

歯車の製造風力発電システムの運用安定性を保証する基本要素として機能します。 5MW の洋上風力タービンでは、ギアボックスの故障により、毎日 1 万ドル以上の運用コストが発生します。
タービンのダウンタイムはギアボックスの故障によって引き起こされ、ダウンタイム全体の 60 パーセントを占めますが、これらの故障は全体のコストを約 5 パーセント増加させるだけですが、単一の鋼製ギアの故障は風力エネルギー事業の経済的成功に影響を与える悪影響を及ぼします。
歯車の製造元から 20 年間の信頼性を確保するにはどうすればよいでしょうか?鍵となるのは正確な処理と厳密な検証です。
主要な回答の概要
| コア寸法 | 主な答え | あなたにとっての価値 |
| 20年の寿命保証 | この製品は、 18CrNiMo7-6で構成される高純度合金鋼で動作し、検証のために閉ループ電力テストを受けるため、ISO 6336 規格への準拠を維持しています。 | これらのツールは、初期の失敗が大きな問題に発展するのを防ぐのに役立つため、人々はテクニカル指標について学ぶ必要があります。 |
| 標準選択とカスタム選択 | 接触荷重の分散を最適化するには、微細に修正されたカスタムギアが必要であり、風田で乱流が激しい場合や利用可能なスペースが限られている場合には、これが不可欠になります。 | システムの非互換性を避けるために、プロジェクトがカスタム カテゴリに該当するかどうかを明確に定義します。 |
| メーカーの評価基準 | 評価プロセスでは、浸炭炉の深さの評価とISOレベル4以上が必要です歯車研削盤風力発電プロジェクトの失敗データを分析する精度と経験。 | サプライヤー評価フレームワークは、ビジネス ニーズをサポートできる適切な技術パートナーを見つけるのに役立ちます。 |
主な調査結果
- 材料によって上限が決まります。メイン ドライブ ギアには、酸素含有量が 20ppm 以下の真空脱ガス合金鋼 (18CrNiMo7-6 など) を使用する必要があります。
- テストにより下限値が検証されます。連続テストは、25,000 時間の交互負荷下でギアがピットしないことを検証する唯一の方法です。
- カスタマイズはコスト削減の方法です。マイクロモールディングにより負荷分散の均一性が 30% 向上し、機器の初期故障が防止されます。
- プロセスチェーンは一貫性を確立します。歯車のホブ加工から始まりホーニングで終わる完全なプロセスチェーンは、0.8 ~ 1.2 mm の層深さでの浸炭を通じてバッチの一貫性を確立します。
風力タービンギア製造を信頼できる理由JS Precision のエンジニアリング経験
風力タービンのギアの稼働寿命全体にわたる効率は、そのコンポーネントに使用される製造基準によって異なります。
JS Precision は 15 年間にわたって風力タービンのギア分野に深く関わっており、2,000 個を超える風力タービンのメイン ギアボックス ギアを納入し、300 を超える風力タービン ギアの故障解析を完了し、材料の受け入れ、ギアの加工、熱処理から耐久性試験までをカバーするフルチェーンの機能を確立しました。
施設の工場運営は、規制によって確立された完全な要件に従っています。 AGMA 6006風力タービンのギアボックスの標準化文書。
JS Precision は、歯車加工作業にドイツの NILES プロファイル歯車研削盤を使用しています。この機械は、ISO クラス 4 の精度を必要とする業界標準を上回るISO クラス 3 の精度を維持しながら、最大直径 3000 mm の歯車を製造できます。
同社が開発した深浸炭処理プロセスは、0.8~1.2mmの均一な硬化層を実現し、洋上風力発電の塩水噴霧環境におけるスチールギアの耐疲労性を40%向上させます。
ヨーロッパの洋上風力発電所の運営では、ギアのマイクロピッチングにより、わずか 3 年でタービンが故障しました。 JS Precision が実施した荷重スペクトルの取得と微細成形の最適化プロセスにより、ギアの接触疲労限界が 1100MPa から 1350MPa に向上しました。タービンは5 年間中断することなく稼働し、さらに 300 万 kWh の電力を生成しました。
JS Precisionのカスタムギア製造における技術力を証明する実践事例です。風力発電プロジェクトの場合、ギアの信頼性が投資収益率を直接決定するため、成熟したエンジニアリング経験とフルプロセス能力を持つパートナーを選択することが、最初から故障リスクを軽減するために重要です。
歯車製造機能の基本を理解し、より実践的なケーススタディをご覧になりたいですか? JS Precision の洋上風力タービン装置最適化の完全なケーススタディを入手し、技術的利点と実際のメリットを直感的に理解し、協力関係を迅速に確立するには、当社にお問い合わせください。
精密な歯車製造に依存する風力タービンの重要な部品は何ですか?
