

平歯車製造サービス高性能平歯車設計を採用し、それを信頼性の高い部品に変えるには不可欠です。設計で信頼性が高く効率的な方法で電力を伝達する必要がある場合、 平歯車は正しい解決策です。
しかし、製造上の問題、つまり、設計図から高負荷に耐え、スムーズに動作する実際の歯車をどのように作成するかという問題をどのように解決するのでしょうか?一流の歯車製造サービスプロバイダーを選択することは、コンポーネントの品質の観点だけでなく、トランスミッションシステムの性能と寿命にとっても非常に重要です。
ホブ切りや研削などの工程や材質の選択が多い中、いかに高精度で高強度、そしてリーズナブルな歯車を作ることができるのか。この記事では、平歯車の製造の主なプロセスについて説明します。
それに加えて、JS Precision が ISP 平歯車製造サービスを利用して、どのようにして信頼できる製造パートナーになれるかを示します。
主要な回答のまとめ
| あなたの中核的な懸念事項 | JS Precision のソリューション | プロジェクトの核となる価値 |
| ギアの性能が元の設計意図と一致していることを確認する | DFM解析、材料選定から精密加工、強化までの平歯車製造プロセスを一貫して提供します。 | 負荷、騒音、寿命の点で信頼できるギアを入手し、製造時のばらつきによるシステムの故障を回避します。 |
| 複雑なデザインと予算の間で適切なバランスをとる | 高度なCNC歯車加工とさまざまな歯車製造技術を活用し、試作から量産まで最適なソリューションを提供します。 | 高精度 (AGMA 12 まで) および複雑な機能 (不規則な穴や修正された歯など) の歯車の製造を、競争力のあるコストで実現できます。 |
| 国境を越えた調達の複雑さを解消して納期を厳守する | JS Precision は中国の企業の 1 つです歯車加工会社豊富な経験を活かし、明確なコミュニケーション、プロジェクト全体の管理、納期保証を提供します。 | シームレスなコラボレーション エクスペリエンスを享受し、管理コストとサプライ チェーンのリスクを大幅に削減し、プロジェクトが計画どおりに進行するようにします。 |
重要なポイント
- 歯車の性能を決めるのは材質、熱処理、製造精度であり、どれも見逃せません。
- CNC 歯車加工は、高精度歯車 (>AGMA 10) や複雑な形状の歯車の品質と柔軟性の両方を維持するための重要な技術です。
- 熱処理 (浸炭や焼入れなど) は、ギアの耐荷重と耐久寿命を延ばすための最も重要な手順の 1 つです。したがって、プロセス計画段階で考慮する必要があります。
- マルチプロセス機能を備えたプロバイダーは、最も客観的でコスト効率の高い組み合わせを提供できます。 歯車の製造技術。
このガイドが信頼できる理由JS Precision の精密平歯車製造における豊富な経験
JS プレシジョンは、長年にわたり歯車加工に積極的に取り組んでおり、高品質の平歯車を世界中のお客様に供給する能力を備えています。
当社は海外から輸入したCNC歯車加工機を完備しており、ホブ切り、歯車成形、歯車研削などの一連の工程全体をサポートしています。同社は、寸法公差が0.005mm以内に管理されたAGMA 12(DIN 2)の超高精度を一貫して生産することができます。
品質面では、JSプレシジョンはISO9001の認証を取得し、ZEISS三次元測定機による全寸法検査を行っています。当社の顧客注文の納期厳守率は98.6%であり、再購入率は常に45% 以上を維持しており、これは業界平均を大幅に上回っています。
技術的専門知識に関しては、JS Precision はISO 6336-1:2019規格熱処理プロセスの科学的正確さと一貫性を確保するため。
当社は、農業機械や大型トラック、産業オートメーションなど幅広い業界に、累計100万台以上のプレミアム・高精度歯車を納入してきました。
結果を確認するための確かな実例を提供できます。
たとえば、当社は大型トラックの顧客向けに AGMA グレード 10 平歯車をカスタマイズし、50,000 個のバッチで 20CrMnTi 材料を採用しました。精密ホブ加工および浸炭/焼入れプロセスによる不良率はわずか 0.07% であり、これまでのところ品質クレームはなく、納期どおり 100% です。
このような具体的な例、数値、および高度な技術は、JS Precision がハイエンド顧客の製造上の課題に対処できる能力を裏付けています。
弊社の歯車加工能力を検証してみませんか?ギア設計図面を送信すると、カスタマイズされたプロセス実現可能性評価レポートを無料で受け取ることができます。これにより、本番環境のリスクが軽減され、プロジェクトを有利にスタートできます。
総合的な平歯車製造サービスの範囲は何ですか?
