

Die Spritzgusskosten hängen davon ab, wie kompliziert das Werkzeug ist, der Wahl des Kunststoffs und der Bestellmenge. Im Allgemeinen schwanken die erstmaligen Formeninvestitionen zwischen 3.000 und über 100.000, während die Stückkosten mit steigenden Stückzahlen von 5,00 auf unter 0,20 sinken.
In diesem Blog-Beitrag erläutern wir die Zusammenhänge zwischen Maßgenauigkeitsanforderungen, verschiedenen Metallsorten für die Herstellung von Formen und der Zykluszeit und präsentieren den Ingenieuren, die für das Unternehmen der Teile arbeiten, wie sie die Gesamtkosten des Teils (TCO) senken können.
Kurzreferenz zu den Spritzgusskosten
|
Produktionsvolumen |
Empfohlener Werkzeugstahl |
Werkzeugkostenbereich |
Durchschn. Teilepreis |
Wichtige Kostenoptimierung |
|---|---|---|---|---|
|
100–1.000 Stück (Prototyp) |
Al 7075 / P20 |
2.500–8.000 $ |
3,50–8,00 $ |
Modularer MUD-Rahmen, Grundbearbeitung entfällt |
|
5.000–50.000 Stück (mittlere Auflage) |
P20 / 718H |
8.500–25.000 $ |
1,20–2,50 $ |
Wandstärke 2,0 mm, mehrere Kavitäten + automatischer Kaltkanalauswurf |
|
Über 100.000 Stück (Hochvolumen) |
H13 abgeschreckt (HRC 48–52) |
30.000–100.000 US-Dollar und mehr |
0,15 $–0,80 $ |
Heißkanal, Anguss beseitigen, Zyklus verkürzen |
Wichtige Erkenntnisse
- Die Lebensdauer der Form wird weitgehend von der Stahlhärte beeinflusst: Für Produktionsläufe mit Millionen von Formteilen verwenden Sie 11-1/2 % chromgehärteten H13/1. 2344-Formstahl mit einer Härte von Rc 46–50, um dem Reiben von Glasfasern standzuhalten.
- Die Dicke der Teilewände hat großen Einfluss auf die Kühlzeit: Eine Erhöhung der Wandstärke um 1 mm würde zu einer Vervierfachung der Kühlzeit und einem erheblichen Anstieg der Arbeitskosten pro Stück führen.
- Einsatz von Heißkanalsystemen für die Produktion in großen Stückzahlen: Wenn die Produktionsmengen mehr als 10.000 Einheiten betragen, ist es möglich, die anfänglichen Formkosten mit einem torlosen Heißkanalsystem innerhalb von nur 6 Monaten wieder hereinzuholen.
Warum sollten Sie dem kostengünstigen Spritzgussservice von JS Precision vertrauen?
Basierend auf der 15-jährigen technischen Erfahrung unseres Teams im Kunststoffspritzguss sollte ein Lieferant, der einen zuverlässigen, kostengünstigen Spritzgussservice verspricht, über nachverfolgbare Datenschleifen bei drei wichtigen Entscheidungen verfügen: Formstahltyp, Wandstärkendesign für die Fertigung (DFM) und Auswahl des Angusssystems. Basierend auf unserer umfassenden Erfahrung mit industriellen Sensorgehäuseprojekten waren Kunden, die unsere Formen- und Produktlösung nutzten, in der Lage, ungefähr 38.000 Formen zu einem Preis von 185 US-Dollar bei einer Zykluszeit von 34 Sekunden herzustellen, was zu einer Fehlerquote von 8,5 % führte.
Nach der Einführung des konformen H13+-Kühlsystems wurde die Zykluszeit auf 23 Sekunden verkürzt und die Stückkosten sanken auf 1,12 US-Dollar. Obwohl die Anzahl der Formen auf 42.000 gestiegen ist, konnten wir die Kosten in 8,7 Monaten amortisieren und 120.000 Stück pro Jahr produzieren.
ISO 9001:2015 Qualitätsmanagementsystem heißt es eindeutig: Für den Massenproduktionsprozess von Spritzgussteilen müssen Mechanismen zur Aufzeichnung rückverfolgbarer Parameter eingerichtet werden, und wichtige Prozessdaten und Produktionsaktivitäten werden bis zum Ende des Produktlebenszyklus aufbewahrt.
Um den Standard zu erfüllen, führen wir in fünf Phasen jedes Form- und Produktentwicklungsprojekts eine SPC-Überwachung durch: Die Form wird auf einer CNC-Maschine entworfen und durch Funkenerosion fertiggestellt. Das Probeformen der Teile ist abgeschlossen. Die Teile werden in Massenproduktion hergestellt. Während dieses Prozesses wird der kritische Dimensions-Cpk der Produkte über 1,33 gehalten.
Diese Techniken wurden in die JS Precision-Datenbank unseres Unternehmens mit rund 1.800 Spritzgussprojekten eingearbeitet und decken den gesamten Bereich von AI/MUD-Mikrobatches bis zur H13-Massenproduktion ab. Diese Datenbank ermöglicht unseren Kunden eine durchschnittliche TCO-Einsparung von 18–28 %.
Laden Sie das White Paper zur Kostenoptimierung im Spritzguss 2026 herunter, um sich mit der Auswahl des Formstahls, den Formeln für die Wandstärke und den ROI-Berechnungsmethoden für Angusskanäle vertraut zu machen und proaktiv das Kostensenkungspotenzial für Ihren kostengünstigen Spritzgussservice einzuschätzen.
