Quanto costa lo stampaggio ad iniezione? Una guida ai prezzi 2026 per ingegneri
Scritto da
Precisione JS
Pubblicato
Jul 17 2026
stampaggio ad iniezione
Seguici
Il costo dello stampaggio a iniezione dipende dalla complessità dello strumento, dalla scelta della plastica e dalla dimensione dell'ordine. In generale, gli investimenti per gli stampi per la prima volta variano tra 3.000 e oltre 100.000, mentre i costi unitari diminuiscono da 5,00 a meno di 0,20 con l'aumento dei volumi.
In questo post del blog spiegheremo le relazioni tra i requisiti di precisione dimensionale, i diversi tipi di metalli per la realizzazione di stampi, i tempi di ciclo e presenteremo agli ingegneri che lavorano per l'azienda dei componenti come ridurre il costo totale del componente (TCO).
Riferimento rapido sui costi dello stampaggio a iniezione
Volume di produzione
Acciaio per utensili consigliato
Intervallo di costo degli utensili
Prezzo medio della parte
Ottimizzazione dei costi chiave
100–1.000 pezzi (prototipo)
Al 7075 / P20
$ 2.500–$ 8.000
$ 3,50–$ 8,00
Telaio modulare MUD, lavorazione fondo skip
5.000–50.000 pezzi (a metà tiratura)
P20/718H
$ 8.500–$ 25.000
$ 1,20–$ 2,50
Parete da 2,0 mm, multi-cavità + espulsione automatica del canale freddo
Oltre 100.000 pezzi (alto volume)
H13 spento (HRC 48–52)
$ 30.000–$ 100.000+
$ 0,15–$ 0,80
Canale caldo, eliminazione del canale di colata, ciclo ridotto
Risultati chiave
La durata dello stampo è in gran parte influenzata dalla durezza dell'acciaio: per cicli di produzione che coinvolgono milioni di pezzi stampati, utilizzare acciaio per stampi H13/1.2344 temprato con cromo all'11-1/2% con durezza Rc 46 - 50 per poter sopportare lo sfregamento della fibra di vetro.
Lo spessore delle pareti del pezzo influenza notevolmente il tempo di raffreddamento: un aumento di 1 mm nello spessore delle pareti comporterebbe un aumento di 4 volte del tempo di raffreddamento e un aumento sostanziale dei costi di manodopera per pezzo.
Utilizzo di sistemi a canale caldo per produzioni di centinaia di migliaia di pezzi: Se i volumi di produzione sono superiori a 1 0.000 unità, è possibile recuperare il costo dello stampo iniziale con un sistema a canale caldo senza gate in soli 6 mesi.
Perché affidarsi al servizio di stampaggio a iniezione a basso costo di JS Precision?
Sulla base dei 15 anni di esperienza ingegneristica del nostro team nello stampaggio a iniezione di materie plastiche, un fornitore che promette un servizio di stampaggio a iniezione affidabile e a basso costo dovrebbe avere cicli di dati tracciabili in tre decisioni principali: tipo di acciaio dello stampo, progettazione dello spessore delle pareti per la produzione (DFM) e scelte del sistema di canali. Sulla base della nostra vasta esperienza in progetti di alloggiamenti per sensori industriali, i clienti che hanno utilizzato la nostra soluzione di stampo e prodotto sono stati in grado di realizzare circa 38.000 stampi a $ 185 ciascuno, tempo di ciclo di 34 secondi con un tasso di difetti dell'8,5%.
Una volta introdotto il sistema di raffreddamento conformato H13+, il tempo di ciclo è stato ridotto a 23 secondi e il costo per pezzo è sceso a $ 1,12. Anche se il numero di stampi è salito a 42.000, siamo riusciti a recuperare i costi in 8,7 mesi e produrre 120.000 pezzi all'anno.
Il sistema di gestione della qualità
ISO 9001:2015 afferma chiaramente: devono essere stabiliti meccanismi di registrazione dei parametri tracciabili per il processo di produzione di massa di parti stampate a iniezione e i dati chiave del processo e le attività di produzione saranno conservati fino alla fine del ciclo di vita del prodotto.
Per soddisfare lo standard, eseguiamo il monitoraggio SPC in cinque fasi di ciascun progetto di sviluppo prodotto e stampo: lo stampo è progettato, prodotto tramite macchina CNC, rifinito tramite elettroerosione, lo stampaggio di prova delle parti è eseguito, le parti sono prodotte in serie. Durante questo processo, il Cpk dimensionale critico dei prodotti viene mantenuto al di sopra di 1,33.
