Сколько стоит литье под давлением? Руководство по ценообразованию для инженеров на 2026 год
Написал
JS Точность
Опубликовано
Jul 17 2026
литье под давлением
Следуйте за нами
Стоимость литья под давлением зависит от сложности инструмента, выбора пластика и размера заказа. В целом, инвестиции в пресс-форму при первом использовании варьируются от 3000 до более 100 000, тогда как удельные затраты снижаются с 5,00 до менее 0,20 по мере увеличения объемов.
В этом сообщении блога мы объясним взаимосвязь между требованиями к точности размеров, различными типами металлов для изготовления пресс-форм, временем цикла и представим инженерам, работающим в компании по производству деталей, как снизить общую стоимость детали (TCO).
Краткий справочник стоимости литья под давлением
<голова>
<тр>
Объем производства
Рекомендуемая инструментальная сталь
Диапазон стоимости инструмента
Средняя цена детали
Основная оптимизация затрат
<тело>
<тр>
100–1000 шт. (прототип)
Ал 7075 / П20
2500–8000 долларов США
3,50–8,00 долларов США
Модульная рама MUD, пропуск базовой обработки
<тр>
5 000–50 000 шт. (средний тираж)
P20/718H
8500–25000 долларов США
1,20–2,50 доллара США
Стенка 2,0 мм, многополость + автоматический выброс с холодными канавками
<тр>
Более 100 000 шт. (большие объемы)
H13 закаленный (HRC 48–52)
От 30 000 до 100 000 долларов США
0,15–0,80 доллара США
Горячий канал, устранение стояков, сокращение цикла
Основные выводы
<ул>
Срок службы формы во многом зависит от твердости стали: Для производственных циклов, включающих миллионы отливок, используйте закаленную на 11-1/2% хрома сталь H13/1. 2344 с твердостью Rc 46–50, чтобы выдерживать трение стекловолокна.
Толщина стенок детали существенно влияет на время охлаждения: Увеличение толщины стенки на 1 мм приведет к увеличению времени охлаждения в 4 раза и существенному увеличению затрат труда на единицу детали.
Использование горячеканальных систем для производства тысяч деталей: Если объемы производства превышают 10000 единиц, то можно окупить первоначальную затраты на пресс-форму с помощью системы горячеканальных каналов без литника всего за 6 месяцев.
Почему стоит доверять недорогим услугам JS Precision в области литья под давлением?
Основываясь на 15-летнем опыте нашей команды в области литья пластмасс под давлением, поставщик, который обещает надежные и недорогие услуги по литью под давлением, должен иметь отслеживаемые циклы данных для принятия трех основных решений: тип стали пресс-формы, расчет толщины стенок для производства (DFM) и выбор системы направляющих. Основываясь на нашем обширном опыте проектов по созданию корпусов для промышленных датчиков, клиенты, которые использовали наше решение по пресс-формам и изделиям, могли изготовить около 38 000 пресс-форм по цене 185 долларов США за каждую, время цикла 34 секунды, что привело к уровню дефектов 8,5%.
С внедрением конформной системы охлаждения H13+ время цикла сократилось до 23 секунд, а стоимость единицы изделия снизилась до 1,12 доллара. Хотя количество форм выросло до 42 000, мы смогли окупить затраты за 8,7 месяцев и производить 120 000 штук в год.
<блок-цитата>
ISO 9001:2015 Система управления качеством четко гласит: для процесса массового производства деталей, отлитых под давлением, должны быть установлены механизмы регистрации отслеживаемых параметров, а ключевые данные процесса и производственной деятельности будут храниться до конца жизненного цикла продукта.
Чтобы соответствовать стандарту, мы проводим SPC-мониторинг на пяти этапах проекта разработки каждой формы и продукта: форма проектируется, производится на станке с ЧПУ, завершается электроэрозионной обработкой, выполняется пробное формование деталей, детали производятся серийно. Во время этого процесса критический размерный Cpk продуктов поддерживается на уровне выше 1,33.
Эти методы были включены в базу данных JS Precision нашей компании, содержащую около 1800 проектов литья под давлением, и охватывают весь диапазон: от микропартий AI/MUD до массового производства H13. Эта база данных позволяет нашим клиентам сэкономить в среднем 18–28 % совокупной стоимости владения.
