
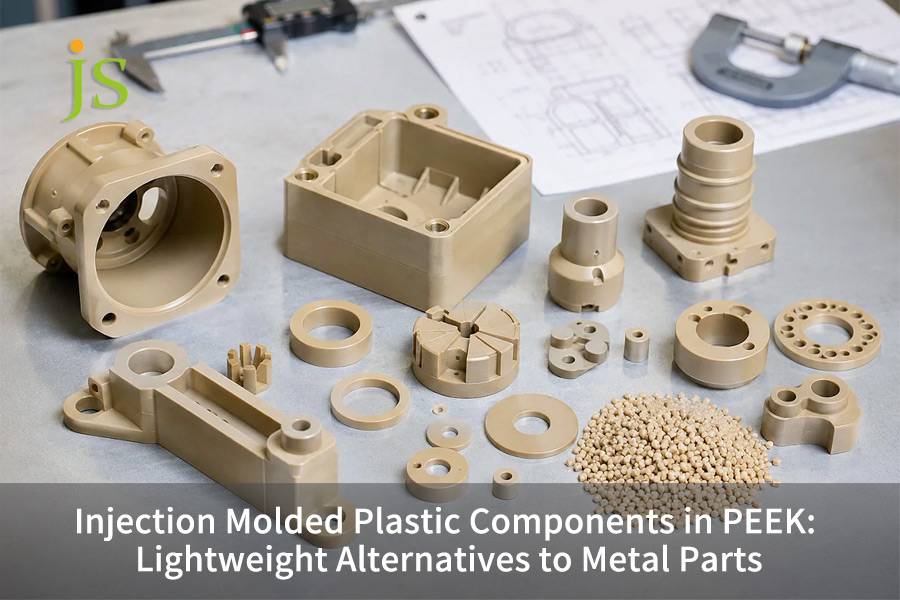
PEEK injection molding service is capable of making highly precise light components which are replacements of metallic components with tensile strength of 97-200 MPa and continuous service temperature of 250℃. PEEK is one of the most lightweight thermoplastics with a density of 1.32 g/cm - 50% lighter than aluminum alloy and 70% lighter than steel, yet it offers exceptional chemical and wear resistance. With its outstanding properties, PEEK is increasingly being used for metal replacement in injection molding for the aerospace automotive semiconductor and oil & gas industries.
PEEK Injection Molding Service Quick Reference
|
Core Question |
Key Answer |
|---|---|
|
Can PEEK replace metal? |
Yes. Tensile 97–200 MPa, density 1.32 g/cm³, continuous use 250°C. Superior strength-to-weight ratio vs most metals. |
|
What precision can PEEK injection achieve? |
Tolerance ±0.05 mm (±0.002 in). Mold shrinkage compensation required at 1.2%–2.5%. |
|
Cost vs metal machining? |
At high volume, injection unit cost is 1/25 of CNC. Initial mold investment $25,000–$150,000. |
|
Available reinforced grades? |
Unfilled, 30% glass-filled (GF30), 30% carbon-filled (CF30). Mechanical properties increase sequentially. |
Key Findings
- PEEK injection molding enables weight reduction by 50% to 70% with keeping the mechanical properties at the level of metal
- Consider keep mold temperature within 160-200℃ to achieve sufficient PEEK crystallization, the resulting parts will be very brittle if the temperature is below 143℃.
- Shrinkage of about 1.2%-2.5% is tied to the PEEK injection molding process. So, design engineers need to incorporate compensation for this effect during the mold design.
- In large-scale (>10,000 pieces/year) scenarios, the total lifecycle cost of PEEK injection molding is significantly lower than that of metal CNC machining.
- Abrasion resistance is higher in the glass fiber/carbon fiber reinforced PEEK. The mold steel has to be corrosion-resistant and wear-resistant special steel.
Why Trust JS Precision’s PEEK Injection Molding Service For Lightweighting Through Metal Replacement?
Given the long experience of the team, our engineering experts in PEEK injection molding have realized that a reliable PEEK injection molding service should be able to back up it being replacement for metal with concrete data.
Our practical involvement in a water pump impeller project for a new energy automotive, the aluminum alloy water impeller originally weighed 320g and had a 3.8% post-sales failure rate. By adopting PEEK 450G injection molding, the part weight was cut to 95g, saving an annual cost of 91.6%.
