

تعتمد تكلفة القولبة بالحقن على مدى تعقيد الأداة، واختيار البلاستيك، وحجم الطلب. بشكل عام، تتراوح استثمارات العفن لأول مرة بين 3000 وأكثر من 100000 بينما تنخفض تكاليف الوحدة من 5.00 إلى أقل من 0.20 مع ارتفاع الأحجام.
سنشرح في منشور المدونة هذا العلاقات بين متطلبات دقة الأبعاد، والأنواع المختلفة من الدرجات المعدنية لصنع القوالب، ووقت الدورة، وسنقدم للمهندسين العاملين في شركة قطع الغيار كيفية تقليل التكلفة الإجمالية للقطعة (TCO).
مرجع سريع لتكلفة قولبة الحقن
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر>حجم الإنتاج
الأدوات الفولاذية الموصى بها
نطاق تكلفة الأدوات
متوسط سعر القطعة
تحسين التكلفة الأساسية
<الجسم> <تر>100-1000 قطعة (النموذج الأولي)
آل 7075 / بي 20
2500 دولار - 8000 دولار
3.50 دولار - 8.00 دولار
إطار MUD المعياري، تخطي المعالجة الأساسية
من 5000 إلى 50000 قطعة (في منتصف التشغيل)
P20 / 718H
8,500 دولار - 25,000 دولار
1.20 دولار – 2.50 دولار
جدار 2.0 ملم، متعدد التجاويف + مخرج تلقائي على البارد
أكثر من 100000 قطعة (مجلد عالي)
H13 مروي (HRC 48–52)
30,000 دولار - 100,000 دولار+
0.15$–0.80$
العداء الساخن، إزالة الذباب، تقصير الدورة
النتائج الرئيسية
- يتأثر العمر الافتراضي للقالب إلى حد كبير بصلابة الفولاذ: لعمليات الإنتاج التي تتضمن ملايين القوالب، استخدم 11-1/2% من الكروم المقوى H13/ 1. 2344 قالب فولاذي يتمتع بصلابة Rc 46 - 50 ليتمكن من تحمل فرك الألياف الزجاجية.
- يؤثر سمك جدران الأجزاء بشكل كبير على وقت التبريد: ستؤدي زيادة سمك الجدار بمقدار 1 مم إلى زيادة وقت التبريد بمقدار 4 أضعاف وزيادة كبيرة في تكاليف العمالة لكل قطعة.
- استخدام أنظمة التشغيل الساخن للإنتاج الذي يصل إلى آلاف القطع: إذا كانت أحجام الإنتاج أكثر من 10000 وحدة، فمن الممكن استرداد تكلفة القالب الأولية باستخدام نظام التشغيل الساخن بدون بوابة في غضون 6 أشهر فقط.
لماذا تثق في خدمة قولبة الحقن منخفضة التكلفة التي تقدمها JS Precision؟
استنادًا إلى 15 عامًا من الخبرة الهندسية التي يتمتع بها فريقنا في مجال قولبة حقن البلاستيك، يجب أن يكون لدى المورد الذي يقدم وعدًا موثوقًا بخدمة قولبة حقن منخفضة التكلفة حلقات بيانات يمكن تتبعها في ثلاثة قرارات رئيسية: نوع فولاذ القالب، وتصميم سمك الجدار للتصنيع (DFM) وخيارات نظام التشغيل. استنادًا إلى خبرتنا الواسعة في مشاريع إسكان أجهزة الاستشعار الصناعية، كان العملاء الذين استخدموا حلول القوالب والمنتجات لدينا في وضع يمكنهم من تصنيع حوالي 38000 قالب بسعر 185 دولارًا أمريكيًا لكل قالب، وقت دورة 34 ثانية مما أدى إلى معدل خلل بنسبة 8.5%.
بمجرد تقديم نظام التبريد المطابق H13 +، تم تقليل وقت الدورة إلى 23 ثانية، وانخفضت تكلفة القطعة إلى 1.12 دولار. وعلى الرغم من ارتفاع عدد القوالب إلى 42000 قالب، إلا أننا تمكنا من استرداد التكلفة خلال 8.7 أشهر وإنتاج 120000 قطعة سنويًا.
<اقتباس>ISO 9001:2015 ينص نظام إدارة الجودة بوضوح على ما يلي: يجب إنشاء آليات تسجيل يمكن تتبعها لعملية الإنتاج الضخم للأجزاء المقولبة بالحقن، وسيتم الاحتفاظ ببيانات العملية الرئيسية وأنشطة الإنتاج حتى نهاية دورة حياة المنتج.
للوفاء بالمعايير، نجري مراقبة SPC في خمس مراحل لكل مشروع تطوير قالب ومنتج: تم تصميم القالب ويتم إنتاجه عبر آلة CNC، ويتم تشطيبه بواسطة القالب التجريبي EDM للأجزاء، ويتم إنتاج الأجزاء بكميات كبيرة. خلال هذه العملية، يتم الاحتفاظ بالأبعاد الحرجة لـ Cpk للمنتجات فوق 1.33.
