

Le coût du moulage par injection dépend de la complexité de l'outil, du choix du plastique et de la taille de la commande. En général, les premiers investissements en moules varient entre 3 000 et plus de 100 000 tandis que les coûts unitaires diminuent de 5,00 à moins de 0,20 à mesure que les volumes augmentent.
Dans cet article de blog, nous expliquerons les relations entre les exigences de précision dimensionnelle, les différents types de nuances de métal pour la fabrication de moules, le temps de cycle, et présenterons aux ingénieurs travaillant pour l'entreprise de pièces comment réduire le coût total de la pièce (TCO).
Référence rapide sur les coûts du moulage par injection
|
Volume de production |
Acier à outils recommandé |
Gamme de coûts d'outillage |
Prix moyen des pièces |
Optimisation des coûts clés |
|---|---|---|---|---|
|
100 à 1 000 pièces (prototype) |
Al 7075/P20 |
2 500 $ à 8 000 $ |
3,50 $ à 8,00 $ |
Cadre modulaire MUD, usinage de base sauté |
|
5 000 à 50 000 pièces (à mi-série) |
P20/718H |
8 500 $ à 25 000 $ |
1,20 $ à 2,50 $ |
Paroi 2,0 mm, multi-cavités + éjection automatique des canaux froids |
|
Plus de 100 000 pièces (haut volume) |
H13 trempé (HRC 48-52) |
30 000 $ à plus de 100 000 $ |
0,15 $ à 0,80 $ |
Canal chaud, éliminer la carotte, raccourcir le cycle |
Principaux résultats
- La durée de vie du moule est largement affectée par la dureté de l'acier : Pour les séries de production impliquant des millions de moulages, utilisez de l'acier pour moule H13/ 1. 2344 trempé à 11 1/2 % de chrome ayant une dureté de Rc 46 à 50 pour pouvoir résister au frottement de la fibre de verre.
- L'épaisseur des parois des pièces influence grandement le temps de refroidissement : Une augmentation de 1 mm de l'épaisseur des parois entraînerait une multiplication par 4 du temps de refroidissement et une augmentation substantielle des coûts de main d'œuvre par pièce.
- Utilisation de systèmes à canaux chauds pour une production de plusieurs milliers de pièces : si les volumes de production sont supérieurs à 1 0 000 unités, il est alors possible de récupérer le coût du moule avec un système à canaux chauds sans porte en seulement 6 mois.
Pourquoi faire confiance au service de moulage par injection à faible coût de JS Precision ?
Sur la base des 15 années d'expertise en ingénierie de notre équipe dans le moulage par injection plastique, un fournisseur qui promet un service de moulage par injection fiable et à faible coût devrait disposer de boucles de données traçables dans trois décisions majeures : le type d'acier du moule, la conception de l'épaisseur de paroi pour la fabrication (DFM) et le choix du système de glissières. Grâce à notre vaste expérience en matière de projets de boîtiers de capteurs industriels, les clients qui ont utilisé notre solution de moules et de produits ont pu réaliser environ 38 000 moules à 185 $ chacun, un temps de cycle de 34 secondes, ce qui entraîne un taux de défauts de 8,5 %.
Une fois le système de refroidissement conforme H13 + introduit, le temps de cycle a été réduit à 23 secondes et le coût par pièce à 1,12 $. Bien que le nombre de moules ait grimpé jusqu'à 42 000, nous avons pu récupérer le coût en 8,7 mois et produire 120 000 pièces par an.
ISO 9001:2015 Le système de gestion de la qualité indique clairement : des mécanismes d'enregistrement des paramètres traçables doivent être établis pour le processus de production en série de pièces moulées par injection, et les données clés du processus et les activités de production seront conservées jusqu'à la fin du cycle de vie du produit.
Pour satisfaire à la norme, nous effectuons une surveillance SPC en cinq phases de chaque projet de développement de moule et de produit : le moule est conçu et produit via une machine CNC terminé par un moulage d'essai EDM des pièces est effectué, les pièces sont produites en série. Au cours de ce processus, le Cpk dimensionnel critique des produits est maintenu au-dessus de 1,33.
Ces techniques ont été développées dans la base de données JS Precision de notre société, qui contient environ 1 800 projets de moulage par injection et couvrent toute la gamme, depuis les microbatchs AI/MUD jusqu'à la production de masse H13. Cette base de données permet à nos clients de réaliser une économie moyenne de TCO de 18 à 28 %.
Téléchargez le livre blanc 2026 sur l'optimisation des coûts de moulage par injection pour maîtriser la sélection de l'acier de moulage, les formules d'épaisseur de paroi et les méthodes de calcul du retour sur investissement des canaux, et évaluer de manière proactive le potentiel de réduction des coûts de votre service de moulage par injection à faible coût.