Following ISO 9001:2015, it was emphasized that A traceable parameter recording mechanism shall be established for the mass production process of injection molded parts.
To comply with the regulations set by this guideline, we carry out a three-phase project review for each of the PEEK projects we do: material selection verification mold flow analysis review trial molding process solidification.
Taking this into account, we now use JS Precisions accumulated database of around 1,500 PEEK injection molding cases at work which helped to realize client's total costs reduced by 18-25%.
Download the PEEK Injection Molding Alternative to Metal White Paper to understand material selection, shrinkage compensation, and mold design requirements, and assess the feasibility of your PEEK injection molding service in advance.
What Are The Core Gaps In Mechanical Properties Between PEEK Injection Molding Service And Traditional Metal Machining?
PEEK injection molding service parts exhibit a tensile strength ranging from 97-200 MPa, a density as low as 1.32 g/cm, and an elastic modulus varying between 3.6-24 GPa. Relative to the other materials mentioned, aluminum alloys, stainless steel, and titanium alloys, PEEK stands out with specific strength.
Mechanical Properties Comparison Table
|
Property |
PEEK Unfilled |
PEEK GF30 |
PEEK CF30 |
Al 6061 |
SS 316 |
Ti Grade5 |
|---|---|---|---|---|---|---|
|
Tensile Strength (MPa) |
97–110 |
160–180 |
230–250 |
310 |
520–1180 |
1000–1190 |
|
Density (g/cm³) |
1.32 |
1.51 |
1.44 |
2.70 |
7.95 |
4.43 |
|
Specific Strength (MPa·cm³/g) |
73–83 |
106–119 |
159–174 |
115 |
66–149 |
226–269 |
|
Fatigue Limit @10⁷ cycles (MPa) |
50–60 |
65–75 |
75–85 |
96 |
180–250 |
500–600 |
|
Creep Strain @200°C/10MPa/1000h (%) |
0.5–1.2 |
0.3–0.6 |
0.2–0.4 |
N/A |
N/A |
N/A |
Specific Strength and Fatigue Characteristics
- Strength Comparison:
Pure PEEK is between 97-110 MPa, PEEK with 30% GF fiber is 160-180 MPa, and PEEK with 30% CF fiber 230-250 MPa, while aluminum alloy 6061 approximately 310 MPa, stainless steel 316 approximately 520-1180 MPa, titanium alloy Grade 5 about 1000-1190 MPa.
- Specific Strength Comparison:
PEEK with 30% CF fiber about 159-174 MPacm/g, Aluminum alloy about 115, Stainless steel 316 about 66-149. In weight-constrained systems, PEEK CF30 is stronger than aluminum with load-bearing capacity per weight. That is a high-performance polymer molding's key benefit.
- Fatigue Limit:
With 10 cycles, a fatigue strength 50-60 MPa has been achieved for pure PEEK whereas the CF30 reinforcement increases it to 75-85 MPa, aluminum alloy 6061 a has value of about 96 MPa. PEEK plastic parts' molding fatigue behavior seems comparable to light metals.
Creep and Chemical Resistant
- Creep Resistance: At 200℃/10 MPa, PEEK's creep is at maximum 1.2% after 1,000 hours (a 0.5, 1.2% range) whereas for CF30, only 0.2, 0.4%.
- Chemical Corrosion Resistance: A vast majority of acids, bases, and organic solvents leave PEEK unaffected (mass change <0.1%) which is a major reason it beats out stainless steel 316 in salt-water.
Contact our engineer for a free calculation of your PEEK part mechanical property benchmarking data and to obtain a feasibility assessment report for PEEK injection molding services.

Figure 1: PEEK gears, washers, and components showcase lightweight alternatives to traditional metal parts.
How Are The Key Process Parameters For Precision PEEK Injection Molding Service Set?
The core process parameters of precision PEEK injection molding service include: molten PEEK at 320-360℃, mold at 180-220℃. Precisely controlling these factors determines how much of the PEEK will be crystalline (34%-44%) and the part's mechanical characteristics.
Melt Temperature Control
- 360℃ as the Lowest Point: At this low level one PEEK melt becomes too viscous (shear viscosity > 850 Pas) and difficult to fill from short runs.