Wie viel kostet das Spritzgießen basierend auf den wichtigsten Werkzeugfaktoren?
Der wichtigste Faktor, der wie viel das Spritzgießen kostet bestimmt, liegt in der inneren Struktur der Form: Die Anzahl der Hohlräume, seitliche Kernziehmechanismen wie Schieber und Auswerfer, die Edelstahlsorte und die Oberflächengütestandards sind die wichtigsten physikalischen Faktoren, die die Kosten des Spritzgießens bestimmen Werkzeug.
Spritzgusskostenelemente und Zeitmanagement
- Formdesign-Dienstleistungen (10–15 %): DFM-Validierung, Formflusssimulation, 3D-Modellierung der Formstruktur.
- Einkäufe von Formstahl (25–35 %): P20 etwa 5–8 $/kg, H13 etwa 12–18 $/kg, S136 etwa 20–30 $/kg.
- Bearbeitung und elektroerosive Bearbeitung (35–45 %): Halbbearbeitung von Hohlräumen – Oberflächenbearbeitung – Drahterodieren – Spiegelerodieren, die insgesamt den größten Anteil an der Formbearbeitungsdauer ausmachen.
- Wärmebehandlungsprozesse (3–8 %): H13 muss durch Vakuumabschrecken und Anlassen wärmebehandelt werden, um HRC 48–52 zu erreichen.
- Formmontage und Testlauf (5–10 %): Formaufbau, Oberflächenbearbeitung, T1/T2-Testformanpassung.
Kostenauswirkungen der Hohlraumanzahl und Nebenmechanismen
- Einzelkavität vs. Mehrfachkavität: Einzelkavität ist der Standard 1x. Die Bearbeitungszeit mit zwei Kavitäten erhöht sich um 50–70 %, während die Bearbeitungszeit mit vier Kavitäten im Vergleich zur Einzelkavität um 120–150 % ansteigen kann. Pro Stück können Formen mit vier Kavitäten 3,2- bis 3,8-mal schneller sein als Formen mit einer Kavität.
- Schieber und Heber: Jeder zusätzliche seitliche Mechanismus erhöht die Kosten um etwa 1.500 bis 3.500 $, da dafür zusätzliche geneigte Formbeschläge, Verschleißplatten, Federn und Begrenzungselemente erforderlich sind.
- Das Oberflächenfinish: SPI A1-Spiegelpolieren (Ra<0,05 μm) erfordert im Gegensatz zur einfachen VDI 27-Texturierung zusätzliche Nachbearbeitungskosten von 800–3.000.
Kontaktieren Sie einen Ingenieur für eine kostenlose Kostenaufschlüsselung Ihrer Formstruktur und ein transparentes Angebot für die Kosten für Spritzgusswerkzeuge.
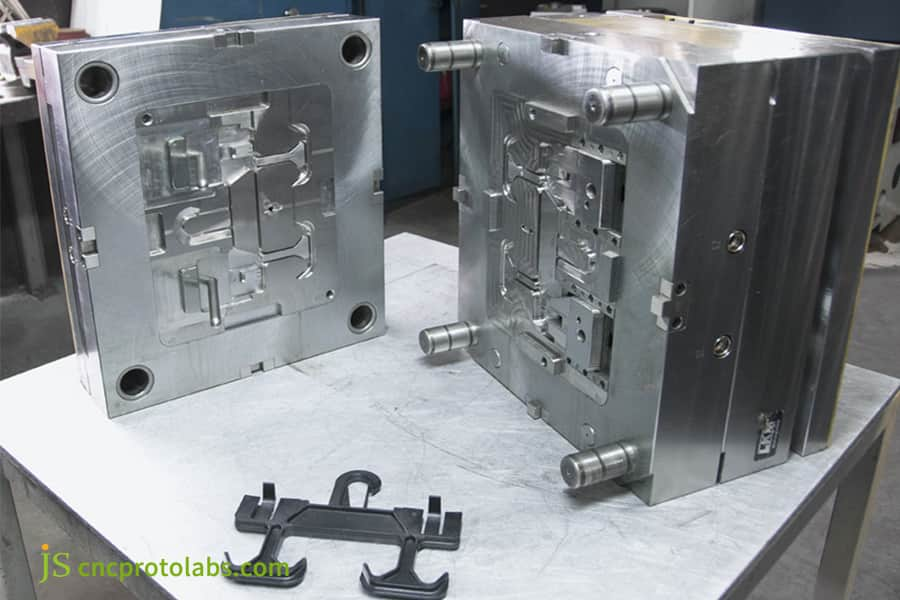
Abbildung 1: Präzisionsgefertigte Stahlform mit fertigen Kunststoffkomponenten auf einem Werkstatttisch.
Warum kontrolliert die Wandstärkenoptimierung die Kosten für Spritzgusswerkzeuge?
Die Einstellung einer konstanten Teilewandstärke von etwa 1,5 bis 2,5 mm ist der einfachste Weg, um Kühlzykluszeit zu sparen und die Bearbeitungskosten pro Stück zu senken. Abgesehen vom Kostenfaktor können Schwankungen in der Wandstärke zu anderen Problemen wie Verzug und Schrumpfung führen, die wiederum die Kosten für Spritzgusswerkzeuge weiter erhöhen.