Queste tecniche sono state sviluppate nel database JS Precision della nostra azienda contenente circa 1.800 progetti di stampaggio a iniezione e coprono l'intera gamma dai microbatch AI/MUD alla produzione di massa H13. Questo database consente ai nostri clienti un risparmio medio sul TCO del 18-28%.
Scarica il Libro bianco sull'ottimizzazione dei costi dello stampaggio a iniezione 2026 per padroneggiare la selezione dell'acciaio per stampi, le formule dello spessore delle pareti e i metodi di calcolo del ROI dei corridori e valutare in modo proattivo il potenziale di riduzione dei costi del servizio di stampaggio a iniezione a basso costo.
Quanto costa lo stampaggio a iniezione in base ai fattori principali dell'attrezzatura?
Il fattore più importante che determina quanto costa lo stampaggio a iniezione risiede nella struttura interna dello stampo: il numero di cavità, i meccanismi laterali di estrazione del nucleo come cursori ed espulsori, il grado di acciaio inossidabile e gli standard di finitura superficiale sono i fattori fisici chiave che determinano il costo degli utensili per lo stampaggio a iniezione.
Elementi di costo e gestione dei tempi dello stampo a iniezione
Servizi di progettazione stampi (10-15%): convalida DFM, simulazione del flusso dello stampo, modellazione 3D della struttura dello stampo.
Acquisti di acciaio per stampi (25-35%): P20 circa 5-8 $/kg, H13 circa 12-18 $/kg, S136 circa 20-30 $/kg.
Lavorazione meccanica e elettroerosione (35-45%): semifinitura di cavità - finitura superficiale - elettroerosione a filo - elettroerosione a specchio, che costituisce complessivamente la quota maggiore della durata della lavorazione dello stampo.
Processi di trattamento termico (3-8%): H13 deve essere trattato termicamente mediante tempra sotto vuoto + rinvenimento per raggiungere HRC 48-52.
Assemblaggio dello stampo e prova di funzionamento (5-10%): configurazione dello stampo, finitura superficiale, regolazione dello stampaggio di prova T1/T2.
Impatto sui costi del conteggio delle cavità e dei meccanismi laterali
Cavità singola vs. cavità multipla:La cavità singola è lo standard 1x. Il tempo di lavorazione a due cavità aumenta del 50-70% mentre il tempo di lavorazione a quattro cavità può aumentare del 120-150% rispetto alla cavità singola. Considerando il singolo pezzo, gli stampi a quattro cavità possono essere 3,2-3,8 volte più veloci degli stampi a cavità singola.
Slider e sollevatori: ogni meccanismo laterale aggiuntivo aggiunge circa $ 1.500-$ 3.500 al costo poiché richiede ulteriori raccordi per stampi inclinati, piastre antiusura, molle ed elementi limite.
Il livello di finitura superficiale: la lucidatura a specchio SPI A1 (Ra<0,05μm) richiede un costo di post-elaborazione aggiuntivo di 800-3.000 a differenza della semplice testurizzazione VDI 27.
Contatta un ingegnere per una ripartizione gratuita dei costi della struttura dello stampo e un preventivo trasparente per i costi degli utensili per lo stampaggio a iniezione.
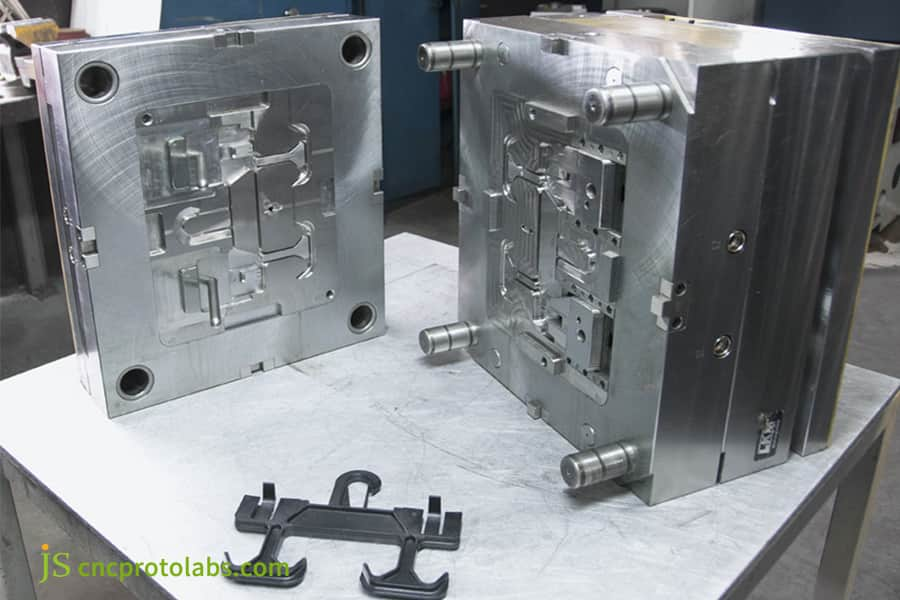
Figura 1: stampo in acciaio di precisione con componenti in plastica finiti su un tavolo da officina.
