
خدمة القولبة بالحقن PEEK قادرة على تصنيع مكونات ضوئية دقيقة للغاية والتي تعتبر بدائل للمكونات المعدنية بقوة شد تبلغ 97-200 ميجا باسكال ودرجة حرارة خدمة مستمرة تبلغ 250 درجة مئوية. تعد PEEK واحدة من أكثر اللدائن الحرارية خفيفة الوزن بكثافة تبلغ 1.32 جم/سم - أخف بنسبة 50% من سبائك الألومنيوم و70% أخف من الفولاذ، ومع ذلك فهي توفر مقاومة استثنائية للمواد الكيميائية والتآكل. بفضل خصائصه المتميزة، يتم استخدام PEEK بشكل متزايد لاستبدال المعادن في قوالب الحقن لأشباه موصلات السيارات الفضائية وصناعات النفط والغاز.
المرجع السريع لخدمة قولبة الحقن
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>السؤال الأساسي
الإجابة الرئيسية
<الجسم> <تر>هل يمكن لـ PEEK أن يحل محل المعدن؟
نعم. الشد 97-200 ميجاباسكال، الكثافة 1.32 جم/سم3، الاستخدام المستمر 250 درجة مئوية. نسبة قوة إلى وزن فائقة مقارنة بمعظم المعادن.
ما هي الدقة التي يمكن أن يحققها حقن PEEK؟
التسامح ±0.05 مم (±0.002 بوصة). مطلوب تعويض انكماش القالب بنسبة 1.2%-2.5%.
التكلفة مقابل تصنيع المعادن؟
عند الحجم الكبير، تبلغ تكلفة وحدة الحقن 1/25 من CNC. الاستثمار الأولي في القالب يتراوح بين 25000 دولار و150000 دولار.
الدرجات المعززة المتوفرة؟
غير معبأ، مملوء بالزجاج بنسبة 30% (GF30)، مملوء بالكربون بنسبة 30% (CF30). الخواص الميكانيكية تزداد بالتتابع.
النتائج الرئيسية
- يتيح قالب الحقن PEEK تقليل الوزن بنسبة 50% إلى 70% مع الحفاظ على الخواص الميكانيكية على مستوى المعدن
- ضع في اعتبارك الحفاظ على درجة حرارة القالب ضمن 160-200 درجة مئوية لتحقيق تبلور نظرة خاطفة كافية، وستكون الأجزاء الناتجة هشة جدًا إذا كانت درجة الحرارة أقل من 143 درجة مئوية.
- يرتبط الانكماش بحوالي 1.2%-2.5% بعملية القولبة بالحقن PEEK. لذا، يحتاج مهندسو التصميم إلى دمج التعويض عن هذا التأثير أثناء تصميم القالب.
- في السيناريوهات واسعة النطاق (> 10000 قطعة/سنة)، تكون تكلفة دورة الحياة الإجمالية لقولبة حقن PEEK أقل بكثير من تكلفة التصنيع باستخدام الحاسب الآلي للمعادن.
- تكون مقاومة التآكل أعلى في الألياف الزجاجية/ألياف الكربون المقواة PEEK. يجب أن يكون فولاذ القالب مقاومًا للتآكل وفولاذًا خاصًا مقاومًا للتآكل.
لماذا تثق في خدمة التشكيل بالحقن PEEK من JS Precision لتخفيف الوزن من خلال استبدال المعادن؟
نظرًا للخبرة الطويلة للفريق، أدرك خبراؤنا الهندسيون في شركة PEEK لقوالب الحقن أن خدمة قولبة الحقن PEEK الموثوقة يجب أن تكون قادرة على دعمها عند استبدال المعدن ببيانات ملموسة.
مشاركتنا العملية في مشروع دافع مضخة مياه لسيارة تعمل بالطاقة الجديدة، كان وزن دافع الماء المصنوع من سبائك الألومنيوم في الأصل 320 جرامًا وكان معدل فشله بعد البيع 3.8%. ومن خلال استخدام قالب الحقن PEEK 450G، تم خفض وزن القطعة إلى 95 جرامًا، مما يوفر تكلفة سنوية تبلغ 91.6%.
<اقتباس>بعد ISO 9001:2015، تم التأكيد على أنه يجب إنشاء آلية تسجيل المعلمات التي يمكن تتبعها لعملية الإنتاج الضخم للأجزاء المقولبة بالحقن.
للامتثال للوائح التي يحددها هذا المبدأ التوجيهي، نجري مراجعة للمشروع على ثلاث مراحل لكل مشروع من مشاريع PEEK التي نقوم بها: التحقق من اختيار المواد، ومراجعة تحليل تدفق القالب، ومراجعة عملية التشكيل التجريبي، والتصلب.
مع أخذ ذلك في الاعتبار، نستخدم الآن قاعدة بيانات JS Precisions المتراكمة التي تضم حوالي 1500 حالة قولبة حقن PEEK في العمل مما ساعد في تحقيق انخفاض إجمالي تكاليف العميل بنسبة 18-25%.
قم بتنزيل بديل قوالب حقن PEEK للورق الأبيض المعدني لفهم اختيار المواد وتعويض الانكماش ومتطلبات تصميم القالب، وتقييم جدوى خدمة قولبة حقن PEEK مقدمًا.
ما هي الفجوات الأساسية في الخواص الميكانيكية بين خدمة صب الحقن الخاطفة وتصنيع المعادن التقليدية؟
تظهر أجزاء خدمة القولبة بالحقن PEEK قوة شد تتراوح بين 97-200 ميجا باسكال، وكثافة منخفضة تصل إلى 1.32 جم/سم3، ومعامل مرن يتراوح بين 3.6-24 جيجا باسكال. بالمقارنة مع المواد الأخرى المذكورة، وسبائك الألومنيوم، والفولاذ المقاوم للصدأ، وسبائك التيتانيوم، تتميز PEEK بقوة محددة.
