¿Cuánto cuesta el moldeo por inyección? Una guía de precios de 2026 para ingenieros
Escrito por
Precisión JS
Publicado
Jul 17 2026
moldeo por inyección
Síguenos
El
costo del moldeo por inyección depende de lo complicada que sea la herramienta, la elección del plástico y el tamaño del pedido. En general, las inversiones en moldes por primera vez varían entre 3.000 y más de 100.000, mientras que los costes unitarios disminuyen de 5,00 a menos de 0,20 a medida que aumentan los volúmenes.
En esta publicación de blog explicaremos las relaciones entre los requisitos de precisión dimensional, los diferentes tipos de grados de metal para fabricar moldes, el tiempo de ciclo y presentaremos a los ingenieros que trabajan para la empresa de piezas cómo reducir el coste total de la pieza (TCO).
Referencia rápida sobre costos de moldeo por inyección
Volumen de producción
Acero para herramientas recomendado
Rango de costos de herramientas
Precio medio de pieza
Optimización de costes clave
100–1000 unidades (prototipo)
Al 7075/P20
$2500–$8000
$3,50–$8,00
Marco modular MUD, mecanizado de base de salto
De 5000 a 50 000 unidades (a mitad de tirada)
P20/718H
entre 8.500 y 25.000 dólares
$1,20–$2,50
Pared 2,0 mm, multicavidad + expulsión automática de canal frío
Más de 100.000 unidades (alto volumen)
H13 apagado (HRC 48–52)
$30 000–$100 000+
$0,15–$0,80
Canal caliente, elimina bebedero, acorta el ciclo
Hallazgos clave
La vida útil del molde se ve afectada en gran medida por la dureza del acero: Para series de producción que involucran millones de molduras, use acero para moldes H13/1. 2344 endurecido con 11-1/2% de cromo que tenga una dureza de Rc 46 - 50 para poder soportar el roce de fibra de vidrio.
El espesor de las paredes de la pieza influye en gran medida en el tiempo de enfriamiento: Un aumento de 1 mm en el espesor de la pared daría como resultado un aumento de 4 veces el tiempo de enfriamiento y un aumento sustancial en los costos de mano de obra por pieza.
Uso de sistemas de canal caliente para producción de miles de piezas: si los volúmenes de producción superan las 10 000 unidades, entonces es posible recuperar el costo del molde inicial con un sistema de canal caliente sin compuerta en solo 6 meses.
¿Por qué confiar en el servicio de moldeo por inyección de bajo coste de JS Precision?
Basándonos en los 15 años de experiencia en ingeniería de nuestro equipo en moldeo por inyección de plástico, un proveedor que promete un servicio de moldeo por inyección confiable y de bajo costo debe tener bucles de datos rastreables en tres decisiones principales: tipo de acero del molde, diseño del espesor de pared para la fabricación (DFM) y opciones del sistema de rodadura. Gracias a nuestra amplia experiencia en proyectos de alojamiento de sensores industriales, los clientes que utilizaron nuestra solución de moldes y productos pudieron fabricar alrededor de 38 000 moldes a $185 cada uno, con un tiempo de ciclo de 34 segundos, lo que resultó en una tasa de defectos del 8,5 %.
Una vez que se introdujo el sistema de enfriamiento conformado H13 +, el tiempo del ciclo se redujo a 23 segundos y el costo por pieza se redujo a $1,12. Aunque el número de moldes ascendió a 42.000, pudimos recuperar el coste en 8,7 meses y producir 120.000 piezas al año.
ISO 9001:2015 El sistema de gestión de calidad establece claramente: Se deben establecer mecanismos de registro de parámetros rastreables para el proceso de producción en masa de piezas moldeadas por inyección, y los datos clave del proceso y las actividades de producción se conservarán hasta el final del ciclo de vida del producto.
Para satisfacer el estándar, realizamos el monitoreo SPC en cinco fases de cada molde y proyecto de desarrollo de producto: el molde se diseña, se produce mediante una máquina CNC, se termina mediante electroerosión, se realiza el moldeo de prueba de las piezas y las piezas se producen en masa. Durante este proceso, el Cpk dimensional crítico de los productos se mantiene por encima de 1,33.
Estas técnicas se han desarrollado en la base de datos JS Precision de nuestra empresa de alrededor de 1800 proyectos de moldeo por inyección y abarcan toda la gama desde microlotes AI/MUD hasta la producción en masa de H13. Esta base de datos permite un ahorro promedio de TCO del 18 al 28 % para nuestros clientes.
Descargue el documento técnico sobre optimización de costos de moldeo por inyección 2026 para dominar la selección de acero para moldes, las fórmulas de espesor de pared y los métodos de cálculo del ROI de los canales, y evaluar de manera proactiva el potencial de reducción de costos de su servicio de moldeo por inyección de bajo costo.
