Componentes de plástico moldeados por inyección en PEEK: alternativas ligeras a las piezas metálicas
Escrito por
Precisión JS
Publicado
Jul 16 2026
Herramientas para moldeo por inyección
Síguenos
El
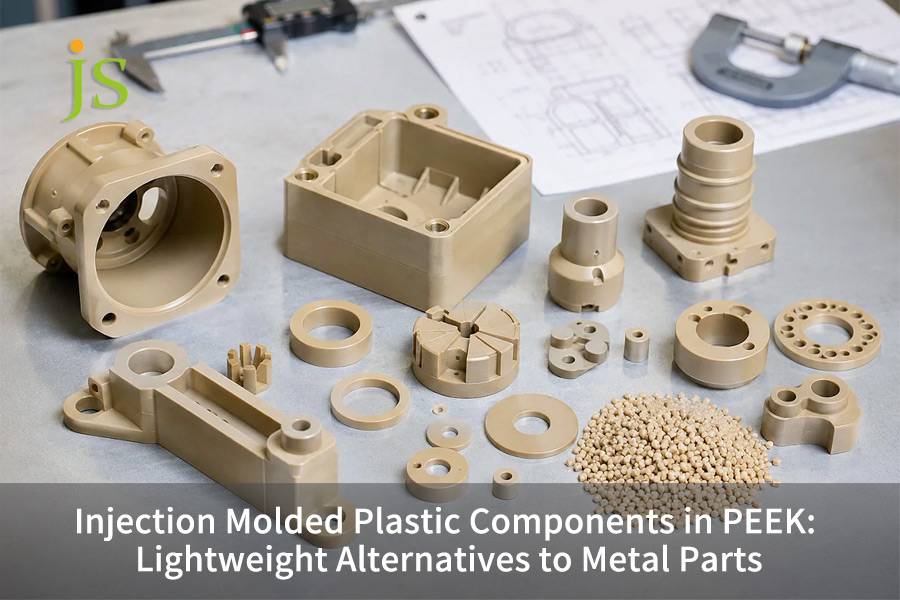
servicio de moldeo por inyección de PEEK es capaz de fabricar componentes livianos de alta precisión que reemplazan componentes metálicos con una resistencia a la tracción de 97-200 MPa y una temperatura de servicio continuo de 250 ℃. PEEK es uno de los termoplásticos más ligeros con una densidad de 1,32 g/cm: un 50 % más ligero que la aleación de aluminio y un 70 % más ligero que el acero, pero ofrece una excepcional resistencia química y al desgaste. Con sus excelentes propiedades, PEEK se utiliza cada vez más para reemplazar metales en el moldeo por inyección para las industrias de semiconductores automotrices aeroespaciales y de petróleo y gas.
Referencia rápida del servicio de moldeo por inyección de PEEK
Pregunta central
Respuesta clave
¿Puede el PEEK sustituir al metal?
Sí. Resistencia a la tracción 97–200 MPa, densidad 1,32 g/cm³, uso continuo 250°C. Relación resistencia-peso superior en comparación con la mayoría de los metales.
¿Qué precisión se puede conseguir con la inyección de PEEK?
Tolerancia ±0,05 mm (±0,002 pulg.). Se requiere compensación de contracción del molde entre 1,2% y 2,5%.
¿Coste versus mecanizado de metales?
En grandes volúmenes, el costo unitario de inyección es 1/25 del CNC. Inversión inicial en molde entre $25 000 y $150 000.
¿Calidades reforzadas disponibles?
Sin relleno, 30% de vidrio (GF30), 30% de carbón (CF30). Las propiedades mecánicas aumentan secuencialmente.
Hallazgos clave
el moldeo por inyección de PEEK permite una reducción de peso entre un 50 % y un 70 % manteniendo las propiedades mecánicas al nivel del metal
Considere mantener la temperatura del molde entre 160 y 200 ℃ para lograr una cristalización suficiente de PEEK; las piezas resultantes serán muy quebradizas si la temperatura es inferior a 143 ℃.
La contracción de alrededor del 1,2 % al 2,5 % está ligada al proceso de moldeo por inyección de PEEK. Por lo tanto, los ingenieros de diseño deben incorporar una compensación por este efecto durante el diseño del molde.
En escenarios a gran escala (>10.000 piezas/año), el coste total del ciclo de vida del moldeo por inyección de PEEK es significativamente menor que el del mecanizado CNC de metal.
La resistencia a la abrasión es mayor en el PEEK reforzado con fibra de vidrio/fibra de carbono. El acero del molde debe ser un acero especial resistente a la corrosión y al desgaste.
¿Por qué confiar en el servicio de moldeo por inyección PEEK de JS Precision para aligerar el peso mediante el reemplazo de metal?
Dada la larga experiencia del equipo, nuestros expertos en ingeniería en moldeo por inyección de PEEK se han dado cuenta de que un servicio confiable de moldeo por inyección de PEEK debería poder respaldarlo como reemplazo del metal con datos concretos.
Nuestra participación práctica en un proyecto de impulsor de bomba de agua para un automóvil de nueva energía, el impulsor de agua de aleación de aluminio pesaba originalmente 320 gy tenía una tasa de falla posventa del 3,8 %. Al adoptar el moldeo por inyección PEEK 450G, el peso de la pieza se redujo a 95 g, lo que ahorró un coste anual del 91,6 %.