جدول مقارنة الخصائص الميكانيكية
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر> <النمط = "العرض: 31.0066%; لون الحدود: #000000;">الملكية
نظرة خاطفة غير معبأ
نظرة خاطفة GF30
<النمط = "العرض: 11.3335%; لون الحدود: #000000;">نظرة خاطفة CF30
آل 6061
سس 316
Ti Grade5
<الجسم> <تر>قوة الشد (MPa)
97–110
160–180
230–250
310
520–1180
1000–1190
الكثافة (جم/سم3)
1.32
1.51
1.44
2.70
7.95
4.43
القوة النوعية (MPa·cm³/g)
73–83
106–119
159–174
115
66–149
226–269
حد التعب عند 10⁷ دورات (MPa)
50–60
65–75
75–85
96
180–250
500–600
الإجهاد الزاحف عند 200 درجة مئوية/10 ميجا باسكال/1000 ساعة (%)
0.5–1.2
0.3–0.6
0.2–0.4
غير متاح
غير متاح
غير متاح
خصائص القوة والتعب المحددة
- مقارنة القوة:
تتراوح قوة PEEK النقية بين 97-110 ميجا باسكال، تتراوح قوة PEEK مع 30% ألياف GF بين 160-180 ميجا باسكال، وتتراوح قوة PEEK مع 30% ألياف CF 230-250 ميجا باسكال، في حين أن سبائك الألومنيوم 6061 حوالي 310 ميجا باسكال، والفولاذ المقاوم للصدأ 316 حوالي 520-1180 ميجا باسكال، وسبائك التيتانيوم من الدرجة 5 تقريبًا 1000-1190 ميجا باسكال.
- مقارنة القوة المحددة:
نظرة خاطفة مع 30% ألياف CF حوالي 159-174 ميجاباسم/جم، وسبائك الألومنيوم حوالي 115، والفولاذ المقاوم للصدأ 316 حوالي 66-149. في الأنظمة ذات الوزن المحدود، يكون PEEK CF30 أقوى من الألومنيوم مع قدرة تحمل لكل وزن. وهذه هي الميزة الأساسية قولبة البوليمر عالية الأداء.
- حد التعب:
مع 10 دورات، تم تحقيق قوة كلال تتراوح بين 50-60 ميجا باسكال من أجل PEEK النقي، بينما يزيدها تعزيز CF30 إلى 75-85 ميجا باسكال، وسبائك الألومنيوم 6061 a تبلغ قيمتها حوالي 96 ميجا باسكال. يبدو سلوك إجهاد صب الأجزاء البلاستيكية في نظرة خاطفة مشابهًا للمعادن الخفيفة.
مقاوم للزحف والمواد الكيميائية
- مقاومة الزحف: عند 200 درجة مئوية/10 ميجا باسكال، يبلغ زحف PEEK حدًا أقصى يبلغ 1.2% بعد 1000 ساعة (نطاق 0.5، 1.2%) بينما بالنسبة لـ CF30، يبلغ 0.2، 0.4% فقط.
- مقاومة التآكل الكيميائي: تترك الغالبية العظمى من الأحماض والقواعد والمذيبات العضوية PEEK غير متأثر (تغير الكتلة <0.1%) وهذا هو السبب الرئيسي وراء تفوقه على الفولاذ المقاوم للصدأ 316 في المياه المالحة.
اتصل بمهندسنا لإجراء حساب مجاني لبيانات قياس الخصائص الميكانيكية لجزء PEEK الخاص بك وللحصول على تقرير تقييم جدوى لخدمات قولبة حقن PEEK.

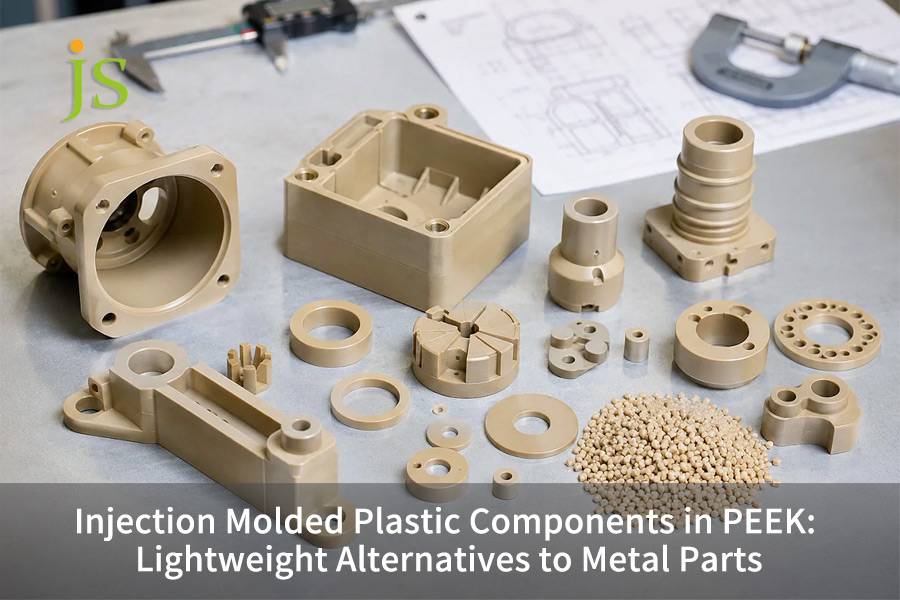
الشكل 1: تعرض تروس وغسالات ومكونات نظرة خاطفة بدائل خفيفة الوزن للأجزاء المعدنية التقليدية.
كيف يتم تعيين معلمات العملية الأساسية لمجموعة خدمة صب الحقن الخاطفة الدقيقة؟
تتضمن معلمات العملية الأساسية لخدمة صب الحقن PEEK الدقيقة ما يلي: نظرة خاطفة منصهرة عند 320-360 درجة مئوية، قالب عند 180-220 درجة مئوية. يحدد التحكم الدقيق في هذه العوامل كمية PEEK التي ستكون بلورية (34%-44%) والخصائص الميكانيكية للجزء.
التحكم في درجة حرارة الذوبان
- 360 درجة مئوية كأدنى نقطة: عند هذا المستوى المنخفض، يصبح ذوبان PEEK لزجًا للغاية (لزوجة القص > 850 Pas) ويصعب ملؤه من المسافات القصيرة.
- 400 درجة مئوية كمستوى أعلى: في المستويات الأعلى، ستخضع سلسلة PEEK للأكسدة الحرارية والتدهور، مما يزيد من مؤشر الذوبان بنسبة > 15% ويؤدي إلى انخفاض في الخواص الميكانيكية بنسبة 30%-50%. هذه هي منطقة معلمات عملية التشكيل بالحقن PEEK، والتي لا يمكن تغييرها على الإطلاق.
درجة حرارة العفن ودرجة التبلور
- مستوى مهم Tg (145 درجة مئوية): إذا انخفضت درجة الحرارة عند تلك النقطة إلى ما دونها، فسيكون التبريد سريعًا جدًا، وتكون البلورة أقل من 20%، وسيتعرض المنتج للكسر.
