Componentes plásticos moldados por injeção em PEEK: alternativas leves para peças metálicas
Escrito por
Precisão JS
Publicado
Jul 16 2026
Ferramentas de Moldagem por Injeção
Siga-nos
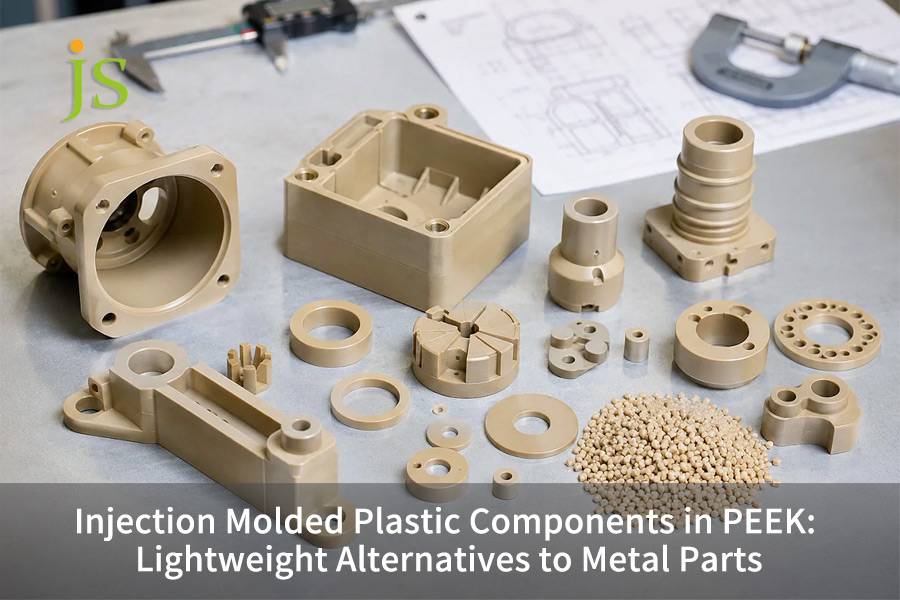
O serviço de moldagem por injeção PEEK é capaz de fabricar componentes leves altamente precisos que substituem componentes metálicos com resistência à tração de 97-200 MPa e temperatura de serviço contínua de 250°C. PEEK é um dos termoplásticos mais leves, com densidade de 1,32 g/cm - 50% mais leve que a liga de alumínio e 70% mais leve que o aço, mas oferece excepcional resistência química e ao desgaste. Com suas excelentes propriedades, o PEEK está sendo cada vez mais usado para substituição de metal em moldagem por injeção para as indústrias aeroespacial de semicondutores automotivos e de petróleo e gás.
Referência rápida do serviço de moldagem por injeção PEEK
Pergunta principal
Resposta chave
O PEEK pode substituir o metal?
Sim. Tração 97–200 MPa, densidade 1,32 g/cm³, uso contínuo 250°C. Relação resistência/peso superior em comparação com a maioria dos metais.
Que precisão a injeção de PEEK pode alcançar?
Tolerância ±0,05 mm (±0,002 pol.). Compensação de contração do molde necessária entre 1,2% e 2,5%.
Custo versus usinagem de metal?
Em grandes volumes, o custo unitário de injeção é 1/25 do CNC. Investimento inicial no molde entre US$ 25.000 e US$ 150.000.
Classes reforçadas disponíveis?
Não preenchido, 30% preenchido com vidro (GF30), 30% preenchido com carbono (CF30). As propriedades mecânicas aumentam sequencialmente.
Principais descobertas
A moldagem por injeção PEEK permite a redução de peso em 50% a 70% mantendo as propriedades mecânicas no nível do metal
Considere manter a temperatura do molde entre 160-200°C para obter cristalização PEEK suficiente, as peças resultantes serão muito quebradiças se a temperatura estiver abaixo de 143°C.
O encolhimento de cerca de 1,2%-2,5% está vinculado ao processo de moldagem por injeção de PEEK. Portanto, os engenheiros de projeto precisam incorporar compensação para esse efeito durante o projeto do molde.
Em cenários de grande escala (>10.000 peças/ano), o custo total do ciclo de vida da moldagem por injeção PEEK é significativamente menor do que o da usinagem CNC de metal.
A resistência à abrasão é maior no PEEK reforçado com fibra de vidro/fibra de carbono. O aço do molde deve ser um aço especial resistente à corrosão e ao desgaste.
Por que confiar no serviço de moldagem por injeção PEEK da JS Precision para redução de peso por meio da substituição de metal?
Dada a longa experiência da equipe, nossos especialistas em engenharia em moldagem por injeção de PEEK perceberam que um serviço confiável de moldagem por injeção de PEEK deve ser capaz de respaldar a substituição do metal com dados de concreto.
Nosso envolvimento prático em um projeto de impulsor de bomba de água para um novo setor automotivo de energia, o impulsor de água em liga de alumínio pesava originalmente 320g e teve uma taxa de falha pós-venda de 3,8%. Ao adotar a moldagem por injeção PEEK 450G, o peso da peça foi reduzido para 95g, economizando um custo anual de 91,6%.