- 400℃ as the Upper Level: At higher levels one PEEK chain will go through thermo-oxidation and degradation, which increases the melt index by > 15% and leads to a reduction in the mechanical properties of 30%-50%. This is the area of the PEEK injection molding process parameters, which cannot be changed at all.
Mold Temperature and Degree of Crystallization
- Important Level Tg (145℃): If the temperature at that point drops below it then cooling is too quick, crystallinity <20%, and the product is going to breakage.
- Desired Level 160-200℃: Crystallinity level is 34%-44%, heat distortion temperature goes up to above 250℃, and resistance of material to chemicals is also improved. This is one of the ways to ensure crystallinity of PEEK parts is properly controlled through the manufacturing process.
Injection and Holding Pressure Parameters
- Injection Pressure: 83-124 MPa, Holding Pressure: 55-110 MPa, the shrinkage rate of the thick-walled areas will be increased by 0.3%-0.6% if the holding pressure falls below 55 MPa.
- Forced Drying Conditions: 150℃×3-4 hours, moisture content ≤0.02%, surface silver streak defect rate will be affected if above mentioned criteria are not met.
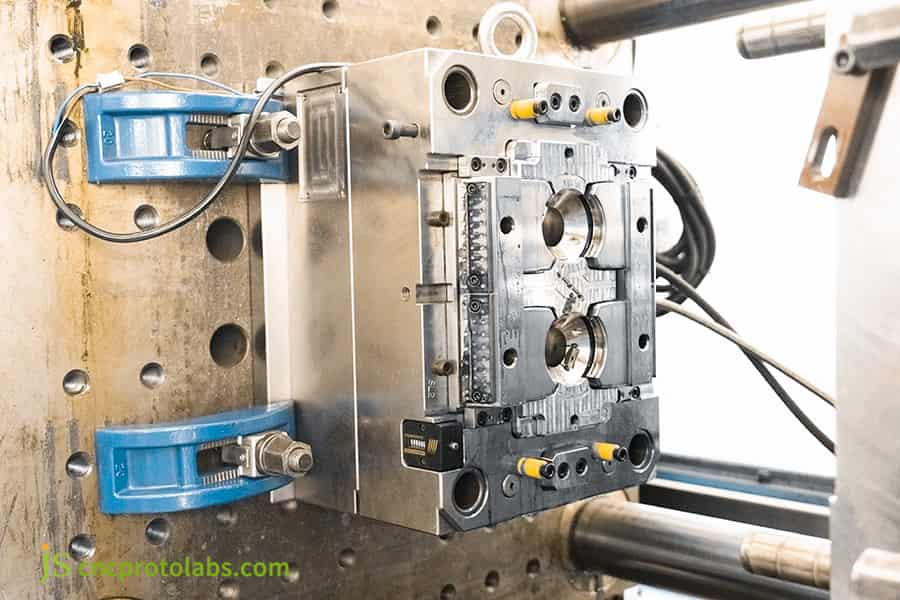
Figure 2: PEEK injection mold with precision cavities ready for high-performance polymer processing.
What Are The Non-Negotiable Mandatory Requirements For PEEK Injection Mold Tooling Design?
PEEK injection mold tooling needs special high corrosion resistive and wear-resistant mold steels (e.g. S136H,H13) with a hardness of HRC 48-54. The tooling must be fitted with an oil temperature controller for high temperature to have mold temperature of 160-200℃ controlled.
Steels and Coatings
S136H(HRC 52-54) for base metal, H13(HRC 48-52) for reinforcing part, with either TiN or DLC coatings (with 2-4µm thickness). Without coat, the wear rate is about 0.01 mm/100,000 cycles.
It is a requirement to use hot runner system: cold runner system scrap rate is between 20%-40%, while hot runner system reduces it to just over 3% and the yield is also enhanced from 68% up to 99.4%. To be able to maintain the high yield rate in PEEK molding, these requirements should be met: independent temperature control of the hot runner, temperature difference ≤±3℃.
Design of Gate and Cooling
- Gate Design: Minimum diameter=wall thickness × 0.5 and ≥ 1.0 mm, determination of the most appropriate gate location is done through Moldflow software so that weld line is located away from non-load-bearing area of the part by at least 5 mm.