- المستوى المطلوب 160-200 درجة مئوية: مستوى التبلور هو 34%-44%، وترتفع درجة حرارة التشوه الحراري إلى ما يزيد عن 250 درجة مئوية، كما تم تحسين مقاومة المواد للمواد الكيميائية. تعد هذه إحدى الطرق لضمان التحكم في تبلور أجزاء PEEK بشكل صحيح خلال عملية التصنيع.
معلمات ضغط الحقن والإمساك
- ضغط الحقن: 83-124 ميجا باسكال، ضغط التثبيت: 55-110 ميجا باسكال، سيتم زيادة معدل انكماش المناطق ذات الجدران السميكة بنسبة 0.3%-0.6% إذا انخفض ضغط التثبيت إلى أقل من 55 ميجا باسكال.
- ظروف التجفيف القسري: 150 درجة مئوية × 3-4 ساعات، محتوى الرطوبة ≥0.02%، سوف يتأثر معدل عيوب خط الفضة السطحية إذا لم يتم استيفاء المعايير المذكورة أعلاه.
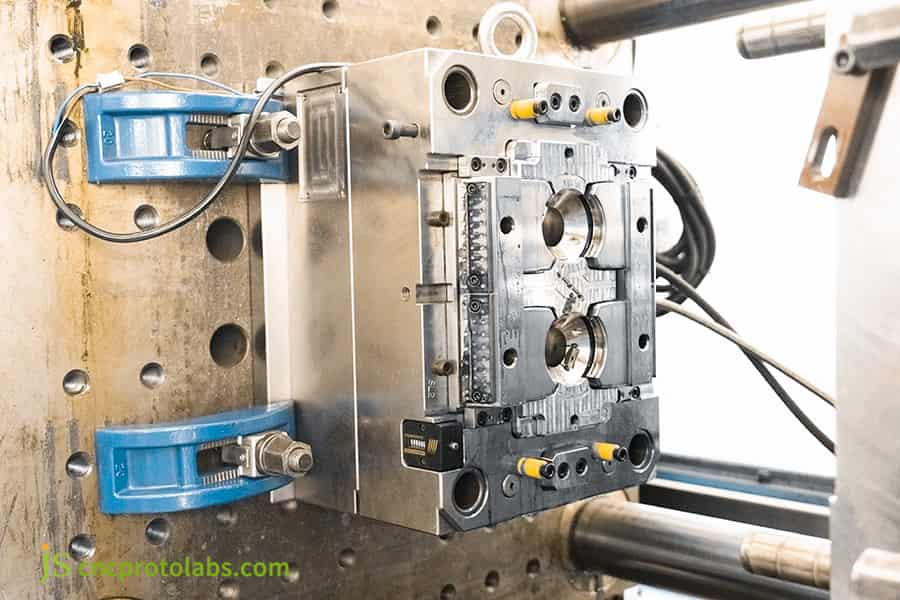
الشكل 2: قالب حقن نظرة خاطفة مع تجاويف دقيقة جاهزة لمعالجة البوليمر عالي الأداء.
ما هي المتطلبات الإلزامية غير القابلة للتفاوض لتصميم أدوات قالب الحقن الخاطف؟
تحتاج أدوات قوالب الحقن PEEK إلى قوالب فولاذية خاصة ذات مقاومة عالية للتآكل ومقاومة للتآكل (مثل S136H وH13) بصلابة HRC 48-54. يجب أن تكون الأدوات مزودة بجهاز تحكم في درجة حرارة الزيت لدرجة الحرارة المرتفعة حتى يتم التحكم في درجة حرارة القالب من 160 إلى 200 درجة مئوية.
الفولاذ والطلاءات
S136H(HRC 52-54) للمعادن الأساسية، H13(HRC 48-52) لجزء التسليح، مع طلاء TiN أو DLC (بسمك 2-4 ميكرومتر). بدون الطبقة، يبلغ معدل التآكل حوالي 0.01 ملم/100000 دورة.
يشترط استخدام نظام العداء الساخن: يتراوح معدل خردة نظام العداء البارد بين 20%-40%، في حين يقلل نظام العداء الساخن من ذلك إلى ما يزيد قليلاً عن 3% ويتم أيضًا تحسين الإنتاجية من 68% إلى 99.4%. لكي تكون قادرًا على الحفاظ على معدل الإنتاجية العالي في قولبة PEEK، يجب استيفاء هذه المتطلبات: التحكم المستقل في درجة الحرارة للعداء الساخن، ودرجة الحرارة الفرق ≥±3°C.
تصميم البوابة والتبريد
- تصميم البوابة: الحد الأدنى للقطر=سمك الجدار × 0.5 و≥ 1.0 مم، يتم تحديد موقع البوابة الأكثر ملاءمة من خلال برنامج Mouldflow بحيث يقع خط اللحام بعيدًا عن المنطقة غير الحاملة للجزء بمقدار 5 مم على الأقل.
- نظام التبريد: تعد قنوات التبريد المطابقة أمرًا ضروريًا، فهي تقلل التباين في درجة الحرارة على سطح القالب من النطاق الحالي الذي يتراوح بين 12-15 درجة مئوية وصولاً إلى 3 درجات مئوية. سيكون قطر القناة من 8 إلى 12 ملم ويجب أن يكون الحد الأدنى لمسافة سطح القناة إلى التجويف 1.5-2 ضعف قطر القناة على الأقل.
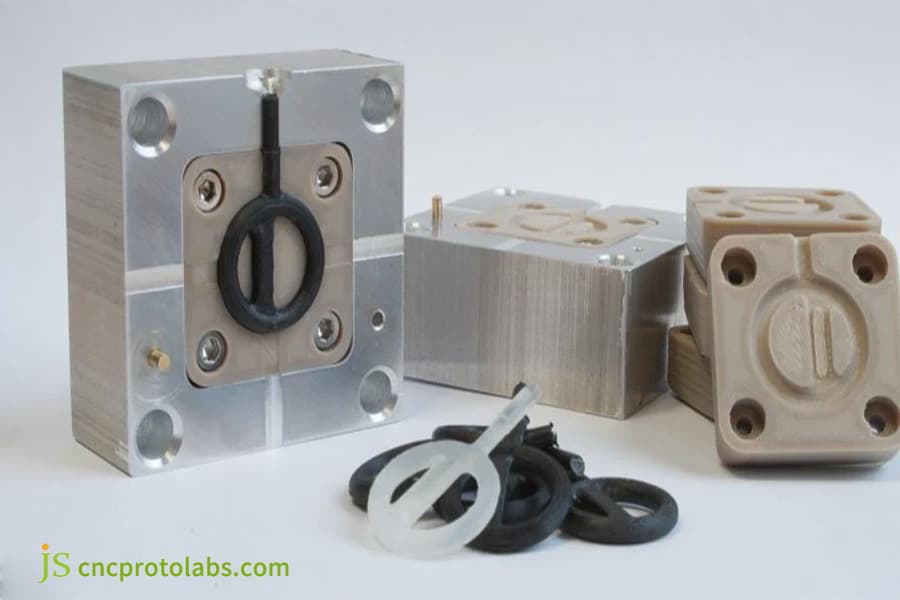
الشكل 3: قالب حقن فولاذي PEEK مزود بإدخالات دقيقة التصنيع وقنوات تبريد عالية الأداء.