Загрузите информационный документ по оптимизации затрат на литье под давлением в 2026 году, чтобы освоить выбор стали для форм, формулы толщины стенок и методы расчета рентабельности инвестиций в литники, а также заранее оценить потенциал снижения затрат на недорогие услуги литья под давлением.
Сколько стоит литье под давлением с учетом основных факторов оснастки?
Наиболее важным фактором, определяющим стоимость литья под давлением, является внутренняя структура формы: количество полостей, боковые механизмы вытягивания стержней, такие как ползунки и эжекторы, марка нержавеющей стали и стандарты обработки поверхности являются ключевыми физическими факторами, определяющими стоимость литья под давлением. инструмент.
Элементы затрат на литьевую форму и управление временем
<ол>
Услуги по проектированию пресс-форм (10–15%): проверка DFM, моделирование течения пресс-формы, 3D-моделирование конструкции пресс-формы.
Закупка пресс-формы (25–35%): P20 около 5–8 долларов США/кг, H13 около 12–18 долларов США/кг, S136 примерно 20–30 долларов США/кг.
Механическая и электроэрозионная обработка (35-45%): получистовая обработка полостей - чистовая обработка поверхности - проволочная электроэрозионная обработка - зеркальная электроэрозионная обработка, что в целом составляет наибольшую долю продолжительности обработки пресс-формы.
Процессы термообработки (3–8%): H13 должен подвергаться термической обработке путем вакуумной закалки + отпуска для достижения HRC 48–52.
Влияние количества полостей и боковых механизмов на стоимость
<ул>
Одна полость по сравнению с многополостью:Одна полость — это стандарт 1x. Время обработки с двумя гнездами увеличивается на 50–70 %, а время обработки с четырьмя гнездами может увеличиться на 120–150 % по сравнению с обработкой с одной полостью. В расчете на изделие четырехгнездные формы могут обрабатываться в 3,2–3,8 раза быстрее, чем одногнездные.
Слайдеры и подъемники: Каждый дополнительный боковой механизм добавляет примерно 1500–3500 долларов США к стоимости, поскольку они требуют дополнительных наклонных фитингов формы, защитных пластин, пружин и ограничительных элементов.
Уровень шероховатости поверхности: зеркальная полировка SPI A1 (Ra<0,05 мкм) требует дополнительных затрат на постобработку в размере 800–3000 в отличие от обычного текстурирования VDI 27.
Свяжитесь с инженером, чтобы получить бесплатную разбивку конструкции вашей пресс-формы и получить прозрачное ценовое предложение по стоимости инструментов для литья под давлением.
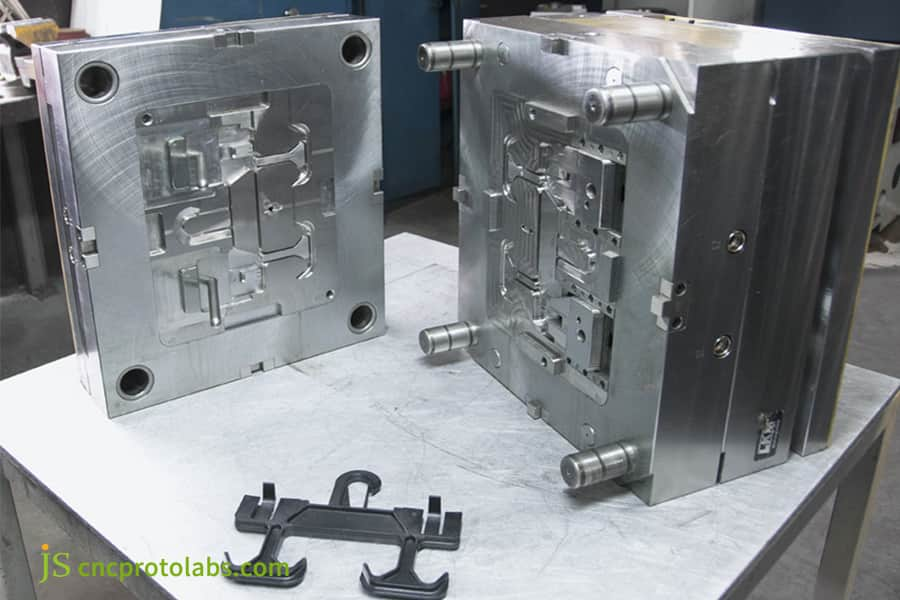
Рис. 1. Прецизионная стальная форма с готовыми пластиковыми компонентами на рабочем столе.