Seguindo a ISO 9001:2015, foi enfatizado que um mecanismo de registro de parâmetros rastreáveis deve ser estabelecido para o processo de produção em massa de peças moldadas por injeção.
Para cumprir os regulamentos estabelecidos por esta diretriz, realizamos uma revisão de projeto em três fases para cada um dos projetos PEEK que realizamos: verificação da seleção de materiais, análise do fluxo do molde, revisão da solidificação do processo de moldagem experimental.
Levando isso em consideração, agora usamos o banco de dados acumulado da JS Precisions de cerca de 1.500 casos de moldagem por injeção PEEK em funcionamento, o que ajudou a reduzir os custos totais do cliente em 18-25%.
Baixe o white paper Alternativa de moldagem por injeção de PEEK ao metal para entender a seleção de materiais, a compensação de encolhimento e os requisitos de projeto de molde, além de avaliar antecipadamente a viabilidade do seu serviço de moldagem por injeção de PEEK.
Quais são as principais lacunas nas propriedades mecânicas entre o serviço de moldagem por injeção PEEK e a usinagem tradicional de metal?
As peças de serviço para moldagem por injeção PEEK exibem uma resistência à tração variando de 97 a 200 MPa, uma densidade tão baixa quanto 1,32 g/cm3 e um módulo de elasticidade variando entre 3,6 a 24 GPa. Em relação aos demais materiais mencionados, ligas de alumínio, aço inoxidável e ligas de titânio, o PEEK se destaca pela resistência específica.
Tabela de comparação de propriedades mecânicas
Propriedade
PEEK não preenchido
PEEK GF30
PEEK CF30
Al 6061
SS 316
Ti Grade5
Resistência à tração (MPa)
97–110
160–180
230–250
310
520–1180
1000–1190
Densidade (g/cm³)
1,32
1,51
1,44
2,70
7,95
4,43
Força específica (MPa·cm³/g)
73–83
106–119
159–174
115
66–149
226–269
Limite de fadiga a 10⁷ ciclos (MPa)
50–60
65–75
75–85
96
180–250
500–600
Deformação de fluência @200°C/10MPa/1000h (%)
0,5–1,2
0,3–0,6
0,2–0,4
N/D
N/D
N/D
Características específicas de resistência e fadiga
Comparação de força:
PEEK puro está entre 97-110 MPa, PEEK com 30% de fibra GF é 160-180 MPa e PEEK com 30% de fibra CF 230-250 MPa, enquanto liga de alumínio 6061 aproximadamente 310 MPa, aço inoxidável 316 aproximadamente 520-1180 MPa, liga de titânio Grau 5 cerca de 1000-1190MPa.
Comparação de resistência específica:
PEEK com 30% de fibra CF cerca de 159-174 MPacm/g, liga de alumínio cerca de 115, aço inoxidável 316 cerca de 66-149. Em sistemas com restrição de peso, o PEEK CF30 é mais forte que o alumínio com capacidade de carga por peso. Esse é o principal benefício da moldagem de polímero de alto desempenho.
Limite de fadiga:
Com 10 ciclos, uma resistência à fadiga de 50-60 MPa foi alcançada para PEEK puro, enquanto o reforço CF30 aumenta para 75-85 MPa, a liga de alumínio 6061 a tem valor de cerca de 96 MPa. O comportamento de fadiga de moldagem das peças plásticas PEEK parece comparável ao dos metais leves.
Ruptura e resistente a produtos químicos
Resistência à fluência: A 200℃/10 MPa, a fluência do PEEK é de no máximo 1,2% após 1.000 horas (uma faixa de 0,5, 1,2%), enquanto para CF30, apenas 0,2, 0,4%.
Resistência à corrosão química: A grande maioria dos ácidos, bases e solventes orgânicos deixam o PEEK inalterado (mudança de massa <0,1%), o que é um dos principais motivos pelos quais ele supera o aço inoxidável 316 em água salgada.
Entre em contato com nosso engenheiro para obter um cálculo gratuito dos dados de benchmarking de propriedades mecânicas de sua peça PEEK e obter um relatório de avaliação de viabilidade para serviços de moldagem por injeção de PEEK.
Figura 1: Engrenagens, arruelas e componentes em PEEK apresentam alternativas leves às peças metálicas tradicionais.
Como são definidos os principais parâmetros do processo para o serviço de moldagem por injeção de precisão PEEK?
Os principais parâmetros do processo do serviço de moldagem por injeção de precisão PEEK incluem: PEEK fundido a 320-360 ℃, molde a 180-220 ℃. O controle preciso desses fatores determina quanto do PEEK será cristalino (34%-44%) e as características mecânicas da peça.
Controle de temperatura de fusão
360°C como o ponto mais baixo: Neste nível baixo, um fundido de PEEK torna-se muito viscoso (viscosidade de cisalhamento > 850 Pas) e difícil de preencher em tiragens curtas.
400°C como nível superior: Em níveis mais altos, uma cadeia de PEEK passará por termo-oxidação e degradação, o que aumenta o índice de fusão em > 15% e leva a uma redução nas propriedades mecânicas de 30% a 50%. Esta é a área dos parâmetros do processo de moldagem por injeção de PEEK, que não podem ser alterados de forma alguma.