Empirische Formel für die Abkühlzeit:
Abkühlzeit ≈ Materialkühlkoeffizient × Wandstärke²
Dabei ist C der Materialabkühlungskoeffizient, für technische Kunststoffe bei Raumtemperatur wie ABS/PP ist C≈2,5, für PC/POM C≈3,0-3,5.
Quantitativer Einfluss der Wandstärke auf die Zykluszeit
- 2mm Wandstärke→ Grundkühlzeit ca. 2,5 × 2² = 10 Sekunden
- 4mm Wandstärke → Abkühlzeit steigt auf 2,5 × 4² = 40 Sekunden
Eine Erhöhung der Wandstärke von 1 mm auf 2 mm bedeutet eine Vervierfachung der Abkühlzeit und damit höhere Maschinenarbeitskosten. Dies ist einer der Gründe, warum Anbieter von kostengünstigen Spritzgussdiensten sich stark auf die Designprüfung der Wandstärke im DFM (Design for Manufacturing) konzentrieren sollten. Das Konzept sieht tatsächlich so aus: Für jeden Millimeter zusätzlicher Wandstärke kaufen Sie nicht nur Kunststoff, sondern müssen auch auf die Maschine warten Zeit.
Folge der Auswirkungen ungleichmäßiger Wandstärken
- Verzug: Der Temperaturunterschied beträgt mehr als 25 %, die Abkühlung im dicken Wandbereich verzögert sich, es entstehen innere Spannungen, die Ebenheitsabweichung beträgt 0,15–0,30 mm.
- Sink Mark: Die Haltedruckkanäle im dicken Wandbereich sind vorzeitig ausgefroren, die Folge sind lokale Einsturztiefen von 0,05-0,20mm.
- Regeln für das Rippendesign: Die Dicke des Rippenfußes sollte maximal 60 % der Hauptwandstärke und die Höhe das Fünffache der Wandstärke betragen, um Rückschrumpfungsspuren zu beseitigen.
Senden Sie 3D-Zeichnungen, um eine kostenlose Formflussanalyse und eine Bewertung der Wanddickenkostenreduzierung für eine präzise Kontrolle der Kosten für Spritzgusswerkzeuge zu erhalten.

Abbildung 2: Arbeiter misst ein graues Kunststoffgehäuse mit einem digitalen Messschieber.
Wie bewertet man die Optionen für Kleinserien-Spritzgussservices für kleine Chargen?
Eine Einsparung von etwa 40 % gegenüber dem anfänglichen Grundpreis der Form durch den Einsatz von Al 7075-Aluminium-Schnellformen oder universellen MUD-Werkzeugbasissystemen ist ein enormer zentraler Kostenvorteil für Spritzgussservice mit geringem Volumen, bei dem insgesamt nicht mehr als Es sollen 1.000 Teile produziert werden.
Vergleich der physikalischen Grenzen von Aluminiumformen vs. Stahlformen
|
Eigenschaft |
Al 7075-Werkzeuge |
P20-Stahlwerkzeuge |
|---|---|---|
|
Härte (HB) |
150–180 |
280–330 (HRC 28–32) |
|
Wärmeleitfähigkeit (W/m·K) |
130–170 |
35–45 |
|
Bearbeitungsgeschwindigkeit |
2–3× schneller als Stahl |
Standard |
|
Lebensdauer (Zyklen) |
5.000–20.000 |
500.000 |
|
GF-gefüllte Kompatibilität |
Nicht empfohlen |
Vollständiges Sortiment |
Anwendungsbereich: Al 7075
- Vorteile: Es hat eine hohe Wärmeleitfähigkeit (etwa das 3-4-fache von P20) und kann sehr schnell durch CNC-Fräsen geschnitten werden. Darüber hinaus kann der Probemusterzyklus auf 2-3 Wochen verkürzt werden.
- Einschränkungen: Die Streckgrenze ist gering, es handelt sich nicht um einen Widerstand gegen Glasfasererosion. Das Vorhandensein von 30 % Glasfaser in PA66 führt dazu, dass die Verschleißrate der Al 7075-Hohlräume der Form ungefähr 5–8 Mal höher ist als die der Stahlformen, und die Lebensdauer würde nur 5.000–10.000 Zyklen betragen.
- Auswahlhilfe: Wenn Sie verschleißarme und füllstofffreie Materialien (z. B. reines PP, ABS und PS) verwenden und kleine Auflagen herstellen (d. h. weniger als 5.000 Einheiten), wir empfehlen dringend die Verwendung von Al 7075, um Kosten zu sparen. Wenn dem Material Fasern oder Glaspartikel hinzugefügt werden oder Sie planen, große Stückzahlen (mehr als 10.000 Einheiten) zu produzieren, empfehlen wir Ihnen, Formen zu verwenden Aus P20 oder höherwertigem Edelstahl, der langlebiger ist.
JS Precision Kleinserienangebot: MUD (Modular Mould Base)
- Standard vorgefertigte MUD-Formbasis (Master Unit Die): Der Kunde muss lediglich die Kern-/Hohlraumeinsätze bearbeiten und in Rechnung stellen, während die üblichen Teile wie Formrohlinge, Führungssäulen und Rückstellstangen kostenlos geliefert werden.
- Kosteneffizienz: Im Gegensatz zur herkömmlichen Bearbeitung ganzer Formen ist die MUD-Form eine Lösung, mit der Sie bis zu 45 % der anfänglichen Kosten für die Formöffnung einsparen.
- Änderbarkeit: Mit der gleichen MUD-Formbasis können Sie verschiedene Kerne für kleine Chargen unterschiedlicher Produkte einsetzen.