Почему оптимизация толщины стенок влияет на стоимость инструментов для литья под давлением?
Установка постоянной толщины стенки детали около 1,5–2,5 мм – это самый простой способ сэкономить время цикла охлаждения и снизить затраты на обработку детали. Помимо фактора стоимости, различия в толщине стенок могут привести к другим проблемам, таким как деформация и усадка, что, в свою очередь, еще больше увеличит стоимость инструментов для литья под давлением.
Эмпирическая формула времени охлаждения:
Время охлаждения ≈ Коэффициент охлаждения материала × толщина стенки²
Где C — коэффициент охлаждения материала, для конструкционных пластиков, работающих при комнатной температуре, таких как АБС/ПП, C≈2,5, для ПК/ПОМ C≈3,0–3,5.
Количественное влияние толщины стенок на время цикла
<ул>
Толщина стенки 2 мм→ Базовое время охлаждения примерно 2,5 × 2² = 10 секунд
Толщина стенки 4 мм → Время охлаждения увеличивается до 2,5 × 4² = 40 секунд
Увеличение толщины стенки с 1 мм до 2 мм означает увеличение времени охлаждения в четыре раза, а это приводит к увеличению затрат на рабочую силу. Это одна из причин, по которой поставщикам недорогих услуг литья под давлением следует уделить особое внимание проектированию толщины стенок в DFM (проектирование для производства). Концепция на самом деле выглядит следующим образом: на каждый дополнительный миллиметр толщины стенки вы покупаете не только пластик, но и станок. время ожидания.
Последствия неравномерной толщины стен
<ол>
Деформация:Разница температур превышает 25 %, охлаждение в области толстой стенки задерживается, что приводит к возникновению внутренних напряжений, отклонение от плоскостности составляет 0,15–0,30 мм.
Знак раковины: Каналы удерживающего давления в области толстых стенок преждевременно замерзают, в результате чего возникает глубина локализованного разрушения 0,05–0,20 мм.
Правила проектирования ребер: Толщина основания ребра должна составлять максимум 60 % от толщины основной стенки, а высота — в 5 раз толщину стенки, чтобы исключить следы обратной усадки.
Отправьте 3D-чертежи, чтобы получить бесплатный анализ текучести пресс-формы и оценку снижения затрат на толщину стенок для точного контроля стоимости инструментов для литья под давлением.
Рис. 2. Рабочий измеряет серый пластиковый корпус цифровым штангенциркулем.
Как оценить варианты услуг по литью под давлением небольших объемов для небольших партий?
Экономия около 40 % от первоначальной базовой цены пресс-формы с использованием алюминиевых быстрых форм Al 7075 или универсального инструмента MUD является огромным преимуществом в затратах для услуг по литью под давлением в небольших объемах, где в общей сложности не более Планируется произвести 1000 деталей.
Сравнение физических ограничений алюминиевых и стальных форм
<голова>
<тр>
Собственность
Инструменты Al 7075
Стальная оснастка P20
<тело>
<тр>
Твердость (HB)
150–180
280–330 (HRC 28–32)
<тр>
Теплопроводность (Вт/м·К)
130–170
35–45
<тр>
Скорость обработки
В 2–3 раза быстрее, чем сталь
Стандарт
<тр>
Продолжительность жизни (циклы)
5–20 тысяч
500 тыс.
<тр>
Совместимость с GF
Не рекомендуется
Полный диапазон
Область применения: Al 7075
<ул>
Преимущества: он имеет высокую теплопроводность (примерно в 3–4 раза выше, чем у P20) и может очень быстро резаться с помощью фрезерования с ЧПУ. Кроме того, цикл пробной выкройки можно сократить до 2-3 недель.