Combien coûte le moulage par injection en fonction des principaux facteurs d'outillage ?
Le facteur le plus essentiel qui détermine le combien coûte le moulage par injection réside dans la structure interne du moule : le nombre de cavités, les mécanismes latéraux d'extraction du noyau tels que les curseurs et les éjecteurs, la qualité de l'acier inoxydable et les normes de finition de surface étant les facteurs physiques clés déterminant le coût du moulage par injection. outillage.
Éléments de coût du moulage par injection et gestion du temps
- Services de conception de moules (10-15 %) : Validation DFM, simulation de flux de moule, modélisation 3D de la structure du moule.
- Achats d'acier moulé (25 à 35 %) : P20 environ 5 à 8 $/kg, H13 environ 12 à 18 $/kg, S136 environ 20 à 30 $/kg.
- Usinage et usinage par électroérosion (35-45 %) : semi-finition d'empreintes - finition de surfaces - électroérosion à fil - électroérosion miroir, qui représentent la plus grande part de la durée totale d'usinage des moules.
- Processus de traitement thermique (3-8 %) : Le H13 doit être traité thermiquement par trempe sous vide + revenu pour atteindre HRC 48-52.
- Assemblage du moule et test (5 à 10 %) : configuration du moule, finition de surface, ajustement du moulage d'essai T1/T2.
Impact sur les coûts du nombre de cavités et des mécanismes latéraux
- Carte unique ou multi-empreinte : La cavité unique est la norme 1x. Le temps d'usinage à deux cavités augmente de 50 à 70 %, tandis que le temps d'usinage à quatre cavités peut augmenter de 120 à 150 % par rapport à une seule cavité. Par pièce, les moules à quatre cavités peuvent être 3,2 à 3,8 fois plus rapides que les moules à une seule cavité.
- Curseurs et élévateurs : Chaque mécanisme latéral supplémentaire ajoute environ 1 500 $ à 3 500 $ au coût car ils nécessitent des raccords de moule inclinés supplémentaires, des plaques d'usure, des ressorts et des éléments de limite.
- Niveau de finition de surface : Le polissage miroir SPI A1 (Ra<0,05 μm) nécessite un coût de post-traitement supplémentaire de 800 à 3 000, contrairement à la texturation simple VDI 27.
Contactez un ingénieur pour une analyse gratuite des coûts de la structure de votre moule et un devis transparent pour le coût de l'outillage de moulage par injection.
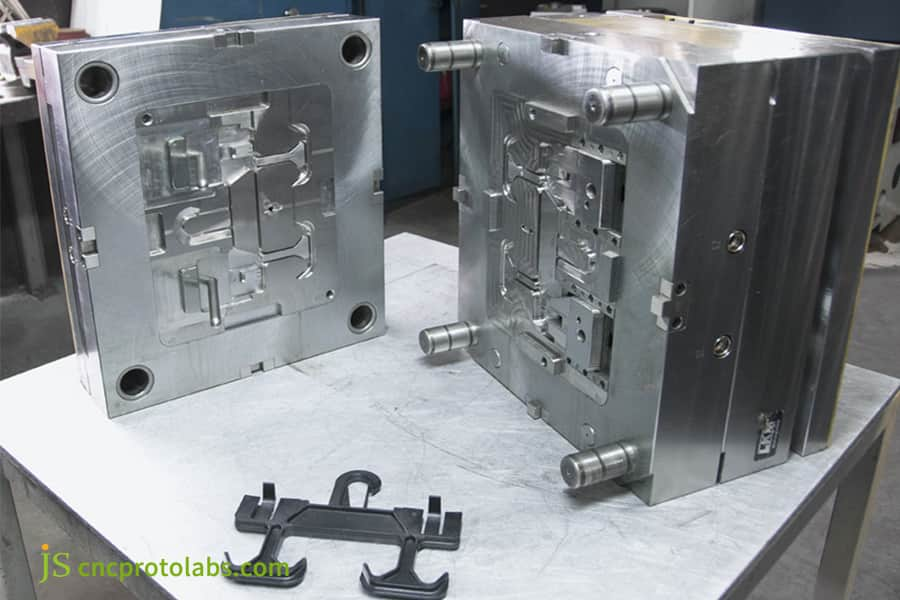
Figure 1 : Moule en acier de précision avec composants en plastique finis sur une table d'atelier.
Pourquoi l'optimisation de l'épaisseur de paroi contrôle-t-elle le coût de l'outillage de moulage par injection ?
Définir une épaisseur de paroi de pièce constante autour de 1,5 à 2,5 mm est le moyen le plus simple de économiser le temps de cycle de refroidissement et de réduire les coûts de traitement par pièce. Outre le facteur coût, les variations d'épaisseur de paroi peuvent entraîner d'autres problèmes tels que la déformation et le rétrécissement, ce qui en retour augmente encore le coût de l'outillage de moulage par injection.