Temperatura do molde e grau de cristalização
Nível Tg importante (145°C): Se a temperatura nesse ponto cair abaixo dele, o resfriamento será muito rápido, a cristalinidade será <20% e o produto irá quebrar.
Nível desejado 160-200℃: O nível de cristalinidade é de 34%-44%, a temperatura de distorção por calor sobe acima de 250℃ e a resistência do material a produtos químicos também é melhorada. Esta é uma das maneiras degarantir que a cristalinidade das peças de PEEK seja adequadamente controlada durante o processo de fabricação.
Parâmetros de injeção e pressão de retenção
Pressão de injeção: 83-124 MPa, Pressão de retenção: 55-110 MPa, a taxa de encolhimento das áreas de paredes espessas aumentará em 0,3%-0,6% se a pressão de retenção cair abaixo de 55 MPa.
Condições de secagem forçada: 150℃×3-4 horas, teor de umidade ≤0,02%, a taxa de defeitos de listras prateadas na superfície será afetada se os critérios mencionados acima não forem atendidos.
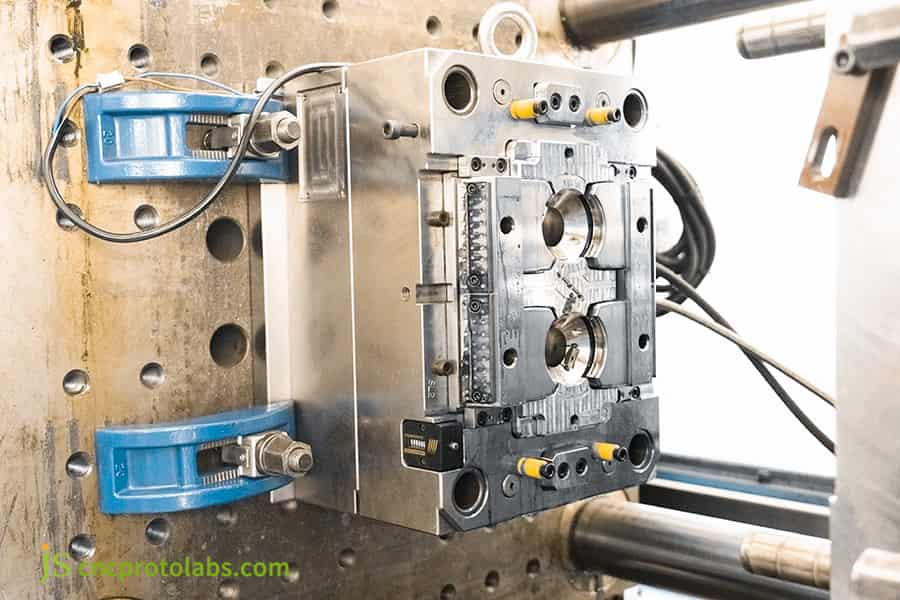
Figura 2: Molde de injeção PEEK com cavidades de precisão prontas para processamento de polímero de alto desempenho.
Quais são os requisitos obrigatórios não negociáveis para o projeto de ferramentas de molde de injeção PEEK?
As ferramentas para moldes de injeção PEEK precisam de aços para moldes especiais de alta resistência à corrosão e ao desgaste (por exemplo, S136H, H13) com uma dureza de HRC 48-54. As ferramentas devem ser equipadas com um controlador de temperatura do óleo para alta temperatura para controlar a temperatura do molde de 160-200 ℃.
Aços e Revestimentos
S136H(HRC 52-54) para metal base, H13(HRC 48-52) para peças de reforço, com revestimentos TiN ou DLC (com espessura de 2-4µm). Sem revestimento, a taxa de desgaste é de cerca de 0,01 mm/100.000 ciclos.
É um requisito usar o sistema de câmara quente: a taxa de refugo do sistema de câmara fria está entre 20%-40%, enquanto o sistema de câmara quente a reduz para pouco mais de 3% e o rendimento também é aumentado de 68% para 99,4%. Para poder manter a alta taxa de rendimento na moldagem PEEK, estes requisitos devem ser atendidos: controle independente de temperatura da câmara quente, diferença de temperatura ≤±3℃.
Projeto de comporta e resfriamento
Projeto do portão: Diâmetro mínimo=espessura da parede × 0,5 e ≥ 1,0 mm, a determinação da localização mais apropriada do portão é feita através do software Moldflow para que a linha de solda fique localizada longe da área sem carga da peça em pelo menos 5 mm.
Sistema de resfriamento: Os canais de resfriamento conformados são essenciais, eles reduzem a variação de temperatura na superfície do molde da faixa atual de 12-15°C até 3°C. O diâmetro do canal seria de 8-12 mm e a distância mínima da superfície do canal à cavidade deve ser de pelo menos 1,5-2 vezes o diâmetro do canal.