産業の発展に伴い、現代の専門的な平歯車加工サービスは、単なる加工から、完全な設計、エンジニアリング、生産、検証ソリューションへと進化しました。ここでは、サービス範囲を詳細に分析して、ワンストップ サービスの利点を明確に理解できるようにします。
設計支援から完成品の納品までワンストップで対応
JS Precision の平歯車製造サービスには、完全なクローズドループ サービスが含まれています。
- 経験に基づいた歯車設計のレビューと最適化(DFM) により、加工上の困難を事前に回避します。
- 材料科学におけるエンジニアリングコンサルティングは、最も適合するように選択された金属またはプラスチックエンジニアリング材料をマッチングする継続的なプロセスです。
- ホブ切りなどの基幹工程を含む精密歯車加工、ギアの成形、歯車研削など。
- 浸炭、焼入れ、窒化、焼き戻しなどのプロ品質の熱処理。
- リン酸塩処理、ニッケルメッキ、黒染めなどの表面処理工程。
- 歯形、歯の方向、振れなどの最も重要な特徴を含むすべての製品を 100% 正確に検査します。
- コンポーネントの事前組み立て。ギアボックス モジュールの単一サービス統合を提供します。
試作から量産までの製造能力
JS Precision は、さまざまな生産段階に柔軟に適応できます。
- ラピッドプロトタイピングと小ロット生産:の使用 CNC歯車加工、5〜10個のご注文は1〜2週間以内に配送できます。
- 中量産~大量生産: 1,000個を超える大量生産のニーズに対応するため、ホブ加工・ホーニング加工に工程を切り替えます。
- 非標準的なカスタマイズ:不規則な穴や修正された歯などの機能を備えた特別に設計された歯車の製造が行われます。
ワンストップサービスの主な利点
サプライヤーとのコミュニケーションを容易にし、明確な製造責任を持ち、図面と完成品を完全に一致させ、プロジェクトを大幅にスピードアップしたい場合には、ワンストップの平歯車製造サービスを選択することが有益です。

図 1: 2 つの研磨された銀色の平歯車 (1 つは大きいもの、もう 1 つは小さいもの) は、動力伝達に適合する歯形を示すために白い背景に斜めに配置されています。
性能を向上させるために平歯車の製造プロセスに熱処理を組み込むにはどうすればよいですか?
熱処理は別個の後処理ステップではなく、材料の選択と加工手順に密接に関係する基本的な性能保証ステップであり、平歯車の強度と寿命が直接決定されます。
熱処理の目的:成形から強化まで
の熱処理工程治療の重点がある程度異なります。
- 焼き入れと焼き戻し:このプロセスにより、ギアの中心部の靭性が強化されるため、この処理後のギアの機械加工が容易になります。
- 浸炭と焼入れ:ギアの中心部を丈夫に保ちながら、ギア表面に非常に硬い ( 58 ~ 62 HRC ) 耐摩耗層を生成します。
- 窒化:精度に悪影響を与えることなく、表面の摩耗と耐食性を向上させます。
| 熱処理工程 | 適用材料 | 処理温度(℃) | 保持時間 (h) | 硬度範囲 (HRC) | 適用精度等級(AGMA) | 適用精度等級(AGMA) |
| 浸炭焼入れ | 20CrMnTi、20CrNiMo | 900-950 | 2-4 | 58-62 | 0.03~0.08 | 8-12 |
| 窒化処理 | 38CrMoAl、40Cr | 500-550 | 8-12 | 50-55 | 0.005~0.02 | 10-12 |
| 焼き入れと焼き戻し | 45# スチール、40Cr | 820-860 | 1.5-2.5 | 22-28 | 0.02~0.05 | 6-9 |
| 高周波焼き入れ | 40Cr、20Cr | 850-900 | 0.5~1 | 55-60 | 0.02~0.06 | 7-10 |
| 炭化と窒化 | 20Cr、15CrMn | 830-880 | 3-5 | 56-60 | 0.025~0.07 | 8-11 |
プロセス統合のキーノード
品質を確保するには、正しいプロセス順序が重要です。 JS Precision の標準プロセスは次のとおりです。
荒加工→焼き戻し→仕上げ加工→浸炭焼入れ→歯車研削。
この順序を逆にすることは、歯車の過度の変形または直接の廃棄を引き起こすため不可能です。歯車研削プロセスでは、熱処理によって生じた可能性のある 0.02 ~ 0.1mm の変形を修正することができ、最終精度が規格に準拠していることを確認します。
熱処理によってどのようにギアの寿命が向上するのか知りたいですか?の詳細なフローチャートを無料で入手するには、当社のエンジニアにお問い合わせください。平歯車の製造工程、ギアの耐久性を高めるためのコア技術ポイントをマスターします。
なぜ CNC 歯車加工が高精度で複雑な平歯車にとって重要なのでしょうか?