كيف يتم التحكم بدقة في معدل الانكماش والبلورة في تصنيع المكونات الخاطفة؟
التحدي الأساسي تصنيع مكونات نظرة خاطفة يكمن في التحكم في معدل الانكماش. الانكماش الأصلي في عملية التشكيل بالحقن PEEK هو 1.2%-2.5% (اتجاه التدفق 1.2%-1.5%، الاتجاه العرضي 1.4%-1.9%)، وبعد مرحلة التعزيز، يكون 0.1%-1.1% فقط.
الانكماش متباين الخواص وبلورة المستوى الجزيئي
- تؤدي السلاسل الجزيئية على طول اتجاه التدفق إلى تباين الخواص. يبلغ الانكماش 1.2%-1.5% في اتجاه التدفق و1.4%-1.9% في الاتجاه العرضي، وبالتالي فإن صفحة الالتواء ترجع بشكل أساسي إلى اختلاف 0.2%-0.7%.
- العلاقة بين التبلور ومعدل الانكماش. لكل زيادة بنسبة 5% في التبلور، يزداد انكماش الحجم بنسبة 0.25% تقريبًا. عندما تكون نسبة التبلور 35%، يكون الانكماش أعلى بنسبة 0.75% تقريبًا عما هو عليه عندما يكون 20%. تتطلب خدمة القولبة بالحقن PEEK تحكمًا دقيقًا في البلورة لتثبيت الانكماش.
التعزيز وتعويض التجويف بعد مرحلة الملء
- أثناء الضغط، يكون GF30 عند 0.3%-0.8%، وCF30 عند 0.1%-0.5%، لكن الانكماش متباين الخواص يصبح أسوأ (0.1%-0.3% لاتجاه التدفق، 0.5%-1.1% للاتجاه الجانبي).
- تقنية تعويض التجويف: اضبط التجويف بحيث يكون أكبر بالنسبة لتقلصات التدفق والاتجاهات العرضية S_flow وS_trans، على التوالي. وخير مثال على ذلك هو أخذ الطول المطلوب وهو 100 ملم بالإضافة إلى التدفق S بنسبة 1.3%، وبالتالي يجب أن يكون طول التجويف 101.3 ملم.
تحمل الضغط والقدرة على المعالجة
- تعويض ضغط الإمساك: من خلال رفع ضغط الإمساك إلى الضعف من 55 إلى 110 ميجاباسكال، يمكن تقليل الانكماش الحجمي بشكل أكبر بنسبة 0.2%-0.4% تقريبًا. مدة الانتظار حتى تصلب البوابة (5-10 ثواني).
- متطلبات القدرة للعملية: SPC لتتبع الأبعاد الرئيسية، Cpk≥1.33، التحقق من الحجم الكامل في أول 50 تجربة تجريبية لمعرفة خط الأساس للانكماش. إن قدرة منتجات PEEK على التشكيل هي التي تعطي فكرة عن توحيد المنتج للدفعة. في الواقع، فإن صب الأجزاء البلاستيكية من PEEK هي عملية تؤثر بشكل مباشر على تجانس المنتج داخل الدفعة.
في أي التطبيقات عالية الطلب نجحت مكونات نظرة خاطفة خفيفة الوزن في استبدال المعدن؟
تم بنجاح استبدال المعدن بـ مكونات PEEK خفيفة الوزن في تطبيقات مختلفة مثل زيت وغاز السيارات الفضائية وأشباه الموصلات والتطبيقات الطبية. ولكل قطاع من هذه القطاعات أهداف لتخفيض الوزن وشروط تشغيل محددة بوضوح. بدءًا من دعامات مقاعد الطائرات وحتى الأدوات الموجودة أسفل البئر، فتحت المكونات المصبوبة بالحقن PEEK حدودًا جديدة تمامًا للتصميم خفيف الوزن.
جدول مقارنة لمجالات التطبيق الخمسة الرئيسية
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛ الارتفاع: 543.375 بكسل؛" الحدود = "1"> <الرأس>الصناعة
استبدال المعدن
أمثلة على جزء نظرة خاطفة
<النمط = "العرض: 16.1417%; لون الحدود: #000000;">تخفيض الوزن
<النمط = "العرض: 22.8346%; لون الحدود: #000000;">المتطلبات الرئيسية
الفضاء
سبائك الألومنيوم
هياكل المقاعد ومشابك الكابلات
40-60%
FAR 25.853 سمية الدخان
السيارات
الفولاذ/الألومنيوم
أجزاء ناقل الحركة، مبيت محرك السيارة الكهربائية
50-70%
مقاومة لسائل التبريد تصل إلى 120 درجة مئوية
النفط والغاز
الفولاذ المقاوم للصدأ
أدوات قاع البئر، وألواح الصمامات
60-75%
مقاومة H₂S، 200 درجة مئوية
أشباه الموصلات
الفولاذ المقاوم للصدأ
حاملات الرقاقات، وحلقات المشبك
50-65%
نظيف للغاية، وجزيئات منخفضة
الطبية
التيتانيوم
الأقفاص الشوكية وزراعة الأسنان
50-70%
التوافق الحيوي، قابل للتعقيم
الفضاء والسيارات
- الفضاء: يتم استبدال دعامات سبائك الألومنيوم وقنوات الكابلات بمادة تفي بمعايير FAR 25.853 لسمية الدخان. بعض المكونات الرئيسية التي تستخدم هذه المادة هي إطارات المقاعد. على مر السنين، جمعت قوالب البوليمر عالية الأداء ما يكفي من بيانات التحقق في هذا المجال.