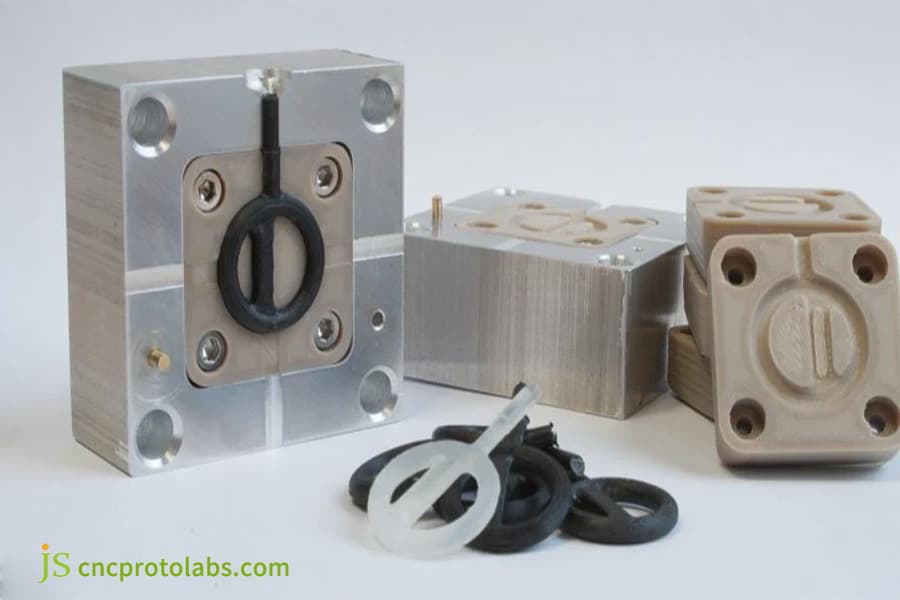
Figura 3: Molde de injeção de aço PEEK com insertos usinados com precisão e canais de resfriamento de alto desempenho.
Como a taxa de contração e a cristalinidade são controladas com precisão na fabricação de componentes PEEK?
O principal desafio da fabricação de componentes PEEKestá no controle da taxa de encolhimento. A contração original no processo de moldagem por injeção PEEK é de 1,2%-2,5% (direção do fluxo 1,2%-1,5%, direção transversal 1,4%-1,9%) e, após a fase de reforço, é de apenas 0,1%-1,1%.
Encolhimento anisotrópico e cristalinidade em nível molecular
Cadeias moleculares ao longo da direção do fluxo resultam em anisotropia. O encolhimento é de 1,2%-1,5% na direção do fluxo e de 1,4%-1,9% na direção transversal, portanto, o empenamento se deve principalmente à diferença de 0,2%-0,7%.
A relação entre cristalinidade e taxa de contração. Para cada aumento de 5% na cristalinidade, a contração de volume aumenta aproximadamente 0,25%. Quando a cristalinidade é de 35%, o encolhimento é cerca de 0,75% maior do que quando é de 20%. O serviço de moldagem por injeção PEEK requer controle preciso da cristalinidade para estabilizar o encolhimento.
Reforço e compensação de cavidade após etapa de enchimento
Durante a compressão, GF30 está em 0,3%-0,8%, CF30 em 0,1%-0,5%, mas a contração anisotrópica piora (0,1%-0,3% para direção de fluxo, 0,5%-1,1% para direção lateral).
Técnica de compensação de cavidade: Ajuste a cavidade para que ela seja maior em relação ao fluxo e às contrações nas direções transversais S_flow e S_trans, respectivamente. Um bom exemplo disso é considerar um comprimento desejado de 100 mm mais o S_flow de 1,3%, portanto a cavidade deve ter 101,3 mm de comprimento.
Pressão de retenção e capacidade de processo
Compensação de pressão de retenção: Ao aumentar a pressão de retenção para dobrar de 55 para 110 MPa, a contração volumétrica pode ser reduzida ainda mais em cerca de 0,2%-0,4%. O tempo de espera é até que o portão solidifique (5 a 10 segundos).
Requisitos de capacidade para processo: SPC para rastreamento de grandes dimensões, Cpk≥1,33, verificação de tamanho completa nas primeiras 50 execuções de teste para descobrir a linha de base de redução. É a própria capacidade de moldagem dos produtos PEEK que dá pistas sobre a uniformidade do produto de um lote. Na verdade, a moldagem de peças plásticas PEEK é um processo que impacta diretamente a uniformidade do produto dentro de um lote.
Em quais aplicações de alta demanda os componentes leves de PEEK substituíram o metal com sucesso?
O metal foi substituído com sucesso por componentes PEEK leves em diferentes aplicações, como óleo e gás automotivo aeroespacial, semicondutores e médico. Cada um desses setores tem metas de redução de peso e condições de atuação claramente definidas. De suportes de assento de aeronaves a ferramentas de fundo de poço, os componentes moldados por injeção de PEEK abriram uma fronteira totalmente nova para projetos leves.