Formule empirique pour le temps de refroidissement :
Temps de refroidissement ≈ Coefficient de refroidissement du matériau × Épaisseur de paroi²
Où C est le coefficient de refroidissement du matériau, pour les plastiques techniques à température ambiante tels que l'ABS/PP, C≈2,5, pour le PC/POM, C≈3,0-3,5.
Impact quantitatif de l'épaisseur de paroi sur le temps de cycle
- Épaisseur de paroi de 2 mm → Temps de refroidissement de base d'environ 2,5 × 2² = 10 secondes
- Épaisseur de paroi de 4 mm → Le temps de refroidissement passe à 2,5 × 4² = 40 secondes
Ajouter une épaisseur de paroi de 1 mm à 2 mm signifie quadrupler le temps de refroidissement, ce qui entraîne une augmentation des coûts de main-d'œuvre des machines. C'est l'une des raisons pour lesquelles les fournisseurs de services de moulage par injection à faible coût devraient se concentrer fortement sur l'examen de la conception de l'épaisseur de paroi dans DFM (Design for Manufacturing). Le concept est en fait le suivant : pour chaque millimètre d'épaisseur de paroi supplémentaire, vous n'achetez pas seulement du plastique, mais aussi du temps d'attente de la machine.
Séquence des effets d'une épaisseur de paroi inégale
- Déformation : La différence de température est supérieure à 25 %, le refroidissement dans la zone de paroi épaisse est retardé, produisant une contrainte interne, l'écart de planéité est de 0,15 à 0,30 mm.
- Marque d'évier : les canaux de pression de maintien dans la zone des parois épaisses sont gelés prématurément, ce qui entraîne des profondeurs d'effondrement localisées de 0,05 à 0,20 mm.
- Règles de conception des nervures : l'épaisseur de la racine des nervures doit être au maximum de 60 % de l'épaisseur de la paroi principale, soit une hauteur égale à 5 fois l'épaisseur de la paroi, pour éliminer les marques de retrait arrière.
Soumettez des dessins 3D pour recevoir une analyse gratuite du flux de moule et une évaluation de la réduction des coûts d'épaisseur de paroi pour un contrôle précis du coût de l'outillage de moulage par injection.

Figure 2 : Ouvrier mesurant un boîtier en plastique gris avec un pied à coulisse numérique.
Comment évaluer les options de service de moulage par injection à faible volume pour les petites séries ?
Économiser environ 40 % sur le prix de base du moule initial en utilisant des moules rapides en aluminium Al 7075 ou des systèmes de base d'outils universels MUD constitue un énorme avantage en termes de coûts pour le service de moulage par injection à faible volume où le total ne dépasse pas plus de 1 000 pièces doivent être produites.
Comparaison des limites physiques des moules en aluminium et des moules en acier
|
Propriété |
Outillage Al 7075 |
Outillage en acier P20 |
|---|---|---|
|
Dureté (HB) |
150-180 |
280 à 330 (HRC 28 à 32) |
|
Conductivité thermique (W/m·K) |
130-170 |
35-45 |
|
Vitesse d'usinage |
2 à 3 fois plus rapide que l'acier |
Standard |
|
Durée de vie (cycles) |
5 000 à 20 000 |
500 000 |
|
Compatibilité remplie de GF |
Non recommandé |
Gamme complète |
Champ d'application : Al 7075
- Avantages : Il a une conductivité thermique élevée (environ 3 à 4 fois celle du P20) et peut être découpé très rapidement via le fraisage CNC. En outre, le cycle du modèle d'essai peut être réduit à 2-3 semaines.
- Contraintes : La limite d'élasticité est faible, ce n'est pas une résistance à l'érosion des fibres de verre. La présence de 30 % de fibre de verre dans le PA66 rendra le taux d'usure des cavités en Al 7075 du moule environ 5 à 8 fois supérieur à celui des moules en acier, et sa durée de vie ne serait que de 5 000 à 10 000 cycles.
- Guide de sélection : Si vous comptez utiliser des matériaux à faible usure et sans charges (par exemple PP pur, ABS et PS) et réaliser de petites séries (c'est-à-dire moins de 5 000 unités), nous vous recommandons fortement d'utiliser l'Al 7075 pour vous aider à réduire les coûts. Si des fibres ou des particules de verre sont ajoutées au matériau ou si vous envisagez de produire en grand nombre (plus de 10 000 unités), nous vous conseillons d'utiliser moule enP20 ou en acier inoxydable de qualité supérieure, qui est plus durable.
Offre JS Precision en petits lots : MUD (Modular Mold Base)
- Base de moule préfabriquée standard MUD (Master Unit Die) : le client doit uniquement usiner et facturer les inserts de noyau/empreinte, tandis que les pièces communes telles que les ébauches de moule, les piliers de guidage et les tiges de réinitialisation sont fournies gratuitement.
