JS Precision は、虎門東莞の統合サプライ チェーンと ISO 9001:2015 認証、最先端のプロセス管理を利用して、手頃な価格の製造と信頼できるリードタイムでカスタマイズされた射出成形サービスを提供しています。
地理的およびサプライ チェーンの利点
所在地: 同社は東莞市虎門にあり、30km のエリアで金型フレーム、鋼材の熱処理、表面テクスチャリング、マスターバッチの準備のあらゆるサポートを提供しています。 The T1 trial mold lead time is approximately 5-7 days shorter than inland manufacturers.
Mold Workshop: Fully equipped with CNC/EDM/wire EDM/coordinate measuring machine, a mold can be delivered within the time frame of 4-6 weeks (Industry average being 8-10 weeks).
Manufacturing and Quality Control Capabilities
Machine Availability: JS Precision have high-precision single/double-color injection molding machines ranging from 50T-450T, capable of performing LSR liquid silicone overmolding, insert molding, and two-color overlay molding.
Closed-Loop Quality Management: Material inspection First piece full-dimensional (FAIR, CMM + 2D) SPC process monitoring (Cpk≥1.33) outgoing full inspection, batch traceability.
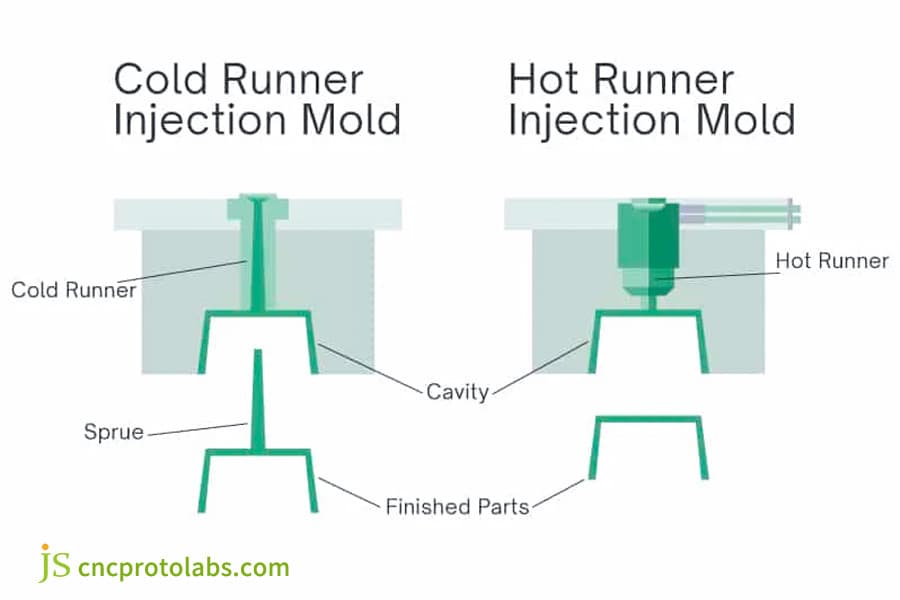
Process Improvement: Hot runner in combination with cold spray to decrease mold temperature gradient, MUD small batch production, conformal cooling 3D printing further cutting down total procurement costs by 15-25%.
Choosing an injection molding service at a low price does not mean looking for the cheapest workshop, but rather, engaging engineering data effectively to spend every penny wisely. JS precision can be different due to this philosophy.
よくある質問
Q1:How much does injection molding cost on average for low-volume production at JS Precision?
Low volumes say 100-5,000 units of products by using MUD modular steel molds will have a mold fee of $2,500-$6,000 and the mold fee average of one piece will be $1.50-$4.50. You need to submit 3D drawings for an exact quote.
Q2:Why are upfront injection molding tooling costs higher than 3D printing or CNC machining?
Injection molds have to withstand temperature and pressure and be accurate at the micron level. The design, CNC finishing, wire EDM, and multi-part assembly require a lot of advanced machining hours, so the initial cost is higher.
Q3:How can we get an accurate injection molding quote within 24 hours from JS Precision?
Please provide 3D CAD (STEP/IGES) and 2D drawings with tolerances, specifying production volumes, material grade (e.g. PC/ABS), and surface finishing. You may directly upload your drawings for a quote, the team at JS Precision will respond fast.
Q4:How do glass fibers impact tooling and custom injection molding service costs?
Glass fibers wear and tear the mold cavity which demands H13 or S136 (30Rockwell) hardened steel to be used, initial mold cost being raised by approximately 20%.
Q5:What is a MUD mold base and how does it support low cost injection molding service?
MUD stands for 'Standardized Universal Mold Base. With the help of already made mold bases from JS Precision you only need to pay for core machining cavity part so you can save up to 45% on the initial mold cost.
Q6:How does mold cycle time directly affect the final injection molded part cost?
The cost of a part includes the depreciation of the machine with seconds. Thick walls increase the amount of cooling time from 20s to 40s and double the machine time and the result is that the unit cost doubles.
Q7:Do textured surfaces create extra expenses in custom injection molding service?
Chemical etching or laser texturing will add to the post-processing costs (approximately from USD800 to USD3000), and a larger draft angle (1.5° per 0.025mm depth) is required to prevent wear.
Q8:Is it expensive to modify an injection mold once tool manufacturing is completed?
Steel-removal modifications like increasing thickness, merely resulting in deeper mold cavities being milled cost USD500 - USD1500, while steel-additions modifications like thickness reduction, welding & insertions cost more than USD2000.
Summary
Optimizing injection molding costs in 2026 is not about blindly seeking low-priced workshops, but rather achieving cost reduction at the supply chain level through scientific balance of mold life, cycle time, and material characteristics in the early stages of product development. By making precise DFM draft angle corrections, designing appropriate wall thickness, and selecting steel grade and runner setup that most benefit you, you will Much reduce both your initial mold investment and unit price while ensuring the assembly capability of parts.
Hoping for cost reduction that still maintains your parts' tolerance and appearance quality? JS Precision engineering staff is prepared to help in your situation.Upload your 3D STEP/IGES drawings now, and we will provide you with detailed DFM manufacturability analysis, ROI calculation for cold and hot runner, and multi solution injection molding quotation within 24 hours.