Perché l'ottimizzazione dello spessore delle pareti controlla i costi degli utensili per lo stampaggio a iniezione?
Impostare uno spessore costante della parete della parte intorno a 1,5-2,5 mm è il modo più semplice per risparmiare tempo del ciclo di raffreddamento e ridurre i costi di lavorazione per pezzo. Oltre al fattore costo, le variazioni nello spessore della parete possono portare ad altri problemi come deformazioni e restringimenti che a loro volta aumentano ulteriormente i costi degli utensili per lo stampaggio a iniezione.
Formula empirica per il tempo di raffreddamento:
Tempo di raffreddamento ≈ Coefficiente di raffreddamento del materiale × Spessore della parete²
Dove C è il coefficiente di raffreddamento del materiale, per tecnopolimeri a temperatura ambiente come ABS/PP, C≈2,5, per PC/POM, C≈3,0-3,5.
Impatto quantitativo dello spessore della parete sul tempo del ciclo
Spessore parete 2 mm → Tempo di raffreddamento di base circa 2,5 × 2² = 10 secondi
Spessore parete 4 mm → Il tempo di raffreddamento aumenta a 2,5 × 4² = 40 secondi
Aggiungere lo spessore della parete da 1 mm a 2 mm significa quadruplicare il tempo di raffreddamento, con conseguente aumento dei costi di manodopera della macchina. Questo è uno dei motivi per cui i fornitori di servizi di stampaggio a iniezione a basso costo dovrebbero concentrarsi fortemente sulla revisione del design dello spessore della parete in DFM (Design for Manufacturing). Il concetto in realtà è questo: per ogni millimetro di spessore di parete in più, non si acquista solo plastica, ma anche tempo di attesa della macchina.
Sequenza di effetti derivanti dallo spessore della parete irregolare
Deformazione: la differenza di temperatura è maggiore del 25%, il raffreddamento nell'area della parete spessa è ritardato, producendo stress interno, la deviazione di planarità è di 0,15-0,30 mm.
Segno di affondamento: i canali di pressione di tenuta nell'area della parete spessa si congelano prematuramente, il risultato è profondità di collasso localizzata di 0,05-0,20 mm.
Regole per la progettazione delle nervature: lo spessore della radice delle nervature deve essere al massimo il 60% dello spessore della parete principale, l'altezza è 5 volte lo spessore della parete, per eliminare i segni di ritiro posteriore.
Invia disegni 3D per ricevere un'analisi gratuita del flusso dello stampo e una valutazione della riduzione dei costi dello spessore delle pareti per un controllo preciso dei costi degli utensili per lo stampaggio a iniezione.
Figura 2: lavoratore che misura un involucro di plastica grigia con un calibro digitale.
Come valutare le opzioni di servizio di stampaggio a iniezione a basso volume per lotti di piccole dimensioni?
Risparmiare circa il 40% sul prezzo iniziale della base dello stampo utilizzando stampi rapidi in alluminio Al 7075 o sistemi di base universali MUD è un enorme vantaggio in termini di costi per il servizio di stampaggio a iniezione a basso volume dove un totale di non più di Devono essere prodotte 1.000 parti.
Confronto dei limiti fisici tra stampi in alluminio e stampi in acciaio
Proprietà
Utensili Al 7075
Utensili in acciaio P20
Durezza (HB)
150–180
280–330 (HRC 28–32)
Conducibilità termica (W/m·K)
130–170
35–45
Velocità di lavorazione
2–3 volte più veloce dell'acciaio
Standard
Durata della vita (cicli)
5k-20k
500k
Compatibilità con GF
Non consigliato
Gamma completa
Ambito di applicazione: Al 7075
Vantaggi: Ha un'elevata conduttività termica (circa 3-4 volte quella del P20) e può essere tagliato molto rapidamente tramite fresatura CNC. Oltre a ciò, il ciclo del modello di prova può essere ridotto a 2-3 settimane.
