Литые пластиковые детали из PEEK: легкая альтернатива металлическим деталям
Написал
JS Точность
Опубликовано
Jul 16 2026
Инструменты для литья под давлением
Следуйте за нами
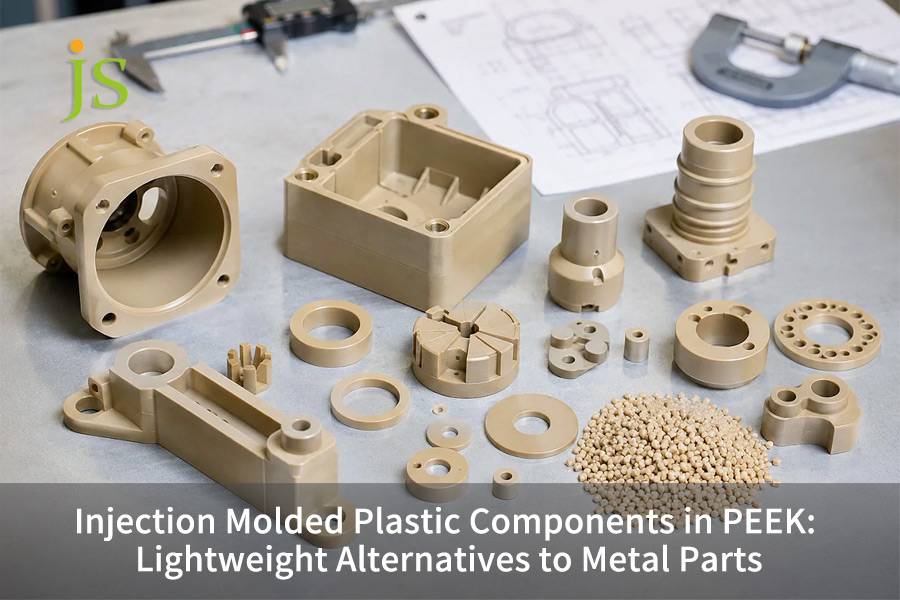
Служба литья под давлением PEEK способна производить высокоточные легкие компоненты, которые заменяют металлические компоненты с прочностью на разрыв 97-200 МПа и постоянной рабочей температурой 250 ℃. PEEK — один из самых легких термопластов с плотностью 1,32 г/см. Он на 50 % легче алюминиевого сплава и на 70 % легче стали, но при этом обладает исключительной химической стойкостью и износостойкостью. Благодаря своим выдающимся свойствам PEEK все чаще используется для замены металла при литье под давлением в аэрокосмической автомобильной полупроводниковой и нефтегазовой промышленности.
Краткий справочник по услугам литья под давлением PEEK
<голова>
<тр>
Основной вопрос
Ключевой ответ
<тело>
<тр>
Может ли PEEK заменить металл?
Да. Растяжимость 97–200 МПа, плотность 1,32 г/см³, длительная эксплуатация 250°С. Превосходное соотношение прочности и веса по сравнению с большинством металлов.
<тр>
Какой точности можно достичь при инъекции PEEK?
Допуск ±0,05 мм (±0,002 дюйма). Требуется компенсация усадки пресс-формы на уровне 1,2–2,5%.
<тр>
Стоимость по сравнению с обработкой металла?
При больших объемах стоимость единицы впрыска составляет 1/25 стоимости станка с ЧПУ. Первоначальные инвестиции в пресс-форму — 25 000–150 000 долларов США.
<тр>
Доступны ли усиленные классы?
Без наполнителя, 30 % стеклонаполнитель (GF30), 30 % углеродный наполнитель (CF30). Механические свойства последовательно повышаются.
Основные выводы
<ул>
Литье под давлением PEEK позволяет снизить вес на 50–70 % при сохранении механических свойств на уровне металла.
Следует поддерживать температуру формы в пределах 160–200 ℃, чтобы достичь достаточной кристаллизации PEEK. Полученные детали будут очень хрупкими, если температура будет ниже 143 ℃.
Усадка около 1,2%–2,5% связана с процессом литья под давлением из PEEK. Поэтому инженерам-конструкторам необходимо учитывать компенсацию этого эффекта при проектировании пресс-формы.
В крупномасштабных проектах (>10 000 штук в год) общая стоимость жизненного цикла литья под давлением из PEEK значительно ниже, чем стоимость обработки металла с ЧПУ.
Устойчивость к истиранию выше у армированного стекловолокном/углеродным волокном PEEK. Сталь формы должна быть коррозионно-стойкой и износостойкой специальной стали.
Почему стоит доверять услуге литья под давлением PEEK компании JS Precision для облегчения веса за счет замены металла?
Учитывая многолетний опыт команды, наши инженеры-эксперты в области литья под давлением из PEEK поняли, что надежная услуга по литью под давлением из PEEK должна быть в состоянии обеспечить замену металла на бетонные данные.
Наше практическое участие в проекте по созданию крыльчатки водяного насоса для нового автомобиля, энергетического автомобиля: крыльчатка из алюминиевого сплава изначально весила 320 г, и процент отказов после продажи составил 3,8%. Благодаря использованию литья под давлением PEEK 450G вес детали был снижен до 95 г, что позволило сэкономить 91,6 % годовых затрат.