Siguiendo ISO 9001:2015, se enfatizó que se debe establecer un mecanismo de registro de parámetros rastreables para el proceso de producción en masa de piezas moldeadas por inyección.
Para cumplir con las regulaciones marcadas por esta guía, llevamos a cabo una revisión de proyecto de tres fases para cada uno de los proyectos PEEK que realizamos: selección de materiales verificación análisis de flujo del molde revisión prueba de solidificación del proceso de moldeo.
Teniendo esto en cuenta, ahora utilizamos la base de datos acumulada de JS Precisions de alrededor de 1500 casos de moldeo por inyección de PEEK en el trabajo, lo que ayudó a reducir los costos totales del cliente entre un 18 y un 25 %.
Descargue el documento técnico sobre la alternativa de moldeo por inyección de PEEK al metal para comprender la selección de materiales, la compensación de la contracción y los requisitos de diseño del molde, y evaluar la viabilidad de su servicio de moldeo por inyección de PEEK con anticipación.
¿Cuáles son las principales diferencias en las propiedades mecánicas entre el servicio de moldeo por inyección de PEEK y el mecanizado de metales tradicional?
Las piezas de servicio de moldeo por inyección de PEEK exhiben una resistencia a la tracción que oscila entre 97 y 200 MPa, una densidad tan baja como 1,32 g/cm y un módulo elástico que varía entre 3,6 y 24 GPa. En comparación con los demás materiales mencionados, aleaciones de aluminio, acero inoxidable y aleaciones de titanio, el PEEK destaca por su resistencia específica.
Tabla comparativa de propiedades mecánicas
Propiedad
PEEK sin llenar
PEEK GF30
PEEK CF30
Al 6061
SS 316
Ti Grado 5
Resistencia a la tracción (MPa)
97–110
160–180
230-250
310
520–1180
1000–1190
Densidad (g/cm³)
1.32
1,51
1.44
2,70
7,95
4.43
Resistencia específica (MPa·cm³/g)
73–83
106–119
159–174
115
66–149
226–269
Límite de fatiga @10⁷ ciclos (MPa)
50-60
65-75
75–85
96
180–250
500–600
Deformación de fluencia a 200 °C/10 MPa/1000 h (%)
0,5–1,2
0,3–0,6
0,2–0,4
N/D
N/D
N/D
Características específicas de resistencia y fatiga
Comparación de fuerza:
PEEK puro está entre 97-110 MPa, PEEK con 30 % de fibra GF es de 160-180 MPa, y PEEK con 30 % de fibra CF de 230-250 MPa, mientras que la aleación de aluminio 6061 aproximadamente 310 MPa, el acero inoxidable 316 aproximadamente 520-1180 MPa, la aleación de titanio Grado 5 aproximadamente 1000-1190 MPa.
Comparación de resistencia específica:
PEEK con 30 % de fibra CF aproximadamente 159-174 MPacm/g, aleación de aluminio aproximadamente 115, acero inoxidable 316 aproximadamente 66-149. En sistemas con peso limitado, PEEK CF30 es más resistente que el aluminio con capacidad de carga por peso. Ese es el beneficio clave del moldeo de polímeros de alto rendimiento.
Límite de fatiga:
Con 10 ciclos, se ha logrado una resistencia a la fatiga de 50-60 MPa para PEEK puro, mientras que el refuerzo CF30 la aumenta a 75-85 MPa, la aleación de aluminio 6061 a tiene un valor de aproximadamente 96 MPa. El comportamiento de fatiga por moldeo de las piezas de plástico PEEK parece comparable al de los metales ligeros.
Resistente a la fluencia y a los productos químicos
Resistencia a la fluencia: A 200 ℃/10 MPa, la fluencia del PEEK es máxima del 1,2 % después de 1000 horas (un rango de 0,5 a 1,2 %), mientras que para CF30, solo del 0,2 a 0,4 %.
Resistencia a la corrosión química: una gran mayoría de ácidos, bases y disolventes orgánicos no afectan al PEEK (cambio de masa <0,1 %), lo cual es una de las principales razones por las que supera al acero inoxidable 316 en agua salada.
Póngase en contacto con nuestro ingeniero para obtener un cálculo gratuito de los datos de evaluación comparativa de las propiedades mecánicas de su pieza de PEEK y para obtener un informe de evaluación de viabilidad para los servicios de moldeo por inyección de PEEK.
Figura 1: Los engranajes, arandelas y componentes de PEEK muestran alternativas ligeras a las piezas metálicas tradicionales.
¿Cómo se establecen los parámetros clave del proceso para el servicio de moldeo por inyección de PEEK de precisión?
Los parámetros principales del proceso del servicio de moldeo por inyección de PEEK de precisión incluyen: PEEK fundido a 320-360 ℃, molde a 180-220 ℃. El control preciso de estos factores determina la cantidad de PEEK que será cristalino (34%-44%) y las características mecánicas de la pieza.
Control de temperatura de fusión
360 ℃ como punto más bajo: A este nivel bajo, una masa fundida de PEEK se vuelve demasiado viscosa (viscosidad de corte > 850 Pas) y difícil de llenar en tiradas cortas.