- Cooling system: The conformal cooling channels are a must-have, they lower the variance in temperature on the mold surface from the current range of 12-15℃ down to 3℃. The channel diameter would be 8-12 mm and the minimum distance of the channel surface to cavity shall be at least 1.5-2 times the diameter of the channel.
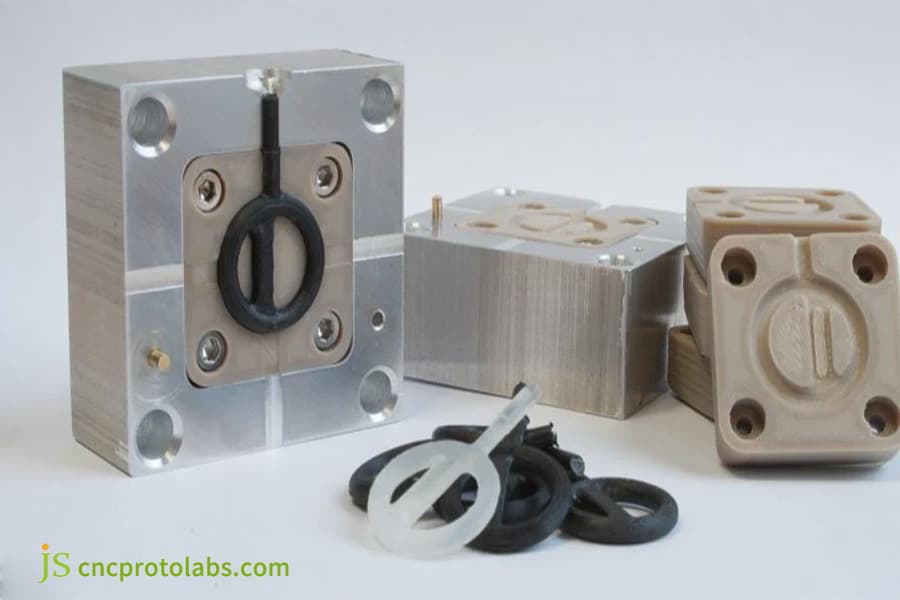
Figure 3: Steel PEEK injection mold with precision-machined inserts and high-performance cooling channels.
How Are Shrinkage Rate And Crystallinity Precisely Controlled In PEEK Component Manufacturing?
The core challenge of PEEK component manufacturing lies in controlling the shrinkage rate. Original shrinkage in the PEEK injection moulding process is 1.2%-2.5% (flow direction 1.2%-1.5%, transverse direction 1.4%-1.9%) and, after the reinforcement phase, is only 0.1%-1.1%.
Anisotropic Shrinkage and Molecular Level Crystallinity
- Molecular chains along the flow direction result in anisotropy. Shrinkage is 1.2%-1.5% in flow direction and 1.4%-1.9% in the transverse direction, so the warpage is mainly due to difference of 0.2%-0.7%.
- The relationship between crystallinity and shrinkage rate. For every 5% increase in crystallinity, the volume shrinkage increases by approximately 0.25%. When the crystallinity is 35%, the shrinkage is about 0.75% higher than when it is 20%. PEEK injection molding service requires precise control of crystallinity to stabilize shrinkage.
Reinforcement and Cavity Compensation After Filling Stage
- During compression, GF30 is at 0.3%-0.8%, CF30 at 0.1%-0.5%, but anisotropic shrinkage becomes worse (0.1%-0.3% for flow direction,0.5%-1.1% for the lateral direction).
- Cavity Compensation Technique: Adjust the cavity so that it is bigger about the flow and transverse directions shrinkages S_flow and S_trans, respectively. A good example of it is taking a desired length of 100mm plus the S_flow of 1.3%, so the cavity should be 101.3 mm long.
Holding Pressure and Process Capability
- Pressure Compensation of holding: By raising holding pressure to double from 55 to 110 MPa, the volumetric shrinkage can be reduced further by roughly 0.2%-0.4%. Holding time is until the gate solidifies (5-10 seconds).
- Capability Requirements for Process: SPC for major dimension tracking, Cpk≥1.33, complete size checking in first 50 trial runs to figure out shrinkage baseline. It is the molding ability of PEEK products itself that gives clue to the product uniformity of a batch. In fact, PEEK plastic parts molding is a process that directly impacts product uniformity within a batch.