¿Cuánto cuesta el moldeo por inyección según los factores principales de las herramientas?
El factor más importante que determina cuánto cuesta el moldeo por inyección radica en la estructura interna del molde: el número de cavidades, los mecanismos laterales de extracción de núcleos, como deslizadores y expulsores, el grado del acero inoxidable y los estándares de acabado de la superficie, son los factores físicos clave que determinan el costo del moldeo por inyección. herramientas.
Elementos de coste y gestión del tiempo del molde de inyección
Servicios de diseño de moldes (10-15%): validación DFM, simulación de flujo del molde, modelado 3D de la estructura del molde.
Compras de acero para moldes (25-35%): P20 alrededor de $5-8/kg, H13 alrededor de $12-18/kg, S136 aproximadamente $20-30/kg.
Mecanizado y mecanizado por descarga eléctrica (35-45%): semiacabado de cavidades - acabado de superficies - electroerosión por hilo - electroerosión por espejo, que constituye la mayor parte de la duración del mecanizado de moldes.
Procesos de tratamiento térmico (3-8%): El H13 debe tratarse térmicamente mediante enfriamiento al vacío + revenido para alcanzar HRC 48-52.
Ensamblaje de moldes y ejecución de pruebas (5-10%): configuración del molde, acabado de superficies, ajuste de moldeo de prueba T1/T2.
Impacto en los costes del recuento de cavidades y los mecanismos laterales
Cavidad única frente a cavidades múltiples:Una sola cavidad es el estándar 1x. El tiempo de mecanizado de dos cavidades aumenta entre un 50 % y un 70 % mientras que el tiempo de mecanizado de cuatro cavidades puede aumentar entre un 120 % y un 150 % en comparación con el de una sola cavidad. Por pieza, los moldes de cuatro cavidades pueden ser entre 3,2 y 3,8 veces más rápidos que los moldes de una sola cavidad.
Deslizadores y elevadores: Cada mecanismo lateral adicional añade aproximadamente entre $1500 y $3500 al costo, ya que requiere accesorios de molde inclinados adicionales, placas de desgaste, resortes y elementos de límite.
Nivel de acabado superficial: el pulido espejo SPI A1 (Ra<0,05μm) requiere un costo de posprocesamiento adicional de 800-3000, a diferencia del texturizado simple VDI 27.
Comuníquese con un ingeniero para obtener un desglose gratuito de los costos de la estructura de su molde y una cotización transparente para el costo de las herramientas de moldeo por inyección.
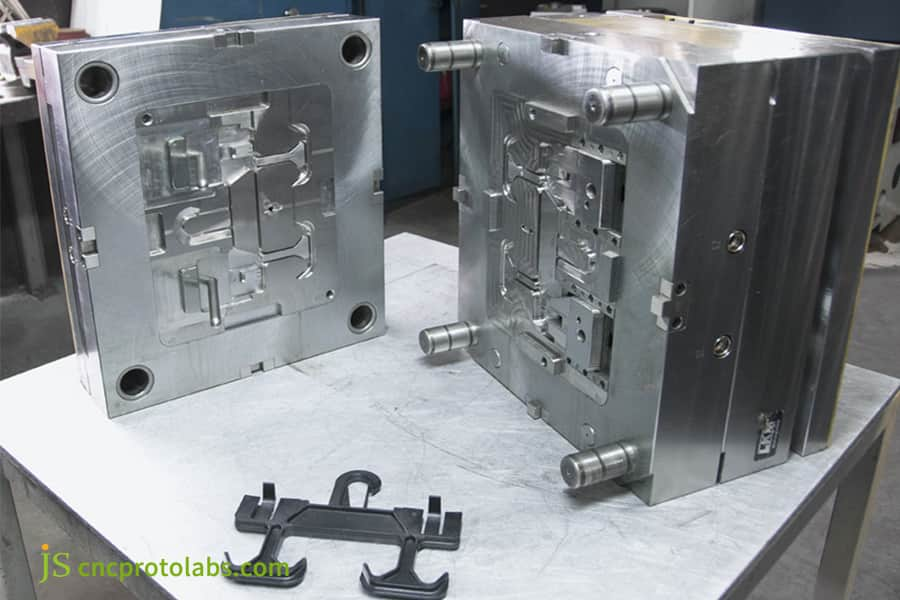
Figura 1: Molde de acero diseñado con precisión con componentes de plástico terminados sobre una mesa de taller.
¿Por qué la optimización del espesor de la pared controla el costo de las herramientas de moldeo por inyección?