<блок-цитата>
В соответствии с ISO 9001:2015 было подчеркнуто, что для процесса массового производства деталей, отлитых под давлением, должен быть установлен отслеживаемый механизм регистрации параметров.
Чтобы соответствовать правилам, установленным настоящим руководством, мы проводим трехэтапную проверку каждого из наших проектов PEEK: проверка выбора материала, анализ текучести пресс-формы, проверка пробного процесса формования, затвердевание.
Принимая это во внимание, мы теперь используем в работе накопленную базу данных JS Precisions, содержащую около 1500 случаев литья под давлением PEEK, что помогло сократить общие затраты клиента на 18-25%.
Загрузите информационный документ «Альтернатива литья под давлением PEEK металлу», чтобы понять выбор материалов, компенсацию усадки и требования к конструкции пресс-формы, а также заранее оценить осуществимость вашей услуги по литью под давлением PEEK.
Каковы основные различия в механических свойствах между услугами литья под давлением PEEK и традиционной обработкой металла?
Запасные части из ПЭЭК для литья под давлением имеют прочность на разрыв в диапазоне 97–200 МПа, плотность всего 1,32 г/см и модуль упругости в диапазоне 3,6–24 ГПа. По сравнению с другими упомянутыми материалами, алюминиевыми сплавами, нержавеющей сталью и титановыми сплавами, PEEK отличается особой прочностью.
Сравнительная таблица механических свойств
<голова>
<тр>
Собственность
PEEK без наполнителя
PEEK GF30
PEEK CF30
Ал 6061
SS 316
Ti Grade5
<тело>
<тр>
Прочность на разрыв (МПа)
97–110
160–180
230–250
310
520–1180
1000–1190
<тр>
Плотность (г/см³)
1.32
1.51
1.44
2,70
7,95
4.43
<тр>
Удельная прочность (МПа·см³/г)
73–83
106–119
159–174
115
66–149
226–269
<тр>
Предел усталости при 10⁷ циклах (МПа)
50–60
65–75
75–85
96
180–250
500–600
<тр>
Деформация ползучести при 200°C/10 МПа/1000 ч (%)
0,5–1,2
0,3–0,6
0,2–0,4
Н/Д
Н/Д
Н/Д
Удельные характеристики прочности и усталости
<ул>
Сравнение сильных сторон:
Чистый PEEK составляет 97–110 МПа, PEEK с 30 % GF-волокна составляет 160–180 МПа, а PEEK с 30 % CF-волокна – 230–250 МПа, алюминиевый сплав 6061 примерно 310 МПа, нержавеющая сталь 316 примерно 520–1180 МПа, титановый сплав класса 5 примерно 1000-1190 МПа.
<ул>
Сравнение удельной прочности:
PEEK с 30% CF-волокном около 159-174 МПасм/г, алюминиевый сплав около 115, нержавеющая сталь 316 около 66-149. В системах с ограниченным весом PEEK CF30 прочнее алюминия с несущей способностью на вес. Это ключевое преимущество высокопроизводительного полимерного формования.
<ул>
Предел усталости:
За 10 циклов достигнута усталостная прочность 50-60 МПа для чистого PEEK, тогда как армирование CF30 увеличивает ее до 75-85 МПа, алюминиевый сплав 6061а имеет значение около 96 МПа. Усталостное поведение деталей из пластика PEEK при формовании сравнимо с показателями легких металлов.
Полузучесть и химическая устойчивость
<ул>
Сопротивление ползучести: При 200℃/10 МПа ползучесть PEEK составляет максимум 1,2% после 1000 часов (диапазон 0,5–1,2%), тогда как для CF30 — только 0,2–0,4%.
Химическая коррозионная стойкость. Подавляющее большинство кислот, оснований и органических растворителей не затрагивают PEEK (изменение массы <0,1%), что является основной причиной того, что он превосходит нержавеющую сталь 316 в соленой воде.
Свяжитесь с нашим инженером для бесплатного расчета сравнительных данных механических свойств вашей детали из PEEK и для получения технико-экономического обоснования услуг по литью под давлением из PEEK.
Рис. 1. Шестерни, шайбы и компоненты из PEEK представляют собой легкую альтернативу традиционным металлическим деталям.
Как устанавливаются ключевые параметры процесса для прецизионного литья под давлением PEEK?
Основные параметры процесса прецизионного литья под давлением из PEEK включают: расплавленный PEEK при температуре 320–360 ℃, форму при 180–220 ℃. Точный контроль этих факторов определяет какую часть PEEK будет кристаллической (34–44%), а также механические характеристики детали.
Контроль температуры расплава
<ул>
360 ℃ как самая низкая точка: На этом низком уровне расплав PEEK становится слишком вязким (сдвиговая вязкость > 850 Па·с) и его трудно заполнять при коротких партиях.
400℃ как верхний уровень: На более высоких уровнях одна цепь PEEK подвергается термоокислению и разложению, что увеличивает индекс расплава на > 15% и приводит к снижению механических свойств на 30%-50%. Это область параметров процесса литья под давлением PEEK, которую вообще невозможно изменить.