- Rentabilité : Contrairement à l'usinage traditionnel de moules entiers, le moule MUD est une solution qui vous aide à économiser jusqu'à 45 % sur le coût initial d'ouverture du moule.
- Modifiable : Avec la même base de moule MUD, vous pourrez adapter différents noyaux pour de petits lots de produits différents.
Quels facteurs matériels clés dictent les échelles globales des coûts de moulage par injection ?
Le prix par kilogramme de plastique brut est principalement déterminé par ces facteurs : la résistance thermique, l'indice de retardateur de flamme, le ratio de matériau modifié et le marché. Le devis pour le service de moulage par injection personnalisé doit également prendre en compte ces éléments non physiques.
Gradients de prix et de performances des plastiques techniques couramment utilisés (référence 2026)
|
Matériel |
Prix ($/kg) |
Temp (°C) |
Trait clé |
|---|---|---|---|
|
PP/PE |
0,8 à 1,8 |
180-240 |
Processus simple et peu coûteux |
|
ABS |
1,8 à 3,5 |
220-260 |
Équilibre mécanique et surface |
|
PA6 / PA66 |
3,5 à 6,0 |
240-290 |
Haute résistance, hygroscopique |
|
PC |
4,0 à 7,0 |
280 à 320 |
Impact et transparence |
|
POM |
3,0 à 5,5 |
190-230 |
Faible frottement, résistance à l'usure |
|
PEEK |
80 à 120 |
360 à 400 |
Résistant aux températures et aux produits chimiques extrêmes |
Facteurs non physiques affectant le prix unitaire des matériaux
- Renforcé de fibre de verre (GF30) : Le prix unitaire augmente d'environ 50 %, une énorme augmentation par rapport à celui d'origine, mais la résistance est deux à trois fois supérieure à celle de l'original. Il faut considérer le coût plus élevé résultant de l'usure des moules.
- Certification ignifuge UL94-V0 : Le prix grimpe de 20 %, mais c'est l'un des incontournables pour les pièces telles que l'électronique/l'automobile.
- Marque Premium : Les matériaux originaux Sabic/Covestro coûtent10 à 25 % de plus que les matériaux alternatifs nationaux, mais ils peuvent offrir une meilleure stabilité des lots (Cpk).
- Retrait et tolérance : Les matériaux présentant un retrait élevé tels que le POM 1,5 à 2,5 % et le PP 1,0 à 2,5 % nécessitent une compensation de moulage pour avoir des tolérances de 0,02 mm, ce qui doublera le nombre d'essais de moulage, avec 500 à 2 000 essais par session de moulage.
Stratégies de réduction des coûts de JS Precision
- Approvisionnement centralisé grâce à un volume d'achat annuel de plus de 300 tonnes et signature d'accords de structure annuels avec les fabricants d'origine afin que les clients puissent profiter du prix.
- Matériaux de recyclage : 20 à 30 % de matériaux sont recyclés dans les pièces structurelles sans apparence afin de réduire davantage les coûts unitaires des matériaux de 8 à 15 %.
- Contrôle de la consommation d'énergie pendant l'étape de séchage Les PA6/PC sont forcés de sécher jusqu'à ce qu'ils contiennent moins de 0,02 % d'humidité pour éviter la perte de fils d'argent (un coût caché avec un taux de mise au rebut de 5 à 15 %).
Le coût du moulage par injection de matériau n'est pas le moins cher, mieux c'est, c'est en fait que ce n'est pas un prix unitaire si bas qui est le plus avantageux. Le PC à 2-3 $/kg peut sembler plus cher que le PA66, mais son cycle plus court de 5 secondes et sa durée de vie du moule 30 % plus longue en font une option plus économique pour la production en grand volume.

Figure 3 : Diverses pièces en plastique et moules sur une table en métal.
Comment calculer le retour sur investissement à long terme des canaux chauds par rapport aux canaux froids dans un devis de moulage par injection ?
Les canaux froids sont des moules moins chers, mais dans la production de masse, ils sont surpassés par les systèmes à canaux chauds, car leurs déchets de carottes plus importants combinés aux opérations de détourage manuelles conduisent à une inefficacité globale plus élevée. Lors de l'évaluation du devis de moulage par injection, il est nécessaire d'effectuer des calculs de retour sur investissement pour le système de canaux d'écoulement.
La formule du coût des déchets des coureurs
Coût des déchets de matériaux = Poids du canal × Volume de production × Prix unitaire du matériau
Notez que le poids des coureurs est présenté en kg, le volume de production sera en nombre d'unités, le prix unitaire du matériau est indiqué en $/kg.