Establecer un espesor de pared de pieza constante de entre 1,5 y 2,5 mm es la forma más sencilla de ahorrar tiempo del ciclo de enfriamiento y reducir los costos de procesamiento por pieza. Además del factor costo, las variaciones en el espesor de la pared pueden generar otros problemas como deformación y contracción, lo que a su vez aumenta el coste de las herramientas de moldeo por inyección aún más.
Fórmula empírica para el tiempo de enfriamiento:
Tiempo de enfriamiento ≈ Coeficiente de enfriamiento del material × Espesor de pared²
Donde C es el coeficiente de enfriamiento del material, para plásticos de ingeniería a temperatura ambiente como ABS/PP, C≈2,5, para PC/POM, C≈3,0-3,5.
Impacto cuantitativo del espesor de la pared en el tiempo del ciclo
Espesor de pared de 2 mm → Tiempo de enfriamiento básico aproximadamente 2,5 × 2² = 10 segundos
Espesor de pared de 4 mm → El tiempo de enfriamiento aumenta a 2,5 × 4² = 40 segundos
Añadir un espesor de pared de 1 mm a 2 mm significa cuadriplicar el tiempo de enfriamiento, y esto resulta en un aumento de los costos de mano de obra de la máquina. Esta es una de las razones por las que los proveedores de servicios de moldeo por inyección de bajo costo deberían centrarse fuertemente en la revisión del diseño del espesor de pared en DFM (Diseño para fabricación). De hecho, el concepto es el siguiente: por cada milímetro adicional de espesor de pared, no solo se compra plástico, sino que también se espera una máquina. tiempo.
Secuencia de efectos del espesor de pared desigual
Deformación: La diferencia de temperatura es superior al 25%, el enfriamiento en el área de la pared gruesa se retrasa, produciendo tensión interna, la desviación de planitud es de 0,15-0,30 mm.
Marca del hundimiento: Los canales de presión de retención en el área de la pared gruesa se congelan prematuramente, el resultado es una profundidad de colapso localizada de 0,05-0,20 mm.
Reglas de diseño de nervaduras: El espesor de la raíz de la nervadura debe ser como máximo del 60 % del espesor de la pared principal, con una altura de 5 veces el espesor de la pared, para eliminar las marcas de contracción posterior.
Envíe dibujos en 3D para recibir un análisis gratuito del flujo del molde y una evaluación de la reducción de costos del espesor de la pared para un control preciso del costo de las herramientas de moldeo por inyección.
Figura 2: Trabajador midiendo un recinto de plástico gris con un calibrador digital.
¿Cómo evaluar opciones de servicio de moldeo por inyección de bajo volumen para lotes pequeños?
Ahorrar alrededor del 40 % sobre el precio inicial de la base del molde usando moldes rápidos de aluminio Al 7075 o sistemas de base de herramientas MUD universales es una enorme ventaja de costos para el servicio de moldeo por inyección de bajo volumen, donde en total no hay se producirán más de 1.000 piezas.
Comparación de límites físicos de moldes de aluminio frente a moldes de acero
Propiedad
Herramientas Al 7075
Herramientas de acero P20
Dureza (HB)
150-180
280–330 (HRC 28–32)
Conductividad térmica (W/m·K)
130-170
35–45
Velocidad de mecanizado
2 o 3 veces más rápido que el acero
Estándar
Vida útil (ciclos)
5.000-20.000
500.000
Compatibilidad llena de GF
No recomendado
Gama completa
Ámbito de aplicación: Al 7075
Beneficios: Tiene una alta conductividad térmica (aproximadamente 3-4 veces mayor que la del P20) y se puede cortar muy rápidamente mediante fresado CNC. Además de eso, el ciclo del patrón de prueba se puede reducir a 2-3 semanas.
Restricciones: El límite elástico es bajo, no es resistencia a la erosión de la fibra de vidrio. La presencia de un 30% de fibra de vidrio en PA66 hará que la tasa de desgaste de las cavidades del molde de Al 7075 sea aproximadamente 5-8 veces mayor que la de los moldes de acero, y su vida útil sería de solo 5.000-10.000 ciclos.
Guía de selección: Si va a utilizar materiales de bajo desgaste y sin relleno (por ejemplo, PP, ABS y PS puros) y realizará tiradas pequeñas (es decir, menos de 5000 unidades), recomendamos encarecidamente utilizar Al 7075 para ayudar a ahorrar costos, si hay fibras o partículas de vidrio agregadas al material o si planea producir grandes cantidades (más de 10,000 unidades), le recomendamos que lo haga. utilice un molde de P20 o acero inoxidable de calidad superior, que es más duradero.