Vincoli: Il carico di snervamento è basso, non è resistente all'erosione della fibra di vetro. La presenza del 30% di fibra di vetro in PA66 renderà il tasso di usura delle cavità dello stampo in Al 7075 circa 5-8 volte superiore rispetto agli stampi in acciaio e la sua durata sarebbe di soli 5.000-10.000 cicli.
Guida alla selezione: Se intendi utilizzare materiali a bassa usura e privi di riempitivi (ad esempio PP puro, ABS e PS) e realizzare piccole tirature (ovvero meno di 5.000 unità), ti consigliamo vivamente di utilizzare Al 7075 per ridurre i costi, se nel materiale sono aggiunte fibre o particelle di vetro o prevedi di produrre grandi quantità (più di 10.000 unità), ti consigliamo di utilizzare lo stampo inacciaio inossidabile P20 o di qualità superiore, che è più durevole.
Offerta di piccoli lotti JS Precision: MUD (Modular Mold Base)
Base dello stampo MUD (Master Unit Die) prefabbricato standard: il cliente è tenuto solo a lavorare e addebitare gli inserti del nucleo/cavità, mentre le parti comuni come grezzi dello stampo, pilastri di guida e aste di ripristino sono fornite gratuitamente.
Efficacia dei costi: contrariamente alla tradizionale lavorazione a stampo intero, lo stampo MUD è una soluzione che aiuta a risparmiare fino al 45% sui costi iniziali di apertura dello stampo.
Modificabilità: con lo stesso stampo base MUD sarai in grado di montare anime diverse per piccoli lotti di prodotti diversi.
Quali fattori chiave dei materiali determinano la scala dei costi complessivi dello stampaggio a iniezione?
Il prezzo per chilogrammo di plastica grezza è determinato principalmente da questi fattori: resistenza termica, grado di ignifuga, rapporto di materiale modificato e mercato. Il preventivo per il servizio di stampaggio ad iniezione personalizzato deve tenere conto anche di questi elementi non fisici.
Gradienti di prezzo e prestazioni dei materiali plastici tecnici di uso comune (riferimento 2026)
Materiale
Prezzo ($/kg)
Temperatura (°C)
Caratteristiche chiave
PP/PE
0,8–1,8
180–240
Basso costo, processo semplice
ABS
1,8–3,5
220–260
Equilibrio tra meccanismo e superficie
PA6 / PA66
3,5–6,0
240–290
Elevata resistenza, igroscopico
PC
4.0–7.0
280–320
Impatto e trasparenza
POM
3,0–5,5
190–230
Basso attrito, resistente all'usura
PEEK
80–120
360–400
Temperature estreme e resistenza chimica
Fattori non fisici che influiscono sul prezzo unitario del materiale
Rinforzato con fibra di vetro (GF30): Il prezzo unitario aumenta di circa il 50%, un enorme aumento rispetto all'originale, ma la resistenza è da due a tre volte quella dell'originale. Bisogna considerare il maggior costo derivante dall'usura degli stampi.
Certificazione ritardante di fiamma UL94-V0: Il prezzo aumenta del 20%, ma è uno dei must per componenti elettronici/automobilistici.
Brand Premium: i materiali originali Sabic/Covestro costano il 10-25% in più rispetto ai materiali alternativi nazionali, ma possono garantire una migliore stabilità dei lotti (Cpk).
Restringimento e tolleranza: materiali con un ritiro elevato come POM 1,5-2,5% e PP 1,0-2,5% necessitano di compensazione dello stampo per avere tolleranze di 0,02 mm che raddoppieranno il numero di stampaggi di prova, con 500-2.000 prove per sessione di stampaggio.
Strategie di risparmio sui costi di JS Precision
Approvvigionamento centralizzato attraverso un volume di acquisto annuale di oltre 300 tonnellate e firma di accordi strutturali annuali con i produttori originali in modo che i clienti possano sfruttare il prezzo.
Materiale riciclato: il 20-30% dei materiali viene riciclato in parti strutturali non esteriori per ottenere un'ulteriore riduzione dei costi unitari dei materiali dell'8-15%.
Controllo del consumo energetico durante la fase di essiccazione PA6/PC sono costretti ad asciugare fino a contenere meno dello 0,02% di umidità per evitare la perdita di fili d'argento (un costo nascosto con un tasso di rottamazione del 5-15%).
Il costo dello stampaggio a iniezione del materiale non è tanto più economico quanto meglio è, in realtà il prezzo unitario non così basso è il più vantaggioso. Il PC a $ 2-3/kg può sembrare più costoso rispetto al PA66, ma il suo ciclo più breve di 5 secondi e il 30% in più di durata dello stampo lo rendono un'opzione più economica per la produzione di grandi volumi.