تم تطوير هذه التقنيات في قاعدة بيانات JS Precision الخاصة بشركتنا والتي تضم حوالي 1800 مشروع قولبة بالحقن وتغطي النطاق الكامل من الدفعات الدقيقة AI/MUD إلى الإنتاج الضخم لـ H13. تتيح قاعدة البيانات هذه توفير متوسط التكلفة الإجمالية للملكية بنسبة 18-28% لعملائنا.
قم بتنزيل التقرير التمهيدي لتحسين تكلفة قولبة الحقن لعام 2026 لإتقان اختيار قوالب الفولاذ، وصيغ سمك الجدار، وطرق حساب عائد الاستثمار، وتقييم إمكانية خفض تكلفة خدمة قولبة الحقن منخفضة التكلفة بشكل استباقي.
ما هي تكلفة قولبة الحقن بناءً على عوامل الأدوات الأساسية؟
العامل الأكثر أهمية الذي يحدد كم تكلفة قولبة الحقن يكمن في البنية الداخلية للقالب: عدد التجاويف، وآليات سحب القلب الجانبية مثل المنزلقات والقاذفات، ودرجة الفولاذ المقاوم للصدأ ومعايير تشطيب السطح هي العوامل الفيزيائية الرئيسية التي تحدد تكلفة قولبة الحقن الأدوات.
عناصر تكلفة قالب الحقن وإدارة الوقت
- خدمات تصميم القالب (10-15%): التحقق من صحة سوق دبي المالي، ومحاكاة تدفق القالب، والنمذجة ثلاثية الأبعاد لهيكل القالب.
- مشتريات الصلب المقولب (25-35%): P20 حوالي 5-8 دولارات أمريكية/كجم، H13 حوالي 12-18 دولارًا أمريكيًا/كجم، S136 حوالي 20-30 دولارًا أمريكيًا/كجم.
- التصنيع الآلي والتفريغ الكهربائي (35-45%): تشطيب نصف تشطيب للتجويف - تشطيب السطح - الأسلاك EDM - EDM المرآة، والتي تشكل الحصة الأكبر من مدة تصنيع القالب تمامًا.
- عمليات المعالجة الحرارية (3-8%): يجب معالجة H13 حراريًا عن طريق التبريد الفراغي + التقسية لتحقيق HRC 48-52.
- تجميع القالب وتشغيله التجريبي (5-10%): إعداد القالب، تشطيب السطح، تعديل القالب التجريبي T1/T2.
تأثير التكلفة لعدد التجاويف والآليات الجانبية
- التجويف المفرد مقابل التجاويف المتعددة: التجويف الفردي هو المعيار 1x. يزيد وقت المعالجة بالتجويفين بنسبة 50-70% بينما يمكن أن يزيد وقت المعالجة بأربعة تجاويف بنسبة 120-150% مقارنة بالتجويف الفردي. على أساس القطعة الواحدة، يمكن أن تكون القوالب ذات التجاويف الأربعة أسرع بمقدار 3.2 إلى 3.8 مرة من القوالب ذات التجويف الواحد.
- المنزلقات والرافعات: كل آلية جانبية إضافية تضيف ما يقرب من 1500 دولار إلى 3500 دولار إلى التكلفة نظرًا لأنها تتطلب تركيبات قالب مائلة إضافية، وألواح ارتداء، ونوابض، وعناصر الحد.
- مستوى تشطيب السطح: يتطلب تلميع المرآة SPI A1 (Ra<0.05μm) تكلفة إضافية لمرحلة ما بعد المعالجة تتراوح بين 800 و3000 على عكس التركيب العادي VDI 27.
اتصل بمهندس للحصول على تفاصيل مجانية لتكلفة هيكل القالب الخاص بك وعرض أسعار شفاف لتكلفة أدوات القولبة بالحقن.
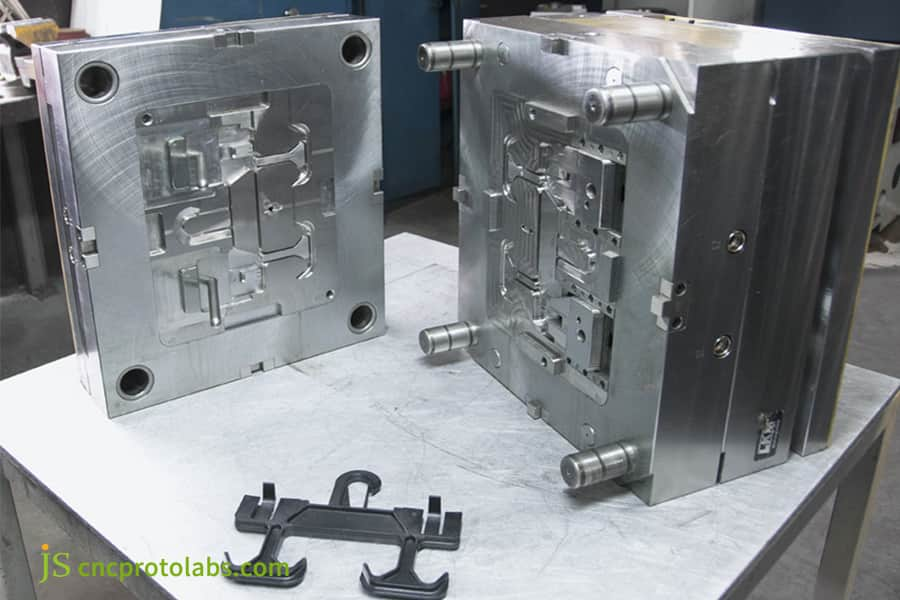
الشكل 1: قالب فولاذي مصمم بدقة مع مكونات بلاستيكية جاهزة على طاولة ورشة العمل.