Oferta de lotes pequeños de JS Precision: MUD (base de molde modular)
Base de molde prefabricada estándar MUD (matriz de unidad maestra): el cliente solo debe mecanizar y cobrar por los insertos de núcleo/cavidad, mientras que las piezas comunes como piezas en bruto de molde, pilares guía y varillas de reinicio se suministran sin cargo.
Efectividad de costos: A diferencia del mecanizado tradicional de moldes completos, el molde MUD es una solución que le ayuda a ahorrar hasta un 45 % en el costo inicial de apertura del molde.
Cambiabilidad: Con la misma base de molde MUD podrás colocar diferentes núcleos para pequeños lotes de diferentes productos.
¿Qué factores materiales clave dictan las escalas generales de costos del moldeo por inyección?
El precio por kilogramo de plástico en bruto está determinado principalmente por estos factores: resistencia térmica, índice de retardo de llama, proporción de material modificado y mercado. La cotización del servicio de moldeo por inyección personalizado también debe tener en cuenta estos elementos no físicos.
Gradientes de precio y rendimiento de los plásticos de ingeniería de uso común (referencia 2026)
Material
Precio ($/kg)
Temperatura (°C)
Rasgo clave
PP / PE
0,8–1,8
180–240
Proceso sencillo y de bajo coste
ABS
1,8–3,5
220–260
Equilibrio de mecánica y superficie
PA6 / PA66
3,5–6,0
240–290
Alta resistencia, higroscópico
PC
4,0–7,0
280–320
Impacto y transparencia
POM
3,0–5,5
190–230
Baja fricción, resistente al desgaste
VISTAZO
80–120
360–400
Resistencia química y a temperaturas extremas
Factores no físicos que afectan el precio unitario del material
Reforzado con fibra de vidrio (GF30): El precio unitario aumenta aproximadamente un 50%, un aumento enorme con respecto al original, pero la resistencia es de dos a tres veces mayor que la del original. Hay que considerar el mayor coste derivado del desgaste de los moldes.
Certificación de retardante de llama UL94-V0: El precio aumenta un 20%, pero es uno de los requisitos imprescindibles para piezas como electrónicas o automotrices.
Marca Premium: los materiales originales de Sabic/Covestro cuestan entre un 10 y un 25 % más que los materiales alternativos nacionales, pero pueden ofrecer una mejor estabilidad de lote (Cpk).
Contracción y tolerancia: Los materiales con una alta contracción como POM 1,5-2,5 % y PP 1,0-2,5 % necesitan compensación de molde para tener tolerancias de 0,02 mm, lo que duplicará el número de molduras de prueba, con 500-2000 pruebas por sesión de moldeo.
Estrategias de ahorro de costes de JS Precision
Adquisición centralizada a través de un volumen de compra anual de más de 300 toneladas y firma de acuerdos estructurales anuales con los fabricantes originales para que los clientes puedan hacer uso del precio.
Material de reciclaje: entre un 20 y un 30 % de los materiales se reciclan en piezas estructurales sin apariencia para lograr una mayor reducción de los costos unitarios de material entre un 8 y un 15 %.
Control del consumo de energía durante la etapa de secado Los PA6/PC se ven obligados a secar hasta que contengan menos del 0,02 % de humedad para evitar la pérdida de alambres de plata (un costo oculto con una tasa de desguace del 5-15 %).
El coste del moldeo por inyección de material no es que cuanto más barato mejor, en realidad es que no es un precio unitario tan bajo lo que resulta más ventajoso. El PC a 2-3 dólares/kg puede parecer más caro en comparación con el PA66, pero su ciclo más corto de 5 segundos y un 30 % más de vida útil del molde lo convierten en una opción más económica para la producción de gran volumen.
Figura 3: Varias piezas de plástico y moldes sobre una mesa de metal.
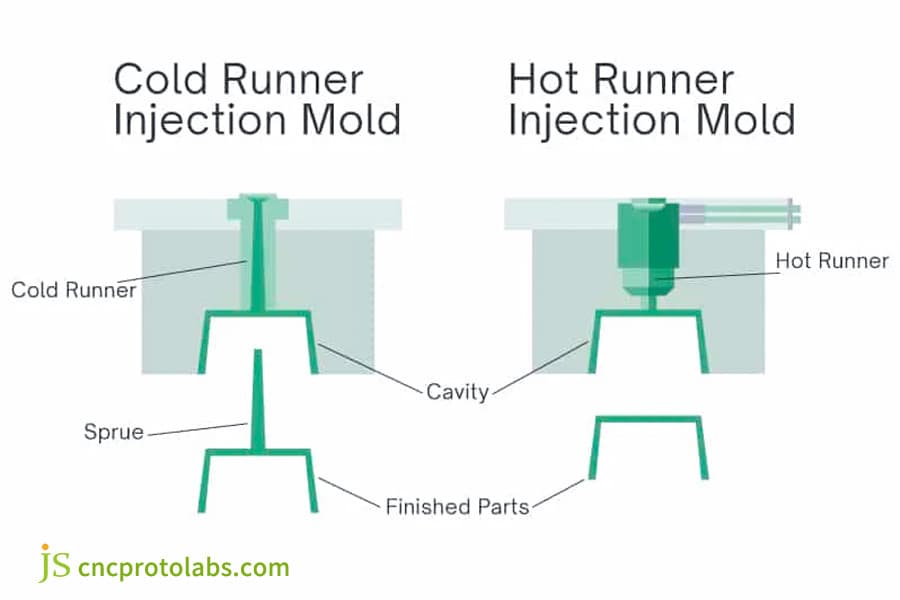
¿Cómo calcular el retorno de la inversión a largo plazo de la cotización de canal caliente frente a canal frío en moldeo por inyección?