- السيارات والطاقة الجديدة: حلت PEEK محل المعدن في مكونات ناقل الحركة وأجزاء التوربو، وكذلك في بطارية السيارة الكهربائية أو أغلفة المحرك، وبالتالي تقليل الوزن وزيادة نطاق القيادة. يعد القولبة بالحقن PEEK حلاً موثوقًا لوزن السيارات
النفط والغاز وأشباه الموصلات
- استخراج النفط والغاز: تم استبدال أدوات قاع البئر وألواح صمامات الضاغط والأختام بهذه المادة في البيئات التي تحتوي على درجة حرارة عالية وضغط عالٍ بدلاً من الفولاذ المقاوم للصدأ والسبائك القائمة على النيكل.
- تصنيع أشباه الموصلات: هناك طلب كبير على المواد التي تتميز بنظافة عالية، ونسبة جزيئات منخفضة، ومقاومة كيميائية قوية لمكونات مثل حاملات الرقاقات، وحلقات التثبيت، ومعالجة السوائل. هنا، تم إزاحة الفولاذ المقاوم للصدأ بواسطة PEEK.
اعرض مكتبة دراسات حالة PEEK الكاملة للمعادن البديلة لمعرفة كيف يمكن لصناعتك تحقيق خفض الوزن وخفض التكلفة من خلال مكونات PEEK خفيفة الوزن.
الشكل 4: قولبة الأجزاء البلاستيكية عالية الأداء من نوع PEEK لتطبيقات الطيران والسيارات خفيفة الوزن.
كيف يمكن مقارنة فعالية تكلفة صب الأجزاء البلاستيكية من PEEK مع التصنيع باستخدام الحاسب الآلي؟
نظرة خاطفة لقولبة الأجزاء البلاستيكية فقط 1/25 من تكلفة صنع نفس الجزء عن طريق التصنيع باستخدام الحاسب الآلي. لكن القولبة بالحقن تحتاج إلى قالب باهظ الثمن يكلف في البداية ما بين 25.000 إلى 150.000. عادة ما تكون النقطة التي تكون فيها التكلفة لكل وحدة من العمليتين هي نفسها حوالي 1000 إلى 5000 وحدة.
مقارنة توزيع التكاليف
- تكلفة قولبة الحقن: 25.000-150.000 تكلفة القالب (حسب الحجم والتجويف والعداء الساخن)، وتكلفة قولبة الحقن للوحدة 2.50-8.00.
- تكلفة CNC: تكلفة القالب 0، تكلفة تصنيع الوحدة 18-75 (معدل استخدام المواد 20%-40%، خردة نظرة خاطفة متضمنة)، وقت المعالجة باستخدام الحاسب الآلي ثلاثي المحاور 80-120/ساعة، 5 محاور 150-250/ساعة.
صيغة حساب التعادل
نقطة التعادل Q ≥ تكلفة القالب / (تكلفة وحدة CNC - تكلفة وحدة الحقن)
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر> <النمط = "العرض: 24.1638%; لون الحدود: #000000;">السيناريو
تكلفة القالب ($)
تكلفة وحدة CNC ($)
تكلفة وحدة الحقن ($)
نقطة التعادل (عدد القطع/السنة)
<الجسم> <تر>جزء صغير بقطر 50 مم
28,000
15.00
1.20
2,029
الجزء المتوسط Φ80 ملم
68,000
38.00
3.20
1,954
الجزء الكبير 150×100×60 ملم
120,000
75.00
6.50
1,752
التكاليف الخفية وإجمالي التوفير
- نفايات التصنيع باستخدام الحاسب الآلي: إذا كانت تكلفة نظرة خاطفة تبلغ حوالي 600-1200 دولار أمريكي/كجم، فإن الخردة الناتجة عن التصنيع باستخدام الحاسب الآلي وحدها تضيف بالفعل عددًا كبيرًا. يعد معدل استخدام المواد في خدمات القولبة بالحقن PEEK أفضل بكثير من معدل استخدام الآلات CNC.
- تبلغ نسبة فقدان اللقطة باستخدام نظام العداء الساخن للحقن 3.2% فقط. بالنسبة لإنتاج ما يزيد عن 10000 جزء سنويًا، يتم تقليل إجمالي تكاليف القولبة (تضمين استهلاك القالب) بنسبة 85%-92%. تعتبر الجدوى الاقتصادية الجدوى الاقتصادية لاستبدال قوالب الحقن المعدنية أمرًا مهمًا بشكل خاص. بارز بكميات كبيرة.
احصل على حساب مجاني لنقطة التعادل لمشروعك وتقرير مقارنة التكلفة الذي يقارن بين قوالب الأجزاء البلاستيكية من PEEK والتصنيع باستخدام الحاسب الآلي.
كيف يمكن للمرء بشكل علمي اختيار درجة الحشو المقوى المناسبة لخدمات قولبة الحقن الخاطفة؟
تقدم خدمة القولبة بالحقن PEEK ثلاث درجات قياسية: غير مملوءة، ومقواة بالألياف الزجاجية بنسبة 30% (GF30)، وألياف الكربون المقواة بنسبة 30% (CF30). معايير الاختيار هي: مادة نقية تم اختيارها للتأثير/المتانة، تم اختيار GF30 للصلابة/ثبات الأبعاد، تم اختيار CF30 للقوة/مقاومة التآكل/التوصيل الحراري.
جدول مقارنة الدرجات الثلاث
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>الملكية
<النمط = "العرض: 24.4845%; لون الحدود: #000000;">نظرة خاطفة (450 جرام)
<النمط = "العرض: 25.342%; لون الحدود: #000000;">نظرة خاطفة GF30 (450GL30)
<النمط = "العرض: 25.4447%; لون الحدود: #000000;">نظرة خاطفة CF30 (450CF30)
<الجسم> <تر>قوة الشد (MPa)
97–110
160–180
230–250
الاستطالة عند الكسر (%)
25–50
2–4
1–3
معامل الانحناء (GPa)
3.6–4.1
12–14
20–24
HDT @1.8MPa (درجة مئوية)
148
330
335
الموصلية الحرارية (W/m·K)
0.25
0.35
0.92
مقاومة السطح (Ω·سم)
>10¹⁴
>10¹⁴
10³–10⁵
الانكماش (%)
1.2–2.5
0.3–0.8
0.1–0.5
تحديد قواعد IF-THEN
- إذا كانت درجة حرارة التشغيل> 200 درجة مئوية والحمل الثابت → GF30. يمكن خدمة قولبة الحقن PEEK الدقيقة استخدام هذه الدرجة نظرًا لأنها تحتوي على مكتبة معلمات عملية كاملة إلى حد ما.