لماذا تعتبر أدوات التشكيل بالحقن ذات التحكم الأمثل في سمك الجدار مكلفة؟
يعد ضبط سمك جدار ثابت للجزء يتراوح بين 1.5 و2.5 ملم هو أسهل طريقة لتوفير وقت دورة التبريد وخفض تكاليف معالجة القطعة الواحدة. وبصرف النظر عن عامل التكلفة، قد تؤدي الاختلافات في سمك الجدار إلى مشاكل أخرى مثل الالتواء والانكماش مما يؤدي في المقابل إلى زيادة تكلفة أدوات قولبة الحقن بشكل أكبر.
الصيغة التجريبية لزمن التبريد:
زمن التبريد ≈ معامل تبريد المادة × سماكة الجدار²
حيث C هو معامل تبريد المادة، بالنسبة للمواد البلاستيكية الهندسية في درجة حرارة الغرفة مثل ABS/PP، C≈2.5، للكمبيوتر/POM، C≈3.0-3.5.
التأثير الكمي لسماكة الجدار على زمن الدورة
- سمك الجدار 2 مم → وقت التبريد الأساسي حوالي 2.5 × 2² = 10 ثوانٍ
- سمك الجدار 4 مم → يرتفع وقت التبريد إلى 2.5 × 4² = 40 ثانية
إن إضافة سمك الجدار من 1 مم إلى 2 مم يعني مضاعفة وقت التبريد أربع مرات، مما يؤدي إلى زيادة تكاليف عمل الماكينة. وهذا هو أحد الأسباب التي تجعل مقدمي خدمة القولبة بالحقن منخفضة التكلفة يركزون بشدة على مراجعة التصميم لسمك الجدار في DFM (التصميم للتصنيع). المفهوم في الواقع هو كما يلي - لكل ملليمتر إضافي من سمك الجدار، فأنت لا تشتري البلاستيك فحسب، بل تنتظر الماكينة أيضًا الوقت.
تسلسل التأثيرات الناتجة عن تفاوت سمك الجدار
- الاعوجاج: الفرق في درجة الحرارة أكبر من 25%، ويتأخر التبريد في منطقة الجدار السميكة، مما ينتج عنه إجهاد داخلي، وانحراف التسطيح هو 0.15-0.30 ملم.
- علامة الغرق: يتم تجميد قنوات الضغط القابضة في منطقة الجدار السميك قبل الأوان، والنتيجة هي أعماق انهيار موضعية تبلغ 0.05-0.20 مم.
- قواعد تصميم الضلع: يجب أن يكون سمك جذر الضلع بحد أقصى 60% من سمك الجدار الرئيسي، وارتفاعه 5 أضعاف سمك الجدار، للقضاء على علامات الانكماش الخلفية.
أرسل رسومات ثلاثية الأبعاد لتلقي تحليل مجاني لتدفق القالب وتقييم خفض تكلفة سمك الجدار للتحكم الدقيق في تكلفة أدوات قولبة الحقن.

الشكل 2: عامل يقيس حاوية بلاستيكية رمادية باستخدام الفرجار الرقمي.
كيفية تقييم خيارات خدمة صب الحقن ذات الحجم المنخفض لعمليات التشغيل الصغيرة؟
يعد توفير حوالي 40% من السعر الأساسي للقالب الأولي يعد استخدام قوالب الألومنيوم السريعة Al 7075 أو أنظمة MUD العالمية ميزة تكلفة أساسية ضخمة خدمة قولبة الحقن منخفضة الحجم حيث يبلغ إجمالي لن يتم إنتاج أكثر من 1000 قطعة.
مقارنة الحدود الفيزيائية لقوالب الألومنيوم مع قوالب الصلب
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر> <النمط = "العرض: 25.0095%؛ لون الحدود: #000000؛">الملكية
<النمط = "العرض: 37.9026%; لون الحدود: #000000;">آل 7075 الأدوات
<النمط = "العرض: 37.1257%; لون الحدود: #000000;">أدوات الصلب P20
<الجسم> <تر>الصلابة (HB)
150–180
280–330 (مجلس حقوق الإنسان 28–32)
الموصلية الحرارية (W/m·K)
130–170
35–45
سرعة المعالجة
2–3× أسرع من الفولاذ
قياسي
العمر (الدورات)
5ك–20ك
500 ألف
التوافق مع GF
غير مستحسن
النطاق الكامل
نطاق التطبيق: آل 7075
- الفوائد: يتميز بموصلية حرارية عالية (حوالي 3-4 أضعاف P20) ويمكن قطعه بسرعة كبيرة عبر الطحن باستخدام الحاسب الآلي. بالإضافة إلى ذلك، يمكن تقليل دورة نمط التجربة إلى 2-3 أسابيع.