Los canales fríos son moldes menos costosos, pero en la producción en masa son superados por los sistemas de canales calientes, ya que su mayor desperdicio de bebedero combinado con las operaciones de recorte manual conducen a una mayor ineficiencia general. Al evaluar la cotización de moldeo por inyección, es necesario realizar cálculos de ROI para el sistema de canal de flujo.
La fórmula del coste del desperdicio del corredor
Coste de desperdicio de material =Peso del corredor × Volumen de producción × Precio unitario del material
Tenga en cuenta que el peso del corredor se presenta en kg, el volumen de producción será el número de unidades, el precio unitario del material se proporciona en $/kg.
Ejemplo de caso: 1 molde, piezas de ABS de 4 cavidades, 15 g/p, canal de 20 g, producción anual = 100 000 p
Cortina fría: Peso total de la corredera = 20 g × 100 000 = 2000 kg. El peso del ABS se calcula en 3 g/kg, costo de desecho = 6000; costo de corte manual: 0,08 g/parte × 100 000 = 8000; pérdidas totales relacionadas con los rodetes de 14 000 $/año.
Canal caliente: Desecho del canal 0 (excluyendo los residuos de la compuerta solo < 3,2%), pero el costo del molde aumenta entre $6000 y $12000.
Beneficio del tiempo de ciclo: con el canal caliente, la presión de mantenimiento + el tiempo de enfriamiento se reducen aproximadamente un 25 %, por lo que el tiempo del ciclo por pieza única pasa de 30 s a 22,5 s. Con una tasa de equipo del 80 por ciento por hora, el tiempo de procesamiento de una sola pieza se reduce de 0,67 a 0,50, lo que produce un ahorro de 17 000 dólares por cada 100 000 piezas al año.
Período de recuperación de la inversión: Prima de canal caliente 9.000÷(14.000+17.000-0)/año ≈ 3,5 meses.
Recomendaciones para la selección de corredores de JS Precision:
<10.000 unidades/año: canal frío + base de molde MUD, control de inversión inicial.
10 000-100 000 unidades/año: Evalúe el ROI del canal caliente, el punto crítico es aproximadamente 25 000 unidades/año.
>100.000 unidades/año: configuración estándar de canal caliente, período de recuperación de la inversión en 6 meses.
Contáctanos gratis para calcular el ROI del canal de flujo de tu proyecto y obtener un informe de análisis comparativo de los canales de flujo frío y caliente en la cotización de moldeo por inyección.
Figura 4: Sistema complejo de molde de canal caliente en fábrica.
¿Qué directrices de DFM reducen los costes del servicio de moldeo por inyección personalizado?
El desarrollo de productos puede revolucionarse cuando el análisis DFM se realiza en la fase inicial de diseño; las investigaciones muestran que la implementación puede generar un ahorro del 30 % en el costo del molde al no implementar la extracción lateral del núcleo y al hacer que los ángulos de salida sean más eficientes. Esta es una ventaja que utiliza el servicio de moldeo por inyección personalizado para destacar por su precio.
Ángulo de salida
Superficie exterior: 1-2° por lado; para superficies texturizadas, se requiere un ángulo de inclinación adicional de 1,5 por cada 0,025 mm de profundidad de grabado.
Superficie interior (incluidas las nervaduras): 0,5-1° por lado, para cavidades profundas (>50 mm), se requieren 2-3°.
Costo: Cada disminución de 1 en el ángulo de inclinación provoca un aumento de la fuerza de expulsión de aproximadamente un 20 %, un aumento de la tasa de desechos de un 3 % a un 8 % y un aumento del costo del pulido posterior al procesamiento entre $500 y $2000.
Eliminación de socavaduras
Deslizador de socavados/eyector en ángulo: Cada característica mecánica lateral añade un costo de entre 1500 y 3500 dólares.