Температура формы и степень кристаллизации
<ул>
Важный уровень Tg (145 ℃): Если температура в этот момент падает ниже этого значения, охлаждение происходит слишком быстро, кристалличность <20 %, и продукт может разрушиться.
Желаемый уровень 160–200 ℃: Уровень кристалличности составляет 34–44 %, температура теплового искажения превышает 250 ℃, а также повышается устойчивость материала к химическим веществам. Это один из способов обеспечить надлежащий контроль кристалличности деталей из PEEK в процессе производства.
Параметры давления впрыска и выдержки
<ул>
Давление впрыска: 83-124 МПа, давление удержания: 55-110 МПа, степень усадки толстостенных участков будет увеличена на 0,3%-0,6%, если давление удержания упадет ниже 55 МПа.
Условия принудительной сушки: 150 ℃ × 3-4 часа, содержание влаги ≤0,02%, уровень дефектов на поверхности будет зависеть от серебряных полос, если не будут соблюдены вышеупомянутые критерии.
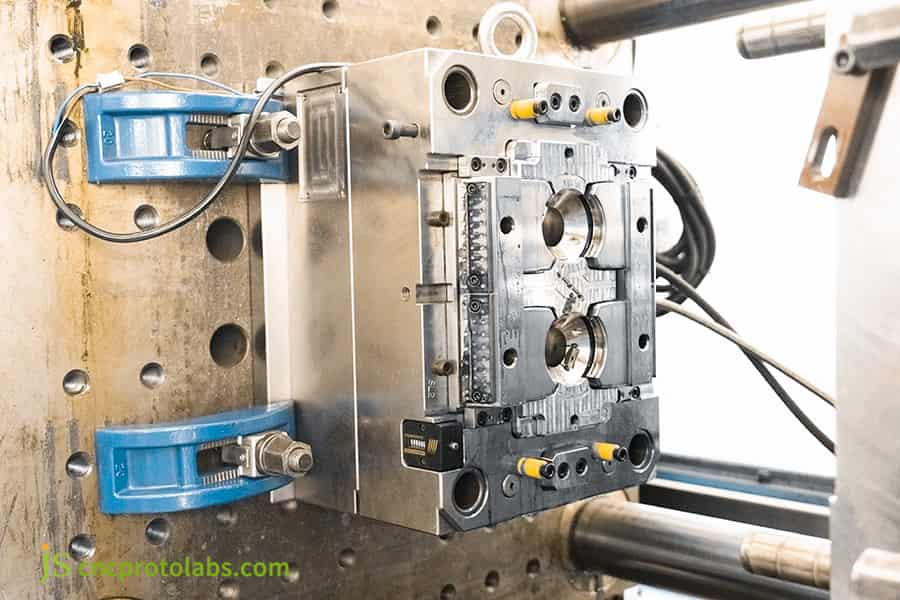
Рис. 2. Пресс-форма из ПЭЭК с прецизионными полостями, готовая к высокопроизводительной обработке полимеров.
Каковы не подлежащие обсуждению обязательные требования к проектированию оснастки для литьевых форм из PEEK?
Инструменты для литьевых форм из PEEK требуют специальных формовочных сталей с высокой коррозионной стойкостью и износостойкостью (например, S136H, H13) с твердостью HRC 48–54. Инструмент должен быть оснащен контроллером температуры масла для высокой температуры, чтобы поддерживать температуру формы на уровне 160–200 ℃.
Стали и покрытия
S136H(HRC 52-54) для основного металла, H13(HRC 48-52) для армирующих деталей, с покрытием TiN или DLC (толщиной 2-4 мкм). Без покрытия скорость износа составляет около 0,01 мм/100 000 циклов.
Использование горячеканальной системы является обязательным требованием: процент брака в холодноканальной системе составляет 20–40 %, в то время как в горячеканальной системе он снижается до чуть более 3 %, а выход также увеличивается с 68 % до 99,4%. Чтобы иметь возможность поддерживать высокий уровень выхода при формовании из PEEK, должны быть выполнены следующие требования: независимый контроль температуры горячеканального канала, разница температур ≤±3℃.
Проектирование ворот и охлаждения
<ол>
Конструкция литника: минимальный диаметр = толщина стенки × 0,5 и ≥ 1,0 мм, определение наиболее подходящего местоположения литника выполняется с помощью программного обеспечения Moldflow так, чтобы линия сварного шва располагалась на расстоянии не менее 5 мм от ненесущей области детали.
Система охлаждения: Конформные каналы охлаждения необходимы, они снижают разницу температур на поверхности формы с текущего диапазона 12–15 ℃ до 3 ℃. Диаметр канала должен составлять 8–12 мм, а минимальное расстояние между поверхностью канала и полостью должно быть как минимум в 1,5–2 раза больше диаметра канала.