高精度または複雑な平歯車に関しては、CNC 歯車加工が利便性を欠いて実行できる唯一の技術です。この章では、CNC 歯車加工の主な 2 つの利点に焦点を当てます。
柔軟性と正確な制御
CNC 歯車加工は、CAD モデルから直接歯車の歯形を作成できるため、非標準の歯形、大きなモジュール (>10)、プロトタイプ、または小バッチ生産シナリオに最適です。
寸法精度は0.01mmに達するため、次のような要件を満たすことができます。 ISO 1328-1:2013 規格ハイエンドトランスミッションシステムのニーズであるAGMA 12精度クラスの公差を継続的に達成しています。
歯形を超えた総合的な加工能力
CNC 装置を使用すると、ギアブランク、取り付け穴、キー溝、不規則構造などのすべての形状の加工を、ワークピースを再配置することなく1 台の工作機械で行うことができます。これにより、同軸度や端面振れなど、従来の専用機械ではほとんど一致しない極めて高次元の位置公差の達成が保証されます。
高精度 CNC 歯車加工サービスが必要ですか? 3D モデル ファイルをアップロードすると、無料で生産コストが計算され、明確な納期と品質基準が得られます。安心かつ効率的です。

図 2: リブ付き治具に保持された銀色の金属平歯車の歯を加工する、青とオレンジのホースに取り付けられた切削工具の拡大図。
プロジェクトの要件に基づいて最適な歯車製造技術を選択するには?
精度とコストのバランスを図るには、適切な歯車製造技術を選択することが最も重要です。 JS Precision は、最適なソリューションの選択を簡素化する意思決定フレームワークを提供します。
プロセス選択決定ツリー
プロセスの選択には、次の 4 つの側面を徹底的に評価する必要があります。 材料の種類、生産量、精度、熱処理の必要性の有無。
たとえば、スチールギア、AGMA レベル 9、および中バッチ生産の場合、推奨されるプロセスの組み合わせは「ホブ加工 + シェービング」です。高精度の要求には「ホブ加工+浸炭焼入れ+研削加工」へのグレードアップが必要です。
主要なプロセスの比較
| プロセスの種類 | 精密級(AGMA) | 対象バッチ | 単価 (USD/個) | 代表的な材質 | 熱処理適合性 |
| CNCフライス加工 | 10-12 | 1-100 | 15-50 | スチール、アルミ、POM | 互換性がある |
| 歯車ホブ加工 | 6-10 | 1000以上 | 2-8 | 鋼、鋳鉄 | 互換性がある |
| ギアの成形 | 6-9 | 500以上 | 3-10 | スチール、真鍮 | 互換性がある |
| 歯車研削 | 10-12 | 500以上 | 8-20 | 合金鋼 | 互換性がある必要があります |
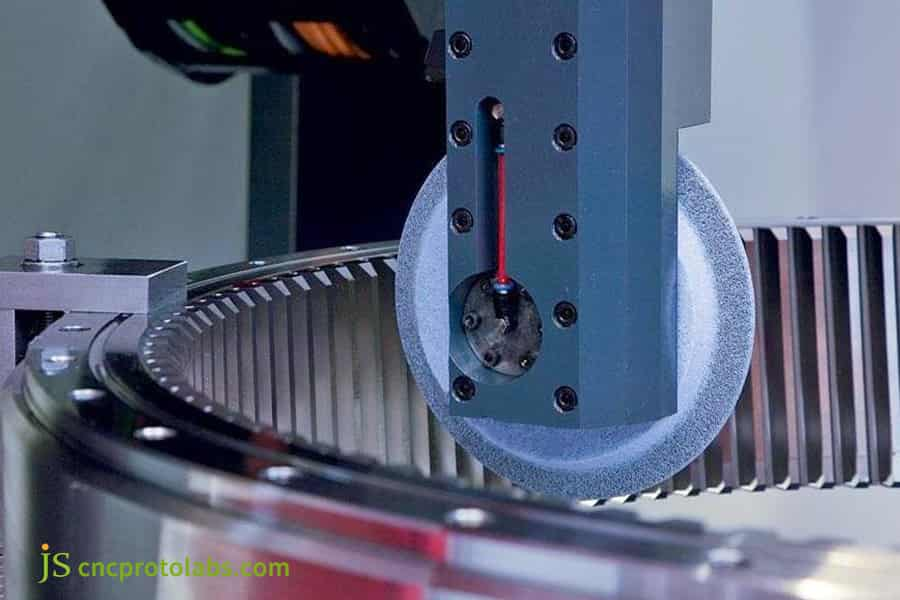
図 3: 平歯車の歯の表面を仕上げている、濃い青色のコンポーネントに取り付けられた灰色の砥石車の拡大図。
プロの歯車加工会社はカスタム歯車の設計をどのように処理していますか?