La mejor solución es eliminar las socavaduras y tener un diseño de tipo de cierre, obteniendo una estructura de molde de tracción recta, lo que reduce los costos del molde en un 30-40 %.
Caso típico: el diseño inicial tiene 4 socavados, lo que da como resultado 4 controles deslizantes y cuesta alrededor de 10 000+, se cambió a un orificio pasante + tracción recta , lo que generó un ahorro de más de 7000+ y redujo el período de producción entre 5 y 8 días.
Espesor de pared y nervaduras (haciendo eco del Capítulo 4)
Espesor de pared uniforme 1,5-2,5 mm, diferencia <25 %.
Espesor de las nervaduras ≤ 60 % del espesor de la pared principal, altura ≤ 5 × espesor de la pared.
¿Cómo JS Precision optimizó la temperatura de la herramienta y el tiempo de ciclo para carcasas de sensores industriales?
Al fabricar una carcasa de PC/ABS moldeada por inyección de precisión, JS Precision logró reducir el ciclo de producción en 11 segundos mediante el uso de enfriamiento conforme y acero H13, que es un método típico de reducción de costos a través de procesos en la fabricación de moldeo por inyección personalizado.
Problemas planteados por el cliente:
Después de haber producido en masa un artículo para equipos de sensores industriales, el cliente continúa produciendo una carcasa de PC/ABS de clips de precisión. En algunas zonas de las paredes el espesor es desigual (2,8 mm) y, dado que los canales de agua rectos convencionales no funcionan bien para disipar el calor, la refrigeración es inadecuada. La duración del ciclo de moldeo es de 34 segundos y la proporción de defectos de contracción de la superficie ha alcanzado hasta el 8,5%, lo cual es alto. Según el cliente, la demanda anual es de 120.000 unidades. Con una capacidad de máquina de 80 unidades por hora y un costo de procesamiento de 0,76 por unidad, el costo anual de la máquina sería de $91 200.
La solución de JS Precision:
Cambio de molde del núcleo: los canales de enfriamiento conformes se imprimen utilizando tecnología tridimensional a una distancia fija de 4,5 mm desde la superficie de la cavidad hasta la línea del punto medio del canal (los canales de agua rectos tradicionales se caracterizan por distancias superficiales de 6 a 12 mm que siguen cambiando).
Actualización del acero: el acero se actualizó de P20 (HRC 30) a acero endurecido H13 especialmente importado (HRC 50), lo que permite una resistencia al desgaste menor de PC/ABS + fibra de vidrio y duplica la vida útil ante la fatiga térmica.
Optimización de los parámetros de mantenimiento de la presión: presión de mantenimiento de 75 MPa, tiempo de mantenimiento de 4,5 s (confirmado mediante la prueba de congelación de la puerta de enlace), reducción de la tensión residual
Experiencia en resolución de problemas:
En la fase de moldeo de prueba inicial del ciclo T1, un caudal de medio de enfriamiento demasiado alto (número de Reynolds > 10,000) causó cavitación en los canales de agua conformes, lo que resultó en temperaturas bajas locales en la superficie del molde de 3 a 5 ℃, lo que provocó una contracción.
Solución: Ajuste el circuito de la bomba de agua para que el número de Reynolds permanezca en el estado turbulento ideal de 4000 (el punto donde el coeficiente de transferencia de calor es máximo y la cavitación no es un problema) y se resuelve el gradiente desigual de temperatura.
ISO 20457:2018 especifica que: Las tolerancias dimensionales de las piezas moldeadas de precisión deben marcarse en segmentos según los requisitos funcionales, mientras que la compensación de la contracción en las esquinas, donde el espesor de la pared cambia rápidamente, debe realizarse por separado.
En la fase del proceso de moldeo de prueba del presente proyecto, hicimos el ajuste más preciso ajustando la tolerancia del ajuste a presión a ±0,03 mm (grado excelente DIN 16742) para garantizar un ajuste a presión seguro.
Resultados finales
Tiempo de ciclo: 34 s → 23 s (↓32,3 %)
Procesamiento de una sola pieza: 0,76 → 0,51 (↓32,9%)
Costo anual de la máquina: 91 200 → 61 200 (ahorro de 30 000 USD al año)
Tasa de defectos: 8,5 % → 0,1 %
Período de recuperación del molde: (42 000-29 000) = 13 000 ÷ (30 000 + $120 000 × ahorro de desechos por contracción) ≈ Aproximadamente 4,2 meses
Comentarios de los clientes: El análisis de precisión del flujo del molde y el diseño de enfriamiento conforme de JS Precision nos ahorraron casi un 30 % en costos de mano de obra por pieza y la entrega fue muy puntual.
