<标题>
|
材质
|
价格(美元/公斤)
|
温度(°C)
|
主要特征
|
<正文>
|
PP / PE
|
0.8–1.8
|
180–240
|
成本低,工艺简单
|
|
ABS
|
1.8–3.5
|
220–260
|
机械与表面的平衡
|
|
PA6/PA66
|
3.5–6.0
|
240–290
|
高强度、吸湿性
|
|
电脑
|
4.0–7.0
|
280–320
|
影响力和透明度
|
|
POM
|
3.0–5.5
|
190–230
|
低摩擦、耐磨
|
|
PEEK
|
80–120
|
360–400
|
极端温度和耐化学性
|
影响物料单价的非物理因素
- 玻璃纤维增强(GF30):单价上涨50%左右,比原来涨幅巨大,但阻力却是原来的两到三倍。您必须考虑模具磨损带来的更高成本。
- UL94-V0阻燃认证:价格上涨20%,但却是电子/汽车等零部件的必备认证之一。
- 品牌溢价:Sabic/科思创原材料成本比国内替代材料贵 10-25%,但可以提供更好的批次稳定性 (Cpk)。
- 收缩率和公差:高收缩率材料(例如 POM 1.5-2.5% 和 PP 1.0-2.5%)需要模具补偿,使其公差达到 0.02 毫米,这将使试模次数增加一倍,每次模塑可进行 500-2,000 次试验。
JS Precision 的成本节约策略
- 集中采购,每年采购量300吨以上,并与原厂签订年度结构协议让客户用得上价格。
- 回收材料:非外观结构件中20-30%的材料被回收,实现单位材料成本进一步降低8-15%。
- 干燥阶段的能耗控制 PA6/PC 强制干燥直至其含水量低于 0.02%,以防止银线损失(隐性成本,报废率达 5-15%)。
材料注塑成本并不是越便宜越好,其实并不是单价那么低才是最有利的。与 PA66 相比,每公斤 2-3 美元的 PC 看起来可能更贵,但其周期缩短了 5 秒,模具寿命延长了 30%,使其成为大批量生产的更经济的选择。

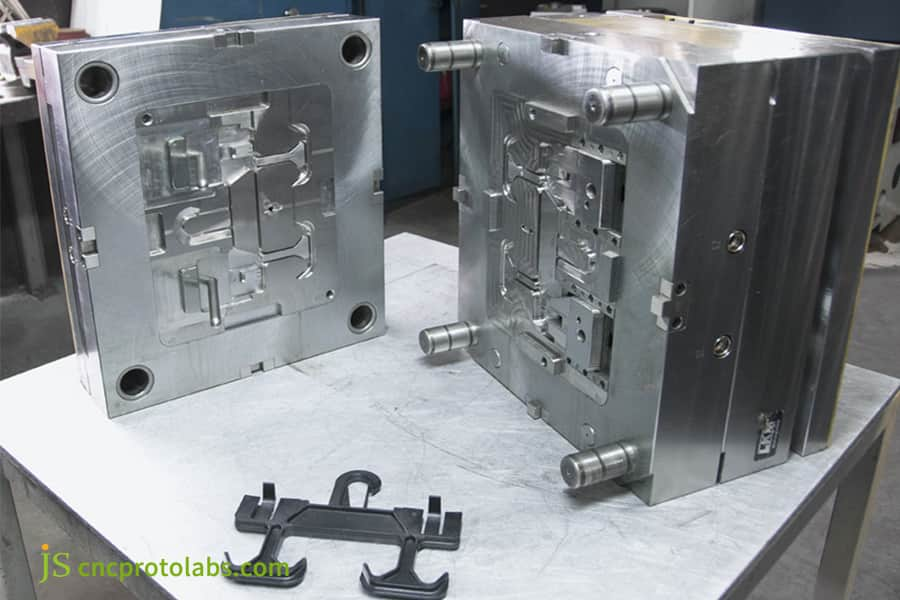
图3:金属桌上的各种塑料零件和模具。
如何计算注塑报价中热流道与冷流道的长期投资回报率?