400 ℃ como nivel superior: en niveles más altos, una cadena de PEEK pasará por termooxidación y degradación, lo que aumenta el índice de fusión en > 15 % y conduce a una reducción en las propiedades mecánicas del 30 % al 50 %. Esta es el área de los parámetros del proceso de moldeo por inyección de PEEK, que no se puede cambiar en absoluto.
Temperatura del molde y grado de cristalización
Nivel importante Tg (145 ℃): Si la temperatura en ese punto cae por debajo de ese nivel, entonces el enfriamiento es demasiado rápido, la cristalinidad <20 % y el producto se romperá.
Nivel deseado 160-200 ℃: El nivel de cristalinidad es de 34%-44 %, la temperatura de distorsión por calor sube por encima de 250 ℃ y también se mejora la resistencia del material a los productos químicos. Esta es una de las formas de garantizar que la cristalinidad de las piezas de PEEK se controle adecuadamente durante todo el proceso de fabricación.
Parámetros de presión de inyección y mantenimiento
Presión de inyección: 83-124 MPa, presión de mantenimiento: 55-110 MPa, la tasa de contracción de las áreas de paredes gruesas aumentará entre un 0,3% y un 0,6% si la presión de mantenimiento cae por debajo de 55 MPa.
Condiciones de secado forzado: 150 ℃ × 3-4 horas, contenido de humedad ≤0,02 %, la tasa de defectos de vetas plateadas en la superficie se verá afectada si no se cumplen los criterios mencionados anteriormente.
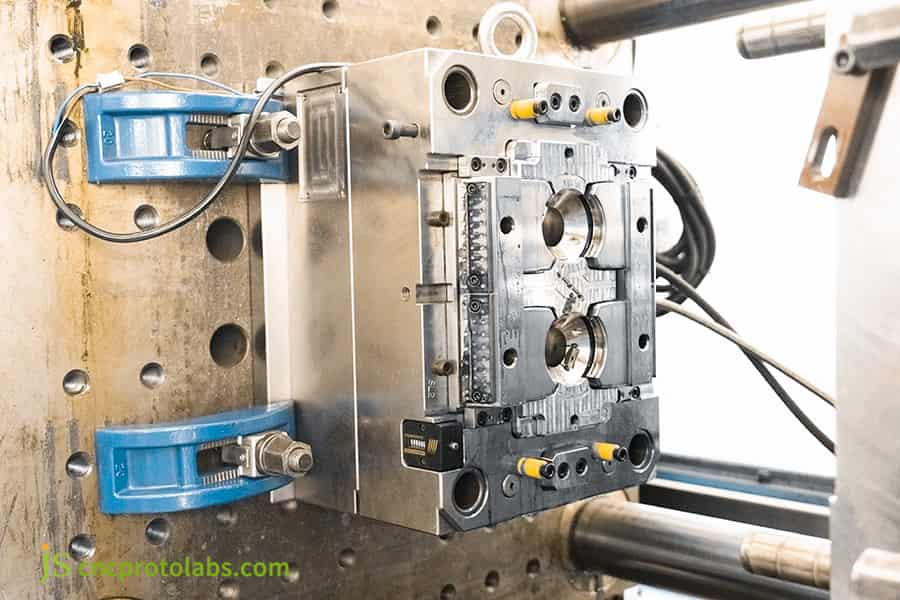
Figura 2: Molde de inyección de PEEK con cavidades de precisión listo para el procesamiento de polímeros de alto rendimiento.
¿Cuáles son los requisitos obligatorios no negociables para el diseño de herramientas de moldes de inyección de PEEK?
Las
herramientas para moldes de inyección de PEEK necesitan aceros para moldes especiales con alta resistencia a la corrosión y al desgaste (por ejemplo, S136H, H13) con una dureza de HRC 48-54. Las herramientas deben estar equipadas con un controlador de temperatura del aceite para altas temperaturas para controlar la temperatura del molde de 160-200 ℃.
Aceros y Recubrimientos
S136H(HRC 52-54) para metal base, H13(HRC 48-52) para pieza de refuerzo, con recubrimientos TiN o DLC (con 2-4 µm de espesor). Sin recubrimiento, la tasa de desgaste es de aproximadamente 0,01 mm/100.000 ciclos.
Es un requisito utilizar un sistema de canal caliente: la tasa de desperdicio del sistema de canal frío está entre 20% y 40%, mientras que el sistema de canal caliente la reduce a poco más del 3% y el rendimiento también mejora del 68% al 99,4%. Para poder mantener el alto índice de rendimiento en el moldeado de PEEK, se deben cumplir estos requisitos: control de temperatura independiente del canal caliente, diferencia de temperatura ≤±3℃.
Diseño de puerta y refrigeración
Diseño de compuerta: diámetro mínimo = espesor de pared × 0,5 y ≥ 1,0 mm, la determinación de la ubicación de compuerta más adecuada se realiza a través del software Moldflow para que la línea de soldadura esté ubicada al menos 5 mm alejada del área que no soporta carga de la pieza.
Sistema de enfriamiento: Los canales de enfriamiento conformes son imprescindibles, reducen la variación de temperatura en la superficie del molde del rango actual de 12-15 ℃ a 3 ℃. El diámetro del canal sería de 8 a 12 mm y la distancia mínima de la superficie del canal a la cavidad será de al menos 1,5 a 2 veces el diámetro del canal.