Vea las historias de éxito de moldeo por inyección de precisión industrial para descubrir cómo los servicios de moldeo por inyección personalizados pueden reducir los costos en un 30 %.
¿Cómo dictan los requisitos de tolerancia de alta precisión las escalas de costos de herramientas de moldeo por inyección?
Aumentar los requisitos de tolerancia desde un ±0,1 mm relativamente flojo hasta un ±0,02 mm muy ajustado conducirá a una duplicación del tiempo de mecanizado del molde y la cotización del moldeo por inyección será una prima considerablemente más alta.
Flujo de procesamiento para la fabricación de moldes de precisión
Estándar (±0,1 mm): fresado de precisión CNC el trabajo de cavidad + desbaste por electroerosión es bastante bueno, el tiempo de mecanizado de una cavidad es de alrededor de 8 a 12 horas.
Precisión (±0,05 mm): fresado de precisión CNC + acabado fino EDM + pulido local, tiempo de mecanizado de una cavidad de 12 a 20 horas.
Ultrapreciso (±0,02 mm): exige un rectificado de avance lento extremadamente preciso + mecanizado lento por electroerosión por hilo (corte por hilo) a nivel de micras, tiempo de mecanizado de una sola cavidad de 20 a 35 horas. Gasto adicional en consumibles de electrodos de 300-800.
Problemas causados por variaciones de contracción en las tolerancias de precisión
Materiales cristalinos (POM, PA66): Se contrae entre un 1,0 y un 2,5%, fuertemente anisotrópicos (la contracción diferenciada en la dirección del flujo hacia transversal es de aproximadamente un 0,3-0,8%). Es necesaria una técnica de compensación del molde que utilice coeficientes separados en las direcciones de flujo y transversal.
Materiales amorfos (PC, ABS): Contracción de aproximadamente 0,4-0,7 %, bastante controlable, aunque todavía se necesitan aproximadamente 1-2 correcciones de moldeo de prueba con niveles de tolerancia de +/-0,02 mm.
Materiales reforzados con fibra de vidrio: La contracción es sólo del 0,1-0,8 % pero la anisotropía aumentalo que hace aún más difícil compensar un molde.
Recomendaciones de JS Precision:
A menos que sean conjuntos con ajustes muy ajustados (p. ej., ajuste a presión de rodamientos, ranuras de sello hermético), se recomienda utilizar el grado de tolerancia estándar DIN 16742 (0,10-0,25 mm) para piezas industriales, ya que podría ayudar a reducir los costos de apertura del molde entre un 25 y un 40 %. La precisión de las herramientas moldeadas por inyección no es el único factor a tener en cuenta, ya que significaría pagar la prima de precisión por las herramientas sólo cuando sea necesario.
¿Por qué elegir JS Precision para su servicio de moldeo por inyección de bajo costo en 2026?
JS Precision confía en su cadena de suministro integrada en Humen Dongguan junto con nuestra certificación ISO 9001:2015 y gestión de procesos de última generación, para ofrecer servicios de moldeado por inyección personalizados con fabricación asequible y plazos de entrega confiables.
Ventajas geográficas y de la cadena de suministro
Ubicación: La empresa está en Humen, Dongguan; un área de 30 km brinda soporte completo para marcos de moldes, tratamiento térmico de acero, texturizado de superficies y preparación de masterbatch. El plazo de entrega del molde de prueba T1 es aproximadamente 5 a 7 días más corto que el de los fabricantes nacionales.
Taller de moldes: Totalmente equipado con CNC/EDM/erosión por hilo/máquina de medición por coordenadas, se puede entregar un molde en un plazo de 4 a 6 semanas (el promedio de la industria es de 8 a 10 semanas).
Capacidades de fabricación y control de calidad
Disponibilidad de la máquina: JS Precision tiene máquinas de moldeo por inyección de uno o dos colores de alta precisión que van desde 50T-450T, capaces de realizar silicona líquida LSR sobremolde, moldura de inserción y moldura de superposición de dos colores.
Gestión de calidad de circuito cerrado: Inspección de materiales Primera pieza de dimensiones completas (FAIR, CMM + 2D) Monitoreo del proceso SPC (Cpk≥1,33), inspección completa de salida, trazabilidad de lotes.
Mejora del proceso: canal caliente en combinación con pulverización en frío para disminuir el gradiente de temperatura del molde, producción de lotes pequeños de MUD, impresión 3D con enfriamiento conforme reducción adicional de los costos totales de adquisición entre un 15 % y un 25 %.
Elegir un servicio de moldeo por inyección a bajo precio no significa buscar el taller más barato, sino más bien contratar datos de ingeniería de forma eficaz para gastar cada céntimo de forma inteligente. La precisión de JS puede ser diferente debido a esta filosofía.