冷流道是较便宜的模具,但在批量生产中,它们的性能优于热流道系统,因为其大量的浇口浪费与手动修整操作相结合导致整体效率更高。在评估注塑报价时,需要对流道系统进行ROI计算。
跑步者浪费成本公式
材料浪费成本= 流道重量×产量×材料单价
请注意,流道重量以千克为单位,产量以单位数表示,材料单价以美元/千克为单位。
案例示例:1 个模具,4 腔 ABS 零件,15g/p,20g 流道,年产量 = 100,000 p
- 冷流道:流道总重量=20g×100,000=2,000kg。 ABS重量按3g/kg计算,报废成本=6,000-人工切割成本0.08g/件×100,000=8,000-流道相关损失总计14,000美元/年。
- 热流道:流道报废量为 0(不包括浇口残留物仅 < 3.2%),但模具成本增加 6,000-12,000 美元。
- 循环时间优势:热流道保压+冷却时间减少约 25%,因此每个零件的循环时间从 30 秒缩短至 22.5 秒。在设备每小时利用率为 80% 的情况下,单个零件的加工时间从 0.67 减少到 0.50,每年每 100,000 个零件可节省 17,000 美元。
- 投资回报期:热流道溢价 9,000÷(14,000+17,000-0)/年 ≈ 3.5 个月。
JS Precision 的流道选择建议:
- <万台/年:冷流道+MUD模架,控制初期投资。
- 10,000-100,000 台/年:评估热流道投资回报率,临界点为约 25,000 台/年。
- >10万台/年:热流道标准配置,投资回收期在6个月内。
联系我们免费计算您项目流道的投资回报率,并获得注塑报价中冷热流道对比分析报告。
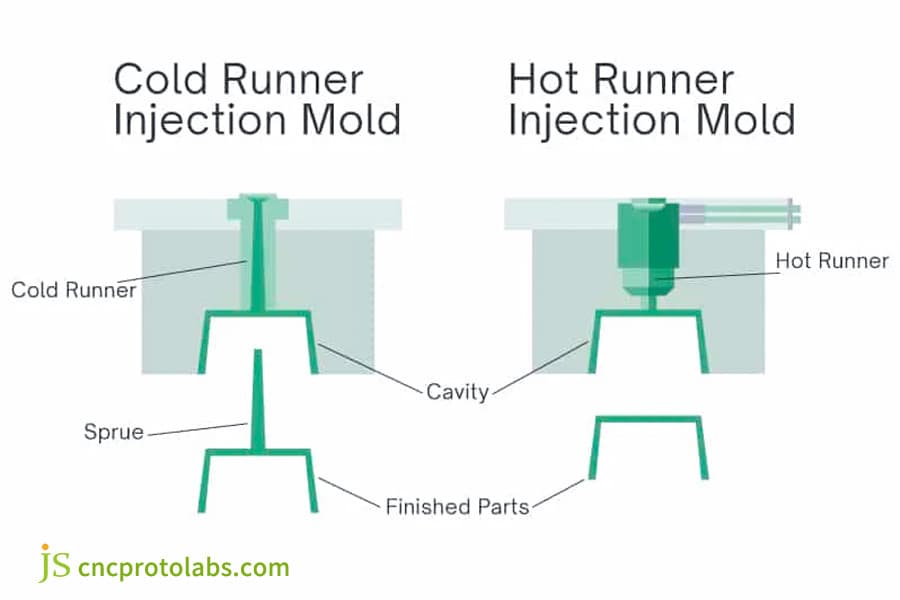
图4:工厂内复杂的热流道模具系统。
哪些 DFM 指南可以降低定制注塑服务成本?
在早期设计阶段进行 DFM 分析可以彻底改变产品开发,研究表明,通过不实施横向抽芯并提高拔模角度,可以节省 30% 的模具成本。这是定制注塑服务在定价上脱颖而出的一个优势。
拔模角度
- 外表面:每侧 1-2°,对于纹理表面,每 0.025 毫米蚀刻深度需要额外 1.5 个拔模角。
- 内表面(包括肋):每侧 0.5-1°,对于深腔(>50mm),需要 2-3°。
- 成本:拔模角每减小 1,顶出力就会增加约 20%,废品率会增加 3-8%,后处理抛光成本会增加 500-2000 美元。
移除底切
- 底切滑块/有角度的弹出器:每个横向机械功能都会增加 1,500-3,500 美元的成本。
- 最好的解决方案是消除底切并采用关闭式设计,获得直拉式模具结构,降低模具成本30-40%。
- 典型案例:最初的设计有4个底切,导致4个滑块,成本在10000+左右,改为通孔+直拉,节省了7000+,生产周期缩短了5-8天。
壁厚和加强筋(呼应第 4 章)
- 壁厚均匀1.5-2.5mm,差异<25%。
- 筋厚度≤主壁厚的60%,高度≤5×壁厚。
JS Precision 如何优化工业传感器外壳的工具温度和周期时间?