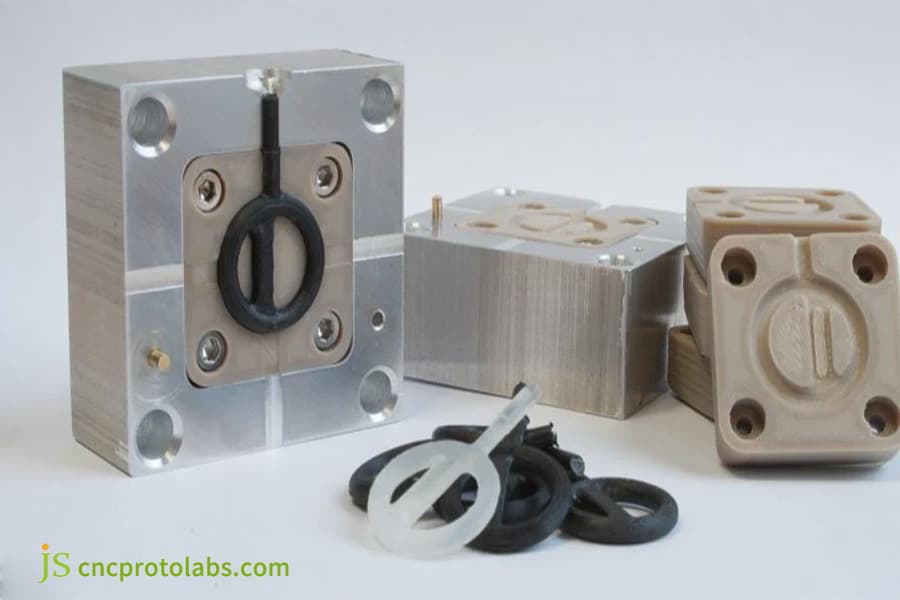
Figura 3: Molde de inyección de PEEK de acero con inserciones mecanizadas con precisión y canales de refrigeración de alto rendimiento.
¿Cómo se controlan con precisión la tasa de contracción y la cristalinidad en la fabricación de componentes PEEK?
El desafío principal de la fabricación de componentes PEEKestriba en controlar la tasa de contracción. La contracción original en el proceso de moldeo por inyección de PEEK es del 1,2% al 2,5% (dirección del flujo del 1,2% al 1,5%, dirección transversal del 1,4% al 1,9%) y, después de la fase de refuerzo, es de solo el 0,1% al 1,1%.
Contracción anisotrópica y cristalinidad a nivel molecular
Las cadenas moleculares a lo largo de la dirección del flujo dan como resultado anisotropía. La contracción es del 1,2% al 1,5% en la dirección del flujo y del 1,4% al 1,9% en la dirección transversal, por lo que la deformación se debe principalmente a una diferencia del 0,2% al 0,7%.
La relación entre cristalinidad y tasa de contracción. Por cada aumento del 5 % en la cristalinidad, la contracción del volumen aumenta aproximadamente un 0,25 %. Cuando la cristalinidad es del 35%, la contracción es aproximadamente un 0,75% mayor que cuando es del 20%. El servicio de moldeo por inyección de PEEK requiere un control preciso de la cristalinidad para estabilizar la contracción.
Refuerzo y compensación de cavidades después de la etapa de llenado
Durante la compresión, GF30 está en 0,3%-0,8%, CF30 en 0,1%-0,5%, pero la contracción anisotrópica empeora (0,1%-0,3% para la dirección del flujo, 0,5%-1,1% para la dirección lateral).
Técnica de compensación de la cavidad: Ajuste la cavidad para que sea más grande en cuanto al flujo y las contracciones en las direcciones transversales S_flow y S_trans, respectivamente. Un buen ejemplo es tomar una longitud deseada de 100 mm más el S_flow del 1,3 %, por lo que la cavidad debería tener 101,3 mm de largo.
Mantener la presión y la capacidad del proceso
Compensación de presión de retención: al aumentar la presión de retención al doble de 55 a 110 MPa, la contracción volumétrica se puede reducir aún más en aproximadamente un 0,2%-0,4%. El tiempo de espera es hasta que la puerta se solidifique (5-10 segundos).
Requisitos de capacidad para el proceso: SPC para seguimiento de dimensiones principales, Cpk≥1,33, verificación completa del tamaño en las primeras 50 ejecuciones de prueba para determinar la línea base de contracción. Es la propia capacidad de moldeo de los productos PEEK la que da una pista de la uniformidad del producto de un lote. De hecho, el moldeado de piezas de plástico PEEK es un proceso que impacta directamente en la uniformidad del producto dentro de un lote.
¿En qué aplicaciones de alta demanda los componentes ligeros de PEEK han sustituido con éxito al metal?
El metal ha sido sustituido con éxito por componentes ligeros de PEEK en diferentes aplicaciones como petróleo y gas aeroespacial, semiconductores y medicina. Cada uno de estos sectores tiene objetivos de reducción de peso y condiciones de operación claramente definidas. Desde soportes para asientos de aviones hasta herramientas de fondo de pozo, los componentes moldeados por inyección de PEEK han abierto una frontera completamente nueva para el diseño liviano.