Welche wichtigen Materialfaktoren bestimmen die Gesamtkostenskalen beim Spritzgießen?
Der Preis pro Kilogramm Rohkunststoff wird hauptsächlich durch folgende Faktoren bestimmt: Wärmebeständigkeit, Flammschutzklasse, Anteil des modifizierten Materials und Markt. Das Angebot für einen kundenspezifischen Spritzgussservice muss auch diese nicht-physischen Elemente berücksichtigen.
Preis- und Leistungsverläufe häufig verwendeter technischer Kunststoffe (Referenz 2026)
|
Material |
Preis ($/kg) |
Temperatur (°C) |
Schlüsselmerkmal |
|---|---|---|---|
|
PP / PE |
0,8–1,8 |
180–240 |
Geringe Kosten, einfacher Prozess |
|
ABS |
1,8–3,5 |
220–260 |
Balance von Mech und Oberfläche |
|
PA6 / PA66 |
3,5–6,0 |
240–290 |
Hohe Festigkeit, hygroskopisch |
|
PC |
4,0–7,0 |
280–320 |
Wirkung und Transparenz |
|
POM |
3,0–5,5 |
190–230 |
Geringe Reibung, verschleißfest |
|
PEEK |
80–120 |
360–400 |
Extrem temperatur- und chemikalienbeständig |
Nicht-physische Faktoren, die den Materialstückpreis beeinflussen
- Glasfaserverstärkt (GF30): Der Stückpreis steigt um etwa 50 %, eine enorme Steigerung gegenüber dem Original, aber die Widerstandsfähigkeit ist zwei- bis dreimal so hoch wie beim Original. Sie müssen die höheren Kosten berücksichtigen, die durch den Verschleiß der Formen entstehen.
- UL94-V0-Flammschutzzertifizierung: Der Preis steigt um 20 %, ist aber ein Muss für Teile wie Elektronik/Automotive.
- Markenprämie: Originalmaterialien von Sabic/Covestro kosten 10–25 % mehr als heimische Alternativmaterialien, können aber eine bessere Chargenstabilität (Cpk) bieten.
- Schrumpfung und Toleranz: Materialien mit einer hohen Schrumpfung wie POM 1,5–2,5 % und PP 1,0–2,5 % benötigen eine Formkompensation, um Toleranzen von 0,02 mm zu haben, was die Anzahl der Probeformungen verdoppelt, mit 500–2.000 Versuchen pro Formungssitzung.
Die Kosteneinsparungsstrategien von JS Precision
- Zentralisierte Beschaffung durch jährliches Einkaufsvolumen von über 300 Tonnen und Abschluss jährlicher Strukturvereinbarungen mit Originalherstellern, damit Kunden vom Preis profitieren können.
- Recyclingmaterial: 20–30 % der Materialien werden in nicht sichtbaren Strukturteilen recycelt, um eine weitere Reduzierung der Materialstückkosten um 8–15 % zu erreichen.
- Steuerung des Energieverbrauchs während der Trocknungsphase PA6/PC werden gezwungen, zu trocknen, bis sie weniger als 0,02 % Feuchtigkeit enthalten, um den Verlust von Silberdrähten zu verhindern (ein versteckter Kostenfaktor bei einer Ausschussrate von 5–15 %).
Die Materialspritzgusskosten sind nicht umso günstiger, je besser. Tatsächlich ist es am vorteilhaftesten, dass der Preis pro Einheit nicht so niedrig ist. PC mag mit 2–3 US-Dollar/kg im Vergleich zu PA66 teurer erscheinen, aber sein um 5 Sekunden kürzerer Zyklus und die 30 % längere Formlebensdauer machen es zu einer wirtschaftlicheren Option für die Produktion großer Mengen.

Abbildung 3: Verschiedene Kunststoffteile und Formen auf einem Metalltisch.
Wie berechnet man den langfristigen ROI von Heißkanal vs. Kaltkanal beim Spritzgussangebot?
Kaltkanalsysteme sind kostengünstigere Formen, aber in der Massenproduktion werden sie von Heißkanalsystemen übertroffen, da ihr größerer Angussabfall in Kombination mit manuellen Beschnittvorgängen zu einer insgesamt höheren Ineffizienz führt. Bei der Bewertung eines Spritzgussangebots müssen ROI-Berechnungen für das Fließkanalsystem durchgeführt werden.
Die Runner-Abfallkostenformel
Materialabfallkosten = Läufergewicht × Produktionsvolumen × Materialstückpreis
Beachten Sie, dass das Läufergewicht in kg angegeben wird, das Produktionsvolumen die Anzahl der Einheiten ist und der Materialstückpreis in $/kg angegeben wird.
Fallbeispiel: 1 Form, ABS-Teile mit 4 Kavitäten, 15 g/Stück, 20 g Angusskanal, Jahresproduktion = 100.000 Stück
- Kalter Läufer: Gesamtgewicht des Läufers = 20 g×100.000=2.000 kg. Das ABS-Gewicht wird mit 3 g/kg berechnet, Ausschusskosten = 6.000 – manuelle Schneidkosten 0,08 g/Teil × 100.000 = 8.000 – Gesamtverluste durch Angusskanäle 14.000 $/Jahr.
- Heißkanal: Kanalausschuss 0 (ohne Anschnittrückstände nur < 3,2 %), aber die Formkosten steigen um 6.000 bis 12.000 US-Dollar.
