unités. Si vos besoins annuels sont inférieurs à 5 000 pièces, une solution de joint CNC/moulage par injection peut être la meilleure option pour vous.
Q5 : Quelles sont les considérations à prendre en compte pour choisir entre 30 % de PEEK chargé en verre (GF30) et 30 % (CF30) pour une application ?
Le CF30 est un meilleur conducteur thermique que le GF30 (conductivité thermique de 0,92 contre 0,35 W/m·K), donc pour les pièces dont la température du moule est supérieure de quelques degrés, le CF30 peut économiser 10 à 15 ℃. Le CF30 permet même une pression d'injection inférieure de 10 à 15 MPa mais il sera plus abrasif. Les cas de friction ou de dissipation thermique doivent être optés pour le CF30 et les scénarios de charges statiques ou de précision dimensionnelle choisissent le GF30.
Q6 : Est-il nécessaire de réaliser un recuit post-moulage des pièces en PEEK, et dans quelles conditions c'est une obligation ?
Le recuit est requis pour les pièces avec une épaisseur de paroi >4 mm ou une température de fonctionnement >200℃ : il implique de maintenir la pièce à 200℃ pendant 1 à 2 heures, puis de la refroidir lentement à 20℃/h. Des changements dimensionnels allant jusqu'à 0,05 % à 0,10 % peuvent être provoqués par le recuit.
Q7 : Quels avantages JS Precision offre-t-il pour le moulage par injection PEEK par rapport aux autres fournisseurs ?
En tant que fournisseur de moulage par injection PEEK, JS Precision possède son atelier (délai de livraison de 4 à 6 semaines), gère plus de 1 500 projets (2 à 3 moulages d'essai) et l'entreprise répond aux normes de qualité les plus élevées en ayant les certifications AS9100D/IATF 16949 (Cpk≥1,33). Il fournit également plus de 5 millions de pièces par an, propose une évaluation DFM gratuite et offre un délai d'exécution de devis très rapide de 48 heures.
Q8 : Quels éléments de ventilation sont inclus dans le devis JS Precision pour les services de moulage par injection PEEK ?
Le devis comprend six éléments : le coût du moule, le coût du matériau (poids net x facteur de déchet de 1,03), les frais de traitement du moulage par injection, les frais de traitement secondaire, les frais d'emballage et de transport et les frais de rapport d'inspection de la première pièce. Envoyez des dessins pour recevoir une évaluation DFM gratuite. Le devis pour le remplacement du plastique par injection de métal doit couvrir l'intégralité du coût du cycle de vie.
Résumé
Le moulage par injection PEEK a remplacé des métaux tels que les alliages d'aluminium, l'acier inoxydable et les alliages de cuivre à grande échelle dans les secteurs du pétrole et du gaz, de l'automobile, de l'aérospatiale, des semi-conducteurs et du secteur médical. Cet article fournit un cadre décisionnel technique complet pour le moulage par injection PEEK afin de remplacer les métaux à partir de sept dimensions : comparaison mécanique, fenêtre de processus, exigences de dureté du moule, anisotropie de retrait, trois règles principales de sélection de niveau et sept types de seuils de prévention des défauts.
Vous souhaitez un devis précis pour votre service de moulage par injection PEEK ? Soumettez vos dessins de pièces (format STEP/IGS) à JS Precision, et nous vous répondrons avec votre rapport d'évaluation DFM gratuit dans 48 heures. Il comprendra une qualité PEEK recommandée, un système de compensation du retrait, un plan initial de structure du moule, ainsi qu'un devis détaillé (frais de moulage + coût unitaire). Envoyez vos dessins CAO dès maintenant pour recevoir votre évaluation technique et votre devis gratuits.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Pour JS Precision Services, il n'existe aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et de demander un devis formel de pièces. Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
Solutions de fabrication personnalisées. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous nous spécialisons dans la usinage CNC de haute précision, la fabrication de tôlerie, impression 3D, moulage par injection et estampage de métal. Après avoir livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisissez JS Precision pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