Figura 3: varie parti in plastica e stampi su un tavolo di metallo.
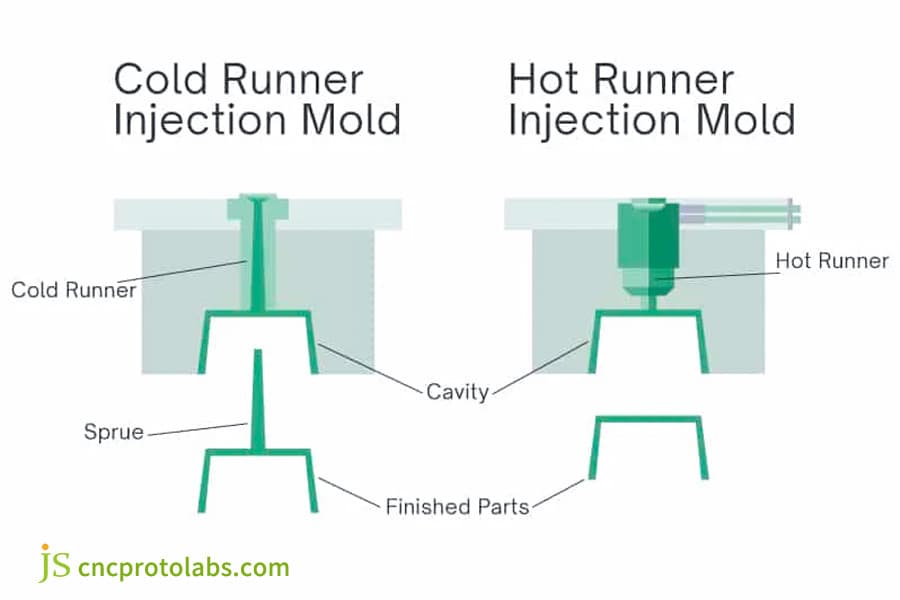
Come calcolare il ROI a lungo termine del canale caldo rispetto al canale freddo nel preventivo dello stampaggio a iniezione?
I canali freddi sono stampi meno costosi, ma nella produzione di massa sono superati dai sistemi a canali caldi poiché i loro maggiori scarti di materozza combinati con le operazioni di rifilatura manualeportano a una maggiore inefficienza complessiva. Quando si valuta il preventivo per lo stampaggio a iniezione, è necessario condurre calcoli del ROI per il sistema di canali di flusso.
La formula del costo dei rifiuti del corridore
Costo dei rifiuti di materiale =Peso della guida × Volume di produzione × Prezzo unitario del materiale
Nota che il peso del corridore è espresso in kg, il volume di produzione sarà il numero di unità, il prezzo unitario del materiale è indicato in $/kg.
Esempio di caso: 1 stampo, parti in ABS a 4 cavità, 15 g/p, guida da 20 g, produzione annua = 100.000 p
Corridore freddo: peso totale del corridore = 20 g×100.000=2.000 kg. Il peso dell'ABS è calcolato a 3 g/kg, costo degli scarti = 6.000 costi di taglio manuale 0,08 g/parte×100.000 = 8.000 perdite totali legate alla guida $ 14.000/anno.
Canale caldo: scarto del canale 0 (esclusi solo i residui del cancello < 3,2%) ma il costo dello stampo aumenta di $ 6.000-$ 12.000.
Vantaggio del tempo di ciclo: con la pressione di mantenimento del canale caldo e il tempo di raffreddamento si riducono di circa il 25%, quindi il tempo di ciclo per singola parte passa da 30 secondi a 22,5 secondi. Con una tariffa oraria dell'80%, il tempo di lavorazione di un pezzo singolo scende da 0,67 a 0,50, con un conseguente risparmio di $ 17.000 per 100.000 parti all'anno.
Periodo di ammortamento del ROI: Premio canale caldo 9.000÷(14.000+17.000-0)/anno ≈ 3,5 mesi.
Raccomandazioni per la selezione del corridore di JS Precision:
<10.000 unità/anno: Canale freddo + base stampo MUD, controllo dell'investimento iniziale.
10.000-100.000 unità/anno: valutare il ROI del canale caldo, il punto critico è circa 25.000 unità/anno.
>100.000 unità/anno: configurazione standard del canale caldo, periodo di ammortamento entro 6 mesi.