Ограничения: Низкий предел текучести, отсутствие устойчивости к эрозии стекловолокна. Наличие 30% стекловолокна в PA66 сделает скорость износа полостей формы из Al 7075 примерно в 5-8 раз выше, чем у стальных форм, а срок ее службы составит всего 5 000-10 000 циклов.
Руководство по выбору: Если вы собираетесь использовать малоизнашивающиеся материалы без наполнителей (например, чистый ПП, АБС и ПС) и производить небольшие тиражи (т. е. менее 5000 единиц), мы настоятельно рекомендуем использовать Al 7075 для экономии средств, если в материал добавлены волокна или частицы стекла или вы планируете производить большие партии (более 10 000 единиц), мы советуем Вам следует использовать форму из нержавеющей стали марки P20 или выше, которая более долговечна.
Предложение JS Precision для небольших партий: MUD (модульная пресс-форма)
<ул>
Стандартная сборная основа пресс-формы MUD (Master Unit Die): От клиента требуется только обработать и оплатить вставки для стержня/полости, тогда как общие детали, такие как заготовки пресс-формы, направляющие стойки и стержни сброса, поставляются бесплатно.
Эффективность затрат. В отличие от традиционной обработки всей формы, форма MUD представляет собой решение, которое помогает вам сэкономить до 45 % первоначальных затрат на открытие формы.
Возможность замены. Используя одну и ту же основу формы MUD, вы сможете использовать разные стержни для небольших партий разных продуктов.
Какие ключевые материальные факторы определяют общий масштаб затрат на литье под давлением?
Цена за килограмм необработанного пластика в основном определяется следующими факторами: термостойкость, огнестойкость, соотношение модифицированного материала и рынок. Расценки на услуги по индивидуальному литью под давлением также должны учитывать эти нефизические элементы.
Градиенты цены и характеристик широко используемых инженерных пластиков (справочник 2026 г.)
<голова>
<тр>
Материал
Цена ($/кг)
Температура (°C)
Ключевая черта
<тело>
<тр>
ПП/ПЭ
0,8–1,8
180–240
Низкая стоимость, простой процесс
<тр>
АБС
1,8–3,5
220–260
Баланс механизма и поверхности
<тр>
PA6/PA66
3,5–6,0
240–290
Высокая прочность, гигроскопичность
<тр>
ПК
4,0–7,0
280–320
Влияние и прозрачность
<тр>
ПОМ
3,0–5,5
190–230
Низкое трение, износостойкость
<тр>
ПЭЭК
80–120
360–400
Экстремальная термостойкость и химическая устойчивость
Нефизические факторы, влияющие на цену единицы материала
<ул>
Армированный стекловолокном (GF30): Цена за единицу увеличивается примерно на 50 %, что значительно выше исходной цены, но сопротивление в два-три раза выше, чем у оригинала. Необходимо учитывать более высокие затраты, связанные с износом форм.
Сертификация огнестойкости UL94-V0: Цена увеличивается на 20 %, но это одно из обязательных условий для таких деталей, как электроника и автомобильная промышленность.
Бренд премиум-класса: оригинальные материалы Sabic/Covestro стоят на 10–25 % дороже, чем отечественные альтернативные материалы, но они обеспечивают лучшую стабильность партии (Cpk).
Усадка и допуск. Материалы с высокой усадкой, такие как ПОМ 1,5–2,5 % и ПП 1,0–2,5 %, требуют компенсации формы, чтобы иметь допуск 0,02 мм, что удвоит количество пробных формований, с 500–2000 испытаний за сеанс формования.
Стратегии JS Precision по экономии затрат
<ул>
Централизованные закупки за счет ежегодного объема закупок более 300 тонн и подписания ежегодных структурных соглашений с оригинальными производителями, чтобы клиенты могли воспользоваться ценой.
Переработка материалов: 20–30 % материалов перерабатывается в невнешние детали конструкции, что обеспечивает дальнейшее снижение удельных затрат на материалы на 8–15 %.
Контроль энергопотребления на этапе сушки PA6/PC принудительно высушиваются до тех пор, пока они не будут содержать менее 0,02% влаги, чтобы предотвратить потерю серебряных проводов (скрытые затраты с процентом утилизации 5–15%).