In Which High-Demand Applications Have Lightweight PEEK Components Successfully Replaced Metal?
Metal has successfully been substituted by lightweight PEEK components in different applications such as Aerospace Automotive Oil and Gas, Semiconductor, and Medical. Each of these sectors has weight reduction goals and conditions of operation defined clearly. From aircraft seat brackets to downhole tools, PEEK injection molded components have opened an entirely new frontier for lightweight design.
Comparison Table of Five Major Application Areas
|
Industry |
Replaced Metal |
PEEK Part Examples |
Weight Reduction |
Key Requirement |
|---|---|---|---|---|
|
Aerospace |
Aluminum alloy |
Seat structures, cable clamps |
40–60% |
FAR 25.853 smoke toxicity |
|
Automotive |
Steel/Aluminum |
Transmission parts, EV motor housing |
50–70% |
120°C coolant resistance |
|
Oil & Gas |
Stainless steel |
Downhole tools, valve plates |
60–75% |
H₂S resistance, 200°C |
|
Semiconductor |
Stainless steel |
Wafer carriers, clamp rings |
50–65% |
Ultra-clean, low particles |
|
Medical |
Titanium |
Spinal cages, dental implants |
50–70% |
Biocompatibility, sterilizable |
Aerospace & Automotive
- Aerospace: Aluminum alloy supports and cable conduits are being replaced by a material that meets FAR 25.853 smoke toxicity standards. Some of the main components using this material are seat frames. Through the years, high-performance polymer molding has gathered enough validation data in this niche.
- Automotive and New Energy: PEEK has replaced metal in components of transmission and parts of turbo, and also in EV battery or motor housings, thereby decreasing the weight and increasing the driving range. PEEK injection molding is a reliable solution for automotive lightweighting
Oil & Gas and Semiconductors
- Oil & Gas Extraction: Downhole tools, compressor valve plates, and seals have been substituted with this material in high-temperature, high-pressure HS-containing environments instead of stainless steel and nickel-based alloys.
- Semiconductor Manufacturing: A material that has high cleanliness, low particulation, and strong chemical resistance is highly demanded for components like wafer carriers, clamping rings, and fluid handling. Here, stainless steel has been displaced by PEEK.
View the complete PEEK alternative metal case study library to learn how your industry can achieve weight reduction and cost reduction through lightweight PEEK components.
Figure 4: High-performance PEEK plastic parts molding for aerospace and automotive lightweight applications.
How Does The Cost-Effectiveness Of PEEK Plastic Parts Molding Compare With CNC Machining?
PEEK plastic parts molding only 1/25 the cost of making the same part by CNC machining. But injection molding needs an expensive mold that initially costs between 25,000-150,000. The point at which the cost per unit of the two processes is the same is usually around 1,000 to 5,000 units.
Cost Breakdown Comparison
- Injection Molding Cost: 25,000-150,000 mold cost (according to size, cavity, and hot runner), unit injection molding cost 2.50-8.00.
- CNC Cost: mold cost 0, unit machining cost 18-75 (material utilization rate 20%-40%, PEEK scrap included), 3 axis CNC machining time 80-120/h, 5 axis 150-250/h.
Break-even Calculation Formula
Break-even Point Q ≥ Mold Cost / (CNC Unit Cost - Injection Unit Cost)
|
Scenario |
Mold Cost ($) |
CNC Unit Cost ($) |
Injection Unit Cost ($) |
Breakeven Q (pcs/yr) |
|---|---|---|---|---|
|
Small part Φ50mm |
28,000 |
15.00 |
1.20 |
2,029 |
|
Medium part Φ80mm |
68,000 |
38.00 |
3.20 |
1,954 |
|
Large part 150×100×60mm |
120,000 |
75.00 |
6.50 |
1,752 |
Hidden Costs and Total Savings
- CNC Machining waste: If the cost of PEEK is about $P600-1,200/kg, then the scrap from CNC machining alone already adds up to a significant number. The material usage rate in PEEK injection molding services is way better than that of CNC machining.
- The shot loss using a hot runner system for injection is only 3.2%. For productions of over 10,000 parts annually, the total molding costs (inclusion mold depreciation) are reduced by 85%-92%. The economic feasibility of plastic replacing metal injection molding is particularly prominent in large quantities.