Tabla comparativa de cinco áreas de aplicación principales
Industria
Metal reemplazado
Ejemplos de partes PEEK
Reducción de peso
Requisito clave
Aeroespacial
Aleación de aluminio
Estructuras de asientos, abrazaderas para cables
40–60 %
FAR 25.853 toxicidad por humo
Automoción
Acero/Aluminio
Piezas de transmisión, carcasa del motor EV
50–70%
Resistencia al refrigerante de 120 °C
Petróleo y gas
Acero inoxidable
Herramientas de fondo de pozo, placas de válvula
60–75 %
Resistencia H₂S, 200°C
Semiconductor
Acero inoxidable
Portadores de obleas, anillos de sujeción
50–65 %
Ultra limpio y bajo en partículas
Médico
Titanio
Jaulas espinales, implantes dentales
50–70%
Biocompatibilidad, esterilizable
Aeroespacial y Automotriz
Aeroespacial: Los soportes de aleación de aluminio y los conductos de cables están siendo reemplazados por un material que cumple con los estándares de toxicidad del humo FAR 25.853. Algunos de los principales componentes que utilizan este material son las estructuras de los asientos. A lo largo de los años, el moldeado de polímeros de alto rendimiento ha recopilado suficientes datos de validación en este nicho.
Automoción y Nuevas Energías: PEEK ha sustituido al metal en componentes de transmisión y piezas de turbo, y también en baterías de vehículos eléctricos o carcasas de motores, con lo quedisminuye el peso y aumenta la autonomía. El moldeo por inyección de PEEK es una solución fiable para aligerar el peso del automóvil
Petróleo, gas y semiconductores
Extracción de petróleo y gas: las herramientas de fondo de pozo, las placas de válvulas de compresores y los sellos se han sustituido por este material en ambientes que contienen HS de alta temperatura y alta presión en lugar de acero inoxidable y aleaciones a base de níquel.
Fabricación de semiconductores: un material que tenga un alto nivel de limpieza, bajas partículas y una fuerte resistencia química es muy demandado para componentes como portadores de obleas, anillos de sujeción y manipulación de fluidos. En este caso, el acero inoxidable ha sido sustituido por el PEEK.
Vea la biblioteca completa de casos de estudio de metales alternativos de PEEK para saber cómo su industria puede lograr una reducción de peso y costos a través de componentes livianos de PEEK.
Figura 4: Moldeo de piezas de plástico PEEK de alto rendimiento para aplicaciones ligeras aeroespaciales y automotrices.
¿Cómo se compara la rentabilidad del moldeado de piezas de plástico PEEK con el mecanizado CNC?
moldeo de piezas de plástico PEEK solo 1/25 del costo de fabricar la misma pieza mediante mecanizado CNC. Pero el moldeo por inyección necesita un molde caro que inicialmente cuesta entre 25.000 y 150.000. El punto en el que el coste unitario de los dos procesos es el mismo suele rondar entre 1.000 y 5.000 unidades.
Comparación de desglose de costes
Costo del moldeo por inyección: Costo del molde entre 25 000 y 150 000 (según el tamaño, la cavidad y el canal caliente), el costo unitario del moldeo por inyección es de 2,50 a 8,00.
Costo del CNC: costo del molde 0, costo unitario de mecanizado 18-75 (tasa de utilización del material 20%-40%, desechos de PEEK incluidos), tiempo de mecanizado CNC de 3 ejes 80-120/h, 5 ejes 150-250/h.
Fórmula de cálculo del punto de equilibrio
Punto de equilibrio Q ≥ Costo del molde / (Costo unitario CNC - Costo unitario de inyección)
Escenario
Costo del molde ($)
Costo unitario del CNC ($)
Costo unitario de inyección ($)
Q punto de equilibrio (piezas/año)
Pieza pequeña Φ50mm
28.000
15.00
1,20
2.029
Parte media Φ80mm
68.000
38.00
3.20
1.954
Parte grande 150×100×60mm
120.000
75,00
6,50
1.752
Costes ocultos y ahorro total
Residuos de mecanizado CNC: Si el costo del PEEK es de aproximadamente $P600-1200/kg, entonces el desperdicio del mecanizado CNC por sí solo ya suma una cantidad significativa. La tasa de uso de material en los servicios de moldeo por inyección de PEEK es mucho mejor que la del mecanizado CNC.
La pérdida de granalla utilizando un sistema de canal caliente para inyección es solo del 3,2%. Para producciones de más de 10.000 piezas al año, los costos totales de moldeo (incluida la depreciación del molde) se reducen entre un 85% y un 92%. La viabilidad económica de plástico que reemplaza el moldeo por inyección de metal es particularmente prominente en grandes cantidades.
Obtenga un cálculo gratuito del punto de equilibrio para su proyecto y un informe comparativo de costos que compara el moldeado de piezas de plástico PEEK y el mecanizado CNC.
¿Cómo se puede seleccionar científicamente el grado reforzado con relleno adecuado para los servicios de moldeo por inyección de PEEK?
El servicio de moldeo por inyección de PEEK ofrece tres grados estándar: sin relleno, reforzado con un 30 % de fibra de vidrio (GF30) y un 30 % reforzado con fibra de carbono (CF30). Los criterios de selección son: material puro seleccionado por impacto/durabilidad, GF30 seleccionado por rigidez/estabilidad dimensional, CF30 seleccionado por resistencia/resistencia al desgaste/conductividad térmica.