- القيود: قوة الخضوع منخفضة، وليست مقاومة لتآكل الألياف الزجاجية. إن وجود 30% من الألياف الزجاجية في PA66 سيجعل معدل تآكل تجاويف Al 7075 للقالب أعلى بحوالي 5-8 مرات من القوالب الفولاذية، وسيكون العمر الافتراضي لها 5000-10000 دورة فقط.
- دليل الاختيار: إذا كنت ستستخدم مواد منخفضة التآكل وخالية من الحشو (مثل Pure PP وABS وPS) وتقوم بعمليات تشغيل صغيرة (أي أقل من 5000 وحدة)، نوصي بشدة باستخدام Al 7075 للمساعدة في توفير التكاليف، وإذا كانت هناك ألياف أو جزيئات زجاجية مضافة إلى المادة أو كنت تخطط لإنتاج أعداد كبيرة (أكثر من 10000 وحدة) فإننا ننصحك بما يلي: استخدم قالبًا من P20 أو من الفولاذ المقاوم للصدأ بدرجة أعلى، وهو أكثر متانة.
عرض دفعة صغيرة من JS Precision: MUD (قاعدة القالب المعيارية)
- قاعدة قوالب MUD القياسية الجاهزة (قالب الوحدة الرئيسية): يُطلب من العميل فقط تشغيل الأجزاء الداخلية/التجويف وشحنها، في حين يتم توفير الأجزاء المشتركة مثل فراغات القالب، وأعمدة التوجيه، وقضبان إعادة الضبط مجانًا.
- فعالية التكلفة: على عكس تصنيع القالب بالكامل التقليدي، يعد قالب MUD حلاً يساعدك على توفير ما يصل إلى 45% من تكلفة فتح القالب الأولية.
- قابلية التغيير: باستخدام نفس قاعدة قوالب MUD، ستتمكن من ملاءمة نوى مختلفة لدفعات صغيرة من المنتجات المختلفة.
ما هي عوامل المواد الرئيسية التي تحدد مقاييس التكلفة الإجمالية لقولبة الحقن؟
يتم تحديد سعر الكيلوجرام الواحد من البلاستيك الخام بشكل أساسي من خلال هذه العوامل: المقاومة الحرارية، وتصنيف تثبيط اللهب، ونسبة المواد المعدلة، والسوق. يجب أيضًا أن يأخذ عرض أسعار خدمة قولبة الحقن المخصصة في الاعتبار هذه العناصر غير المادية.
تدرجات السعر والأداء للمواد البلاستيكية الهندسية شائعة الاستخدام (مرجع 2026)
<نمط الجدول = "العرض: 100%؛ طي الحدود: طي؛ لون الحدود: #000000؛" الحدود = "1"> <الرأس> <تر> <النمط = "العرض: 10.197%; لون الحدود: #000000;">المواد
<النمط = "العرض: 23.5067%; لون الحدود: #000000;">السعر (دولار/كيلو)
<النمط = "العرض: 25.3326%؛ لون الحدود: #000000؛">درجة الحرارة (درجة مئوية)
السمة الرئيسية
<الجسم> <تر>البولي بروبيلين/البولي إيثيلين
0.8–1.8
180–240
تكلفة منخفضة، عملية سهلة
ABS
1.8–3.5
220–260
توازن الآلية والسطح
PA6 / PA66
3.5–6.0
240–290
قوة عالية، استرطابي
جهاز الكمبيوتر
4.0–7.0
280–320
التأثير والشفافية
بوم
3.0–5.5
190–230
احتكاك منخفض، ومقاوم للتآكل
نظرة خاطفة
80–120
360–400
مقاومة شديدة لدرجة الحرارة والكيمياء
العوامل غير المادية التي تؤثر على سعر وحدة المادة
- الألياف الزجاجية المقواة (GF30): يرتفع سعر الوحدة بحوالي 50%، وهي زيادة كبيرة عن السعر الأصلي، ولكن المقاومة تبلغ ضعفين إلى ثلاثة أضعاف السعر الأصلي. عليك أن تأخذ في الاعتبار التكلفة المرتفعة الناتجة عن تآكل القوالب.
- شهادة مثبطات اللهب UL94-V0: يقفز السعر بنسبة 20%، ولكنه أحد المتطلبات الضرورية لأجزاء مثل الأجهزة الإلكترونية/السيارات.
- العلامة التجارية المميزة: تكلف المواد الأصلية لسابك/كوفيسترو 10-25% أكثر من المواد البديلة المحلية، ولكنها يمكن أن توفر ثباتًا أفضل للدفعة (Cpk).
- الانكماش والتسامح: تحتاج المواد ذات الانكماش العالي مثل POM 1.5-2.5% وPP 1.0-2.5% إلى تعويض القالب للحصول على تفاوت يبلغ 0.02 مم مما يضاعف عدد القوالب التجريبية، مع 500-2000 تجربة لكل جلسة قولبة.
استراتيجيات توفير التكلفة في JS Precision
- المشتريات المركزية من خلال حجم الشراء السنوي الذي يزيد عن 300 طن، وتوقيع اتفاقيات الهيكلة السنوية مع الشركات المصنعة الأصلية حتى يتمكن العملاء من الاستفادة من السعر.