在制作精密注塑PC/ABS外壳时,JS Precision通过使用随形冷却和H13钢,成功地将生产周期缩短了11秒,这是定制注塑制造中通过工艺降低成本的典型方法。
客户提出的问题:
在批量生产工业传感器设备产品后,客户继续生产精密夹子的 PC/ABS 外壳。部分区域的壁厚不均匀(2.8mm),传统的直水道散热效果不佳,导致冷却不充分。 成型周期长度为34秒,表面收缩缺陷率高达8.5%,较高。按客户计算,每年的需求量为 120,000 台。根据每小时 80 台的机器产能和每台 0.76 的加工成本,每年的机器成本将为 91,200 美元。
JS Precision的解决方案:
- 芯模更换:采用三维技术打印随形冷却通道,从型腔表面到通道中点线的固定距离为4.5毫米(传统直水通道的特点是表面距离为6-12毫米,不断变化)。
- 钢材升级:钢材由P20(HRC 30)升级为专门进口的H13硬化钢(HRC 50),从而可以抵抗PC/ABS +玻璃纤维的轻微磨损,并使热疲劳寿命提高一倍以上。
- 保压参数优化:保压75MPa,保压时间4.5s(通过网关冻结试验证实),残余应力降低
故障排除经验:
在T1循环的初始试模阶段,冷却介质流量过高(雷诺数>10,000)导致随形水道产生空化,从而导致模具表面局部低温3-5℃,从而导致收缩。
解决方案:调整水泵回路,使雷诺数保持在湍流理想状态4000(传热系数最大且不存在气蚀问题),解决温度梯度不均匀问题。
<块引用>
ISO 20457:2018规定:精密成型件的尺寸公差必须根据功能要求分段标注,而壁厚变化较快的拐角处必须单独进行收缩补偿。
本项目试模工艺阶段,我们将卡扣公差调整至±0.03mm(DIN 16742优级),使贴合更加精准,保证卡扣安全。
最终结果
- 周期时间:34s → 23s (↓32.3%)
- 单个零件处理:0.76 → 0.51 (↓32.9%)
- 年度机器成本:91,200 → 61,200(每年节省 30,000 美元)
- 缺陷率:8.5% → 0.1%
- 模具恢复期:(42,000−29,000)=13,000÷(30,000+$120,000×收缩废品节省) ≈ 约 4.2 个月
客户反馈:JS Precision 的精密模流分析和随形冷却设计为我们每个零件节省了近 30% 的劳动力成本,而且交货非常准时。
查看工业精密注塑成功案例,了解定制注塑服务如何将成本降低 30%。
高精度公差要求如何决定注塑模具成本规模?
公差要求的提高从相对宽松的±0.1毫米提高到非常严格的±0.02毫米将导致模具加工时间加倍,注塑报价将大幅提高。
精密模具制造加工流程
- 标准(±0.1mm):CNC精铣型腔+电火花粗加工就足够了,一个型腔加工时间约为8-12小时。
- 精度(±0.05mm):CNC精铣+EDM精加工+局部抛光,一腔加工时间12-20小时。
- 超精密(±0.02mm):要求极其精确的缓进给磨削+慢走丝EDM(线切割)微米级加工,单腔加工时间20-35小时。 额外电极耗材费用300-800。
精度公差的收缩变化引起的问题
- 结晶材料(POM、PA66):收缩 1.0-2.5%,强各向异性(流动方向与横向的收缩率差异约为 0.3-0.8%)。需要使用流动方向和横向方向上的单独系数的模具补偿技术。
- 非晶材料(PC、ABS):收缩率约为 0.4-0.7%,相当可控,但仍需要在公差 +/-0.02mm 水平上进行约 1-2 次试模修正。
- 玻璃纤维增强材料:收缩率仅为 0.1-0.8%,但各向异性增加更难以补偿模具。
JS Precision 的建议:
除非是非常紧配合的组件(例如轴承压装、气密密封槽),否则建议工业零件使用DIN 16742标准公差等级(0.10-0.25mm),因为它可以帮助降低开模成本25-40%。注塑模具精度并不是唯一需要考虑的因素,因为这意味着只有在必要时才需要为模具支付精度溢价。
为何在 2026 年选择 JS Precision 提供低成本注塑服务?