- إذا كان مرتبطًا بالديناميكية/الاحتكاك →CF30. CF30 هو النوع الأكثر مقاومة للتآكل من قوالب الأجزاء البلاستيكية PEEK.
- إذا كان الوسط عبارة عن ماء/حمض/قلوي بدرجة حرارة عالية و فلا حاجة إلى تعزيز استخدم المادة الأساسية فقط.
- إذا كان سمك الجدار <1.0 مم→CF30. مع CF30، يزيد معدل سلامة التعبئة بنسبة 15% عن المواد الخام.
تقدير التكلفة وخدمة القوالب
- التكلفة هي 600-900/كجم للمادة البكر، GF30 700-1000/كجم، CF30 900-1400/كجم.
- يعد CF30 أصعب على القوالب لذا يجب صيانتها بشكل متكرر بنسبة 30% تقريبًا أكثر من GF30، لذا يجب إجراء مقايضة. يجب أن تكون المادة المستخدمة في قالب حقن PEEK متوافقة مع درجة التعزيز.
كيف يتم منع العيوب الشائعة في أدوات قالب الحقن ذات درجة الحرارة العالية بشكل منهجي؟
تشمل العيوب الشائعة في أدوات قالب الحقن PEEK ما يلي: الاعوجاج، وعلامات الانكماش، وخطوط اللحام، والشرائط الفضية، والمسامية، وعلامات الحروق. استراتيجيات الوقاية الأساسية هي: درجة حرارة العفن ≥160 درجة مئوية، وضغط الاحتفاظ الكافي، والتبريد الموحد، والتجفيف الشامل، والتهوية الدقيقة.
أنواع العيوب الشائعة وحدود الوقاية منها
- الاعوجاج: السبب الجذري هو اختلاف درجة حرارة سطح القالب> 5 درجات مئوية. عتبة الوقاية: التبريد المتبع للتحكم في اختلاف درجة الحرارة ضمن ±3 درجة مئوية، ومعدل تغير سمك الجدار <25%.
- علامات الانكماش والمسامية: السبب الجذري هو عدم كفاية الضغط على الجدران السميكة (>4 مم). الوقاية: الحفاظ على الضغط ≥80 ميجاباسكال، الاحتفاظ بالوقت حتى تتجمد البوابة (5-10 ثوانٍ)، فتحات تقليل الوزن لسمك الجدار> 6 مم. تتطلب خدمة التشكيل بالحقن PEEK الدقيقة ضبط معلمات الضغط بدقة تصل إلى ±2 ميجاباسكال.
- قوة خط اللحام غير كافية: السبب الجذري هو درجة حرارة دمج تيارين منصهرين تتجاوز 360 درجة مئوية بأكثر من 20 درجة مئوية. الوقاية: درجة حرارة القالب عند خط اللحام ≥180 درجة مئوية، حرك البوابة لتعويض خط اللحام من المنطقة غير الحاملة بمقدار ≥5 مم، وأضف التنفيس.
- الشرائط الفضية: السبب الجذري هو محتوى الرطوبة >0.02%. الوقاية: التجفيف عند درجة حرارة 150 درجة مئوية لمدة 4 ساعات، ونقطة الندى ≥-40 درجة مئوية.
- المسامية الداخلية: السبب الجذري هو الغازات المتطايرة غير المهواة. الوقاية: الضغط الخلفي 0.5-1.0 ميجا باسكال، سرعة المسمار ≥60 دورة في الدقيقة.
- علامات الحروق: السبب الجذري هو درجة حرارة ضغط الغاز المحاصرة التي تتجاوز 450 درجة مئوية. الوقاية: عمق أخدود التهوية 0.02 مم، العرض 5 مم، فتحة تهوية طرفية (المساحة 0.5%-1% من بروز التجويف).
- لقطة قصيرة: السبب الأساسي هو سرعة الحقن غير الكافية. الوقاية: سرعة الجزء ذو الجدران الرقيقة ≥120 مم/ثانية، درجة حرارة البرميل الفعلية ≥380 درجة مئوية، طاقة تسخين الفوهة > 2.5 كيلو واط.
استراتيجيات الوقاية المنهجية
- مرحلة تصميم القالب:
استخدام قنوات التبريد المتوافقة، واختلاف درجة حرارة سطح القالب ≥±3°C، وعمق أخدود التنفيس 0.01–0.03 مم، والعرض 3–5 مم، وتم تحليل موقع البوابة باستخدام Mouldflow لضمان تجنب خطوط اللحام للمناطق الحاملة. يجب أن يتضمن تصميم القالب لقولبة الأجزاء البلاستيكية من PEEK محاكاة نظام التنفيس.
- معالجة معلمات العملية:
ظروف التجفيف 150 درجة مئوية × 4 ساعات، محتوى الرطوبة ≥0.02%، درجة حرارة الذوبان 360-400 درجة مئوية، درجة حرارة العفن 160-200 درجة مئوية، ضغط الحقن 83-124 ميجا باسكال، ضغط التثبيت 55-110 ميجا باسكال، وقت التبريد يتحدد بمربع سمك الجدار (t_cool ∝ t_wall²).
- مراقبة العملية والتعليقات:
تقوم مستشعرات ضغط التجويف بمراقبة منحنى ضغط الإمساك في الوقت الفعلي، وتتحكم SPC في البعد الحرج Cpk إلى ≥1.33. تخضع القطعة الأولى من كل دفعة لفحص كامل الأبعاد، ويتم إنشاء قاعدة بيانات للعيوب لتغذية التصميم.
كيف تستخدم شركة JS Precision عملية تصنيع المكونات الخاطفة لاستبدال المعدن في دافعات مضخة مياه السيارات؟
قامت شركة JS Precision بإعادة تصميم مورد من المستوى الأول لـ دافع مضخة مياه كهربائية من سبائك الألومنيوم ADC12 مصنوع باستخدام الحاسب الآلي من سبائك الألومنيوم (320 جم، سمك الشفرة 0.8 مم) إلى PEEK 450G دافع مقولب بالحقن (وزن 95 جرام، تقليل الوزن بنسبة 70.3%)، يتوافق مع التوازن الديناميكي عند 8000 دورة في الدقيقة بدرجة G2.5 واختبار مقاومة تآكل سائل التبريد عند 120 درجة مئوية. الشروط.
تحديات العملاء
- التآكل الكهروكيميائي: تنتج سبائك الألومنيوم في جلايكول الإيثيلين/مبرد الماء (الرقم الهيدروجيني 8-10، درجة الحرارة 90-115 درجة مئوية) جسيمات الألومينا التي تسد المحامل التي تؤدي في النهاية إلى معدل فشل قدره 3.8% (متطلبات الصناعة <0.5%).