- مواد إعادة التدوير: تتم إعادة تدوير 20-30% من المواد في الأجزاء الهيكلية غير المظهرية لتحقيق مزيد من التخفيض في تكاليف مادة الوحدة بنسبة 8-15%.
- يتم إجبار التحكم في استهلاك الطاقة أثناء مرحلة التجفيف على تجفيف PA6/PC حتى تحتوي على أقل من 0.02% من الرطوبة لمنع فقدان الأسلاك الفضية (تكلفة مخفية بمعدل تخريد يتراوح بين 5-15%).
تكلفة صب حقن المواد ليست أرخص كلما كان ذلك أفضل، في الواقع ليس السعر المنخفض لكل وحدة هو الأكثر فائدة. قد يبدو جهاز الكمبيوتر بسعر 2-3 دولارات/كجم أكثر تكلفة مقارنةً بـ PA66، لكن دورته الأقصر بمقدار 5 ثوانٍ وعمر العفن الأكبر بنسبة 30% يجعله خيارًا أكثر اقتصادًا للإنتاج بكميات كبيرة.

الشكل 3: أجزاء وقوالب بلاستيكية مختلفة على طاولة معدنية.
كيفية حساب عائد الاستثمار على المدى الطويل للعداء الساخن مقابل العداء البارد في اقتباس قولبة الحقن؟
تعد قوالب المجاري الباردة قوالب أقل تكلفة، ولكن في الإنتاج الضخم تتفوق عليها أنظمة المجاري الساخنة حيث أن نفايات الذباب الأكثر أهمية جنبًا إلى جنب مع عمليات التشذيب اليدوية تؤدي إلى زيادة عدم الكفاءة بشكل عام. عند تقييم عرض أسعار القولبة بالحقن، من الضروري إجراء حسابات عائد الاستثمار لنظام قناة التدفق.
صيغة تكلفة النفايات للعداء
تكلفة هدر المواد = وزن العداء × حجم الإنتاج × سعر وحدة المادة
لاحظ أنه يتم عرض وزن العداء بالكيلو جرام، وسيكون حجم الإنتاج بعدد الوحدات، ويتم تحديد سعر وحدة المادة بالدولار/كجم.
مثال الحالة: قالب واحد، أجزاء ABS ذات 4 تجاويف، 15 جم/p، 20 جم، الإنتاج السنوي = 100000 قطعة
- العداء البارد: إجمالي وزن العداء = 20 جرام × 100000 = 2000 كجم. يتم حساب وزن ABS بـ 3 جم/كجم، وتكلفة الخردة = 6000-تكلفة القطع اليدوية 0.08 جم/جزء×100000=8000-إجمالي الخسائر المرتبطة بالعداء 14000 دولار سنويًا.
- العداء السريع: خردة العداء 0 (باستثناء بقايا البوابة فقط < 3.2%) ولكن تكلفة القالب ترتفع بمقدار 6000 إلى 12000 دولار.
- فائدة وقت الدورة: مع الضغط المستمر على العداء الساخن + يتم تقليل وقت التبريد بنسبة 25% تقريبًا، لذلك ينتقل وقت الدورة لكل جزء من 30 ثانية إلى 22.5 ثانية. بمعدل 80 بالمائة من المعدات في الساعة، ينخفض وقت معالجة الجزء الواحد من 0.67 إلى 0.50 مما يؤدي إلى توفير قدره 17000 دولار لكل 100000 جزء سنويًا.
- فترة استرداد عائد الاستثمار: قسط العداء المتميز 9,000÷(14,000+17,000-0)/السنة ≈ 3.5 أشهر.
توصيات اختيار مشغل JS Precision:
- <10,000 وحدة/سنة: الطبقة الباردة + قاعدة قالب MUD، التحكم في الاستثمار الأولي.
- 10000-100000 وحدة/سنة: قم بتقييم عائد الاستثمار العداء الساخن، والنقطة الحرجة هي ما يقرب من 25000 وحدة/سنة.
- >100000 وحدة/سنة: التكوين القياسي للعداء السريع، وفترة الاسترداد خلال 6 أشهر.
اتصل بنا مجانًا لحساب عائد الاستثمار لقناة التدفق الخاصة بمشروعك والحصول على تقرير تحليل مقارن لقنوات التدفق الباردة والساخنة في عرض أسعار قولبة الحقن.

الشكل 4: نظام القالب المعقد للتشغيل الساخن في المصنع.
ما هي إرشادات سوق دبي المالي التي تخفض تكاليف خدمة قولبة الحقن المخصصة؟
يمكن إحداث ثورة في تطوير المنتج عندما يتم إجراء تحليل DFM في مرحلة التصميم المبكرة، وتظهر الأبحاث أن التنفيذ يمكن أن يؤدي إلى توفير 30% من تكلفة القالب من خلال عدم تنفيذ السحب الأساسي الجانبي ومن خلال جعل زوايا السحب أكثر كفاءة. وهذه هي الميزة التي تستخدمها خدمة القولبة بالحقن المخصصة للتميز من حيث الأسعار.
زاوية المسودة
- السطح الخارجي: 1-2 درجة لكل جانب، بالنسبة للأسطح المنسوجة، مطلوب زاوية مسودة إضافية قدرها 1.5 لكل 0.025 ملم من عمق الحفر.