- Zykluszeitvorteil: Mit Heißkanal wird die Haltedruck- und Abkühlzeit um etwa 25 % reduziert, sodass die Zykluszeit pro einzelnem Teil von 30 Sekunden auf 22,5 Sekunden sinkt. Bei einem Gerätestundensatz von 80 Prozent sinkt die Bearbeitungszeit für einzelne Teile von 0,67 auf 0,50, was zu einer Ersparnis von 17.000 US-Dollar pro 100.000 Teilen pro Jahr führt.
- Amortisationszeit des ROI: Heißkanalprämie 9.000 ÷ (14.000 + 17.000-0)/Jahr ≈ 3,5 Monate.
Empfehlungen zur Läuferauswahl von JS Precision:
- <10.000 Einheiten/Jahr: Kaltkanal + MUD-Formbasis, Kontrolle der Anfangsinvestition.
- 10.000-100.000 Einheiten/Jahr: Bewerten Sie den ROI des Heißkanals. Der kritische Punkt liegt beiungefähr 25.000 Einheiten/Jahr.
- >100.000 Einheiten/Jahr: Heißkanal-Standardkonfiguration, Amortisationszeit innerhalb von 6 Monaten.
Kontaktieren Sie uns kostenlos, um den ROI des Fließkanals Ihres Projekts zu berechnen und einen vergleichenden Analysebericht der kalten und heißen Fließkanäle im Spritzgussangebot zu erhalten.
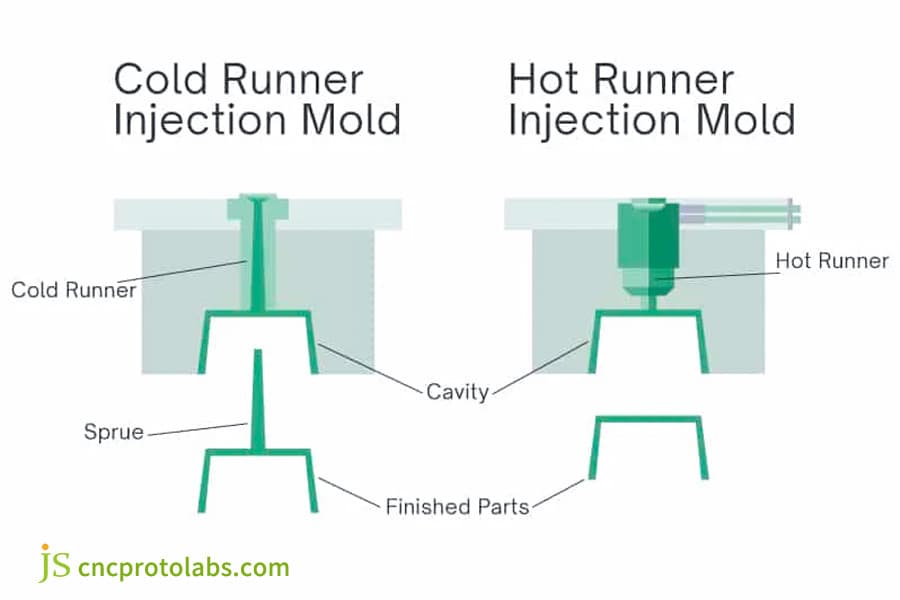
Abbildung 4: Komplexes Heißkanal-Formsystem in der Fabrik.
Welche DFM-Richtlinien senken die Kosten für kundenspezifische Spritzgussdienstleistungen?
Die Produktentwicklung kann revolutioniert werden, wenn die DFM-Analyse in der frühen Entwurfsphase durchgeführt wird. Untersuchungen zeigen, dass die Implementierung zu einer Einsparung von 30 % der Formkosten führen kann, indem kein seitliches Ziehen des Kerns implementiert wird und Entformungsschrägen effizienter gestaltet werden. Dies ist ein Vorteil, den kundenspezifische Spritzgussdienste nutzen, um sich preislich abzuheben.
Entformungswinkel
- Außenfläche: 1-2° pro Seite, für strukturierte Oberflächen ist pro 0,025 mm Ätztiefe ein zusätzlicher Entformungswinkel von 1,5 erforderlich.
- Innenfläche (einschließlich Rippen): 0,5–1° pro Seite, für tiefe Hohlräume (>50 mm) sind 2–3° erforderlich.
- Kosten: Jede Verringerung des Entformungswinkels führt zu einer Erhöhung der Auswurfkraft um etwa 20 %, einer Erhöhung der Ausschussrate um 3–8 % und einem Anstieg der Polierkosten nach der Bearbeitung zwischen 500 und 2.000 US-Dollar.
Hinterschnitte entfernen
- Unterschneidungsschieber/Winkelauswerfer:Jede seitliche mechanische Funktion verursacht zusätzliche Kosten zwischen 1.500 und 3.500 US-Dollar.
- Die beste Lösung besteht darin, Hinterschnitte zu eliminieren und ein absperrbares Design zu verwenden, um eine Formstruktur mit geradem Zug zu erhalten und die Formkosten um 30–40 % zu senken.
- Typischer Fall: Das ursprüngliche Design hat 4 Hinterschneidungen, was zu 4 Schiebern führt und etwa 10.000+ kostet. Es wurde auf ein Durchgangsloch + gerader Zug geändert, was eine Ersparnis von über 7.000 brachte und die Produktionszeit um 5–8 Tage verkürzte.