- تكاليف المعالجة العالية: تبلغ التكلفة الإجمالية للصب بالقالب بالإضافة إلى التشطيب باستخدام الحاسب الآلي 38 دولارًا للقطعة الواحدة، مما يؤدي إلى تكلفة سنوية قدرها 3,040,000.
- اتساق التوازن الديناميكي المنخفض: يبلغ انحراف سمك الجدار المصبوب 0.15 مم، يبلغ معدل النجاح بعد تقليل الوزن باستخدام الحاسب الآلي 92.5% فقط.
حل JS الدقيق
- اختيار المواد واختبار التآكل:
يتم اختيار المادة النقية Victrex PEEK 450G كقاعدة. عند غمرها في وسط يحتوي على جلايكول الإيثيلين والماء (1:1) عند درجة حرارة 120 درجة مئوية لمدة 1000 ساعة، احتفظت المادة بنسبة 98.5% من قوة الشد الأولية دون ظهور أي علامة للتآكل. يعد التحقق من المواد الخاصة بخدمات PEEK لقولبة الحقن خطوة حاسمة في تخطيط المشروع.
- تصميم القالب وتعويض الانكماش:
هيكل القالب ثلاثي الألواح. الانكماش 1.3% في اتجاه التدفق وأفقياً 1.7%. عداء ساخن مركزي ذو نقطة واحدة مزود بصمام إبرة، و8 شفرات بأخاديد تهوية على شكل حلقة (عمق 0.02 مم، وعرض 3 مم) في الأطراف. تم ضبط التبريد المطابق على طول سطح المكره، وكان الفرق في درجة حرارة السطح للقالب ≥2.8 درجة مئوية.
الدروس المستفادة:
- T1 Short Shot: عندما تم ضبط سرعة الحقن على 100 مم/ ثانية، انخفضت درجة الحرارة إلى 365 درجة مئوية عندما وصلت مقدمة الذوبان إلى طرف الشفرة 0.8 مم.
الإجراءات التصحيحية: تمت زيادة السرعة إلى 130 مم / ثانية، وكان التسارع 50 مم / ثانية، وتم تقليل معدل اللقطة القصيرة من 15٪ إلى 0.5٪. - التوازن الديناميكي T2 G6.3: كان قطر العداء من البوابة المركزية 6 مم، وقد أدى تسخين القص المفرط إلى انكماش موضعي غير طبيعي بالقرب من البوابة.
التصحيح: تم رفع قطر العداء إلى 8 مم، كما تمت إضافة أخدود تهوية حلقي 0.02 مم في مواجهة البوابة، مما أدى إلى تحسين التوازن الديناميكي إلى G2.5.
ISO 178:2019 البلاستيك، تحديد خصائص الانثناء ينص بوضوح على ما يلي: يجب إجراء اختبار الانثناء باستخدام عينات قياسية ويفضل أن تكون نسبة الامتداد إلى السمك 16:1.
لكي تكون متوافقة مع هذا المعيار، اخترنا قوة انثناء جذر الشفرة بنسبة 85% من المادة الأساسية كمعيار قبول عند القولبة التجريبية للدافع. تم أيضًا ضمان الموثوقية الهيكلية. يجب أن يتم مقارنة نظام التحقق من صحة قوالب البوليمر عالية الأداء وفقًا للمعايير الدولية.
النتائج النهائية
- وزن الجزء: 95 جرامًا (مصنوع في الأصل من سبائك الألومنيوم التي كانت 320 جرامًا)، تم تقليل الوزن بنسبة 70% تقريبًا.
- دقة الأبعاد: سمك الشفرة 0.80.04 ملم، موضع فتحة التركيب 0.03 ملم، التسطيح 0.03 ملم.
- سعر الوحدة: 3.20 دولارًا أمريكيًا (في الأصل حل CNC بسعر 38 دولارًا أمريكيًا)، التكلفة السنوية 256000 دولار أمريكي (في الأصل 3040000 دولار أمريكي)، معدل التوفير 91.6%.
- استثمار القالب: 52000 دولار أمريكي (بما في ذلك العداء الساخن والتبريد المطابق)، فترة الاسترداد ~ 2.2 شهرًا.
- اختبار مقاومة التآكل: التدوير في سائل التبريد عند درجة حرارة 120 درجة مئوية لمدة 1000 ساعة، لا توجد منتجات تآكل وتغير الوزن -0.02%.
- معدل نجاح التوازن الديناميكي: 99.8% (في الأصل CNC 92.5%).
احصل على تقرير مقارنة لحلول وتكاليف تحسين دافعة PEEK المماثلة في DFM. قم بتحميل رسوماتك إلى JS Precision واحصل على تقييم مجاني وعرض أسعار لتصنيع مكونات نظرة خاطفة في غضون 24 ساعة.
الأسئلة الشائعة
س1: ما هو تفاوت الأبعاد الذي يمكن أن توفره قوالب الحقن PEEK بشكل موثوق في الإنتاج المتسلسل؟
يبلغ التسامح في إنتاج الدفعة ±0.05 مم ويمكن تعويض الانكماش عند أسطح التزاوج الحرجة إلى ±0.03 مم. وهذا يعني أن CPK≥1.33 ومعدل النجاح >99.99%. في الواقع، دقة إنتاج أجزاء PEEK كافية بالفعل للتأهل لجزء كبير من حالات استبدال المعادن.
س2: هل ينبغي لنا أن نتوقع أن يكون لنظرة خاطفة مصبوبة بالحقن نفس الخصائص الميكانيكية للقطع المصنعة آليًا من نفس المادة؟
يبلغ الفرق في الخصائص الميكانيكية الساكنة حوالي 5%. عادةً ما يتم تقليل القوة حول منطقة خط اللحام بنسبة 15%-25%. تعمل JS Precision بعناية في وضع البوابة بحيث يمتد خط اللحام على بعد 5 مم على الأقل من المنطقة غير الحاملة ولا يضعف المنتج. تعد إدارة خط اللحام من بين العوامل الحاسمة التي تجعل خدمة صب الحقن PEEK لدينا ذات جودة عالية.
س3: ما المدة التي يمكن أن تدوم فيها قوالب الحقن الخاصة بـ PEEK، عند مقارنة الدرجات غير المعبأة بالدرجات المعززة؟
نظرة خاطفة على درجة نقية باستخدام أدوات S136H (HRC 52) يجب أن تستمر حوالي 500000 إلى 1000000 دورة قولبة. بالنسبة إلى درجة GF30/CF30 المقواة باستخدام الأدوات المطلية بـ H13+TiN من 300000 إلى 500000 دورة وستكون هناك حاجة إلى مزيد من الإصلاحات بعد إزالة هذه الحدود. تم تجاوزها.