- السطح الداخلي (بما في ذلك الأضلاع): 0.5-1 درجة لكل جانب، للتجاويف العميقة (>50 مم)، مطلوب 2-3 درجة.
- التكلفة: يؤدي كل انخفاض بمقدار 1 في زاوية السحب إلى زيادة قوة القذف بحوالي 20%، وزيادة معدل الخردة بنسبة 3-8%، وزيادة تكلفة التلميع بعد المعالجة بين 500 إلى 2000 دولار.
إزالة الأجزاء السفلية
- يقلل من حجم المنزلق/القاذف ذو الزاوية: تضيف كل ميزة ميكانيكية جانبية تكلفة تتراوح بين 1500 إلى 3500 دولار.
- الحل الأفضل هو التخلص من القطع السفلية والحصول على تصميم من نوع الإغلاق، والحصول على هيكل قالب سحب مستقيم، مما يقلل تكاليف القالب بنسبة 30-40%.
- الحالة النموذجية: يحتوي التصميم الأولي على 4 قطع سفلية ينتج عنها 4 شرائح منزلقة وتكلف حوالي 10000+، وتم تغييره إلى ثقب من خلال + سحب مستقيم مما أدى إلى توفير أكثر من 7000+ وخفض فترة الإنتاج بمقدار 5-8 أيام.
سمك الجدار والأضلاع (تكرارًا للفصل الرابع)
- سمك الجدار موحد 1.5-2.5 ملم، الفرق <25%.
- سمك الضلع ≥ 60% من سمك الجدار الرئيسي، الارتفاع ≥ 5 × سمك الجدار.
كيف تعمل تقنية JS على تحسين دقة درجة حرارة الأداة ووقت الدورة لعلب أجهزة الاستشعار الصناعية؟
من خلال تصنيع مبيت PC/ABS المصبوب بالحقن الدقيق، تمكنت JS Precision من تقليل دورة الإنتاج بمقدار 11 ثانية من خلال استخدام التبريد المطابق والفولاذ H13، وهو طريقة نموذجية لخفض التكلفة من خلال العمليات في تصنيع قوالب الحقن المخصصة.
المشكلات التي أثارها العميل:
بعد إنتاج منتج بكميات كبيرة لمعدات الاستشعار الصناعية، يستمر العميل في إنتاج غلاف PC/ABS للمشابك الدقيقة. في بعض مناطق الجدران، يكون السمك غير متساوٍ (2.8 مم)، وبما أن قنوات المياه المستقيمة التقليدية لا تعمل بشكل جيد في تبديد الحرارة، فإن التبريد غير كافٍ. مدة دورة التشكيل هي 34 ثانية، وقد وصلت نسبة عيوب انكماش السطح إلى 8.5%، وهي نسبة عالية. لكل عميل، الطلب سنويا هو 120،000 وحدة. استنادًا إلى قدرة الماكينة التي تبلغ 80 وحدة في الساعة وتكلفة المعالجة البالغة 0.76 لكل وحدة، ستبلغ تكلفة الماكينة السنوية 91.200 دولار أمريكي.
حل JS Precision:
- تغيير القالب الأساسي: تتم طباعة قنوات التبريد المتوافقة باستخدام تقنية ثلاثية الأبعاد على مسافة ثابتة تبلغ 4.5 ملم من سطح التجويف إلى خط منتصف القناة (تتميز قنوات المياه المستقيمة التقليدية بمسافات سطحية تبلغ 6-12 ملم والتي تتغير باستمرار).
- ترقية الفولاذ: تمت ترقية الفولاذ من P20 (HRC 30) إلى الفولاذ المقوى H13 المستورد خصيصًا (HRC 50)، مما يسمح بمقاومة التآكل الطفيف PC/ABS + الألياف الزجاجية ومضاعفة عمر الكلال الحراري والمزيد.
- تحسين معلمات الاحتفاظ بالضغط: الضغط الذي يبلغ 75 ميجا باسكال، ووقت الانتظار 4.5 ثانية (تم تأكيده بواسطة اختبار تجميد البوابة)، وتقليل الضغط المتبقي
تجربة استكشاف الأخطاء وإصلاحها:
في مرحلة التشكيل التجريبية الأولية لدورة T1، تسبب معدل تدفق متوسط التبريد المرتفع جدًا (رقم رينولدز> 10000) في حدوث تجويف في قنوات المياه المطابقة، مما مما أدى إلى انخفاض درجات الحرارة المحلية على سطح القالب بمقدار 3-5 درجة مئوية، مما أدى إلى الانكماش.
الحل: اضبط دائرة مضخة المياه بحيث يظل رقم رينولدز في حالة اضطراب مثالية تبلغ 4000 (النقطة التي يصل فيها معامل نقل الحرارة إلى الحد الأقصى ولا يمثل التجويف مشكلة) ويتم حل التدرج غير المتساوي في درجة الحرارة.
<اقتباس>ISO 20457:2018 يحدد ما يلي: يجب تحديد تفاوتات الأبعاد للأجزاء المصبوبة بدقة في أجزاء وفقًا للمتطلبات الوظيفية، بينما يجب أن يتم تعويض الانكماش في الزوايا، حيث يتغير سمك الجدار بسرعة، بشكل منفصل.