Tabela de comparação das cinco principais áreas de aplicação
Indústria
Metal substituído
Exemplos de peças PEEK
Redução de peso
Requisito-chave
Aeroespacial
Liga de alumínio
Estruturas de assento, braçadeiras de cabos
40–60%
FAR 25.853 toxicidade de fumaça
Automotivo
Aço/alumínio
Peças de transmissão, carcaça do motor EV
50–70%
Resistência ao líquido refrigerante de 120°C
Petróleo e Gás
Aço inoxidável
Ferramentas de fundo de poço, placas de válvula
60–75%
Resistência a H₂S, 200°C
Semicondutores
Aço inoxidável
Portadores de wafer, anéis de fixação
50–65%
Ultralimpo e com poucas partículas
Médico
Titânio
Gaiolas espinhais, implantes dentários
50–70%
Biocompatibilidade, esterilizável
Aeroespacial e Automotivo
Aeroespacial: Suportes de liga de alumínio e conduítes de cabos estão sendo substituídos por um material que atende aos padrões de toxicidade de fumaça FAR 25.853. Alguns dos principais componentes que utilizam este material são as estruturas dos assentos. Ao longo dos anos, a moldagem de polímeros de alto desempenho reuniu dados de validação suficientes neste nicho.
Automotivo e Novas Energias: O PEEK substituiu o metal em componentes de transmissão e peças de turbo, e também em baterias de veículos elétricos ou carcaças de motores, diminuindo assim o peso e aumentando a autonomia de condução. A moldagem por injeção PEEK é uma solução confiável para redução de peso automotivo
Petróleo e Gás e Semicondutores
Extração de petróleo e gás: ferramentas de fundo de poço, placas de válvula de compressor e vedações foram substituídas por este material em ambientes contendo HS de alta temperatura e alta pressão em vez de aço inoxidável e ligas à base de níquel.
Fabricação de semicondutores: um material com alta limpeza, baixa partícula e forte resistência química é altamente exigido para componentes como transportadores de wafers, anéis de fixação e manuseio de fluidos. Aqui, o aço inoxidável foi substituído pelo PEEK.
Veja a biblioteca completa de estudos de caso de metal alternativo PEEK para saber como sua indústria pode obter redução de peso e custos por meio de componentes PEEK leves.
Figura 4: Moldagem de peças plásticas PEEK de alto desempenho para aplicações aeroespaciais e automotivas leves.
Como a relação custo-benefício da moldagem de peças plásticas PEEK se compara à usinagem CNC?
Moldagem de peças plásticas PEEK apenas 1/25 do custo de fabricação da mesma peça por usinagem CNC. Mas a moldagem por injeção precisa de um molde caro que custa inicialmente entre 25.000 e 150.000€. O ponto em que o custo por unidade dos dois processos é o mesmo é geralmente em torno de 1.000 a 5.000 unidades.
Comparação detalhada de custos
Custo de moldagem por injeção: custo de molde de 25.000 a 150.000 (de acordo com tamanho, cavidade e câmara quente), custo de moldagem por injeção unitária de 2,50 a 8,00.
Custo CNC: custo do molde 0, custo unitário de usinagem 18-75 (taxa de utilização de material 20%-40%, sucata PEEK incluída), tempo de usinagem CNC de 3 eixos 80-120/h, 5 eixos 150-250/h.
Fórmula de cálculo do ponto de equilíbrio
Ponto de equilíbrio Q ≥ Custo do molde / (Custo unitário CNC - Custo unitário de injeção)
Cenário
Custo do molde ($)
Custo unitário CNC ($)
Custo unitário de injeção ($)
Q do ponto de equilíbrio (unidades/ano)
Peça pequena Φ50mm
28.000
15h00
1,20
2.029
Parte média Φ80mm
68.000
38,00
3h20
1.954
Peça grande 150×100×60mm
120.000
75,00
6,50
1.752
Custos ocultos e economia total
Resíduos de usinagem CNC: Se o custo do PEEK for de cerca de US$ 600 a 1.200/kg, então a sucata da usinagem CNC por si só já representa um número significativo. A taxa de utilização de material em serviços de moldagem por injeção PEEK é muito melhor do que a de usinagem CNC.
A perda de injeção usando um sistema de câmara quente para injeção é de apenas 3,2%. Para produções de mais de 10.000 peças anualmente, os custos totais de moldagem (incluindo a depreciação do molde de inclusão) são reduzidos em 85%-92%. A viabilidade econômica de plástico substituindo a moldagem por injeção de metal é particularmente proeminente em grandes quantidades.
Obtenha um cálculo gratuito do ponto de equilíbrio para o seu projeto e um relatório de comparação de custos comparando a moldagem de peças plásticas PEEK e a usinagem CNC.
Como selecionar cientificamente o grau apropriado de enchimento reforçado para serviços de moldagem por injeção de PEEK?
O serviço de moldagem por injeção PEEK oferece três classes padrão: sem preenchimento, 30% reforçado com fibra de vidro (GF30) e 30% reforçado com fibra de carbono (CF30). Os critérios de seleção são: material puro selecionado para impacto/durabilidade, GF30 selecionado para rigidez/estabilidade dimensional, CF30 selecionado para resistência/resistência ao desgaste/condutividade térmica.