Preguntas frecuentes
P1:¿Cuánto cuesta en promedio el moldeo por inyección para la producción de bajo volumen en JS Precision?
Los volúmenes bajos dicen que entre 100 y 5000 unidades de productos que utilizan moldes modulares de acero MUD tendrán una tarifa de molde de $2500-$6000 y la tarifa promedio del molde de una pieza será de $1,50-$4,50. Debe enviar dibujos en 3D para obtener una cotización exacta.
P2: ¿Por qué los costos iniciales de las herramientas de moldeo por inyección son más altos que los de la impresión 3D o el mecanizado CNC?
Los moldes de inyección deben soportar la temperatura y la presión y ser precisos al nivel de micras. El diseño, el acabado CNC, la electroerosión por hilo y el ensamblaje de varias piezas requieren muchas horas de mecanizado avanzado, por lo que el coste inicial es mayor.
P3: ¿Cómo podemos obtener una cotización precisa de moldeo por inyección dentro de las 24 horas de JS Precision?
Proporcione dibujos CAD 3D (STEP/IGES) y 2D con tolerancias, especificando los volúmenes de producción, la calidad del material (por ejemplo, PC/ABS) y el acabado de la superficie. Puede cargar sus dibujos directamente para obtener una cotización, el equipo de JS Precision responderá rápidamente.
P4:¿Cómo afectan las fibras de vidrio a los costos de las herramientas y del servicio de moldeo por inyección personalizado?
Las fibras de vidrio desgastan la cavidad del molde, lo que exige el uso de acero endurecido H13 o S136 (30Rockwell), lo que aumenta el coste inicial del molde en aproximadamente un 20 %.
P5: ¿Qué es una base de molde MUD y cómo respalda un servicio de moldeo por inyección de bajo costo?
MUD significa 'Base de molde universal estandarizada'. Con la ayuda de las bases de molde ya fabricadas de JS Precision, solo necesita pagar por el mecanizado del núcleo de la pieza de la cavidad para que pueda ahorrar hasta un 45 % en el costo inicial del molde.
P6: ¿Cómo afecta directamente el tiempo del ciclo del molde al costo final de la pieza moldeada por inyección?
El coste de una pieza incluye la depreciación de la máquina en segundos. Las paredes gruesas aumentan el tiempo de enfriamiento de 20 a 40 s y duplican el tiempo de la máquina y el resultado es que el costo unitario se duplica.
P7: ¿Las superficies texturizadas generan gastos adicionales en el servicio de moldeo por inyección personalizado?
El grabado químico o el texturizado con láser aumentarán los costos de posprocesamiento (aproximadamente de 800 a 3000 USD) y se requiere un ángulo de inclinación mayor (1,5° por 0,025 mm de profundidad) para evitar el desgaste.
P8: ¿Es costoso modificar un molde de inyección una vez que se completa la fabricación de la herramienta?
Las modificaciones de eliminación de acero, como el aumento del espesor, que simplemente resultan en fresado de cavidades más profundas del molde cuestan entre 500 y 1500 dólares estadounidenses, mientras que las modificaciones de adiciones de acero, como la reducción del espesor, la soldadura y las inserciones, cuestan más de 2000 dólares estadounidenses.
Resumen
Optimizar los costos de moldeo por inyección en 2026 no se trata de buscar ciegamente talleres de bajo precio, sino de lograr una reducción de costos a nivel de la cadena de suministro a través del equilibrio científico de la vida útil del molde, el tiempo del ciclo y las características del material en las primeras etapas del desarrollo del producto. Al realizar correcciones precisas del ángulo de desmoldeo DFM, diseñar el espesor de pared adecuado y seleccionar el grado de acero y la configuración del canal que más lo beneficie, reducirá en gran medida tanto la inversión inicial en el molde como el precio unitario, al mismo tiempo que garantiza la capacidad de ensamblaje de las piezas.
¿Espera una reducción de costos que aún mantenga la tolerancia y la calidad de apariencia de sus piezas? El personal de ingeniería de JS Precision está preparado para ayudarle en su situación.Cargue sus dibujos 3D STEP/IGES ahora y le proporcionaremos un análisis detallado de capacidad de fabricación DFM, un cálculo de retorno de la inversión (ROI) para canales fríos y calientes y una cotización de moldeo por inyección de múltiples soluciones dentro de las 24 horas.
Descargo de responsabilidad
El contenido de esta página tiene fines informativos únicamente. Para JS Precision Services, no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y solicitar una cotización formal de piezas. Por favor contáctenos para más información.
Equipo de precisión JS
Soluciones de fabricación a medida. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección y estampado de metales. Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elija JS Precision para disfrutar de una eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.