Exemple de cas : 1 moule, pièces ABS 4 empreintes, 15 g/p, canal de 20 g, production annuelle = 100 000 p
- Coureur froid : poids total du coureur = 20 g×100 000 = 2 000 kg. Le poids de l'ABS est calculé à 3 g/kg, coût de la ferraille = 6 000 - coût de coupe manuelle 0,08 g/pièce × 100 000 = 8 000 - pertes totales liées aux coureurs 14 000 $/an.
- Canaux chauds : Chute de canal 0 (à l'exclusion des résidus de porte seulement < 3,2 %) mais le coût du moule augmente de 6 000 $ à 12 000 $.
- Avantage en termes de temps de cycle : avec la pression de maintien des canaux chauds et le temps de refroidissement, ils sont réduits d'environ 25 %, de sorte que le temps de cycle par pièce passe de 30 s à 22,5 s. Avec un taux d'équipement horaire de 80 %, le temps de traitement d'une pièce unique passe de 0,67 à 0,50, ce qui génère une économie de 17 000 $ pour 100 000 pièces par an.
- Période de retour sur investissement : Prime des canaux chauds 9 000÷(14 000+17 000-0)/an ≈ 3,5 mois.
Recommandations de sélection des coureurs de JS Precision :
- <10 000 unités/an : Canaux froids + base de moule MUD, contrôle de l'investissement initial.
- 10 000 à 100 000 unités/an : évaluez le retour sur investissement des canaux chauds, le point critique est d'environ 25 000 unités/an.
- >100 000 unités/an : configuration standard de canaux chauds, période d'amortissement sous 6 mois.
Contactez-nous gratuitement pour calculer le retour sur investissement du canal d'écoulement de votre projet et obtenir un rapport d'analyse comparative des canaux d'écoulement froid et chaud dans le devis moulage par injection.
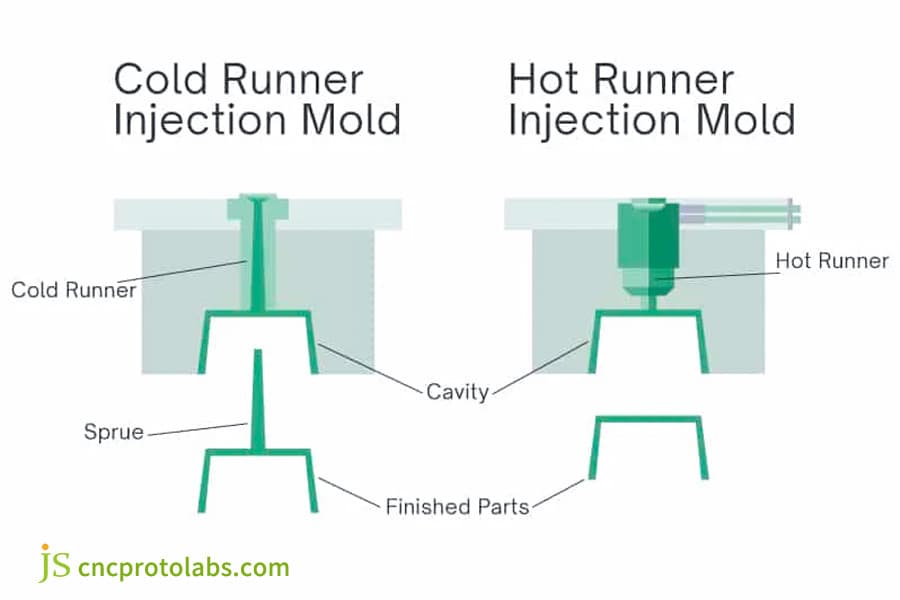
Figure 4 : Système de moule à canaux chauds complexe en usine.
Quelles directives DFM réduisent les coûts des services de moulage par injection personnalisés ?
Le développement de produits peut être révolutionné lorsque l'analyse DFM est effectuée dès le début de la phase de conception. Les recherches montrent que la mise en œuvre peut entraîner une économie de 30 % sur le coût du moule en n'implémentant pas de tirage latéral du noyau et en rendant les angles de dépouille plus efficaces. Il s'agit d'un avantage que le service de moulage par injection personnalisé utilise pour se démarquer en termes de prix.
Angle de dépouille
- Surface extérieure : 1 à 2 ° par côté, pour les surfaces texturées, un angle de dépouille supplémentaire de 1,5 est requis pour chaque 0,025 mm de profondeur de gravure.
- Surface intérieure (y compris les nervures) : 0,5 à 1 ° par côté, pour les cavités profondes (>50 mm), 2 à 3 ° sont requis.
- Coût : chaque diminution de l'angle de dépouille entraîne une augmentation de la force d'éjection d'environ 20 %, une augmentation du taux de rebut de 3 à 8 % et une augmentation du coût de polissage post-traitement entre 500 et 2 000 $.