Tabela Comparativa de Três Séries
Propriedade
PEEK não preenchido (450G)
PEEK GF30 (450GL30)
PEEK CF30 (450CF30)
Resistência à tração (MPa)
97–110
160–180
230–250
Alongamento na ruptura (%)
25–50
2–4
1–3
Módulo de flexão (GPa)
3,6–4,1
12–14
20–24
HDT a 1,8 MPa (°C)
148
330
335
Condutividade térmica (W/m·K)
0,25
0,35
0,92
Resistividade da superfície (Ω·cm)
>10¹⁴
>10¹⁴
10³–10⁵
Redução (%)
1,2–2,5
0,3–0,8
0,1–0,5
Selecionando regras SE-ENTÃO
Se a temperatura operacional >200℃ e carga estática→GF30. O serviço de moldagem por injeção PEEK de precisão pode usar esta classe, pois tem uma biblioteca de parâmetros de processo bastante completa.
Se relacionado a dinâmica/fricção→CF30. CF30 é o tipo de moldagem de peças plásticas PEEK mais resistente ao desgaste.
Se o meio for água/ácido/álcali em alta temperatura e nenhum reforço for necessário use apenas o material de base.
Se a espessura da parede for <1,0 mm→CF30. Com o CF30, a taxa de integridade do preenchimento é 15% maior que a do material virgem.
Estimativa de custos e serviço de molde
O custo é de 600-900/kg para o material virgem, GF30 700-1.000/kg, CF30 900-1.400/kg.
O CF30 é mais difícil para os moldes, por isso eles precisam passar por manutenção com mais frequência, cerca de 30% mais do que o GF30, portanto, é necessário encontrar uma compensação. O material para uma ferramenta de molde de injeção PEEK deve estar alinhado com o grau de reforço.
Como os defeitos comuns em ferramentas de molde de injeção PEEK de alta temperatura são sistematicamente evitados?
Defeitos comuns em ferramentas de molde de injeção PEEK incluem: empenamento, marcas de encolhimento, linhas de solda, listras prateadas, porosidade e marcas de queimadura. As principais estratégias de prevenção são: temperatura do molde ≥160°C, pressão de retenção suficiente, resfriamento uniforme, secagem completa e microventilação.
Tipos comuns de defeitos e limites de prevenção
Deformação: A causa raiz é uma diferença de temperatura da superfície do molde >5°C. Limite de prevenção: resfriamento seguindo a forma para controlar a diferença de temperatura dentro de ±3°C, taxa de alteração da espessura da parede <25%.
Marcas de retração e porosidade: A causa raiz é pressão de retenção insuficiente para paredes espessas (>4 mm). Prevenção: Pressão de retenção ≥80 MPa, tempo de retenção até a comporta congelar (5–10 segundos), furos de redução de peso para espessuras de parede >6mm. O serviço de moldagem por injeção de precisão PEEK requer parâmetros de pressão de retenção com precisão de ±2 MPa.
Resistência insuficiente da linha de solda: A causa raiz é uma temperatura de fusão de dois fluxos de fusão excedendo 360°C em mais de 20°C. Prevenção: Temperatura do molde na linha de solda ≥180℃, mova a comporta para deslocar a linha de solda da área sem carga em ≥5mm e adicione ventilação.
Faixas prateadas: a causa raiz é o teor de umidade >0,02%. Prevenção: secar a 150°C por 4 horas, ponto de orvalho ≤-40°C.
Porosidade interna: A causa raiz são gases voláteis não ventilados. Prevenção: Contrapressão 0,5–1,0 MPa, velocidade do parafuso ≤60 rpm.
Marcas de queimadura: A causa raiz é a temperatura de compressão do gás aprisionado superior a 450°C. Prevenção: Profundidade da ranhura de ventilação 0,02 mm, largura 5 mm, ventilação da inserção final (área 0,5%–1% da projeção da cavidade).
Injeção curta: A causa raiz é a velocidade de injeção insuficiente. Prevenção: velocidade da peça de paredes finas ≥120 mm/s, temperatura real do cilindro ≥380℃, potência de aquecimento do bico >2,5 kW.
Estratégias Sistemáticas de Prevenção
Etapa de projeto do molde:
Use canais de resfriamento conformados, diferença de temperatura da superfície do molde ≤±3°C, profundidade da ranhura de ventilação de 0,01 a 0,03 mm, largura de 3 a 5 mm, localização da porta analisada usando Moldflow para garantir que as linhas de solda evitem áreas de suporte de carga.O projeto do molde para moldagem de peças plásticas PEEK deve incluir simulação do sistema de ventilação.
Resolução dos parâmetros do processo:
Condições de secagem 150℃×4h, teor de umidade ≤0,02%, temperatura de fusão 360–400℃, temperatura do molde 160–200℃, pressão de injeção 83–124 MPa, pressão de retenção 55–110 MPa, tempo de resfriamento determinado pelo quadrado da espessura da parede (t_cool ∝ t_wall²).
Monitoramento e feedback do processo:
Sensores de pressão de cavidade monitoram a curva de pressão de retenção em tempo real, o SPC controla a dimensão crítica Cpk para ≥1,33. A primeira peça de cada lote passa por inspeção dimensional completa e um banco de dados de defeitos é estabelecido para alimentar o projeto.