JS Precision 依靠其位于东莞虎门的集成供应链以及我们的ISO 9001:2015 认证和最先进的流程管理,以经济实惠的制造和可靠的交货时间提供定制注塑服务。
地理和供应链优势
- 地点:公司位于东莞虎门 - 30公里范围内,为模具框架、钢材热处理、表面毛化、色母粒制备提供全方位支持。 T1试模交货时间比内地制造商短约5-7天。
- 模具车间:配备齐全的CNC/EDM/慢走丝/三坐标测量机,模具可在4-6周内交付(行业平均为8-10周)。
制造和质量控制能力
- 机器可用性:JS Precision拥有高精度单双色注塑机50T-450T,可进行LSR液态硅胶包覆成型、嵌件成型、双色叠层成型。
- 闭环质量管理:物料检验首件全尺寸(FAIR、CMM + 2D)SPC过程监控(Cpk≥1.33)出货全检,批次可追溯。
- 工艺改进:热流道结合冷喷涂降低模具温度梯度、MUD小批量生产、随形冷却3D打印进一步降低总采购成本15-25%。
选择低价注塑服务并不意味着寻找最便宜的车间,而是有效利用工程数据,明智地花每一分钱。由于这种理念,JS 精度可能会有所不同。
常见问题解答
问题1:JS Precision小批量生产的注塑成本平均是多少?
小批量生产时,使用 MUD 模块化钢模具生产 100-5,000 件产品的模具费为 2,500-6,000 美元,一件产品的平均模具费为 1.50-4.50 美元。您需要提交 3D 图纸才能获得准确的报价。
问题2:为什么前期注塑模具成本高于 3D 打印或 CNC 加工?
注塑模具必须能够承受温度和压力,并且精度达到微米级。设计、CNC 精加工、线切割和多部件装配需要大量高级加工时间,因此初始成本较高。
Q3:如何在24小时内从JS Precision获得准确的注塑报价?
请提供带有公差的 3D CAD (STEP/IGES) 和 2D 图纸,并指定产量、材料等级(例如 PC/ABS)和表面处理。您可以直接上传图纸获取报价,JS Precision 团队会快速回复。
问题 4:玻璃纤维如何影响模具和定制注塑服务成本?
玻璃纤维会磨损模具型腔,需要使用 H13 或 S136 (30Rockwell) 硬化钢,初始模具成本增加约 20%。
Q5:什么是MUD模架?它如何支持低成本注塑服务?
MUD 代表“标准化通用模架”。借助 JS Precision 已制作的模架,您只需支付型芯加工型腔零件的费用,因此您可以节省高达 45% 的初始模具成本。
问题6:模具周期时间如何直接影响最终注塑零件的成本?
零件的成本包括机器以秒为单位的折旧。厚壁会增加冷却时间从 20 秒增加到 40 秒,并使机器时间加倍,结果是单位成本加倍。
问题7:纹理表面会在定制注塑服务中产生额外费用吗?
化学蚀刻或激光纹理会增加后处理成本(大约从 800 美元到 3000 美元),并且需要更大的拔模角(每 0.025 毫米深度 1.5°)以防止磨损。
问题8:工具制造完成后修改注塑模具是否昂贵?
去除钢材的修改(例如增加厚度)仅导致铣削更深的模具型腔,成本为 500 美元 - 1500 美元,而添加钢材的修改(例如厚度减少、焊接和插入)的成本超过 2000 美元。
摘要
2026年优化注塑成本不是一味寻求低价工场,而是在产品开发初期通过模具寿命、周期时间和材料特性的科学平衡实现供应链层面的成本降低。通过进行精确的 DFM 拔模角修正、设计合适的壁厚、选择对您最有利的钢种和流道设置,您将大大降低初始模具投资和单价,同时确保零件的装配能力。
希望在降低成本的同时仍保持零件的公差和外观质量? JS Precision 工程人员随时准备为您提供帮助。 立即上传您的 3D STEP/IGES 图纸,我们将在 24 小时内为您提供详细的 DFM 可制造性分析、冷热流道的 ROI 计算以及多解决方案注塑报价。

免责声明
本页内容仅供参考。对于 JS Precision Services,对于信息的准确性、完整性或有效性不提供任何明示或暗示的陈述或保证。买方有责任确定具体的技术要求并索取正式的零件报价。请联系我们获取更多信息。
JS精密团队
定制制造解决方案。我们拥有超过 15 年的经验,为 1,000 多家客户提供服务,专注于高精度 CNC 加工、钣金制造、3D印刷、注塑和金属冲压。我们已成功交付超过 300,000 个精密零件,所有定制项目的准时交付率均达到 99.2%。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为 150 个国家/地区的 B2B 客户提供快速、高效和高质量的制造解决方案。无论您需要小批量原型设计还是大规模定制,我们都能以短至 24 小时的交货时间为您的项目提供支持。选择 JS Precision 获得无与伦比的效率、质量和专业精神。
要了解更多信息或提交询价,请访问我们的网站:www.cncprotolabs.com
资源

JS精密
快速原型和快速制造专家
专注于数控加工、3D 打印、聚氨酯铸造、快速模具、注塑成型、金属铸造、钣金和挤压。