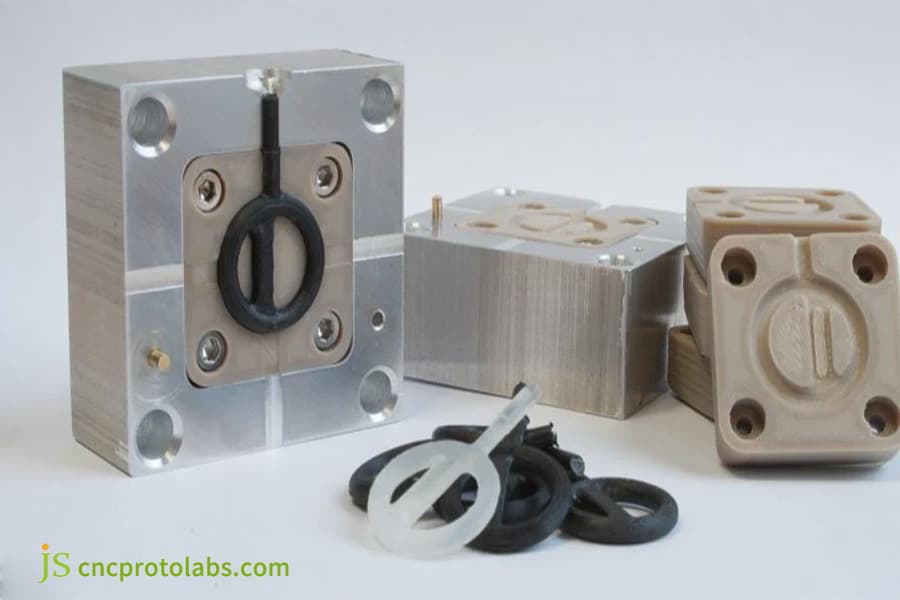
Рис. 3. Пресс-форма из стали PEEK с прецизионно обработанными вставками и высокопроизводительными каналами охлаждения.
Как точно контролируются степень усадки и кристалличность при производстве компонентов из PEEK?
Основная задача производства компонентов из PEEKзаключается в контроле скорости усадки. Первоначальная усадка в процессе литья под давлением из PEEK составляет 1,2–2,5 % (направление потока 1,2–1,5 %, поперечное направление 1,4–1,9 %), а после этапа армирования составляет всего 0,1–1,1 %.
Анизотропная усадка и кристалличность на молекулярном уровне
<ул>
Молекулярные цепочки вдоль направления потока приводят к анизотропии. Усадка составляет 1,2–1,5 % в направлении потока и 1,4–1,9 % в поперечном направлении, поэтому коробление происходит в основном из-за разницы в 0,2–0,7 %.
Взаимосвязь между кристалличностью и степенью усадки. На каждые 5% увеличения кристалличности объемная усадка увеличивается примерно на 0,25%. Когда кристалличность составляет 35 %, усадка примерно на 0,75 % выше, чем при 20 %. Услуга литья под давлением PEEK требует точного контроля кристалличности для стабилизации усадки.
Укрепление и компенсация полостей после этапа заполнения
<ул>
Во время сжатия GF30 составляет 0,3–0,8 %, CF30 — 0,1–0,5 %, но анизотропная усадка становится сильнее (0,1–0,3 % для направления потока, 0,5–1,1 % для поперечного направления).
Техника компенсации полости: Отрегулируйте полость так, чтобы она была больше по отношению к сжатию потока и поперечных направлений S_flow и S_trans соответственно. Хорошим примером является взятие желаемой длины 100 мм плюс S_flow 1,3%, поэтому полость должна иметь длину 101,3 мм.
Выдерживание давления и технологические возможности
<ул>
Компенсация давления удержания: Путем увеличения давления удержания вдвое с 55 до 110 МПа объемную усадку можно уменьшить еще примерно на 0,2–0,4%. Время выдержки — до затвердевания ворот (5–10 секунд).
Требования к возможностям процесса: SPC для отслеживания основных размеров, Cpk≥1,33, полная проверка размеров в первых 50 пробных запусках для определения базового уровня усадки. Именно способность изделий из PEEK к формованию сама по себе дает представление об однородности продукта в партии. Фактически, формование деталей из пластика PEEK — это процесс, который напрямую влияет на однородность продукта в партии.
В каких приложениях с высокими требованиями легкие компоненты из PEEK успешно заменили металл?
Металл успешно заменен легкими компонентами из PEEK в различных областях применения, таких как Аэрокосмическая автомобильная промышленность, нефтегазовая промышленность, полупроводниковая промышленность и медицина. В каждом из этих секторов четко определены цели снижения веса и условия работы. От кронштейнов сидений самолетов до скважинных инструментов — компоненты из ПЭЭК, отлитые под давлением, открыли совершенно новый горизонт в области легких конструкций.