Wandstärke und Rippen (in Anlehnung an Kapitel 4)
- Gleichmäßige Wandstärke 1,5–2,5 mm, Unterschied <25 %.
- Rippenstärke ≤ 60 % der Hauptwandstärke, Höhe ≤ 5 × Wandstärke.
Wie optimierte JS Precision die Werkzeugtemperatur und Zykluszeit für industrielle Sensorgehäuse?
Bei der Herstellung eines präzisionsspritzgegossenen PC/ABS-Gehäuses gelang es JS Precision, den Produktionszyklus durch den Einsatz von konformer Kühlung und H13-Stahl um 11 Sekunden zu verkürzen. Dies ist eine typische Methode zur Kostensenkung durch Prozesse in der kundenspezifischen Spritzgussfertigung.
Vom Kunden angesprochene Probleme:
Nachdem der Kunde einen Artikel für industrielle Sensorausrüstung in Massenproduktion hergestellt hat, produziert er weiterhin ein PC/ABS-Gehäuse aus Präzisionsklammern. In einigen Bereichen der Wände ist die Dicke ungleichmäßig (2,8 mm) und da herkömmliche gerade Wasserkanäle die Wärme nicht gut ableiten, ist die Kühlung unzureichend. Der Formzyklus dauert 34 Sekunden und die Oberflächenschrumpfungsdefektquote hat bis zu 8,5 % erreicht, was einen hohen Wert darstellt. Pro Kunde beträgt der Bedarf pro Jahr 120.000 Einheiten. Basierend auf einer Maschinenkapazität von 80 Einheiten pro Stunde und Bearbeitungskosten von 0,76 pro Einheit würden die jährlichen Maschinenkosten 91.200 $ betragen.
Die Lösung von JS Precision:
- Kernformwechsel: Konforme Kühlkanäle werden mit dreidimensionaler Technologie in einem festen Abstand von 4,5 mmvon der Hohlraumoberfläche zur Kanalmittellinie gedruckt (herkömmliche gerade Wasserkanäle zeichnen sich durch Oberflächenabstände von 6–12 mm aus, die sich ständig ändern).
- Verbesserung des Stahls: Der Stahl wurde von P20 (HRC 30) auf speziell importierten gehärteten H13-Stahl (HRC 50) aufgewertet, wodurch die Widerstandsfähigkeit gegen geringfügigen Verschleiß von PC/ABS + Glasfaser und eine Verdoppelung und noch mehr Lebensdauer bei thermischer Ermüdung gewährleistet wird.
- Optimierung der Druckhalteparameter: Druckhaltung 75 MPa, Haltezeit 4,5 s (bestätigt durch Gateway-Gefriertest), Restspannungsreduzierung
Erfahrung in der Fehlerbehebung:
In der ersten Probeformphase des T1-Zyklus verursachte ein zu hoher Kühlmitteldurchfluss (Reynolds-Zahl > 10.000) Kavitation in den konformen Wasserkanälen, was zu lokal niedrigen Temperaturen auf der Formoberfläche von 3–5 °C führte, was zu Schrumpfung führte.
Lösung: Stellen Sie den Wasserpumpenkreislauf so ein, dass die Reynolds-Zahl im turbulenten Idealzustand von 4.000 bleibt (der Punkt, an dem der Wärmeübertragungskoeffizient maximal ist und Kavitation kein Problem darstellt) und der ungleichmäßige Temperaturgradient behoben wird.
ISO 20457:2018 legt fest, dass: Maßtoleranzen der Präzisionsformteile gemäß den funktionalen Anforderungen in Segmenten markiert werden müssen, während der Schrumpfungsausgleich an den Ecken, wo sich die Wandstärke schnell ändert, separat erfolgen muss.
In der Probeformprozessphase des vorliegenden Projekts haben wir die Passung genauer gemacht, indem wir die Schnapptoleranz auf ±0,03 mm angepasst haben (DIN 16742 ausgezeichnete Qualität), um den sicheren Schnappsitz zu gewährleisten.
Endergebnisse
- Zykluszeit: 34 s → 23 s (↓32,3 %)
- Einzelteilverarbeitung: 0,76 → 0,51 (↓32,9 %)
- Jährliche Maschinenkosten: 91.200 → 61.200 (Einsparungen von 30.000 $/Jahr)
- Fehlerquote: 8,5 % → 0,1 %
- Schimmelpilz-Erholungszeitraum: (42.000 − 29.000) = 13.000 ÷ (30.000 + 120.000 $ × Einsparung von Schrumpfungsschrott) ≈ Ungefähr 4,2 Monate
Kundenfeedback: Durch die präzise Formflussanalyse und das konforme Kühldesign von JS Precision konnten wir fast 30 % der Arbeitskosten pro Teil einsparen und die Lieferung erfolgte sehr pünktlich.
Sehen Sie sich Erfolgsgeschichten zum industriellen Präzisionsspritzguss an, um zu erfahren, wie kundenspezifische Spritzgussdienstleistungen die Kosten um 30 % senken können.
Wie beeinflussen hohe Präzisionstoleranzanforderungen die Kostenskalierung von Spritzgusswerkzeugen?
Steigernde Toleranzanforderungen von relativ lockeren ±0,1 mm auf sehr enge ±0,02 mm führen zu einer Verdoppelung der Formbearbeitungszeit und das Spritzgussangebot wird deutlich höher ausfallen.