Contattaci gratuitamente per calcolare il ROI del canale di flusso del tuo progetto e ottenere un rapporto di analisi comparativa dei canali di flusso freddo e caldo nel preventivo di stampaggio a iniezione.
Figura 4: Complesso sistema di stampi a canale caldo in fabbrica.
Quali linee guida DFM riducono i costi del servizio di stampaggio a iniezione personalizzato?
Lo sviluppo del prodotto può essere rivoluzionato quando l'analisi DFM viene eseguita nella fase iniziale della progettazione. La ricerca mostra che l'implementazione può comportare un risparmio del 30% sui costi dello stampo non implementando l'estrazione laterale del nucleo e rendendo gli angoli di sformo più efficienti. Questo è un vantaggio che il servizio di stampaggio a iniezione personalizzato utilizza per distinguersi in termini di prezzo.
Angolo di sformo
Superficie esterna: 1-2° per lato, per superfici strutturate, è richiesto un ulteriore angolo di sformo di 1,5 per ogni 0,025 mm di profondità di incisione.
Superficie interna (nervature incluse): 0,5-1° per lato, per cavità profonde (>50 mm), sono necessari 2-3°.
Costo: ogni diminuzione dell'angolo di spoglia provoca un aumento della forza di espulsione di circa il 20%, un aumento del tasso di scarto del 3-8% e un aumento dei costi di lucidatura post-elaborazione tra $ 500 e 2000.
Rimozione dei sottosquadri
Cursore sottosquadri/Espulsore angolato: ogni caratteristica meccanica laterale aggiunge un costo compreso tra $ 1.500 e 3.500.
La soluzione migliore è eliminare i sottosquadri e avere un design di tipo shut-off, ottenendo una struttura dello stampo a estrazione diretta, riducendo i costi dello stampo del 30-40%.
Caso tipico: il progetto iniziale ha 4 sottosquadri che si traducono in 4 cursori e costa circa 10.000+, è stato modificato in un foro passante + tiro dritto che ha portato un risparmio di oltre 7.000+ e ha ridotto il periodo di produzione di 5-8 giorni.
Spessore della parete e nervature (che fa eco al Capitolo 4)
Spessore parete uniforme 1,5-2,5 mm, differenza <25%.
Spessore della nervatura ≤ 60% dello spessore della parete principale, altezza ≤ 5 × spessore della parete.
In che modo JS Precision ha ottimizzato la temperatura dell'utensile e il tempo di ciclo per gli alloggiamenti dei sensori industriali?
Realizzando un alloggiamento in PC/ABS stampato ad iniezione di precisione, JS Precision è riuscita a ridurre il ciclo di produzione di 11 secondi attraverso l'uso del raffreddamento conformato e dell'acciaio H13, che è un tipico metodo di riduzione dei costi attraverso i processi nella produzione di stampaggio ad iniezione personalizzata.
Problemi sollevati dal cliente:
Dopo aver prodotto in serie un articolo per apparecchiature di sensori industriali, il cliente continua a produrre un alloggiamento in PC/ABS di clip di precisione. In alcune aree delle pareti lo spessore non è uniforme (2,8 mm) e poiché i tradizionali canali d'acqua diritti non funzionano bene nella dissipazione del calore, il raffreddamento è inadeguato. La durata del ciclo di stampaggio è di 34 secondi e il tasso di difetti di ritiro superficiale ha raggiunto l'8,5%, un valore elevato. Per il cliente, la domanda annua è di 120.000 unità. Sulla base di una capacità della macchina di 80 unità all'ora e di un costo di elaborazione di 0,76 per unità, il costo annuale della macchina sarebbe di $ 91.200.
Soluzione di JS Precision:
Cambio stampo nucleo: i canali di raffreddamento conformi vengono stampati utilizzando la tecnologia tridimensionale a una distanza fissa di 4,5 mm dalla superficie della cavità alla linea del punto medio del canale (i tradizionali canali dell'acqua diritti sono caratterizzati da distanze superficiali di 6-12 mm che continuano a cambiare).
Aggiornamento dell'acciaio: l'acciaio è stato aggiornato da P20 (HRC 30) ad acciaio temprato H13 appositamente importato (HRC 50), consentendo così una resistenza all'usura minore di PC/ABS + fibra di vetro e raddoppiando e aumentando la durata alla fatica termica.
Ottimizzazione dei parametri di mantenimento della pressione: mantenimento della pressione 75MPa, tempo di mantenimento 4,5 s (confermato dal test di congelamento del gateway), riduzione dello stress residuo
Esperienza per la risoluzione dei problemi:
Nella fase di stampaggio di prova iniziale del ciclo T1, una portata del mezzo di raffreddamento troppo elevata (numero di Reynolds > 10.000) ha causato cavitazione nei canali dell'acqua conformi, con conseguente basse temperature locali sulla superficie dello stampo di 3-5 ℃, che hanno portato al restringimento.