Get a free break-even point calculation for your project and a cost comparison report comparing PEEK plastic parts molding and CNC machining.
How Can One Scientifically Select The Appropriate Filler-Reinforced Grade For PEEK Injection Molding Services?
PEEK injection molding service offers three standard grades: unfilled, 30% fiberglass reinforced (GF30), and 30% carbon fiber reinforced (CF30). The selection criteria are: pure material selected for impact/durability, GF30 selected for stiffness/dimensional stability, CF30 selected for strength/wear resistance/thermal conductivity.
Comparison Table of Three Grades
|
Property |
PEEK Unfilled (450G) |
PEEK GF30 (450GL30) |
PEEK CF30 (450CF30) |
|---|---|---|---|
|
Tensile Strength (MPa) |
97–110 |
160–180 |
230–250 |
|
Elongation at Break (%) |
25–50 |
2–4 |
1–3 |
|
Flexural Modulus (GPa) |
3.6–4.1 |
12–14 |
20–24 |
|
HDT @1.8MPa (°C) |
148 |
330 |
335 |
|
Thermal Conductivity (W/m·K) |
0.25 |
0.35 |
0.92 |
|
Surface Resistivity (Ω·cm) |
>10¹⁴ |
>10¹⁴ |
10³–10⁵ |
|
Shrinkage (%) |
1.2–2.5 |
0.3–0.8 |
0.1–0.5 |
Selecting IF-THEN Rules
- If the operating temperature >200℃ and static load→GF30. Precision PEEK injection molding service can use this grade since it has a fairly complete process parameter library.
- If dynamic/friction-related→CF30. CF30 is the most wear-resistant type of PEEK plastic parts molding.
- If the medium is high-temperature water/acid/alkali and no reinforcement is required use the base material only.
- If wall thickness <1.0mm→CF30. With CF30, the fill integrity rate is 15% higher than virgin material.
Cost Estimation and Mold Service
- The cost is 600-900/kg for the virgin material, GF30 700-1,000/kg, CF30 900-1,400/kg.
- CF30 is harder on molds so they have to be serviced more frequently about 30% more often than for GF30, so a tradeoff needs to be struck. The material for a PEEK injection mold tooling must be in line with the reinforcement grade.
How Are Common Defects In High-Temperature PEEK Injection Mold Tooling Systematically Prevented?
Common defects in PEEK injection mold tooling include: warpage, shrinkage marks, weld lines, silver streaks, porosity, and burn marks. The core prevention strategies are: mold temperature ≥160℃, sufficient holding pressure, uniform cooling, thorough drying, and micro-venting.
Common Defect Types and Prevention Thresholds
- Warpage: Root cause is a mold surface temperature difference >5℃. Prevention threshold: Follow-the-shape cooling to control the temperature difference within ±3℃, wall thickness change rate <25%.
- Shrinkage Marks and Porosity: Root cause is insufficient holding pressure for thick walls (>4mm). Prevention: Holding pressure ≥80 MPa, holding time until the gate freezes (5–10 seconds), weight reduction holes for wall thicknesses >6mm. Precision PEEK injection molding service requires holding pressure parameters accurate to ±2 MPa.
- Insufficient weld line strength: Root cause is a merging temperature of two melt streams exceeding 360℃ by more than 20℃. Prevention: Mold temperature at the weld line ≥180℃, move the gate to offset the weld line from the non-load-bearing area by ≥5mm, and add venting.
- Silver streaks: Root cause is moisture content >0.02%. Prevention: Dry at 150℃ for 4 hours, dew point ≤-40℃.
- Internal porosity: Root cause is unvented volatile gases. Prevention: Back pressure 0.5–1.0 MPa, screw speed ≤60 rpm.
- Burn marks: Root cause is trapped gas compression temperature exceeding 450℃. Prevention: Venting groove depth 0.02mm, width 5mm, end insert venting (area 0.5%–1% of cavity projection).
- Short shot: Root cause is insufficient injection speed. Prevention: Thin-walled part speed ≥120 mm/s, actual barrel temperature ≥380℃, nozzle heating power >2.5 kW.