مرحلة عملية التشكيل التجريبية للمشروع الحالي، جعلنا الملاءمة أكثر دقة من خلال ضبط تفاوت الملاءمة إلى ±0.03 مم (درجة DIN 16742 الممتازة) لضمان الملاءمة الآمنة.
النتائج النهائية
- مدة الدورة: 34 ثانية → 23 ثانية (↓32.3%)
- معالجة جزء واحد: 0.76 → 0.51 (↓32.9%)
- تكلفة الماكينة السنوية: 91,200 → 61,200 (توفير 30,000 دولار سنويًا)
- معدل الخلل: 8.5% → 0.1%
- فترة تعافي العفن: (42,000−29,000)=13,000÷(30,000+120,000 دولار×توفير خردة الانكماش) ≈ حوالي 4.2 شهر
تعليقات العملاء: لقد وفر لنا التحليل الدقيق لتدفق القالب وتصميم التبريد المتوافق من JS Precision ما يقرب من 30% من تكاليف العمالة لكل قطعة، وتم التسليم في الوقت المحدد جدًا.
اطلع على قصص نجاح القولبة بالحقن الصناعي الدقيق للتعرف على كيف يمكن لخدمات القولبة بالحقن المخصصة أن تقلل التكاليف بنسبة 30%.
كيف تحدد متطلبات التسامح عالية الدقة مقاييس تكلفة أدوات قولبة الحقن؟
ستؤدي زيادة متطلبات التسامح من ±0.1 مم فضفاضة نسبيًا إلى ±0.02 مم ضيقة جدًا إلى مضاعفة وقت تصنيع القالب وسيكون عرض أسعار القولبة بالحقن أعلى بكثير.
تدفق المعالجة لتصنيع القوالب الدقيقة
- قياسي (±0.1 مم): الطحن الدقيق باستخدام الحاسب الآلي يعتبر التجويف + عمل التخشين بواسطة EDM جيدًا بما فيه الكفاية، حيث يستغرق وقت تصنيع التجويف الواحد حوالي 8-12 ساعة.
- الدقة (±0.05 مم): طحن دقيق باستخدام الحاسب الآلي + تشطيب EDM ناعم + تلميع محلي، وقت تصنيع تجويف واحد من 12 إلى 20 ساعة.
- فائقة الدقة (±0.02 مم): إنها تتطلب طحنًا دقيقًا للغاية للتغذية الزحفية + معالجة بطيئة لقطع الأسلاك EDM (قطع الأسلاك) على مستوى الميكرون، ووقت معالجة ذو تجويف فردي يتراوح من 20 إلى 35 ساعة. تكلفة المواد الاستهلاكية الإضافية للقطب الكهربائي تتراوح بين 300-800.
المشكلات الناجمة عن اختلافات الانكماش في تفاوتات الدقة
- المواد البلورية (POM, PA66): تنكمش بنسبة 1.0-2.5%، متباينة الخواص بشدة (الانكماش المتمايز في اتجاه التدفق إلى العرضي حوالي 0.3-0.8%). من الضروري استخدام تقنية تعويض القالب باستخدام معاملات منفصلة في الاتجاهين العرضي والتدفقي.
- المواد غير المتبلورة (PC، ABS): انكماش بحوالي 0.4-0.7%، ويمكن التحكم فيه إلى حد كبير على الرغم من أنه لا تزال هناك حاجة إلى ما يقرب من 1-2 تصحيحات قولبة تجريبية عند مستويات التسامح +/- 0.02 مم.
- المواد المقواة بالألياف الزجاجية: يبلغ الانكماش 0.1-0.8% فقط ولكن يزيد تباين الخواص مما يزيد من صعوبة تعويض العفن.
توصيات JS Precision:
ما لم تكن التجميعات ذات تركيبات ضيقة للغاية (على سبيل المثال، محامل الضغط، وأخاديد الختم المحكم)، يوصى باستخدام درجة التسامح القياسية DIN 16742 (0.10-0.25 مم) للأجزاء الصناعية، حيث يمكن أن تساعد في تقليل تكاليف فتح القالب بنسبة 25-40%. إن دقة الأدوات المصبوبة بالحقن ليست العامل الوحيد الذي يجب النظر إليه لأنه يعني دفع قسط الدقة للأدوات فقط عندما يكون ذلك ضروريًا.
لماذا تختار دقة JS لخدمة قولبة الحقن منخفضة التكلفة في عام 2026؟
تعتمد JS Precision على سلسلة التوريد المتكاملة الخاصة بها في Humen Dongguan جنبًا إلى جنب مع شهادة ISO 9001:2015 وإدارة العمليات المتطورة، لتقديم خدمات مصبوبة بالحقن مخصصة مع تصنيع ميسور التكلفة ومدة زمنية يمكن الاعتماد عليها.
المزايا الجغرافية وسلسلة التوريد
- Location: The company is at Humen, Dongguan - 30km area gives whole range of support for mold frames, steel heat treatment, surface texturing, and masterbatch preparation. The T1 trial mold lead time is approximately 5-7 days shorter than inland manufacturers.