Tabla comparativa de tres grados
Propiedad
PEEK sin relleno (450G)
PEEK GF30 (450GL30)
PEEK CF30 (450CF30)
Resistencia a la tracción (MPa)
97–110
160–180
230-250
Alargamiento de rotura (%)
25–50
2–4
1–3
Módulo de flexión (GPa)
3.6–4.1
12–14
20–24
HDT a 1,8 MPa (°C)
148
330
335
Conductividad térmica (W/m·K)
0,25
0,35
0,92
Resistividad de la superficie (Ω·cm)
>10¹⁴
>10¹⁴
10³–10⁵
Contracción (%)
1,2–2,5
0,3–0,8
0,1–0,5
Seleccionar reglas SI-ENTONCES
Si la temperatura de funcionamiento >200℃ y carga estática→GF30. El servicio de moldeo por inyección de PEEK de precisión puede utilizar este grado ya que tiene una biblioteca de parámetros de proceso bastante completa.
Si es dinámico/relacionado con la fricción→CF30. CF30 es el tipo de moldura de piezas de plástico PEEK más resistente al desgaste.
Si el medio es agua/ácido/álcali a alta temperatura y no se requiere refuerzo use únicamente el material base.
Si el espesor de la pared es <1,0 mm →CF30. Con CF30, la tasa de integridad del relleno es un 15 % mayor que la del material virgen.
Estimación de Costos y Servicio de Moldes
El costo es de 600-900/kg para el material virgen, GF30 700-1000/kg, CF30 900-1400/kg.
El CF30 es más duro con los moldes, por lo que deben recibir mantenimiento con mayor frecuencia, aproximadamente un 30 % más que el GF30, por lo que es necesario llegar a un equilibrio. El material para una herramienta de moldeo por inyección de PEEK debe estar en línea con el grado de refuerzo.
¿Cómo se previenen sistemáticamente los defectos comunes en las herramientas de moldeo por inyección de PEEK de alta temperatura?
Los defectos comunes en las herramientas de moldeo por inyección de PEEK incluyen: deformación, marcas de contracción, líneas de soldadura, vetas plateadas, porosidad y marcas de quemaduras. Las principales estrategias de prevención son: temperatura del molde ≥160 ℃, presión de mantenimiento suficiente, enfriamiento uniforme, secado completo y microventilación.
Tipos de defectos comunes y umbrales de prevención
Deformación: la causa principal es una diferencia de temperatura en la superficie del molde >5 ℃. Umbral de prevención: enfriamiento siguiendo la forma para controlar la diferencia de temperatura dentro de ±3 ℃, tasa de cambio de espesor de pared <25 %.
Marcas de contracción y porosidad: La causa principal es una presión de sujeción insuficiente para paredes gruesas (>4 mm). Prevención: presión de mantenimiento ≥80 MPa, tiempo de mantenimiento hasta que la puerta se congele (5 a 10 segundos), orificios de reducción de peso para espesores de pared >6 mm. El servicio de moldeo por inyección de PEEK de precisión requiere mantener parámetros de presión con una precisión de ±2 MPa.
Resistencia insuficiente de la línea de soldadura: la causa principal es una temperatura de fusión de dos corrientes de fusión que supera los 360 ℃ en más de 20 ℃. Prevención: Temperatura del molde en la línea de soldadura ≥180 ℃, mueva la compuerta para desviar la línea de soldadura del área sin carga en ≥5 mm y agregue ventilación.
Vayas plateadas: la causa principal es un contenido de humedad >0,02 %. Prevención: Secar a 150 ℃ durante 4 horas, punto de rocío ≤-40 ℃.
Porosidad interna: la causa principal son los gases volátiles no ventilados. Prevención: Contrapresión 0,5–1,0 MPa, velocidad del tornillo ≤60 rpm.
Marcas de quemaduras: La causa principal es una temperatura de compresión del gas atrapado que supera los 450 ℃. Prevención: Profundidad de la ranura de ventilación 0,02 mm, ancho 5 mm, ventilación del inserto final (área 0,5%–1% de la proyección de la cavidad).
Vista breve: La causa principal es una velocidad de inyección insuficiente. Prevención: Velocidad de la pieza de pared delgada ≥120 mm/s, temperatura real del cilindro ≥380 ℃, potencia de calentamiento de la boquilla >2,5 kW.
Estrategias de prevención sistemática
Etapa de diseño del molde:
Emplee canales de enfriamiento conformes, diferencia de temperatura de la superficie del molde ≤±3 ℃, profundidad de la ranura de ventilación de 0,01 a 0,03 mm, ancho de 3 a 5 mm, ubicación de la puerta analizada usando Moldflow para garantizar que las líneas de soldadura eviten áreas de carga.Diseño de molde para el moldeado de piezas de plástico PEEK debe incluir la simulación del sistema de ventilación.
Parámetros del proceso de curado:
Condiciones de secado 150 ℃ × 4 h, contenido de humedad ≤0,02 %, temperatura de fusión 360–400 ℃, temperatura del molde 160–200 ℃, presión de inyección 83–124 MPa, presión de mantenimiento 55–110 MPa, tiempo de enfriamiento determinado por el cuadrado del espesor de la pared (t_cool ∝ t_wall²).
Supervisión y retroalimentación del proceso:
Los sensores de presión de cavidad monitorean la curva de presión de mantenimiento en tiempo real, SPC controla la dimensión crítica Cpk a ≥1,33. La primera pieza de cada lote se somete a una inspección dimensional completa y se establece una base de datos de defectos para alimentar el diseño.