Сравнительная таблица пяти основных областей применения
<голова>
Промышленность
Заменен металл
Примеры деталей из PEEK
Снижение веса
Основные требования
<тело>
Аэрокосмическая отрасль
Алюминиевый сплав
Конструкции сидений, зажимы для тросов
40–60%
FAR 25.853 токсичность дыма
Автомобилестроение
Сталь/Алюминий
Детали трансмиссии, корпус электродвигателя
50–70%
Стойкость к охлаждающей жидкости 120 °C
Нефть и газ
Нержавеющая сталь
Скважинный инструмент, клапанные тарелки
60–75%
Устойчивость к H₂S, 200°C
Полупроводники
Нержавеющая сталь
Вафельоносители, зажимные кольца
50–65 %
Очень чистота, низкий уровень частиц
Медицинские
Титан
Спинные клетки, зубные имплантаты
50–70%
Биосовместимость, возможность стерилизации
Аэрокосмическая и автомобильная промышленность
<ол>
Аэрокосмическая промышленность. Опоры и кабельные каналы из алюминиевого сплава заменяются материалом, соответствующим стандартам дымовой токсичности FAR 25.853. Некоторыми из основных компонентов, в которых используется этот материал, являются каркасы сидений. За прошедшие годы в этой нише было собрано достаточно данных о высокопроизводительном полимерном формовании.
Автомобилестроение и новая энергетика: PEEK заменил металл в компонентах трансмиссии и деталях турбины, а также в аккумуляторах и корпусах двигателей электромобилей, тем самым уменьшив вес и увеличив запас хода. Литье под давлением из PEEK – надежное решение для облегчения автомобилей.
Нефть, газ и полупроводники
<ол>
Добыча нефти и газа: Скважинные инструменты, пластины клапанов компрессоров и уплотнения были заменены этим материалом в средах, содержащих сероводород при высоких температурах и высоком давлении , вместо нержавеющей стали и сплавов на основе никеля.
Производство полупроводников. Материал с высокой чистотой, низким содержанием частиц и высокой химической стойкостью пользуется большим спросом для таких компонентов, как подложки пластин, зажимные кольца и устройства для работы с жидкостями. Здесь нержавеющую сталь заменил PEEK.
Просмотрите полную библиотеку примеров использования альтернативного металла PEEK, чтобы узнать, как ваша отрасль может добиться снижения веса и затрат с помощью легких компонентов PEEK.
Рис. 4. Литье деталей из высокопроизводительного пластика PEEK для аэрокосмической и легкой автомобильной промышленности.
Какая экономическая эффективность литья пластиковых деталей из PEEK по сравнению с обработкой на станке с ЧПУ?
Литье пластиковых деталей из PEEK всего лишь 1/25 стоимости изготовления той же детали на станке с ЧПУ. Но для литья под давлением требуется дорогая форма, которая первоначально стоит от 25 000 до 150 000. Точка, в которой стоимость единицы двух процессов одинакова, обычно составляет от 1000 до 5000 единиц.
Сравнение разбивки затрат
<ул>
Стоимость литья под давлением: стоимость пресс-формы 25 000–150 000 (в зависимости от размера, полости и горячеканального канала), стоимость литья под давлением 2,50–8,00.
Стоимость ЧПУ: стоимость пресс-формы 0, стоимость обработки единицы 18–75 (коэффициент использования материала 20–40 %, включая лом PEEK), время обработки по 3 осям с ЧПУ 80–120/ч, по 5 осям 150–250/ч.
Формула расчета безубыточности
Точка безубыточности Q ≥ Стоимость пресс-формы / (Стоимость единицы станка с ЧПУ – Стоимость единицы литья под давлением)
<голова>
<тр>
Сценарий
Стоимость пресс-формы ($)
Стоимость единицы станка с ЧПУ ($)
Стоимость единицы инъекции ($)
Безубыточность Q (шт./год)
<тело>
<тр>
Небольшая деталь Φ50 мм
28 000
15.00
1.20
2029
<тр>
Средняя часть Φ80 мм
68 000
38,00
3.20
1954
<тр>
Большая деталь 150×100×60 мм
120 000
75,00
6,50
1752
Скрытые расходы и общая экономия
<ул>
Отходы обработки на станках с ЧПУ. Если стоимость PEEK составляет около 600–1200 долларов США за кг, то отходы только от обработки на станках с ЧПУ уже составляют значительную сумму. Коэффициент использования материала при литье под давлением из PEEK намного выше, чем при обработке на станках с ЧПУ.
Потери дроби при использовании горячеканальной системы впрыска составляют всего 3,2%. При производстве более 10 000 деталей в год общие затраты на формование (включая амортизацию пресс-форм) снижаются на 85–92%. Экономическая целесообразность замены пластика методом литья под давлением металла особенно заметен в больших количествах.
Получите бесплатный расчет точки безубыточности для вашего проекта и отчет о сравнении затрат, сравнивающий формование пластиковых деталей из PEEK и обработку на станках с ЧПУ.
Как можно с научной точки зрения выбрать подходящую марку марки, армированной наполнителем, для услуг литья под давлением из PEEK?
Услуги по литью под давлением PEEK предлагают три стандартных сорта: без наполнителя, на 30 % армированный стекловолокном (GF30) и на 30 % армированный углеродным волокном (CF30). Критерии выбора: чистый материал выбран по ударопрочности/долговечности, GF30 выбран по жесткости/размерной стабильности, CF30 выбран по прочности/износостойкости/теплопроводности.