Systematic Prevention Strategies
- Mold Design Stage:
Employ conformal cooling channels, mold surface temperature difference ≤±3℃, venting groove depth 0.01–0.03 mm, width 3–5 mm, gate location analyzed using Moldflow to ensure weld lines avoid load-bearing areas. Mold design for PEEK plastic parts molding must include venting system simulation.
- Process Parameters Curing:
Drying conditions 150℃×4h, moisture content ≤0.02%, melt temperature 360–400℃, mold temperature 160–200℃, injection pressure 83–124 MPa, holding pressure 55–110 MPa, cooling time determined by the square of wall thickness (t_cool ∝ t_wall²).
- Process Monitoring and Feedback:
Cavity pressure sensors monitor the holding pressure curve in real time, SPC controls the critical dimension Cpk to ≥1.33. The first piece of each batch undergoes full-dimensional inspection, and a defect database is established to feed back into the design.
How Does JS Precision Use PEEK Component Manufacturing To Replace Metal In Automotive Water Pump Impellers?
JS Precision re-engineered a Tier 1 supplier of a new energy vehicle company's ADC12 aluminum alloy CNC-machined electric water pump impeller (320g, blade thickness 0.8mm) to a PEEK 450G injection molded impeller (95g weight, 70.3% weight reduction), that meets 8000rpm dynamic balancing G2.5 grade and 120℃ coolant corrosion resistance testing conditions.
Customer Challenges
- Electrochemical Corrosion: Aluminum alloys in ethylene glycol/water coolant (pH 8-10, temperature 90-115℃) produce alumina particulates that clog bearings which eventually results in failure rate of 3.8% (industry requirement <0.5%).
- High Processing Costs: The total cost for die-casting plus CNC finishing is 38 per piece, resulting in the yearly cost of 3,040,000.
- Low Dynamic Balance Consistency: The die-cast wall thickness deviation is 0.15mm, the pass rate after CNC weight reduction is only 92.5%.
JS Precision Solution
- Material Selection and Corrosion Test:
Victrex PEEK 450G pure material is selected as the base. When immersed in a medium containing ethylene glycol and water (1:1 ) at 120℃ temperature for a period of 1000 hours, the material retained 98.5% of its initial tensile strength without showing any sign of corrosion. Material verification of PEEK injection molding services is a critical step in project planning.
- Mold Design and Shrinkage Compensation:
Three-plate mold structure. Shrinkage is 1.3% in the flow direction and laterally 1.7%. Single-point center hot runner with a needle valve, and 8 blades with ring-shaped venting grooves (0.02mm depth, 3mm width) at the ends. Conformal cooling was set along the surface of the impeller, and the surface temperature difference of the mold ≤2.8℃.
Lessons Learned:
- T1 Short Shot: When the injection speed was set to100mm/s, the temperature reduced to 365℃ as the melt front arrived at the 0.8mm blade tip.
Corrective actions: Speed was increased to 130 mm/s, acceleration was 50 mm/s, short-shot rate was reduced from 15% to 0.5%. - T2 Dynamic Balance G6.3: Runner diameter from center gate was 6mm, excessive shear heating created abnormal local shrinkage close to the gating.
Correction: Runner diameter was raised to 8mm, a 0.02mm annular venting groove was also added facing the gate, resulting in an improvement of dynamic balance to G2.5.
ISO 178:2019 Plastics, Determination of Flexural Properties clearly states: Flexural test shall be carried out using standard specimens with preferably a span-to-thickness ratio of 16:1.
To be compatible with this standard, we selected blade root flexural strength 85% of base material as an acceptance criterion when impeller trial molding. Structural reliability was also ensured. The validation system for high-performance polymer molding shall be benchmarked against international standards.
Final Results
- Part Weight: 95g (originally made of aluminum alloy that was 320g), the weight is reduced by almost 70%.
- Dimensional Accuracy: Blade thickness 0.80.04mm, mounting hole position 0.03mm, flatness 0.03mm.
- Unit Price: $3.20 (originally a CNC solution at $38), yearly cost $256,000 (originally $3 040 000), savings rate 91.6%.
- Mould Investment: $52,000 (including hot runner and conformal cooling), payback period ~2.2 months.
- Corrosion Resistance Test: Circulation in coolant at 120℃ for 1000 hours, no corrosion products and weight change -0.02%.