Стоимость литья под давлением материала не является чем дешевле, тем лучше, на самом деле наиболее выгодным является не такая уж низкая цена за единицу. ПК по цене 2–3 доллара за кг может выглядеть дороже по сравнению с PA66, но его цикл короче на 5 секунд и срок службы пресс-формы на 30 % больше, что делает его более экономичным вариантом для крупносерийного производства.
Рис. 3. Различные пластиковые детали и формы на металлическом столе.
Как рассчитать долгосрочную рентабельность инвестиций в горячеканальные системы по сравнению с холодными литниками при литье под давлением?
Холодные каналы представляют собой менее дорогие формы, но в массовом производстве они уступают системам с горячими литниками, поскольку их более значительные отходы в сочетании с операциями ручной обрезки приводят к более высокой общей неэффективности. При оценке цены на литье под давлением необходимо провести расчеты рентабельности инвестиций для системы проточных каналов.
Формула потерь бегуна
Стоимость отходов материала =Вес бегунка × Объем производства × Цена за единицу материала
Обратите внимание, что вес бегунка указан в кг, объем производства — в количестве единиц, цена за единицу материала — в долларах США/кг.
Пример случая: 1 форма, детали из АБС-пластика с 4 полостями, 15 г/шт, литник 20 г, годовое производство = 100 000 шт.
<ул>
Холодный канал: Общий вес канала = 20 г×100 000 = 2000 кг. Вес АБС-пластика рассчитан из расчета 3 г/кг, стоимость лома = 6000 - затраты на ручную резку 0,08 г/деталь × 100 000 = 8 000 — общие потери, связанные с направляющими, 14 000 долларов США в год.
Горячий литник: отходов литника 0 (исключая только остатки литника <3,2%), но стоимость пресс-формы увеличивается на 6000–12 000 долларов США.
Выигрыш во времени цикла: Благодаря использованию горячеканальных каналов давление выдержки + время охлаждения сокращается примерно на 25 %, поэтому время цикла на одну деталь уменьшается с 30 с до 22,5 с. При почасовой загрузке оборудования 80 процентов время обработки отдельных деталей сокращается с 0,67 до 0,50, что дает экономию в 17 000 долларов США на 100 000 деталей в год.
Срок окупаемости инвестиций: Премия «горячего бегуна» 9 000 ÷ (14 000+17 000-0) в год ≈ 3,5 месяца.
Рекомендации JS Precision по выбору направляющих:
<ул>
<10 000 единиц в год: Холодный канал + пресс-форма MUD, контроль первоначальных инвестиций.
10 000–100 000 единиц в год: Оцените рентабельность инвестиций в горячеканальные системы: критическая точка составляет примерно 25 000 единиц в год.
>100 000 единиц в год: Стандартная конфигурация с горячими колонками, срок окупаемости в течение 6 месяцев.
Свяжитесь с нами бесплатно, чтобы рассчитать окупаемость канала потока вашего проекта и получить отчет о сравнительном анализе каналов холодного и горячего потока в предложении по литью под давлением.
Рис. 4. Сложная система пресс-форм с горячими литниками на заводе.
Какие рекомендации DFM позволяют снизить затраты на услуги по индивидуальному литью под давлением?
Разработка продукта может совершить революцию, если анализ DFM будет выполнен на ранней стадии проектирования. Исследования показывают, что внедрение может привести к экономии 30% стоимости пресс-формы за счет отказа от бокового вытягивания стержня и повышения эффективности углов уклона. Это преимущество, которое используют службы индивидуального литья под давлением, чтобы выделиться по ценам.
Угол уклона
<ул>
Внешняя поверхность: 1–2° на сторону, для текстурированных поверхностей требуется дополнительный угол уклона 1,5 на каждые 0,025 мм глубины травления.
Внутренняя поверхность (включая ребра): 0,5–1° на сторону, для глубоких полостей (>50 мм) требуется 2–3°.
Стоимость: Каждое уменьшение угла наклона на 1 приводит к увеличению силы выталкивания примерно на 20 %, увеличению процента брака на 3–8 % и увеличению затрат на полировку после обработки на 500 – 2000 долларов США.
Удаление подрезов
<ул>
Ползунок подрезов/угловой выталкиватель: Каждая боковая механическая деталь обходится в 1500–3500 долларов США.