Como a JS Precision usa a fabricação de componentes PEEK para substituir o metal em impulsores de bombas de água automotivas?
A JS Precision reprojetou um fornecedor de nível 1 do impulsor de bomba de água elétrica usinado em CNC de liga de alumínio ADC12 de uma nova empresa de veículos de energia (320g, espessura da lâmina 0,8 mm) para um PEEK 450G impulsor moldado por injeção (peso de 95g, redução de peso de 70,3%), que atende às condições de teste de equilíbrio dinâmico G2.5 de 8.000 rpm e resistência à corrosão do líquido refrigerante de 120°C.
Desafios do cliente
Corrosão eletroquímica: ligas de alumínio em etilenoglicol/água refrigerante (pH 8-10, temperatura 90-115°C) produzem partículas de alumina que obstruem os rolamentos, o que eventualmente resulta em uma taxa de falha de 3,8% (requisito da indústria <0,5%).
Altos custos de processamento: O custo total para fundição sob pressão mais acabamento CNC é de 38 por peça, resultando no custo anual de 3.040.000.
Baixa consistência de equilíbrio dinâmico: O desvio da espessura da parede fundida é de 0,15 mm, a taxa de aprovação após a redução de peso do CNC é de apenas 92,5%.
Solução de precisão JS
Seleção de materiais e teste de corrosão:
O material puro Victrex PEEK 450G é selecionado como base. Quando imerso em meio contendo etilenoglicol e água (1:1) à temperatura de 120°C por um período de 1000 horas, o material reteve 98,5% de sua resistência à tração inicial sem apresentar qualquer sinal de corrosão. A verificação de materiais dos serviços de moldagem por injeção PEEK é uma etapa crítica no planejamento do projeto.
Projeto de molde e compensação de contração:
Estrutura do molde de três placas. A contração é de 1,3% na direção do fluxo e lateralmente de 1,7%. Câmara quente central de ponto único com válvula de agulha e 8 lâminas com ranhuras de ventilação em forma de anel (0,02 mm de profundidade, 3 mm de largura) nas extremidades. O resfriamento conforme foi definido ao longo da superfície do impulsor e a diferença de temperatura da superfície do molde ≤2,8°C.
Lições aprendidas:
T1 Short Shot: Quando a velocidade de injeção foi definida para 100 mm/s, a temperatura foi reduzida para 365°C quando a frente de fusão chegou à ponta da lâmina de 0,8 mm. Ações corretivas: A velocidade foi aumentada para 130 mm/s, a aceleração foi de 50 mm/s, a taxa de disparo curto foi reduzida de 15% para 0,5%.
T2 Dynamic Balance G6.3: O diâmetro do canal do canal central era de 6 mm, o aquecimento de cisalhamento excessivo criou um encolhimento local anormal próximo ao canal. Correção: O diâmetro do canal foi aumentado para 8 mm, uma ranhura de ventilação anular de 0,02 mm também foi adicionada voltada para o canal, resultando em uma melhoria do equilíbrio dinâmico para G2.5.
ISO 178:2019 Plásticos, Determinação de propriedades de flexão afirma claramente: O teste de flexão deve ser realizado usando amostras padrão com, preferencialmente, uma relação vão-espessura de 16:1.
Para ser compatível com este padrão, selecionamos resistência à flexão da raiz da pá de 85% do material base como critério de aceitação durante a moldagem de teste do impulsor. A confiabilidade estrutural também foi garantida. O sistema de validação para moldagem de polímeros de alto desempenho deve ser comparado com padrões internacionais.
Resultados Finais
Peso da peça: 95g (originalmente feito de liga de alumínio que tinha 320g), o peso é reduzido em quase 70%.
Precisão dimensional:Espessura da lâmina 0,80,04mm, posição do furo de montagem 0,03mm, planicidade 0,03mm.
Preço unitário: US$ 3,20 (originalmente uma solução CNC por US$ 38), custo anual de US$ 256.000 (originalmente US$ 3.040.000), taxa de economia de 91,6%.
Investimento em molde: US$ 52.000 (incluindo câmara quente e resfriamento conformal), período de retorno de aproximadamente 2,2 meses.
Teste de resistência à corrosão: Circulação no líquido refrigerante a 120°C por 1.000 horas, sem produtos de corrosão e alteração de peso -0,02%.
Taxa de aprovação do equilíbrio dinâmico: 99,8% (originalmente CNC 92,5%).
Obtenha um relatório de comparação de soluções e custos de otimização DFM de impulsor PEEK semelhantes. Faça upload de seus desenhos para JS Precision e receba uma avaliação gratuita e um orçamento de fabricação de componentes PEEK em 24 horas.
Perguntas frequentes
Q1: Que tolerância dimensional a moldagem por injeção PEEK pode oferecer de forma confiável na produção em série?
A tolerância de produção em lote é de ±0,05 mm e o encolhimento em superfícies críticas de contato pode ser compensado em ±0,03 mm. Isso significa CPK≥1,33 e taxa de aprovação >99,99%. Na verdade, a precisão da produção de peças em PEEK já é suficiente para se qualificar para a maior parte dos casos de substituição de metal.