優れた歯車加工会社は、顧客のコンセプトを生産可能な高性能製品に変えることができます。 JS Precision は、3 段階のプロセスを通じてデザインをカスタマイズします。
ステップ 1: 詳細な設計メカニズム (DFM)
エンジニアは顧客の図面を検討し、さらに歯元フィレットの最適化を提案し、公差の合理性をチェックし、熱処理変形に対する許容値を与えることで、製造上の問題を最初から防止します。
ステップ 2: 材料とプロセスの調整に関する推奨事項
歯車の負荷、速度、使用環境に応じて、最適な材料・熱処理・加工工程の組み合わせを考え出し、推奨します。たとえば、高い疲労強度が必要な場合は、「20CrMnTi浸炭焼入れ+歯車研削」のソリューションが提案されます。
ステップ 3: デジタル シミュレーションとプロトタイプの検証
最も要求の厳しいアプリケーションの場合、 JSプレシジョン歯面接触解析 (TCA) および有限要素解析 (FEA) シミュレーションを提供し、設計の有効性を検証するためのベンチ テスト用にプロトタイプの歯車の製造も非常に迅速に行われます。
カスタマイズされた平歯車製造サービスについて、迅速かつ透明性の高い見積もりを提供できますか?
効率的で透明性の高い見積り手順は、協力全体の素晴らしい始まりとなります。 JS Precision を使用すると、この手順が簡単かつ迅速になり、正確な価格が得られます。
正確な見積もりを取得するためのコンポーネント
お客様は次の基本情報を提供する必要があります。
- 2D詳細図(PDF)または3Dモデル(STEP形式)
- 材料仕様、例: 20CrMnTi、POM、 6061アルミニウム合金、など。
- 精度レベルの要件( AGMA グレード 10、DIN グレード 3 など)。
- 熱処理と表面処理の要件。
- 必要な数量と納期。
JS Precision の見積プロセス: 明確かつ効率的
クライアントがファイルをアップロード → 自動システムが予備見積もりを生成 → エンジニアリング チームが DFM の推奨事項に従って4 時間以内にプロセス レビューを完了 → プロセスの内訳、納期、単価の詳細を含む正式な見積もりを提供。
平歯車製造サービスの正確な見積もりを入手したいですか? 2D図面と詳細な要件を提出すると、24時間以内に詳細な見積りが得られるため、安心して効率的にプロジェクトを進めることができます。
JS Precision のケーススタディ: AGMA 11 レベル ギアボックス ギア、設計の最適化から量産まで
課題: コンパクトなスペースで極めて高い精度と寿命の要件を満たす
お客様は、AGMA グレード 11 レベルの精度、HRC60 以上の歯面硬度、および直径制限内の最大トルク伝達を必要とする、3 モジュールの精密ギアボックス用の合金鋼ギアを必要としていました。元の設計はアンダーカットが発生しやすく、従来の方法では精度要件を常に維持できませんでした。
JS Precision ソリューション: エンドツーエンドの精密エンジニアリング
1. DFM の最適化:
まず、エンジニアは徹底した DFM の最適化ISO 6336-1996 規格と過去の同様のギアボックスのケースから得られた知識に基づいています。私たちは、微細な歯先の修正とルートフィレットの最適化を利用して、歯形の特徴を変更することを提案しました。
このようにして、元の設計のアンダーカットのリスクが効果的に排除され、噛み合い応力分布が最適化され、作動音が低減され、次の浸炭および焼入れプロセスでの小さな変形のために 0.15 mm の研削代が正確に確保され、基準を満たす最終精度が確保されました。
2.プロセスルート:
歯車の要求精度と材料特性を考慮した結果、 「精密ホブ浸炭焼入れ精密研削」が最適なルートとして導き出されました。ドイツ製のクリングベルグ歯車研削盤を輸入し、研削速度や送り速度などの主要パラメータを厳密に管理しました。
熱変形を低減するために冷却システムを適用することで、歯形と方向の誤差を 0.005mm 未満に抑えることができ、AGMA グレード 11 の精度基準を完全に満たすことができました。
3.品質保証:
原材料の段階から最終製品に至るまで、非常に厳格な品質管理プロセスが行われています。さらに、キーエンスのレーザー検査はすべての歯車に対して 100% オンラインで実行されるため、歯形、歯の方向、振れなどのパラメータが徹底的にチェックされます。
さらに、検査データを同時に記録し、生産の一貫性をリアルタイムで監視するためのSPC統計的工程管理(SPC)レポートを生成することで、不良品の工場流出を防ぎ、品質を安定させます。 量産確保されている。
結果
最初のプロトタイプは 3 週間以内に到着し、顧客のベンチテストに合格し、設計仕様を 30% 上回るギア寿命を示しました。このプロジェクトにより、不良率を0.1% 未満に維持しながら、年間 50,000 個の量産に成功しました。最終的に、顧客は歯車シリーズの生産全体を JS Precision に引き継ぐことを決定しました。
同様の成功事例を再現したいですか?ギアボックスのギア要件をお知らせください。お客様専用の生産ソリューションをカスタマイズして、製品発売サイクルを短縮し、市場競争力を強化します。

図 4: 白い背景に、まっすぐで正確にカットされた歯と滑らかな中央穴を備えた、高度に研磨された単一の金属平歯車。
よくある質問
Q1: 平歯車の最高精度はどのくらいですか?
JS Precision は、精密歯車研削により、ほとんどのハイエンド精密トランスミッション システムに適した、 AGMA 12 または DIN 2の一貫した超高精度レベルの平歯車を製造できます。
Q2: プラスチック平歯車の強度や寿命はどのくらいですか?
POM、ナイロン、PEEKをJSプレシジョンで加工したプラスチック平歯車は、低~中荷重、静音運転、耐食性などに使用でき、数百万回転の耐久性があります。
Q3: 熱処理後も歯車に精密加工が必要なのはなぜですか?
熱処理工程により、ギアの歪みは0.02~0.1mmとなります。したがって、次の研削またはホーニングが歯車に行われてねじれを取り除き、最終的に歯車は図面の高精度要求に完全に適合します。
Q4: 小ロットのカスタムギアのMOQはいくらですか?
JSプレシジョンではハイテクCNC歯車加工により、 1個からでもご注文を承ります。これにより、製品の試作や少量のバッチ試作が必要なお客様にとって非常に便利なプロセスとなります。
Q5: 図面の受領から試作歯車の納品までどのくらいかかりますか?
単純な鋼歯車であれば、 CNC加工されたプロトタイプ5~7営業日でご提供可能ですが、複雑な構造や熱処理が必要な歯車の場合は2~3週間程度の製作サイクルとなります。
Q6: ギア設計の知的財産のセキュリティを確保するにはどうすればよいですか?
JS Precision はクライアントと厳格な NDA 機密保持契約を締結します。すべての書類は暗号化システムで送信され、お客様の設計の安全性を100%保証するために、生産現場では機密管理が行われます。
Q7: 歯車単体だけでなく、歯車部品も供給してもらえますか?
もちろん、JS Precision は、ギア、シャフト、キー溝の加工、コンポーネントの組み立てテストを含む「ギアボックス モジュール」サービスを提供し、それによりクライアントにより包括的なソリューションを提供します。
Q8: 表面処理は歯車の性能にどのような役割を果たしますか?
リン酸塩処理により、歯車のなじみ性や防錆性が向上します。ニッケルメッキやPTFEコーティングにより耐食性が向上します。酸化黒染めは主に外観の美化と基礎的な防錆を目的として使用されます。
まとめ
平歯車製造サービスプロバイダーの選択は、製品の伝達システムの信頼性に関係します。平歯車の製造プロセスの知識を習得し、歯車の製造技術を巧みに適用し、CNC 歯車加工で複雑な設計を実現できるようにする必要があります。
JS Precision は、高精度エンジニアリング、厳格な品質管理、スムーズなプロジェクト連携を組み合わせて、あらゆる種類の平歯車加工サービスをお客様にお届けします。
今すぐ行動して、知識をデザインの力にしてください。ギアの図面または仕様をお送りください。 24 時間以内に、生産の実現可能性の分析と最適化の提案を含む詳細な見積もりが届きます。一緒に、歯車のすべての歯の精度をより高いレベルの製品性能に変換しましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