Лучшее решение – устранить подрезы и использовать конструкцию запорного типа, получив структуру формы с прямым вытягиванием, что позволит снизить затраты на форму на 30–40 %.
Типичный случай: Первоначальная конструкция имела 4 поднутрения, что приводит к 4 ползункам и стоит около 10 000+, ее заменили на сквозное отверстие + прямое протягивание , что принесло экономию более 7000 и сократило период производства на 5-8 дней.
Толщина стенок и ребра (повторяет главу 4)
<ул>
Однородная толщина стенок 1,5–2,5 мм, разница <25 %.
Толщина ребер ≤ 60 % толщины основной стенки, высота ≤ 5 × толщина стенки.
Как JS Precision оптимизировала температуру инструмента и время цикла изготовления корпусов промышленных датчиков?
При изготовлении корпуса из ПК/АБС методом прецизионного литья под давлением компании JS Precision удалось сократить производственный цикл на 11 секунд за счет использования конформного охлаждения и стали H13, что является типичным методом снижения затрат за счет процессов в производстве литья под давлением по индивидуальному заказу.
Проблемы, поднятые клиентом:
Выпустив серийно изделие для промышленного сенсорного оборудования, заказчик продолжает производить корпуса прецизионных зажимов из ПК/АБС. В некоторых участках стен толщина неравномерна (2,8 мм), а поскольку обычные прямые водяные каналы плохо рассеивают тепло, охлаждение является недостаточным. Продолжительность цикла формования составляет 34 секунды, а коэффициент дефектов поверхностной усадки достиг 8,5%, что является высоким показателем. Потребность в расчете на одного заказчика в год составляет 120 000 единиц. Учитывая производительность машины 80 единиц в час и стоимость обработки 0,76 за единицу, годовая стоимость машины составит 91 200 долларов США.
Решение JS Precision:
<ол>
Смена основной формы: конформные каналы охлаждения печатаются с использованием трехмерной технологии на фиксированном расстоянии 4,5 мм от поверхности полости до средней линии канала (традиционные прямые каналы для воды характеризуются поверхностными расстояниями 6–12 мм, которые постоянно меняются).
Обновление стали: сталь была повышена с P20 (HRC 30) до специально импортированной закаленной стали H13 (HRC 50), что обеспечивает стойкость к незначительному износу PC/ABS + стекловолокно и увеличивает срок службы термической усталости вдвое и более.
Оптимизация параметров выдержки давления: выдержка давления 75 МПа, время выдержки 4,5 с (подтверждено испытанием шлюза на замерзание), снижение остаточных напряжений
Опыт устранения неполадок:
На начальном этапе пробного формования цикла Т1 слишком высокий расход охлаждающей среды (число Рейнольдса > 10 000) вызвал кавитацию в конформных водных каналах, тем самым приводя к локальному снижению температуры на поверхности формы на 3-5℃, что привело к усадке.
Решение: Отрегулируйте контур водяного насоса так, чтобы число Рейнольдса оставалось в турбулентном идеальном состоянии 4000 (точка, где коэффициент теплопередачи максимальный и кавитация не является проблемой), и неравномерный температурный градиент был устранен.
<блок-цитата>
ISO 20457:2018 определяет, что: допуски на размеры прецизионно отлитых деталей должны быть размечены в сегментах в соответствии с функциональными требованиями, а компенсация усадки в углах, где толщина стенки быстро меняется, должна выполняться отдельно.
На этапе пробного формования настоящего проекта мы сделали посадку более точной, отрегулировав допуск защелкивания до ±0,03 мм (отличный класс DIN 16742), чтобы гарантировать безопасную защелкивание.
Окончательные результаты
<ул>
Время цикла: 34 сек. → 23 сек. (↓32,3%)
Обработка отдельных деталей: 0,76 → 0,51 (↓32,9%)
Годовая стоимость машины: 91 200 → 61 200 (экономия 30 000 долларов США в год)
Процент дефектов: 8,5% → 0,1%
Период восстановления пресс-формы: (42 000–29 000) = 13 000 ÷ (30 000 + 120 000 долларов США × экономия отходов при усадке) ≈ примерно 4,2 месяца.