Suppression des contre-dépouilles
- Curseur de contre-dépouilles/éjecteur angulaire : Chaque caractéristique mécanique latérale ajoute un coût compris entre 1 500 et 3 500 $.
- La meilleure solution consiste à éliminer les contre-dépouilles et à adopter une conception de type obturateur, ce qui permet d'obtenir une structure de moule à traction droite, réduisant ainsi les coûts de moulage de 30 à 40 %.
- Cas typique : La conception initiale comporte 4 contre-dépouilles, ce qui donne lieu à 4 curseurs et coûte environ 10 000 +. Elle a été modifiée pourun trou traversant + une traction droite, ce qui a permis d'économiser plus de 7 000 € et de réduire la période de production de 5 à 8 jours.
Épaisseur de paroi et nervures (faisant écho au chapitre 4)
- Épaisseur de paroi uniforme : 1,5 à 2,5 mm, différence <25 %.
- Épaisseur des nervures ≤ 60 % de l'épaisseur de la paroi principale, hauteur ≤ 5 × l'épaisseur de la paroi.
Comment JS Precision a-t-il optimisé la température et le temps de cycle des outils pour les boîtiers de capteurs industriels ?
En fabriquant un boîtier PC/ABS moulé par injection de précision, JS Precision a réussi à réduire le cycle de production de 11 secondes grâce à l'utilisation d'un refroidissement conforme et de l'acier H13, qui est une méthode typique de réduction des coûts grâce aux processus dans le fabrication de moulage par injection personnalisé.
Problèmes soulevés par le client :
Après avoir produit en série un article destiné à un équipement de capteur industriel, le client continue de produire un boîtier PC/ABS composé de clips de précision. Dans certaines zones des murs, l'épaisseur est inégale (2,8 mm) et, comme les canaux d'eau droits conventionnels ne dissipent pas bien la chaleur, le refroidissement est inadéquat. La durée du cycle de moulage est de 34 secondes et le taux de défauts de retrait de surface a atteint jusqu'à 8,5 %, ce qui est élevé. Par client, la demande annuelle est de 120 000 unités. Sur la base d'une capacité de machine de 80 unités par heure et d'un coût de traitement de 0,76 par unité, le coût annuel de la machine serait de 91 200 $.
Solution de JS Precision :
- Changement de moule de noyau : les canaux de refroidissement conformes sont imprimés à l'aide d'une technologie tridimensionnelle à une distance fixe de 4,5 mm de la surface de la cavité à la ligne médiane du canal (les canaux d'eau droits traditionnels sont caractérisés par des distances de surface de 6 à 12 mm qui ne cessent de changer).
- Mise à niveau de l'acier : l'acier a été amélioré du P20 (HRC 30) à l'acier trempé H13 spécialement importé (HRC 50), permettant ainsi une résistance à l'usure mineure du PC/ABS + fibre de verre et doublant encore plus la durée de vie à la fatigue thermique.
- Optimisation des paramètres de maintien de la pression : maintien de la pression 75 MPa, temps de maintien 4,5 s (confirmé par le test de gel de la passerelle), réduction des contraintes résiduelles
Expérience de dépannage :
Dans la phase initiale de moulage d'essai du cycle T1, un débit de fluide de refroidissement trop élevé (nombre de Reynolds > 10 000) a provoqué une cavitation dans les canaux d'eau conforme, entraînant ainsi des températures locales basses sur la surface du moule de 3 à 5 ℃, ce qui a entraîné un retrait.
Solution : Ajustez le circuit de la pompe à eau pour que le nombre de Reynolds reste à l'état turbulent idéal de 4 000 (le point où le coefficient de transfert de chaleur est maximum et où la cavitation n'est pas un problème) et le gradient de température inégal est résolu.
ISO 20457:2018 spécifie que : Les tolérances dimensionnelles des pièces moulées avec précision doivent être marquées en segments selon les exigences fonctionnelles, tandis que la compensation du retrait aux coins, où l'épaisseur de la paroi change rapidement, doit être effectuée séparément.
Au cours de la phase d'essai du processus de moulage du présent projet, nous avons rendu l'ajustement plus précis en ajustant la tolérance d'encliquetage à ± 0,03 mm (excellente qualité DIN 16742) pour garantir un ajustement sûr.
Résultats finaux
- Durée de cycle : 34 s → 23 s (↓32,3 %)
- Traitement d'une seule pièce : 0,76 → 0,51 (↓32,9 %)
- Coût annuel de la machine : 91 200 → 61 200 (économies de 30 000 $/an)
- Taux de défauts : 8,5 % → 0,1 %
- Période de récupération des moisissures : (42 000−29 000)=13 000÷ (30 000+$120 000 × économies de déchets de retrait) ≈ Environ 4,2 mois
Commentaires des clients : L'analyse précise du flux de moule et la conception de refroidissement conforme de JS Precision nous ont permis d'économiser près de 30 % en coûts de main-d'œuvre par pièce, et la livraison a été très ponctuelle.