- Dynamic Balance Pass Rate: 99.8% (originally CNC 92.5%).
Get a comparison report of similar PEEK impeller DFM optimization solutions and costs. Upload your drawings to JS Precision and receive a free evaluation and PEEK component manufacturing quote within 24 hours.
FAQs
Q1: What dimensional tolerance can PEEK injection molding reliably deliver in series production?
The batch production tolerance is ±0.05 mm and shrinkage at critical mating surfaces can be compensated to ±0.03 mm. That means CPK≥1.33 and pass rate >99.99%. In fact, the accuracy of a PEEK parts production is already sufficient to qualify for a major part of metal substitution cases.
Q2: Should we expect injection-molded PEEK to have the same mechanical properties as machined pieces of the same material?
The difference in static mechanical characteristics is around 5%. The strength around the weld line area is typically reduced by 15%-25%. JS Precision works carefully in placing the gate so that the weld line runs at least 5 mm away from the non-load-bearing area and does not weaken the product. Weld line management is among the decisive factors which make our PEEK injection molding service of such high quality.
Q3: How long can injection molds for PEEK last, when comparing unfilled vs. Reinforced grades?
PEEK in a pure grade using S136H (HRC 52) tooling should last about 500,000 to 1,000,000 molding cycles. For reinforced GF30/CF30 grade using H13+TiN coated tooling 300,000 to 500,000 cycles and further repairs will be needed after these limits have been exceeded.
Q4: What is the minimum order quantity (MOQ) for PEEK injection molding, and what factors determine it?
After a complete payment of the mold fee, MOQ can go down to 2 thousand units. Should you annual requirements be <5 thousand parts then a CNC/injection molding joint solution may be the best option for you.
Q5: What considerations are there for choosing between 30% glass filled (GF30) and 30% (CF30) PEEK for an application?
CF30 is a better thermal conductor than GF30 (thermal conductivity of 0.92 vs 0.35 W/m·K), so for parts with a mold temperature a few degrees higher CF30 can save 10-15℃. CF30 allows even a 10-15 MPa lower injection pressure but it will be more abrasive. Friction or heat dissipation cases should go for CF30 and static loads or dimensional accuracy scenarios pick GF30.
Q6: Is it necessary to carry out post-molding annealing of PEEK parts, and under what conditions it is an obligation?
Annealing is required for parts with a wall thickness >4 mm, or an operation temperature >200℃: it involves holding the part at 200℃ for 1-2 hours, and afterward slow cooling with 20℃/h. Dimensional changes up to 0.05%-0.10% might be caused by the annealing.
Q7: What advantages is JS Precision offering for PEEK injection molding Beyond other suppliers?
As a PEEK injection molding provider JS Precision owns its workshop (lead time of 4-6 weeks), has a process of 1,500+ projects (2-3 trial moldings), and the company meets the highestquality standards by having AS9100D/IATF 16949 certifications, (Cpk≥1.33). It also supplies over 5 million pieces yearly, gives free DFM assessment and offers a very fast 48-hour quotation turnaround time.
Q8: What breakdown items are included in JS Precision quotation for PEEK injection molding services?
The quotation includes six items: mold cost, material cost (net weight x 1.03 waste factor), injection molding processing fee, secondary processing fee, packaging and transportation fee, and first piece inspection report fee. Submit drawings to receive free DFM evaluation. The quotation for plastic replacing metal injection molding should cover the full lifecycle cost.
Summary
PEEK injection molding has replaced metals such as aluminum alloys, stainless steel, and copper alloys on a mass scale in automotive aerospace oil and gas, semiconductor, and medical sectors. This article provides a complete engineering decision-making framework for PEEK injection molding to replace metals from seven dimensions: mechanical comparison, process window, mold hardness requirements, shrinkage anisotropy, three major level selection rules, and seven types of defect prevention thresholds.
Want an accurate quote for your PEEK injection molding service? Submit your part drawings (STEP/IGS format) at JS Precision, and we'll be back with your free DFM assessment report in 48 hours. It will include a recommended PEEK grade, shrinkage compensation scheme, initial mold structure plan, plus a detailed quotation (mold fees + unit cost). Send your CAD drawings now to receive your complimentary technical evaluation and quote.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