- Mold Workshop: Fully equipped with CNC/EDM/wire EDM/coordinate measuring machine, a mold can be delivered within the time frame of 4-6 weeks (Industry average being 8-10 weeks).
Manufacturing and Quality Control Capabilities
- Machine Availability: JS Precision have high-precision single/double-color injection molding machines ranging from 50T-450T, capable of performing LSR liquid silicone overmolding, insert molding, and two-color overlay molding.
- Closed-Loop Quality Management: Material inspection First piece full-dimensional (FAIR, CMM + 2D) SPC process monitoring (Cpk≥1.33) outgoing full inspection, batch traceability.
- Process Improvement: Hot runner in combination with cold spray to decrease mold temperature gradient, MUD small batch production, conformal cooling 3D printing further cutting down total procurement costs by 15-25%.
Choosing an injection molding service at a low price does not mean looking for the cheapest workshop, but rather, engaging engineering data effectively to spend every penny wisely. JS precision can be different due to this philosophy.
الأسئلة الشائعة
Q1:How much does injection molding cost on average for low-volume production at JS Precision?
Low volumes say 100-5,000 units of products by using MUD modular steel molds will have a mold fee of $2,500-$6,000 and the mold fee average of one piece will be $1.50-$4.50. You need to submit 3D drawings for an exact quote.
Q2:Why are upfront injection molding tooling costs higher than 3D printing or CNC machining?
Injection molds have to withstand temperature and pressure and be accurate at the micron level. The design, CNC finishing, wire EDM, and multi-part assembly require a lot of advanced machining hours, so the initial cost is higher.
Q3:How can we get an accurate injection molding quote within 24 hours from JS Precision?
Please provide 3D CAD (STEP/IGES) and 2D drawings with tolerances, specifying production volumes, material grade (e.g. PC/ABS), and surface finishing. You may directly upload your drawings for a quote, the team at JS Precision will respond fast.
Q4:How do glass fibers impact tooling and custom injection molding service costs?
Glass fibers wear and tear the mold cavity which demands H13 or S136 (30Rockwell) hardened steel to be used, initial mold cost being raised by approximately 20%.
Q5:What is a MUD mold base and how does it support low cost injection molding service?
MUD stands for 'Standardized Universal Mold Base. With the help of already made mold bases from JS Precision you only need to pay for core machining cavity part so you can save up to 45% on the initial mold cost.
Q6:How does mold cycle time directly affect the final injection molded part cost?
The cost of a part includes the depreciation of the machine with seconds. Thick walls increase the amount of cooling time from 20s to 40s and double the machine time and the result is that the unit cost doubles.
Q7:Do textured surfaces create extra expenses in custom injection molding service?
Chemical etching or laser texturing will add to the post-processing costs (approximately from USD800 to USD3000), and a larger draft angle (1.5° per 0.025mm depth) is required to prevent wear.
Q8:Is it expensive to modify an injection mold once tool manufacturing is completed?
Steel-removal modifications like increasing thickness, merely resulting in deeper mold cavities being milled cost USD500 - USD1500, while steel-additions modifications like thickness reduction, welding & insertions cost more than USD2000.
الملخص
Optimizing injection molding costs in 2026 is not about blindly seeking low-priced workshops, but rather achieving cost reduction at the supply chain level through scientific balance of mold life, cycle time, and material characteristics in the early stages of product development. By making precise DFM draft angle corrections, designing appropriate wall thickness, and selecting steel grade and runner setup that most benefit you, you will Much reduce both your initial mold investment and unit price while ensuring the assembly capability of parts.
Hoping for cost reduction that still maintains your parts' tolerance and appearance quality? JS Precision engineering staff is prepared to help in your situation. Upload your 3D STEP/IGES drawings now, and we will provide you with detailed DFM manufacturability analysis, ROI calculation for cold and hot runner, and multi solution injection molding quotation within 24 hours.
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط. بالنسبة إلى JS Precision Services، لا توجد إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. تقع على عاتق المشتري مسؤولية تحديد المتطلبات الفنية المحددة وطلب عرض أسعار رسمي للأجزاء. يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق دقة JS
حلول التصنيع المخصصة. مع أكثر من 15 عامًا من الخبرة في خدمة أكثر من 1000 عميل، نحن متخصصون في التصنيع باستخدام الحاسب الآلي وتصنيع الصفائح المعدنية و href="https://www.cncprotolabs.com/3d-printing">الطباعة ثلاثية الأبعاد والقولبة بالحقن وختم المعادن. بعد أن نجحنا في تسليم أكثر من 300000 قطعة دقيقة، نحافظ على معدل تسليم في الوقت المحدد بنسبة 99.2% في جميع المشاريع المخصصة.
تم تجهيز منشأتنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور وحاصلة على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملاء B2B في 150 دولة. سواء كنت بحاجة إلى نماذج أولية صغيرة الحجم أو تخصيص واسع النطاق، فإننا ندعم مشروعك بفترات زمنية قصيرة تصل إلى 24 ساعة. اختر JS Precision للحصول على كفاءة وجودة واحترافية لا مثيل لها.
لمعرفة المزيد أو إرسال طلب عرض الأسعار الخاص بك، قم بزيارة موقعنا على الويب: www.cncprotolabs.com
المصدر