Consultez des moulage par injection de précision industrielle pour découvrir comment les services de moulage par injection personnalisés peuvent réduire les coûts de 30 %.
Comment les exigences de tolérance de haute précision dictent-elles les échelles de coûts des outils de moulage par injection ?
L'augmentation des exigences de tolérance d'un ±0,1 mm relativement lâche à un ±0,02 mm très serré entraînera un doublement du temps d'usinage du moule et le devis de moulage par injection sera nettement plus élevé.
Flux de traitement pour la fabrication de moules de précision
- Standard (±0,1 mm) : Fraisage de précision CNC le travail de cavité + ébauche par EDM est assez bon, un temps d'usinage d'une cavité d'environ 8 à 12 heures.
- Précision (±0,05 mm) : fraisage de précision CNC + finition fine EDM + polissage local, temps d'usinage d'une cavité 12 à 20 heures.
- Ultra-précis (±0,02 mm) : Il nécessite une rectification à avance lente extrêmement précise + un usinage EDM (coupe-fil) lent au niveau du micron, un temps d'usinage à cavité unique de 20 à 35 heures. Dépense supplémentaire en consommables d'électrode de 300 à 800.
Problèmes causés par les variations de retrait par rapport aux tolérances de précision
- Matériaux cristallins (POM, PA66) : Rétrécit de 1,0 à 2,5 %, fortement anisotrope (le retrait différencié dans le sens de l'écoulement vers le sens transversal est d'environ 0,3 à 0,8 %). Une technique de compensation du moule utilisant des coefficients séparés dans les directions d'écoulement et transversale est nécessaire.
- Matériaux amorphes (PC, ABS) : Retrait d'environ 0,4 à 0,7 %, assez contrôlable bien qu'il soit encore nécessaire d'effectuer environ 1 à 2 corrections de moulage d'essai à des niveaux de tolérance de +/-0,02 mm.
- Matériaux renforcés de fibres de verre : le retrait n'est que de 0,1 à 0,8 % mais l'anisotropie augmente encore plus difficile de compenser un moule.
Recommandations de JS Precision :
À moins qu'il ne s'agisse d'assemblages avec des ajustements très serrés (par exemple, ajustement serré des roulements, rainures de joint hermétique), il est recommandé d'utiliser le grade de tolérance standard DIN 16742 (0,10-0,25 mm) pour les pièces industrielles, car cela pourrait contribuer à réduire les coûts d'ouverture des moules de 25 à 40 %. La précision des outils moulés par injection n'est pas le seul facteur à prendre en compte car cela signifierait payer la prime de précision pour l'outillage uniquement lorsque cela est une nécessité.
Pourquoi choisir JS Precision pour votre service de moulage par injection à faible coût en 2026 ?
JS Precision s'appuie sur sa chaîne d'approvisionnement intégrée à Humen Dongguan ainsi que sur notre certification ISO 9001 : 2015, gestion des processus de pointe, pour fournir des services de moulage par injection sur mesure avec une fabrication abordable et des délais de livraison fiables.
Avantages géographiques et de la chaîne d'approvisionnement
- Emplacement : L'entreprise est située à Humen, Dongguan - une zone de 30 km offre toute une gamme de supports pour les cadres de moules, le traitement thermique de l'acier, la texturation de surface et la préparation de mélanges maîtres. Le délai de livraison du moule d'essai T1 est environ 5 à 7 jours plus court que celui des fabricants nationaux.
- Atelier de moules : Entièrement équipé d'une machine CNC/EDM/électroérosion à fil/machine à mesurer tridimensionnelle, un moule peut être livré dans un délai de 4 à 6 semaines (la moyenne du secteur étant de 8 à 10 semaines).
Capacités de fabrication et de contrôle qualité
- Disponibilité des machines : JS Precision dispose de machines de moulage par injection simple/double couleur de haute précision allant de 50 T à 450 T, capables d'effectuer le surmoulage de silicone liquide LSR, moulure d'insertion et moulure superposée bicolore.
- Gestion de la qualité en boucle fermée : Inspection des matériaux Première pièce pleine dimensionnelle (FAIR, CMM + 2D), surveillance du processus SPC (Cpk≥1,33), inspection complète sortante, traçabilité des lots.
- Amélioration du processus : Couche chaude combinée à une pulvérisation froide pour diminuer le gradient de température du moule, production de MUD en petits lots, impression 3D à refroidissement conforme réduisant encore les coûts totaux d'approvisionnement de 15 à 25 %.