س4: ما هو الحد الأدنى لكمية الطلب (MOQ) لقولبة الحقن الخاطفة، وما هي العوامل التي تحدد ذلك؟
بعد السداد الكامل لرسوم القالب، يمكن أن ينخفض موك إلى 2 ألف وحدة. إذا كانت متطلباتك السنوية أقل من 5 آلاف قطعة، فقد يكون حل الوصلات CNC/الحقن هو الخيار الأفضل بالنسبة لك.
س5: ما هي الاعتبارات الموجودة عند الاختيار بين 30% زجاج مملوء (GF30) و30% (CF30) نظرة خاطفة للتطبيق؟
يعد CF30 موصلًا حراريًا أفضل من GF30 (الموصلية الحرارية 0.92 مقابل 0.35 واط/م · كلفن)، لذلك بالنسبة للأجزاء ذات درجة حرارة القالب التي تزيد عن بضع درجات من CF30 يمكن أن توفر 10-15 درجة مئوية. يسمح CF30 بضغط حقن أقل بمقدار 10-15 ميجا باسكال لكنه سيكون أكثر كشطًا. يجب أن تذهب حالات الاحتكاك أو تبديد الحرارة إلى CF30 والأحمال الثابتة أو سيناريوهات دقة الأبعاد تختار GF30.
س6: هل من الضروري إجراء التلدين بعد القولبة لأجزاء نظرة خاطفة، وتحت أي ظروف يكون ذلك التزامًا؟
التليين مطلوب للأجزاء التي سمك الجدار> 4 مم، أو درجة حرارة التشغيل> 200 درجة مئوية: يتضمن تثبيت الجزء عند درجة حرارة 200 درجة مئوية لمدة 1-2 ساعة، وبعد ذلك التبريد البطيء بدرجة حرارة 20 درجة مئوية/ساعة. قد تحدث تغييرات في الأبعاد تصل إلى 0.05%-0.10% بسبب التلدين.
س7: ما هي المزايا التي تقدمها JS Precision لقولبة الحقن الخاطفة PEEK بخلاف الموردين الآخرين؟
باعتبارها مزود قوالب حقن PEEK، تمتلك شركة JS Precision ورشة العمل الخاصة بها (مدة التسليم من 4 إلى 6 أسابيع)، ولديها عملية تضم أكثر من 1500 مشروع (2-3 قوالب تجريبية)، والشركة تفي بأعلى معايير الجودة من خلال حصولها على شهادات AS9100D/IATF 16949، (Cpk≥1.33). كما أنها توفر أكثر من 5 ملايين قطعة سنويًا، وتقدم تقييمًا مجانيًا لسوق دبي المالي وتقدم عرض أسعار سريعًا للغاية خلال 48 ساعة.
س8: ما هي العناصر التفصيلية المضمنة في عرض أسعار JS Precision لخدمات القولبة بالحقن PEEK؟
يتضمن عرض الأسعار ستة عناصر: تكلفة القالب، وتكلفة المواد (الوزن الصافي × 1.03 عامل النفايات)، ورسوم معالجة قولبة الحقن، ورسوم المعالجة الثانوية، ورسوم التغليف والنقل، ورسوم تقرير فحص القطعة الأولى. أرسل الرسومات لتحصل على تقييم سوق دبي المالي مجانًا. يجب أن يغطي عرض أسعار استبدال البلاستيك بالحقن المعدني تكلفة دورة الحياة الكاملة.
الملخص
لقد حلت قوالب الحقن PEEK محل المعادن مثل سبائك الألومنيوم والفولاذ المقاوم للصدأ وسبائك النحاس على نطاق واسع في قطاعات النفط والغاز وصناعة السيارات والفضاء وأشباه الموصلات والقطاعات الطبية. توفر هذه المقالة إطارًا كاملاً لاتخاذ القرار الهندسي لقولبة الحقن PEEK لاستبدال المعادن من سبعة أبعاد: المقارنة الميكانيكية، ونافذة العملية، ومتطلبات صلابة القالب، وتباين الانكماش، وثلاثة قواعد اختيار المستوى الرئيسي، وسبعة أنواع من عتبات منع العيوب.
هل تريد عرض أسعار دقيقًا لخدمة صب الحقن PEEK الخاصة بك؟ أرسل رسومات الأجزاء الخاصة بك (بتنسيق STEP/IGS) إلى JS Precision، وسنعود إليك بتقرير تقييم سوق دبي المالي المجاني خلال 48 ساعة. وسيتضمن درجة نظرة خاطفة موصى بها، ونظام تعويض الانكماش، وخطة أولية لهيكل القالب، بالإضافة إلى عرض أسعار تفصيلي (رسوم القالب + تكلفة الوحدة). أرسل رسومات CAD الخاصة بك الآن لتحصل على التقييم الفني والاقتباس المجاني.
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط. بالنسبة إلى JS Precision Services، لا توجد إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. تقع على عاتق المشتري مسؤولية تحديد المتطلبات الفنية المحددة وطلب عرض أسعار رسمي للأجزاء. يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق دقة JS
حلول التصنيع المخصصة. مع أكثر من 15 عامًا من الخبرة في خدمة أكثر من 1000 عميل، نحن متخصصون في التصنيع باستخدام الحاسب الآلي وتصنيع الصفائح المعدنية و href="https://www.cncprotolabs.com/3d-printing">الطباعة ثلاثية الأبعاد والقولبة بالحقن وختم المعادن. بعد أن نجحنا في تسليم أكثر من 300000 قطعة دقيقة، نحافظ على معدل تسليم في الوقت المحدد بنسبة 99.2% في جميع المشاريع المخصصة.
تم تجهيز منشأتنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور وحاصلة على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملاء B2B في 150 دولة. سواء كنت بحاجة إلى نماذج أولية صغيرة الحجم أو تخصيص واسع النطاق، فإننا ندعم مشروعك بفترات زمنية قصيرة تصل إلى 24 ساعة. اختر JS Precision للحصول على كفاءة وجودة واحترافية لا مثيل لها.
لمعرفة المزيد أو إرسال طلب عرض الأسعار الخاص بك، قم بزيارة موقعنا على الويب: www.cncprotolabs.com
المصدر