Отзывы клиентов. Прецизионный анализ текучести пресс-формы и конструкция конформного охлаждения компании JS Precision позволили нам сэкономить почти 30 % трудозатрат на каждую деталь, а доставка была осуществлена очень вовремя.
Как требования к высокой точности определяют масштабы стоимости оснастки для литья под давлением?
Увеличение требований к допускам от относительно свободного ±0,1 мм до очень узкого ±0,02 мм приведет к удвоению времени обработки пресс-формы, а стоимость литья под давлением будет значительно выше премиальной.
Технологический процесс при изготовлении прецизионных пресс-форм
<ул>
Стандарт (±0,1 мм): прецизионное фрезерование на станке с ЧПУ полость + черновая обработка с помощью электроэрозионной обработки достаточно хороши, время обработки одной полости около 8-12 часов.
Точность (±0,05 мм): прецизионное фрезерование с ЧПУ + тонкая электроэрозионная обработка + локальная полировка, время обработки одной полости 12–20 часов.
Сверхточный (±0,02 мм): Требуется чрезвычайно точное глубинное шлифование + медленная электроэрозионная обработка (проволочная резка) на микронном уровне, время обработки одной полости 20-35 часов. Дополнительные расходные материалы для электродов стоят 300-800.
Кристаллические материалы (POM, PA66): Усадка 1,0–2,5 %, сильно анизотропная (дифференциальная усадка в направлении потока от поперечной составляет около 0,3–0,8%). Необходим метод компенсации плесени с использованием отдельных коэффициентов в направлении потока и поперечном направлении.
Аморфные материалы (ПК, АБС): Усадка около 0,4–0,7 %, вполне контролируемая, хотя все еще существует необходимость примерно 1–2 пробных корректировок формования с уровнем допуска +/- 0,02 мм.
Материалы, армированные стекловолокном: Усадка составляет всего 0,1–0,8 %, но анизотропия увеличивается, что еще труднее компенсировать образование плесени.
Рекомендации JS Precision:
За исключением узлов с очень плотной посадкой (например, запрессовка подшипника, канавки для герметичного уплотнения), для промышленных деталей рекомендуется использовать стандартный класс допуска DIN 16742 (0,10–0,25 мм), поскольку это может помочь снизить затраты на открытие формы на 25–40 %. Точность инструментов, отлитых под давлением, — не единственный фактор, на который следует обратить внимание, поскольку это будет означать, что придется платить за точность инструментов только тогда, когда это необходимо.
Почему стоит выбрать JS Precision для недорогой услуги литья под давлением в 2026 году?
JS Precision полагается на свою интегрированную цепочку поставок в Хумен Дунгуань, а также на нашу сертификацию ISO 9001:2015 и современное управление процессами, чтобы предоставлять индивидуальные услуги по литью под давлением с доступным производством и надежными сроками выполнения заказов.
Географические преимущества и преимущества цепочки поставок
<ул>
Расположение: Компания находится в Хумене, Дунгуань, в радиусе 30 км, и предоставляет полный спектр услуг по формам, термообработке стали, текстурированию поверхности и приготовлению маточной смеси. Срок изготовления пробной формы T1 примерно на 5–7 дней короче, чем у местных производителей.
Цех изготовления пресс-форм: полностью оборудованный ЧПУ/эрозионным электроэрозионным станком/проволочно-эрозионным станком/координатно-измерительным станком, форма может быть доставлена в течение 4–6 недель (в среднем по отрасли 8–10 недель).
Возможности производства и контроля качества
<ул>
Наличие оборудования: JS Precision располагает высокоточными одно- и двухцветными термопластавтоматами от 50T до 450T, способными производить жидкий силикон LSR. формование, вставка и двухцветное наложение.
Замкнутое управление качеством: Проверка материала. Полномерный контроль первой детали (FAIR, CMM + 2D) SPC-мониторинг процесса (Cpk≥1.33), полная исходящая проверка, отслеживание партии.
Усовершенствование процесса: горячие каналы в сочетании с холодным распылением для уменьшения градиента температуры в пресс-форме, мелкосерийное производство MUD, 3D-печать с конформным охлаждением дальнейшее сокращение общих затрат на закупки на 15–25 %.