Q2: Devemos esperar que o PEEK moldado por injeção tenha as mesmas propriedades mecânicas que peças usinadas do mesmo material?
A diferença nas características mecânicas estáticas é de cerca de 5%. A resistência ao redor da área da linha de solda normalmente é reduzida em 15%-25%. A JS Precision trabalha com cuidado na colocação do portão para quea linha de solda fique a pelo menos 5 mm de distância da área não resistentee não enfraqueça o produto. O gerenciamento da linha de soldagem está entre os fatores decisivos que tornam nosso serviço de moldagem por injeção PEEK de tão alta qualidade.
Q3: Quanto tempo podem durar os moldes de injeção para PEEK, ao comparar classes não preenchidas com classes reforçadas?
PEEK em uma classe pura usando ferramentas S136H (HRC 52) deve durar cerca de 500.000 a 1.000.000 ciclos de moldagem. Para classes GF30/CF30 reforçadas usando ferramentas com revestimento H13+TiN, 300.000 a 500.000 ciclos e reparos adicionais serão necessários depois que esses limites forem excedidos.
Q4: Qual é a quantidade mínima de pedido (MOQ) para moldagem por injeção de PEEK e quais fatores a determinam?
Após o pagamento integral da taxa do molde, MOQ pode cair para 2 mil unidades. Se seus requisitos anuais forem <5 mil peças, uma solução de junta CNC/moldagem por injeção pode ser a melhor opção para você.
P5: Quais são as considerações para escolher entre 30% de vidro preenchido (GF30) e 30% (CF30) de PEEK para uma aplicação?
O CF30 é um condutor térmico melhor que o GF30 (condutividade térmica de 0,92 vs 0,35 W/m·K), portanto, para peças com temperatura de molde alguns graus mais alta, o CF30 pode economizar de 10 a 15°C. O CF30 permite uma pressão de injeção até 10-15 MPa mais baixa, mas será mais abrasivo. Os casos de fricção ou dissipação de calor devem ser escolhidos para CF30 e cargas estáticas ou cenários de precisão dimensional escolhem GF30.
Q6: É necessário realizar recozimento pós-moldagem de peças PEEK e em que condições isso é obrigatório?
O recozimento é necessário para peças com espessura de parede >4 mm ou temperatura de operação >200°C: envolve manter a peça a 200°C por 1-2 horas e depois resfriar lentamente a 20°C/h. Alterações dimensionais de até 0,05% a 0,10% podem ser causadas pelo recozimento.
Q7: Quais vantagens a JS Precision oferece para moldagem por injeção de PEEK além de outros fornecedores?
Como fornecedora de moldagem por injeção PEEK, a JS Precision possui sua oficina (prazo de entrega de 4 a 6 semanas), tem um processo de mais de 1.500 projetos (2 a 3 moldagens de teste) e a empresa atende aos mais altos padrões de qualidade por ter certificações AS9100D/IATF 16949, (Cpk≥1,33). Ela também fornece mais de 5 milhões de peças anualmente, oferece avaliação DFM gratuita e oferece um tempo de resposta de cotação muito rápido de 48 horas.
Q8: Quais itens detalhados estão incluídos na cotação JS Precision para serviços de moldagem por injeção PEEK?
A cotação inclui seis itens: custo do molde, custo do material (peso líquido x fator de desperdício de 1,03), taxa de processamento de moldagem por injeção, taxa de processamento secundário, taxa de embalagem e transporte e taxa de relatório de inspeção da primeira peça. Envie desenhos para receber avaliação DFM gratuita. A cotação para plástico substituindo a moldagem por injeção de metal deve cobrir o custo total do ciclo de vida.
Resumo
A moldagem por injeção PEEK substituiu metais como ligas de alumínio, aço inoxidável e ligas de cobre em grande escala nos setores automotivo, aeroespacial, de petróleo e gás, semicondutores e médico. Este artigo fornece uma estrutura completa de tomada de decisões de engenharia para moldagem por injeção de PEEK para substituir metais em sete dimensões: comparação mecânica, janela de processo, requisitos de dureza do molde, anisotropia de contração, três regras de seleção de nível principal e sete tipos de limites de prevenção de defeitos.
Deseja um orçamento preciso para seu serviço de moldagem por injeção PEEK? Envie seus desenhos de peças (formato STEP/IGS) na JS Precision e estaremos de volta com seu relatório de avaliação DFM gratuito em 48 horas. Ele incluirá uma classificação PEEK recomendada, esquema de compensação de encolhimento, plano inicial de estrutura do molde, além de uma cotação detalhada (taxas do molde + custo unitário). Envie seus desenhos CAD agora para receber sua avaliação técnica e orçamento gratuitos.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. É responsabilidade do comprador identificar os requisitos técnicos específicos e solicitar uma cotação formal de peças. Entre em contato conosco para obter mais informações.
Equipe de precisão JS
Soluções de fabricação personalizadas. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, nos especializamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção e estampagem de metal. Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de até 24 horas. Escolha JS Precision para obter eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua solicitação de cotação, visite nosso site: www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.