Сравнительная таблица трех оценок
<голова>
<тр>
Собственность
PEEK без наполнителя (450 г)
PEEK GF30 (450GL30)
PEEK CF30 (450CF30)
<тело>
<тр>
Прочность на разрыв (МПа)
97–110
160–180
230–250
<тр>
Удлинение при разрыве (%)
25–50
2–4
1–3
<тр>
Модуль упругости при изгибе (ГПа)
3,6–4,1
12–14
20–24
<тр>
HDT при 1,8 МПа (°C)
148
330
335
<тр>
Теплопроводность (Вт/м·К)
0,25
0,35
0,92
<тр>
Поверхностное сопротивление (Ом·см)
>10¹⁴
>10¹⁴
10³–10⁵
<тр>
Усадка (%)
1,2–2,5
0,3–0,8
0,1–0,5
Выбор правил ЕСЛИ-ТО
<ул>
Если рабочая температура >200℃ и статическая нагрузка→GF30. Служба прецизионного литья под давлением PEEK может использовать этот сорт, поскольку он имеет довольно полную библиотеку параметров процесса.
Если связано с динамикой/трением → CF30. CF30 — самый износостойкий тип формования пластиковых деталей из PEEK.
Если среда представляет собой высокотемпературную воду/кислоту/щелочь и армирование не требуется , используйте только основной материал.
Если толщина стенки <1,0 мм→CF30. При использовании CF30 коэффициент целостности заполнения на 15 % выше, чем у первичного материала.
Оценка стоимости и обслуживание пресс-форм
<ул>
Стоимость первичного материала составляет 600–900/кг, GF30 700–1000/кг, CF30 900–1400/кг.
CF30 более тяжел для пресс-форм, поэтому их приходится обслуживать чаще, примерно на 30 % чаще, чем GF30, поэтому необходимо найти компромисс. Материал инструментов для литьевых форм из PEEK должен соответствовать марке арматуры.
Как систематически предотвращаются распространенные дефекты в инструментах для литья под давлением из высокотемпературного PEEK?
К распространенным дефектам инструментов для литьевых форм из PEEK относятся: деформация, следы усадки, линии сварных швов, серебряные полосы, пористость и следы пригорания. Основными стратегиями предотвращения являются: температура формы ≥160 ℃, достаточное давление выдержки, равномерное охлаждение, тщательная сушка и микровентиляция.
Распространенные типы дефектов и пороговые значения для предотвращения
<ул>
Деформация:Основная причина — разница температур поверхности формы >5℃. Порог предотвращения: охлаждение по форме для контроля разницы температур в пределах ± 3 ℃, скорость изменения толщины стенок <25%.
Знаки усадки и пористость: Основная причина – недостаточное удерживающее давление для толстых стенок (> 4 мм). Профилактика: Выдерживание давления ≥80 МПа, время выдержки до замерзания ворот (5–10 секунд), отверстия для снижения веса при толщине стенки >6 мм. Услуга прецизионного литья под давлением PEEK требует поддержания параметров давления с точностью до ±2 МПа.
Недостаточная прочность линии сварного шва: Основная причина – температура слияния двух потоков расплава, превышающая 360℃ более чем на 20℃. Профилактика: Температура формы на линии сварки ≥180 ℃, переместите заслонку, чтобы сместить линию сварки от ненесущей зоны на ≥5 мм, и добавьте вентиляцию.
Серебряные полосы. Основная причина – содержание влаги >0,02 %. Профилактика:Сушка при температуре 150 ℃ в течение 4 часов, точка росы ≤-40 ℃.
Внутренняя пористость. Основная причина – невысвобождение летучих газов. Профилактика:Противодавление 0,5–1,0 МПа, скорость шнека ≤60 об/мин.
Следы ожогов: Основная причина – температура сжатия газа, превышающая 450 ℃. Профилактика:Глубина вентиляционной канавки 0,02 мм, ширина 5 мм, вентиляция торцевой вставки (площадь 0,5–1 % выступа полости).
Коротко: Основная причина – недостаточная скорость впрыска. Профилактика: Скорость тонкостенных деталей ≥120 мм/с, фактическая температура ствола ≥380℃, мощность нагрева сопла >2,5 кВт.
Стратегии систематической профилактики
<ул>
Этап проектирования пресс-формы:
Используйте конформные каналы охлаждения, разница температур поверхности формы ≤±3 ℃, глубина вентиляционных канавок 0,01–0,03 мм, ширина 3–5 мм, расположение литников анализируется с помощью Moldflow, чтобы гарантировать, что линии сварки не подвергаются нагрузкам.Проектирование пресс-формы для формования пластиковых деталей из PEEK должно включать моделирование системы вентиляции.
<ул>
Исправление параметров процесса:
Условия сушки 150 ℃ × 4 часа, влажность ≤0,02 %, температура расплава 360–400 ℃, температура формы 160–200 ℃, давление впрыска 83–124 МПа, давление выдержки 55–110 МПа, время охлаждения определяется квадратом толщины стенки (t_cool ∝ t_wall²).
<ул>
Мониторинг процессов и обратная связь:
Датчики давления в полости отслеживают кривую давления выдержки в режиме реального времени, SPC контролирует критический размер Cpk на уровне ≥1,33. Первая деталь каждой партии проходит полноразмерную проверку, и создается база данных дефектов, которую можно использовать при проектировании.