¿Cómo utiliza JS Precision la fabricación de componentes PEEK para reemplazar el metal en los impulsores de bombas de agua para automóviles?
JS Precision rediseñó un proveedor de nivel 1 de el impulsor de bomba de agua eléctrica mecanizado por CNC de aleación de aluminio ADC12 de una empresa de vehículos de nueva energía (320 g, espesor de hoja de 0,8 mm) a un PEEK 450G impulsor moldeado por inyección (95 g de peso, 70,3 % de reducción de peso), que cumple con las pruebas de equilibrio dinámico de 8000 rpm de grado G2.5 y resistencia a la corrosión del refrigerante de 120 ℃ condiciones.
Desafíos del cliente
Corrosión electroquímica: Las aleaciones de aluminio en etilenglicol/agua refrigerante (pH 8-10, temperatura 90-115 ℃) producen partículas de alúmina que obstruyen los rodamientos, lo que eventualmente resulta en una tasa de falla del 3,8 % (requisito de la industria <0,5 %).
Altos costos de procesamiento: El costo total de la fundición a presión más el acabado CNC es de 38 por pieza, lo que resulta en un costo anual de 3.040.000.
Baja consistencia del equilibrio dinámico: la desviación del espesor de la pared de fundición es de 0,15 mm, la tasa de aprobación después de la reducción de peso del CNC es solo del 92,5 %.
Solución de precisión JS
Selección de materiales y prueba de corrosión:
Se selecciona material puro Victrex PEEK 450G como base. Cuando se sumergió en un medio que contenía etilenglicol y agua (1:1) a una temperatura de 120 ℃ durante un período de 1000 horas, el material retuvo el 98,5 % de su resistencia a la tracción inicial sin mostrar ningún signo de corrosión. La verificación del material de los servicios de moldeo por inyección de PEEK es un paso fundamental en la planificación del proyecto.
Diseño de moldes y compensación de contracción:
Estructura de molde de tres placas. La contracción es del 1,3% en la dirección del flujo y del 1,7% lateralmente. Canal caliente central de un solo punto con válvula de aguja y 8 aspas con ranuras de ventilación en forma de anillo (0,02 mm de profundidad, 3 mm de ancho) en los extremos. El enfriamiento conforme se estableció a lo largo de la superficie del impulsor y la diferencia de temperatura de la superficie del molde fue ≤2,8 ℃.
Lecciones aprendidas:
T1 Disparo corto: Cuando la velocidad de inyección se estableció en 100 mm/s, la temperatura se redujo a 365 ℃ cuando el frente de fusión llegó a la punta de la cuchilla de 0,8 mm. Acciones correctivas: La velocidad se aumentó a 130 mm/s, la aceleración fue de 50 mm/s, la tasa de disparo corto se redujo del 15 % al 0,5 %.
Equilibrio dinámico T2 G6.3: El diámetro del corredor desde el centro de la compuerta era de 6 mm, el calentamiento excesivo creó una contracción local anormal cerca de la compuerta. Corrección: El diámetro del corredor se elevó a 8 mm, también se agregó una ranura de ventilación anular de 0,02 mm frente a la compuerta, lo que resultó en una mejora del equilibrio dinámico a G2.5.
ISO 178:2019 Plásticos, Determinación de propiedades de flexión establece claramente: La prueba de flexión se llevará a cabo utilizando muestras estándar con preferiblemente una relación entre luz y espesor de 16:1.
Para ser compatible con este estándar, seleccionamos una resistencia a la flexión de la raíz de la pala del 85 % del material base como criterio de aceptación al realizar el moldeo de prueba del impulsor. También se garantizó la confiabilidad estructural. El sistema de validación para el moldeado de polímeros de alto rendimiento se comparará con estándares internacionales.
Resultados finales
Peso de la pieza: 95 g (originalmente hecha de aleación de aluminio que pesaba 320 g), el peso se reduce en casi un 70 %.
Precisión dimensional: Grosor de la hoja 0,80,04 mm, posición del orificio de montaje 0,03 mm, planitud 0,03 mm.
Precio unitario: 3,20 dólares (originalmente una solución CNC a 38 dólares), coste anual de 256 000 dólares (originalmente 3 040 000 dólares), tasa de ahorro del 91,6 %.
Inversión en molde: $52 000 (incluido el canal caliente y el enfriamiento conforme), período de recuperación de aproximadamente 2,2 meses.
Prueba de resistencia a la corrosión: Circulación en refrigerante a 120 ℃ durante 1000 horas, sin productos de corrosión y cambio de peso -0,02%.
Tasa de aprobación del equilibrio dinámico: 99,8 % (originalmente CNC 92,5 %).
Obtenga un informe comparativo de costos y soluciones de optimización DFM del impulsor PEEK similares. Suba sus dibujos a JS Precision y reciba una evaluación gratuita y una cotización de fabricación de componentes PEEK dentro de las 24 horas.
Preguntas frecuentes
P1: ¿Qué tolerancia dimensional puede ofrecer el moldeo por inyección de PEEK de forma fiable en la producción en serie?
La tolerancia de producción por lotes es de ±0,05 mm y la contracción en las superficies de contacto críticas se puede compensar a ±0,03 mm. Eso significa CPK≥1,33 y tasa de aprobación >99,99%. De hecho, la precisión de la producción de piezas de PEEK ya es suficiente para poder acogerse a la mayor parte de los casos de sustitución de metales.