Soluzione: regolare il circuito della pompa dell'acqua in modo che il numero di Reynolds rimanga allo stato turbolento ideale di 4.000 (il punto in cui il coefficiente di trasferimento di calore è massimo e la cavitazione non è un problema) e il gradiente di temperatura irregolare viene risolto.
La
ISO 20457:2018 specifica che: Le tolleranze dimensionali delle parti stampate di precisione devono essere delimitate in segmenti secondo i requisiti funzionali, mentre la compensazione del ritiro agli angoli, dove lo spessore della parete cambia rapidamente, deve essere eseguita separatamente.
Durante la fase del processo di stampaggio di prova del presente progetto, abbiamo reso l'adattamento più preciso regolando la tolleranza di inserimento a scatto a ±0,03 mm (grado eccellente DIN 16742) per garantire un inserimento a scatto sicuro.
Risultati finali
Tempo di ciclo: 34 s → 23 s (↓32,3%)
Lavorazione di parti singole: 0,76 → 0,51 (↓32,9%)
Costo annuale della macchina: 91.200 → 61.200 (risparmio di $ 30.000/anno)
Tasso di difetti: 8,5% → 0,1%
Periodo di recupero dello stampo: (42.000−29.000)=13.000÷(30.000+$120.000×Risparmio scarti da ritiro) ≈ Circa 4,2 mesi
Feedback dei clienti: l'analisi di precisione del flusso dello stampo e il design del raffreddamento conformato di JS Precision ci hanno fatto risparmiare quasi il 30% sui costi di manodopera per parte e la consegna è stata molto puntuale.
In che modo i requisiti di tolleranza ad alta precisione determinano la scala dei costi degli utensili per lo stampaggio a iniezione?
L'aumento dei requisiti di tolleranza da un valore relativamente lento di ±0,1 mm fino a un valore molto stretto di ±0,02 mm porterà a un raddoppio del tempo di lavorazione dello stampo e il preventivo per lo stampaggio a iniezione sarà molto più elevato.
Flusso di elaborazione per la produzione di stampi di precisione
Standard (±0,1 mm): Fresatura di precisione CNC il lavoro di sgrossatura e cavità tramite elettroerosione è abbastanza buono, il tempo di lavorazione di una cavità è di circa 8-12 ore.
Precisione (±0,05 mm): fresatura di precisione CNC + finitura fine EDM + lucidatura locale, tempo di lavorazione di una cavità 12-20 ore.
Ultra preciso (±0,02 mm): richiede rettifica creep-feed estremamente precisa + lavorazione lenta per elettroerosione a filo (taglio a filo) a livello di micron, tempo di lavorazione a cavità singola di 20-35 ore. Spesa aggiuntiva per materiali di consumo per elettrodi di 300-800.
Problemi causati da variazioni di ritiro nelle tolleranze di precisione
Materiali cristallini (POM, PA66): si ritira dell'1,0-2,5%, fortemente anisotropo (differenziando il ritiro dalla direzione del flusso a quella trasversale è di circa 0,3-0,8%). È necessaria una tecnica di compensazione dello stampo utilizzando coefficienti separati nelle direzioni del flusso e trasversali.
Materiali amorfi (PC, ABS): restringimento di circa 0,4-0,7%, abbastanza controllabile anche se sono ancora necessarie circa 1-2 correzioni di stampaggio di prova con livelli di tolleranza di +/- 0,02 mm.
Materiali rinforzati con fibra di vetro: il ritiro è solo dello 0,1-0,8% ma l'anisotropia aumenta ed è ancora più difficile compensare una muffa.
Raccomandazioni di JS Precision:
A meno che non si tratti di assemblaggi con accoppiamenti molto stretti (ad esempio, accoppiamento a pressione dei cuscinetti, scanalature di tenuta ermetica), si consiglia di utilizzare il grado di tolleranza standard DIN 16742 (0,10-0,25 mm) per le parti industriali, poiché potrebbe contribuire a ridurre i costi di apertura dello stampo del 25-40%. La precisione degli utensili per stampaggio a iniezione non è l'unico fattore da considerare in quanto significherebbe pagare il premio di precisione per gli utensili solo quando è una necessità.
Perché scegliere JS Precision per il tuo servizio di stampaggio a iniezione a basso costo nel 2026?