Как компания JS Precision использует производство компонентов из PEEK для замены металла в крыльчатках автомобильных водяных насосов?
JS Precision провела модернизацию поставщика первого уровня крыльчатки электрического водяного насоса ADC12 из алюминиевого сплава ADC12, обработанной на станке с ЧПУ (320 г, толщина лопасти 0,8 мм), на крыльчатку из ПЭЭК 450G крыльчатка, отлитая под давлением (вес 95 г, снижение веса на 70,3 %), соответствует условиям динамической балансировки G2,5 при 8000 об/мин и условиям испытаний на коррозионную стойкость охлаждающей жидкости при температуре 120 ℃.
Проблемы клиентов
<ул>
Электрохимическая коррозия. Алюминиевые сплавы в охлаждающей жидкости этиленгликоль/вода (pH 8–10, температура 90–115 ℃) образуют частицы оксида алюминия, которые забивают подшипники, что в конечном итоге приводит к частоте отказов 3,8 % (отраслевые требования <0,5 %).
Высокие затраты на обработку: Общая стоимость литья под давлением и обработки на станке с ЧПУ составляет 38 долларов за штуку, что дает ежегодные затраты в 3 040 000 долларов.
Низкая стабильность динамического баланса: отклонение толщины стенки при литье под давлением составляет 0,15 мм, процент проходимости после снижения веса на станке с ЧПУ составляет всего 92,5%.
Прецизионное решение JS
<ул>
Выбор материала и испытание на коррозию:
В качестве основы выбран чистый материал Victrex PEEK 450G. При погружении в среду, содержащую этиленгликоль и воду (1:1), при температуре 120 ℃ в течение 1000 часов материал сохранял 98,5% своей первоначальной прочности на разрыв без каких-либо признаков коррозии. Проверка материалов услуг по литью под давлением из PEEK — важный шаг в планировании проекта.
<ул>
Проектирование пресс-формы и компенсация усадки:
Трехпластинчатая конструкция пресс-формы. Усадка составляет 1,3% в направлении потока и в поперечном направлении 1,7%. Одноточечный центральный горячеканальный канал с игольчатым клапаном и 8 лопастями с кольцевыми вентиляционными канавками (глубина 0,02 мм, ширина 3 мм) на концах. Конформное охлаждение было установлено вдоль поверхности рабочего колеса, а разница температур на поверхности формы ≤2,8 ℃.
Извлеченные уроки:
<ул>
T1 Short Shot: Когда скорость впрыска была установлена на 100 мм/с, температура снизилась до 365 ℃, когда фронт расплава достиг кончика лезвия толщиной 0,8 мм. Корректирующие действия: Скорость была увеличена до 130 мм/с, ускорение составило 50 мм/с, скорость коротких впрысков была снижена с 15% до 0,5%.
Динамический баланс T2 G6.3: Диаметр рабочего колеса от центрального литника составлял 6 мм, чрезмерный нагрев сдвига создавал ненормальную локальную усадку вблизи литника. Исправление: Диаметр рабочего колеса был увеличен до 8 мм, также была добавлена кольцевая вентиляционная канавка диаметром 0,02 мм, обращенная к литнику, что привело к улучшению динамического баланса до G2.5.
<блок-цитата>
ISO 178:2019 Пластмассы. Определение свойств при изгибе четко гласит: Испытание на изгиб должно проводиться с использованием стандартных образцов с предпочтительным соотношением длины к толщине 16:1.
Для соответствия этому стандарту в качестве критерия приемки при пробном формовании рабочего колеса мы выбрали прочность на изгиб хвостовика лопатки, составляющую 85 % от основного материала. Также была обеспечена структурная надежность. Система валидации высокопроизводительного полимерного формования должна быть сопоставлена с международными стандартами.
Окончательные результаты
<ул>
Вес детали:95 г (изначально изготовлен из алюминиевого сплава весом 320 г), вес уменьшен почти на 70%.
Точность размеров: толщина лезвия 0,80,04 мм, положение монтажного отверстия 0,03 мм, плоскостность 0,03 мм.
Цена за единицу: 3,20 доллара США (первоначально решение с ЧПУ стоимостью 38 долларов США), годовые затраты 256 000 долларов США (первоначально 3 040 000 долларов США), уровень экономии 91,6%.
Инвестиции в пресс-форму: 52 000 долларов США (включая горячеканальные каналы и конформное охлаждение), срок окупаемости ~ 2,2 месяца.
Испытание на коррозионную стойкость: Циркуляция в охлаждающей жидкости при температуре 120℃ в течение 1000 часов, отсутствие продуктов коррозии и изменение веса -0,02%.
Процент прохождения динамического баланса: 99,8% (исходно для ЧПУ 92,5%).
Получите сравнительный отчет об аналогичных решениях по оптимизации DFM рабочего колеса из PEEK и их стоимости. Загрузите свои чертежи в JS Precision и получите бесплатную оценку и ценовое предложение на изготовление компонентов из PEEK в течение 24 часов.