Verarbeitungsablauf für die Herstellung von Präzisionsformen
- Standard (±0,1 mm): CNC-Präzisionsfräsen Die Kavität + Schruppbearbeitung durch EDM ist gut genug, die Bearbeitungszeit einer Kavität beträgt etwa 8–12 Stunden.
- Präzision (±0,05 mm): CNC-Präzisionsfräsen + EDM-Feinbearbeitung + lokales Polieren, Bearbeitungszeit für eine Kavität 12–20 Stunden.
- Ultrapräzise (±0,02 mm): Es erfordert ein extrem genaues Tiefschleifen + langsame Drahterodierbearbeitung (Drahtschneiden) im Mikrometerbereich, Bearbeitungszeit für eine Kavität von 20–35 Stunden. Zusätzliche Kosten für Elektrodenverbrauchsmaterialien in Höhe von 300–800.
Probleme, die durch Schwankungen der Schrumpfung gegenüber Präzisionstoleranzen verursacht werden
- Kristalline Materialien (POM, PA66): Schrumpft um 1,0–2,5 %, stark anisotrop (der Unterschied zwischen der Schrumpfung in Fließrichtung und in Querrichtung beträgt etwa 0,3–0,8 %). Eine Schimmelkompensationstechnik mit separaten Koeffizienten in Strömungs- und Querrichtung ist erforderlich.
- Amorphe Materialien (PC, ABS): Schrumpfung etwa 0,4–0,7 %, ziemlich kontrollierbar, obwohl noch etwa 1–2 Probeformkorrekturen bei Toleranzen von +/- 0,02 mm erforderlich sind.
- Glasfaserverstärkte Materialien: Die Schrumpfung beträgt nur 0,1–0,8 %, aber die Anisotropie nimmt zu.Es ist noch schwieriger, eine Form auszugleichen.
Empfehlungen von JS Precision:
Es sei denn, es handelt sich um Baugruppen mit sehr engen Passungen (z. B. Lagerpresssitz, hermetische Dichtungsnuten), wird empfohlen, für Industrieteile die DIN 16742-Standardtoleranzklasse (0,10–0,25 mm) zu verwenden, da dies dazu beitragen kann, die Kosten für die Formöffnung um 25–40 % zu senken. Die Präzision der Spritzgusswerkzeuge ist nicht der einzige zu berücksichtigende Faktor, da dies bedeuten würde, dass die Präzisionsprämie für die Werkzeuge nur dann gezahlt wird, wenn dies unbedingt erforderlich ist
Warum sollten Sie sich im Jahr 2026 für JS Precision für Ihren kostengünstigen Spritzgussservice entscheiden?
JS Precision verlässt sich auf seine integrierte Lieferkette bei Humen Dongguan zusammen mit unserer ISO 9001:2015-Zertifizierung und modernstem Prozessmanagement, um maßgeschneiderte Spritzgussdienstleistungen mit erschwinglicher Herstellung und zuverlässiger Vorlaufzeit zu liefern.
Geografische und Lieferkettenvorteile
- Standort: Das Unternehmen befindet sich in Humen, Dongguan – in einem Umkreis von 30 km bietet es umfassende Unterstützung für Formrahmen, Stahlwärmebehandlung, Oberflächentexturierung und Masterbatch-Herstellung. Die Vorlaufzeit für die T1-Testform ist ungefähr 5-7 Tage kürzer als bei inländischen Herstellern.
- Formenwerkstatt: Voll ausgestattet mit CNC/EDM/Drahterodiermaschine/Koordinatenmessmaschine kann eine Form innerhalb eines Zeitrahmens von 4–6 Wochen geliefert werden (Branchendurchschnitt liegt bei 8–10 Wochen).
Fertigungs- und Qualitätskontrollfähigkeiten
- Maschinenverfügbarkeit: JS Precision verfügt über hochpräzise ein-/zweifarbige Spritzgussmaschinen im Bereich von 50T-450T, die in der Lage sind, LSR-Flüssigsilikon-Umspritzung durchzuführen, Einlegeformen und zweifarbiges Overlay-Formen.
- Geschlossenes Qualitätsmanagement: Materialinspektion Erstes Stück volldimensional (FAIR, CMM + 2D) SPC-Prozessüberwachung (Cpk≥1,33) vollständige Ausgangskontrolle, Chargenrückverfolgbarkeit.
- Prozessverbesserung: Heißkanal in Kombination mit Kaltspray zur Verringerung des Formtemperaturgradienten, MUD-Kleinserienproduktion, konforme Kühlung 3D-Druck weitere Reduzierung der Gesamtbeschaffungskosten um 15–25 %.
Wenn Sie sich für einen Spritzgussservice zu einem niedrigen Preis entscheiden, müssen Sie nicht nach der günstigsten Werkstatt suchen, sondern technische Daten effektiv nutzen, um jeden Cent sinnvoll auszugeben. Aufgrund dieser Philosophie kann die JS-Präzision unterschiedlich sein.
FAQs
F1: Wie viel kostet Spritzguss im Durchschnitt für die Kleinserienproduktion bei JS Precision?
Bei geringen Stückzahlen wird für 100–5.000 Produkteinheiten unter Verwendung modularer MUD-Stahlformen eine Formgebühr von 2.500–6.000 US-Dollar anfallen, und die durchschnittliche Formgebühr für ein Stück beträgt 1,50–4,50 US-Dollar. Für ein genaues Angebot müssen Sie 3D-Zeichnungen einreichen.
F2: Warum sind die Vorabkosten für Spritzgusswerkzeuge höher als für 3D-Druck oder CNC-Bearbeitung?