JS Precision fa affidamento sulla sua catena di fornitura integrata a Humen Dongguan insieme alla nostra certificazione ISO 9001:2015 e alla gestione dei processi all'avanguardia, per fornire servizi di stampaggio a iniezione su misura con produzione conveniente e tempi di consegna affidabili.
Vantaggi geografici e della catena di fornitura
Ubicazione: L'azienda si trova a Humen, Dongguan, in un'area di 30 km, e offre un'intera gamma di supporto per telai di stampi, trattamento termico dell'acciaio, testurizzazione superficiale e preparazione di masterbatch. The T1 trial mold lead time is approximately 5-7 days shorter than inland manufacturers.
Mold Workshop: Fully equipped with CNC/EDM/wire EDM/coordinate measuring machine, a mold can be delivered within the time frame of 4-6 weeks (Industry average being 8-10 weeks).
Manufacturing and Quality Control Capabilities
Machine Availability: JS Precision have high-precision single/double-color injection molding machines ranging from 50T-450T, capable of performing LSR liquid silicone overmolding, insert molding, and two-color overlay molding.
Closed-Loop Quality Management: Material inspection First piece full-dimensional (FAIR, CMM + 2D) SPC process monitoring (Cpk≥1.33) outgoing full inspection, batch traceability.
Process Improvement: Hot runner in combination with cold spray to decrease mold temperature gradient, MUD small batch production, conformal cooling 3D printing further cutting down total procurement costs by 15-25%.
Choosing an injection molding service at a low price does not mean looking for the cheapest workshop, but rather, engaging engineering data effectively to spend every penny wisely. JS precision can be different due to this philosophy.
Domande frequenti
Q1:How much does injection molding cost on average for low-volume production at JS Precision?
Low volumes say 100-5,000 units of products by using MUD modular steel molds will have a mold fee of $2,500-$6,000 and the mold fee average of one piece will be $1.50-$4.50. You need to submit 3D drawings for an exact quote.
Q2:Why are upfront injection molding tooling costs higher than 3D printing or CNC machining?
Injection molds have to withstand temperature and pressure and be accurate at the micron level. The design, CNC finishing, wire EDM, and multi-part assembly require a lot of advanced machining hours, so the initial cost is higher.
Q3:How can we get an accurate injection molding quote within 24 hours from JS Precision?
Please provide 3D CAD (STEP/IGES) and 2D drawings with tolerances, specifying production volumes, material grade (e.g. PC/ABS), and surface finishing. You may directly upload your drawings for a quote, the team at JS Precision will respond fast.
Q4:How do glass fibers impact tooling and custom injection molding service costs?
Glass fibers wear and tear the mold cavity which demands H13 or S136 (30Rockwell) hardened steel to be used, initial mold cost being raised by approximately 20%.
Q5:What is a MUD mold base and how does it support low cost injection molding service?
MUD stands for 'Standardized Universal Mold Base. With the help of already made mold bases from JS Precision you only need to pay for core machining cavity part so you can save up to 45% on the initial mold cost.
Q6:How does mold cycle time directly affect the final injection molded part cost?
The cost of a part includes the depreciation of the machine with seconds. Thick walls increase the amount of cooling time from 20s to 40s and double the machine time and the result is that the unit cost doubles.
Q7:Do textured surfaces create extra expenses in custom injection molding service?
Chemical etching or laser texturing will add to the post-processing costs (approximately from USD800 to USD3000), and a larger draft angle (1.5° per 0.025mm depth) is required to prevent wear.
Q8:Is it expensive to modify an injection mold once tool manufacturing is completed?
Steel-removal modifications like increasing thickness, merely resulting in deeper mold cavities being milled cost USD500 - USD1500, while steel-additions modifications like thickness reduction, welding & insertions cost more than USD2000.
Riepilogo
Optimizing injection molding costs in 2026 is not about blindly seeking low-priced workshops, but rather achieving cost reduction at the supply chain level through scientific balance of mold life, cycle time, and material characteristics in the early stages of product development. By making precise DFM draft angle corrections, designing appropriate wall thickness, and selecting steel grade and runner setup that most benefit you, you will Much reduce both your initial mold investment and unit price while ensuring the assembly capability of parts.
Hoping for cost reduction that still maintains your parts' tolerance and appearance quality? JS Precision engineering staff is prepared to help in your situation.Upload your 3D STEP/IGES drawings now, and we will provide you with detailed DFM manufacturability analysis, ROI calculation for cold and hot runner, and multi solution injection molding quotation within 24 hours.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
Soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com