Часто задаваемые вопросы
Вопрос 1: Какой размерный допуск может обеспечить литье под давлением PEEK при серийном производстве?
Допуск серийного производства составляет ±0,05 мм, а усадка на критических сопрягаемых поверхностях может быть компенсирована до ±0,03 мм. Это означает, что CPK≥1,33 и процент успешной сдачи >99,99%. Фактически, точность изготовления деталей из PEEK уже достаточна, чтобы соответствовать требованиям в большинстве случаев замены металлов.
Вопрос 2: Должны ли мы ожидать, что отлитый под давлением PEEK будет иметь такие же механические свойства, как и обработанные детали из того же материала?
Разница в статических механических характеристиках составляет около 5%. Прочность в области линии сварного шва обычно снижается на 15–25%. JS Precision тщательно размещает ворота так, чтобы линия сварного шва проходила на расстоянии не менее 5 мм от ненесущей зоны и не ослабляла изделие. Управление сварочной линией является одним из решающих факторов, которые делают наши услуги по литью под давлением из PEEK таким высоким качеством.
Вопрос 3: Как долго могут прослужить литьевые формы для PEEK при сравнении ненаполненных и армированных марок?
PEEK в чистом сплаве с использованием инструментов S136H (HRC 52) должен выдерживать от 500 000 до 1 000 000 циклов формования. Для усиленного класса GF30/CF30 с использованием инструментов с покрытием H13 + TiN от 300 000 до 500 000 циклов, и после превышения этих пределов потребуется дальнейший ремонт.
Q4: Каков минимальный объем заказа (MOQ) для литья под давлением PEEK и какие факторы его определяют?
После полной оплаты стоимости пресс-формы MOQ может снизиться до 2 тысяч единиц. Если ваша годовая потребность составляет <5 тысяч деталей, то лучшим вариантом для вас может стать соединение с ЧПУ/литьем под давлением.
Вопрос 5: Какие соображения следует учитывать при выборе между 30% стеклонаполненным (GF30) и 30% (CF30) PEEK для применения?
CF30 является лучшим проводником тепла, чем GF30 (теплопроводность 0,92 против 0,35 Вт/м·К), поэтому для деталей с температурой пресс-формы на несколько градусов выше CF30 может сэкономить 10–15 ℃. CF30 позволяет снизить давление впрыска даже на 10-15 МПа но он будет более абразивным. Для случаев трения или рассеивания тепла следует использовать CF30, а для сценариев статических нагрузок или точности размеров следует выбирать GF30.
В6: Необходимо ли проводить отжиг деталей из ПЭЭК после формования и при каких условиях это является обязательным?
Отжиг необходим для деталей с толщиной стенки >4 мм или рабочей температурой >200℃: он предполагает выдержку детали при 200℃ в течение 1-2 часов, а затем медленное охлаждение со скоростью 20℃/ч. Изменения размеров до 0,05–0,10 % могут быть вызваны отжигом.
Вопрос 7: Какие преимущества JS Precision предлагает для литья под давлением PEEK по сравнению с другими поставщиками?
Являясь поставщиком литья под давлением PEEK, компания JS Precision владеет собственной мастерской (срок выполнения работ 4–6 недель), реализует более 1500 проектов (2–3 пробных формования), а компания соответствует высочайшим стандартам качества, имея сертификаты AS9100D/IATF 16949 (Cpk≥1,33). Он также поставляет более 5 миллионов штук в год, предоставляет бесплатную оценку DFM и предлагает очень быстрое время обработки предложений — 48 часов.
Вопрос 8: Какие позиции включены в предложение JS Precision на услуги литья под давлением PEEK?
Предложение включает в себя шесть позиций: стоимость пресс-формы, стоимость материала (вес нетто x коэффициент отходов 1,03), плата за обработку литья под давлением, плата за вторичную обработку, плата за упаковку и транспортировку, а также плата за отчет о проверке первой детали. Отправьте чертежи, чтобы получить бесплатную оценку DFM. Предложение по замене пластика при литье под давлением металла должно покрывать полную стоимость жизненного цикла.
Сводка
Литье под давлением из PEEK заменило такие металлы, как алюминиевые сплавы, нержавеющую сталь и медные сплавы, в массовом масштабе в автомобильной, аэрокосмической, нефтегазовой, полупроводниковой и медицинской отраслях. В этой статье представлена полная основа принятия инженерных решений по литью под давлением PEEK для замены металлов на основе семи измерений: механическое сравнение, технологическое окно, требования к твердости формы, анизотропия усадки, три основных правила выбора уровня и семь типов пороговых значений для предотвращения дефектов.
Хотите получить точную расценку на услуги литья под давлением из PEEK? Отправьте чертежи деталей (формат STEP/IGS) в JS Precision, и мы вернемся с вашим бесплатным отчетом об оценке DFM через 48 часов. Он будет включать рекомендуемый класс PEEK, схему компенсации усадки, первоначальный план конструкции пресс-формы, а также подробное коммерческое предложение (плата за пресс-форму + стоимость единицы продукции). Отправьте свои чертежи САПР прямо сейчас, чтобы получить бесплатную техническую оценку и ценовое предложение.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.