Choisir un service de moulage par injection à bas prix ne signifie pas rechercher l'atelier le moins cher, mais plutôt exploiter efficacement les données d'ingénierie pour dépenser chaque centime judicieusement. La précision JS peut être différente en raison de cette philosophie.
FAQ
Q1 : Combien coûte en moyenne le moulage par injection pour une production en faible volume chez JS Precision ?
De faibles volumes indiquent que 100 à 5 000 unités de produits utilisant des moules modulaires en acier MUD auront des frais de moulage de 2 500 $ à 6 000 $ et les frais de moulage moyens d'une pièce seront de 1,50 $ à 4,50 $. Vous devez soumettre des dessins 3D pour un devis précis.
Q2 : Pourquoi les coûts initiaux des outils de moulage par injection sont-ils plus élevés que ceux de l'impression 3D ou de l'usinage CNC ?
Les moules d'injection doivent résister à la température et à la pression et être précis au micron près. La conception, la finition CNC, l'électroérosion à fil et l'assemblage en plusieurs parties nécessitent de nombreuses heures d'usinage avancées, le coût initial est donc plus élevé.
Q3 : Comment pouvons-nous obtenir un devis de moulage par injection précis dans les 24 heures auprès de JS Precision ?
Veuillez fournir des dessins CAO 3D (STEP/IGES) et 2D avec tolérances, spécifiant les volumes de production, la qualité du matériau (par exemple PC/ABS) et la finition de surface. Vous pouvez directement télécharger vos dessins pour un devis, l'équipe de JS Precision vous répondra rapidement.
Q4 : Quel est l'impact des fibres de verre sur les coûts des outils et des services de moulage par injection personnalisés ?
Les fibres de verre usent la cavité du moule, ce qui nécessite l'utilisation d'acier trempé H13 ou S136 (30Rockwell), ce qui augmente le coût initial du moule d'environ 20 %.
Q5 : Qu'est-ce qu'une base de moule MUD et comment prend-elle en charge un service de moulage par injection à faible coût ?
MUD signifie « Base de moule universelle standardisée ». Avec l'aide des bases de moule déjà fabriquées par JS Precision, vous n'avez qu'à payer pour la partie d'usinage du noyau de la cavité vous pouvez ainsi économiser jusqu'à 45 % sur le coût initial du moule.
Q6 : Comment le temps de cycle du moule affecte-t-il directement le coût final de la pièce moulée par injection ?
Le coût d'une pièce comprend l'amortissement de la machine en secondes. Les parois épaisses augmentent le temps de refroidissement de 20 s à 40 s et doublent le temps de machine. Le résultat est que le coût unitaire double.
Q7 : Les surfaces texturées génèrent-elles des dépenses supplémentaires dans le service de moulage par injection personnalisé ?
La gravure chimique ou la texturation au laser augmenteront les coûts de post-traitement (environ 800 à 3 000 USD) et un angle de dépouille plus grand (1,5 ° par profondeur de 0,025 mm) est nécessaire pour éviter l'usure.
Q8 : Est-il coûteux de modifier un moule à injection une fois la fabrication de l'outil terminée ?
Les modifications de retrait d'acier comme l'augmentation de l'épaisseur, entraînant simplement le fraisage de cavités de moule plus profondes coûtent entre 500 et 1 500 USD, tandis que les modifications d'ajout d'acier comme la réduction d'épaisseur, le soudage et les insertions coûtent plus de 2 000 USD.
Résumé
L'optimisation des coûts de moulage par injection en 2026 ne consiste pas à rechercher aveuglément des ateliers à bas prix, mais plutôt à réduire les coûts au niveau de la chaîne d'approvisionnement grâce à un équilibre scientifique entre la durée de vie des moules, la durée de cycle et les caractéristiques des matériaux dès les premières étapes du développement du produit. En effectuant des corrections précises de l'angle de dépouille DFM, en concevant une épaisseur de paroi appropriée et en sélectionnant la nuance d'acier et la configuration des canaux qui vous conviennent le mieux, vous réduirez considérablement à la fois votre investissement initial dans le moule et le prix unitaire tout en garantissant la capacité d'assemblage des pièces.
Vous souhaitez réduire les coûts tout en préservant la tolérance et la qualité d'apparence de vos pièces ? L'équipe d'ingénierie de JS Precision est prête à vous aider dans votre situation. Téléchargez vos dessins STEP/IGES 3D maintenant et nous vous fournirons une analyse détaillée de la fabricabilité DFM, un calcul du retour sur investissement pour les canaux froids et chauds et un devis de moulage par injection multi-solutions dans les 24 heures.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Pour JS Precision Services, il n'existe aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et de demander un devis formel de pièces. Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
Solutions de fabrication personnalisées. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous nous spécialisons dans la usinage CNC de haute précision, la fabrication de tôlerie, impression 3D, moulage par injection et estampage de métal. Après avoir livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisissez JS Precision pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