Spritzgussformen müssen Temperatur und Druck standhalten und im Mikrometerbereich genau sein. Das Design, die CNC-Endbearbeitung, das Drahterodieren und die mehrteilige Montage erfordern viele fortgeschrittene Bearbeitungsstunden, sodass die Anschaffungskosten höher sind.
F3: Wie können wir von JS Precision innerhalb von 24 Stunden ein genaues Spritzgussangebot erhalten?
Bitte stellen Sie 3D-CAD- (STEP/IGES) und 2D-Zeichnungen mit Toleranzen zur Verfügung und geben Sie dabei Produktionsmengen, Materialqualität (z. B. PC/ABS) und Oberflächenveredelung an. Sie können Ihre Zeichnungen direkt hochladen, um ein Angebot zu erhalten. Das Team von JS Precision wird schnell antworten.
F4: Wie wirken sich Glasfasern auf die Kosten für Werkzeuge und kundenspezifische Spritzgussdienstleistungen aus?
Glasfasern verschleißen den Formhohlraum, was die Verwendung von gehärtetem H13- oder S136-Stahl (30Rockwell) erfordert, wodurch die anfänglichen Formkosten um etwa 20 % steigen.
F5: Was ist eine MUD-Formbasis und wie unterstützt sie einen kostengünstigen Spritzgussservice?
MUD steht für „Standardized Universal Mold Base“. Mit Hilfe der bereits hergestellten Formbasen von JS Precision müssen Sie nur für den Kernbearbeitungshohlraumteil bezahlen, sodass Sie bis zu 45 % der anfänglichen Formkosten einsparen können.
F6: Wie wirkt sich die Formzykluszeit direkt auf die endgültigen Kosten des Spritzgussteils aus?
Die Kosten eines Teils beinhalten die Abschreibung der Maschine in Sekunden. Dicke Wände verlängern die Abkühlzeit von 20 auf 40 Sekunden und verdoppeln die Maschinenzeit, was zur Folge hat, dass sich die Stückkosten verdoppeln.
F7: Verursachen strukturierte Oberflächen zusätzliche Kosten beim kundenspezifischen Spritzgussservice?
Chemisches Ätzen oder Lasertexturieren erhöhen die Nachbearbeitungskosten (ca. 800 bis 3.000 USD) und ein größerer Entformungswinkel (1,5° pro 0,025 mm Tiefe) ist erforderlich, um Verschleiß vorzubeugen.
F8: Ist es teuer, eine Spritzgussform nach Abschluss der Werkzeugherstellung zu modifizieren?
Stahlentfernungsmodifikationen wie eine Erhöhung der Dicke, die lediglich dazu führen, dass tiefere Formhohlräume gefräst werden, kosten 500 bis 1.500 USD, während Stahlzusatzmodifikationen wie Dickenreduzierung, Schweißen und Einfügungen mehr als 2.000 USD kosten.
Zusammenfassung
Bei der Optimierung der Spritzgusskosten im Jahr 2026 geht es nicht darum, blind nach preisgünstigen Werkstätten zu suchen, sondern darum, Kostensenkungen auf der Ebene der Lieferkette durchwissenschaftliche Ausgewogenheit von Formlebensdauer, Zykluszeit und Materialeigenschaften in den frühen Phasen der Produktentwicklung zu erreichen. Indem Sie präzise DFM-Entformungswinkelkorrekturen vornehmen, eine geeignete Wandstärke entwerfen und die Stahlsorte und Angusskonfiguration auswählen, die für Sie am vorteilhaftesten ist, werden Sie sowohl Ihre anfängliche Forminvestition als auch den Stückpreis erheblich reduzieren und gleichzeitig die Montagefähigkeit der Teile sicherstellen.
Sie hoffen auf eine Kostenreduzierung, die dennoch die Toleranz und das Erscheinungsbild Ihrer Teile beibehält? Die technischen Mitarbeiter von JS Precision sind bereit, Ihnen in Ihrer Situation zu helfen. Laden Sie jetzt Ihre 3D-STEP/IGES-Zeichnungen hoch und wir stellen Ihnen innerhalb von 24 Stunden eine detaillierte DFM-Herstellbarkeitsanalyse, ROI-Berechnung für Kalt- und Heißkanal sowie ein Angebot für das Spritzgießen mit mehreren Lösungen zur Verfügung.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. Für JS Precision Services gibt es keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es liegt in der Verantwortung des Käufers, spezifische technische Anforderungen zu ermitteln und ein formelles Teileangebot anzufordern. Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision Team
Maßgeschneiderte Fertigungslösungen. Mit über 15 Jahren Erfahrung in der Betreuung von mehr als 1.000 Kunden sind wir auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss und Metallstanzen. Nachdem wir über 300.000 Präzisionsteile erfolgreich geliefert haben, können wir bei allen kundenspezifischen Projekten eine Pünktlichkeitsquote von 99,2 % gewährleisten.
Unsere Anlage ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir liefern schnelle, effiziente und qualitativ hochwertige Fertigungslösungen für B2B-Kunden in 150 Ländern. Ganz gleich, ob Sie Kleinserien-Prototyping oder groß angelegte Individualisierungen benötigen, wir unterstützen Ihr Projekt mit Vorlaufzeiten von nur 24 Stunden. Wählen Sie JS Precision für beispiellose Effizienz, Qualität und Professionalität.
Um mehr zu erfahren oder Ihre Angebotsanfrage einzureichen, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