Выбор услуги литья под давлением по низкой цене означает не поиск самой дешевой мастерской, а, скорее, эффективное использование инженерных данных, чтобы разумно потратить каждую копейку. В зависимости от этой философии точность JS может быть разной.
Часто задаваемые вопросы
Вопрос 1: Сколько в среднем стоит литье под давлением при мелкосерийном производстве в JS Precision?
При небольших объемах 100–5000 единиц продукции с использованием модульных стальных форм MUD будут стоить 2500–6000 долларов США, а средняя стоимость пресс-формы для одной детали составит 1,50–4,50 долларов США. Для получения точной цены вам необходимо предоставить 3D-чертежи.
Вопрос 2: Почему первоначальные затраты на инструменты для литья под давлением выше, чем на 3D-печать или обработку на станке с ЧПУ?
Пресс-формы для литья под давлением должны выдерживать температуру и давление и быть точными на микронном уровне. Проектирование, обработка на станке с ЧПУ, электроэрозионная обработка и сборка нескольких деталей требуют много часов механической обработки, поэтому первоначальные затраты выше.
В3:Как мы можем получить точную расценку на литье под давлением в течение 24 часов от JS Precision?
Пожалуйста, предоставьте чертежи в формате 3D CAD (STEP/IGES) и 2D с допусками, указанием объемов производства, марки материала (например, ПК/АБС) и обработки поверхности. Вы можете напрямую загрузить свои чертежи, чтобы узнать цену, команда JS Precision ответит быстро.
Вопрос 4: Как стекловолокно влияет на стоимость оснастки и услуг по индивидуальному литью под давлением?
Стекловолокна изнашивают полость формы, что требует использования закаленной стали H13 или S136 (30 Rockwell), при этом первоначальная стоимость формы увеличивается примерно на 20 %.
Вопрос 5: Что такое пресс-форма MUD и как она обеспечивает недорогие услуги литья под давлением?
MUD означает «Стандартизированная универсальная основа формы». С помощью уже изготовленных основ пресс-форм от JS Precision вам нужно будет заплатить только за часть полости для обработки стержня, так что вы сможете сэкономить до 45 % на первоначальной стоимости пресс-формы.
Вопрос 6: Как время цикла пресс-формы напрямую влияет на конечную стоимость детали, отлитой под давлением?
В стоимость детали включена амортизация станка с секундами. Толстые стенки увеличивают время охлаждения с 20 до 40 секунд и удваивают время работы машины, в результате чего стоимость единицы продукции увеличивается вдвое.
В7: Создают ли текстурированные поверхности дополнительные расходы при индивидуальном литье под давлением?
Химическое травление или лазерное текстурирование увеличивают затраты на постобработку (приблизительно от 800 до 3000 долларов США), а для предотвращения износа требуется больший угол уклона (1,5° на глубину 0,025 мм).
Вопрос 8: Дорого ли модифицировать литьевую форму после завершения изготовления инструмента?
Модификации удаления стали, такие как увеличение толщины, просто приводящие к фрезерованию более глубоких полостей формы, стоят 500–1500 долларов США, а модификации стали, такие как уменьшение толщины, сварка и вставка, стоят более 2000 долларов США.
Сводка
Оптимизация затрат на литье под давлением в 2026 году заключается не в слепом поиске недорогих мастерских, а скорее в достижении снижения затрат на уровне цепочки поставок за счет научного баланса срока службы формы, времени цикла и характеристик материала на ранних этапах разработки продукта. Выполняя точную коррекцию угла уклона DFM, проектируя соответствующую толщину стенок и выбирая марку стали и настройку направляющих, которые принесут вам наибольшую пользу, вы значительно снизите как первоначальные инвестиции в пресс-форму, так и цену за единицу продукции, обеспечивая при этом возможность сборки деталей.
Надеетесь на снижение затрат при сохранении допусков и качества внешнего вида ваших деталей? Инженеры JS Precision готовы помочь в вашей ситуации.Загрузите свои 3D-чертежи STEP/IGES прямо сейчас, и мы предоставим вам подробный анализ технологичности DFM, расчет окупаемости инвестиций в холодные и горячие каналы, а также ценовое предложение по литью под давлением в течение 24 часов.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.