P2: ¿Deberíamos esperar que el PEEK moldeado por inyección tenga las mismas propiedades mecánicas que las piezas mecanizadas del mismo material?
La diferencia en las características mecánicas estáticas es de alrededor del 5%. La resistencia alrededor del área de la línea de soldadura generalmente se reduce entre un 15% y un 25%. JS Precision trabaja con cuidado en la colocación de la compuerta de modo que la línea de soldadura discurra al menos a 5 mm de la zona sin carga y no debilite el producto. La gestión de la línea de soldadura es uno de los factores decisivos que hacen que nuestro servicio de moldeo por inyección de PEEK sea de tan alta calidad.
P3: ¿Cuánto tiempo pueden durar los moldes de inyección para PEEK, al comparar los grados sin relleno con los reforzados?
PEEK en grado puro utilizando herramientas S136H (HRC 52) debe durar alrededor de 500 000 a 1 000 000 ciclos de moldeo. Para el grado reforzado GF30/CF30 usando herramientas recubiertas de H13+TiN de 300 000 a 500 000 ciclos y se necesitarán más reparaciones después de que se hayan excedido estos límites.
P4: ¿Cuál es la cantidad mínima de pedido (MOQ) para el moldeo por inyección de PEEK y qué factores la determinan?
Después de un pago completo de la tarifa del molde, MOQ puede bajar a 2 mil unidades. Si sus necesidades anuales son <5 mil piezas, entonces una solución de junta CNC/moldeo por inyección puede ser la mejor opción para usted.
P5: ¿Qué consideraciones existen para elegir entre un 30% de PEEK relleno de vidrio (GF30) y un 30% (CF30) para una aplicación?
CF30 es un mejor conductor térmico que GF30 (conductividad térmica de 0,92 frente a 0,35 W/m·K), por lo que para piezas con una temperatura de molde unos grados más alta, CF30 puede ahorrar entre 10 y 15 ℃. CF30 permite incluso una presión de inyección de 10-15 MPa menor pero será más abrasivo. Los casos de fricción o disipación de calor deben optar por CF30 y las cargas estáticas o escenarios de precisión dimensional deben elegir GF30.
P6: ¿Es necesario realizar un recocido postmoldeado de piezas de PEEK y en qué condiciones es obligatorio?
El recocido es necesario para piezas con un espesor de pared >4 mm o una temperatura de funcionamiento >200 ℃: implica mantener la pieza a 200 ℃ durante 1-2 horas y luego enfriar lentamente a 20 ℃/h. El recocido puede causar cambios dimensionales de hasta 0,05% -0,10%.
P7: ¿Qué ventajas ofrece JS Precision para el moldeo por inyección de PEEK más allá de otros proveedores?
Como proveedor de moldeo por inyección de PEEK, JS Precision posee su taller (plazo de entrega de 4 a 6 semanas), tiene un proceso de más de 1500 proyectos (2-3 moldes de prueba) y la empresa cumple con los más altos estándares de calidad al tener certificaciones AS9100D/IATF 16949 (Cpk≥1,33). También suministra más de 5 millones de piezas al año, ofrece una evaluación DFM gratuita y ofrece un tiempo de respuesta de cotización muy rápido de 48 horas.
P8: ¿Qué elementos de desglose se incluyen en la cotización de JS Precision para los servicios de moldeo por inyección de PEEK?
La cotización incluye seis elementos: costo del molde, costo del material (peso neto x factor de desperdicio de 1,03), tarifa de procesamiento de moldeo por inyección, tarifa de procesamiento secundario, tarifa de embalaje y transporte, y tarifa del informe de inspección de la primera pieza. Envíe dibujos para recibir una evaluación DFM gratuita. La cotización del plástico que reemplaza el moldeo por inyección de metal debe cubrir el costo total del ciclo de vida.
Resumen
El moldeo por inyección de PEEK ha reemplazado metales como las aleaciones de aluminio, el acero inoxidable y las aleaciones de cobre a gran escala en los sectores médico, de semiconductores, de petróleo y gas, aeroespacial y de automoción. Este artículo proporciona un marco completo de toma de decisiones de ingeniería para el moldeo por inyección de PEEK para reemplazar metales desde siete dimensiones: comparación mecánica, ventana de proceso, requisitos de dureza del molde, anisotropía de contracción, tres reglas principales de selección de niveles y siete tipos de umbrales de prevención de defectos.
¿Quiere una cotización precisa para su servicio de moldeo por inyección de PEEK? Envíe los dibujos de sus piezas (formato STEP/IGS) a JS Precision y volveremos con su informe de evaluación DFM gratuito en 48 horas. Incluirá un grado de PEEK recomendado, un esquema de compensación de contracción, un plan inicial de estructura del molde y una cotización detallada (tarifas del molde + costo unitario). Envíe sus dibujos CAD ahora para recibir su evaluación técnica y cotización de cortesía.
Descargo de responsabilidad
El contenido de esta página tiene fines informativos únicamente. Para JS Precision Services, no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y solicitar una cotización formal de piezas. Por favor contáctenos para más información.
Equipo de precisión JS
Soluciones de fabricación a medida. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección y estampado de metales. Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elija JS Precision para disfrutar de una eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.