歯車の加工精度は、風力タービンのコアコンポーネントの動作に直接影響します。
で風力タービンの部品、トランスミッションチェーンはエネルギー変換の中心であり、ギアボックスはハブとして機能し、動作は高精度のギア製造に完全に依存しています。遊星歯車やはすば歯車レベルの極端な負荷に耐える必要があります。
トランスミッションチェーンの中核:ギアボックスのかけがえのなさ
「単段プラネタリ+二段平行軸」設計は、メガワット級風車の標準的な増速機構造となっています。
3MW 風力タービンが97% 以上の伝達効率を達成するには、約 2000 kN・m の入力トルクと 1500 rpm の出力速度が必要です。ギアの製造プロセス全体は、主材料としてスチールギアを選択する主な理由となるため、厳密な管理が必要です。
設備故障コストによる利益収益に対する精度の影響
風力タービンのギアボックスの故障は、装置全体のダウンタイムの 20% につながり、すべてのメンテナンス費用の 30% ~ 40% を引き起こします。
交換部品のための機器の撤去に伴う費用は、財務に重大な影響を及ぼします。 ISO レベル 4 以上の精密な歯車製造の投資回収期間は 2 年を超えません。
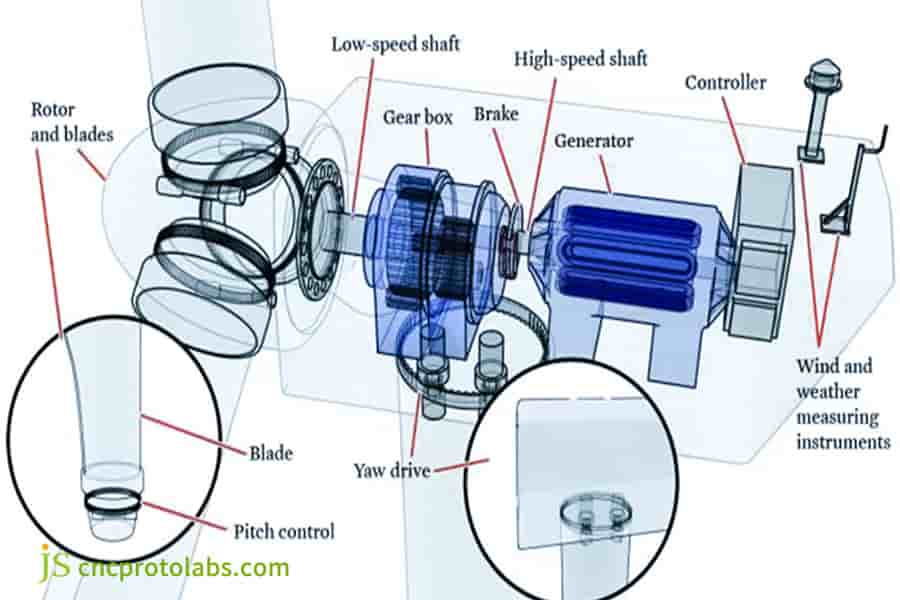
図 1: 風力タービンの内部構造を示す詳細な断面図。ギアボックス、発電機、ローター、制御システムなどの重要なコンポーネントが強調表示されています。
風力タービンの設計は、鋼製ギアと鋼製ギアの選択にどのような影響を及ぼしますか?他の材料?
風力タービンの設計は、トルク密度と軽量材料の要件を伴う大規模開発に向かって進んでいます。
スチールギアは、動作条件に関する IEC 61400-1 の要件を満たす必要がある主要な駆動ステージ材料として機能します。メインドライブステージにはオフショアユニットが必要です高張力合金鋼浸炭と焼入れのプロセスを組み合わせます。
トルク密度と軽量化のトレードオフ
風力タービンの容量がより高い値に達すると、ギアボックスの入力トルクが増加します。 10MW風車の入力トルクは5000kN・mを超えます。
設計チームはナセル重量制御のために歯面接触応力値を増加させ、その結果鋼歯車の疲労性能と歯車製造材料の純度に対する要件がさらに高まりました。
表面硬化技術の設計前提条件
設計プロセスは、重要な最初のステップとして機能する表面硬化技術から始まります。風力タービンギアの有効硬化層の深さはモジュールの 0.15 ~ 0.25 倍です。設計段階では、歯車加工の重要な最初のステップである熱処理変形修正に備えて、研削代が必要です。
さまざまなモジュールを備えた風力タービン鋼歯車の浸炭層深さの要件
| ギアモジュール | 3 | 5 | 8 | 10 | 12 | 15 |
| 有効硬化層深さ(mm) | 0.45~0.75 | 0.75~1.25 | 1.2~2.0 | 1.8~2.5 | 2.4-3.0 | 2.25-3.75 |
| 研削代(mm) | 0.2 | 0.2 | 0.25 | 0.3 | 0.3 | 0.3 |
| 表面硬度 (HRC) | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 |
アルミニウム製ギアがメインドライブではほとんど使用されないのに、補助システムでは使用されるのはなぜですか?
のアルミギアメインドライブ用途には十分な強度が不足しているため、軽量設計を二次運用システムで使用できます。
製造プロセスでは、両方の材料に特別な手順が必要であり、これにより 40 ~ 60% の重量削減が可能になり、二次動作システムで必要なモーター出力が削減されます。
材料強度の物理的限界
降伏強度と接触疲労限界アルミニウム合金メインドライブステージの要件よりもはるかに低いです。
この材料は、熱膨張係数とともに高い応力破壊傾向を示し、高温で使用すると寸法精度の低下を引き起こします。これが、メインドライブステージでアルミニウムギアが廃止される主な理由です。
補助システムの軽量化の価値
補助システムのギアの接触応力は低く、これはアルミニウム製ギアが軽量化の利点をもたらすことを示しています。 JS プレシジョンでは、表面硬質陽極酸化処理を行ってセラミック層を形成し、要求に応じて耐摩耗性を向上させます。
明確な要件があり、アルミニウム製ギアをカスタマイズしたいですか?すぐにエンジニアに連絡し、補助システムの負荷パラメータを提出してください。カスタム ギアの製造プロセスの詳細について 1 対 1 で話し合い、カスタマイズされたソリューションを完成させます。

図 2: 風力タービンの補助システムで使用するために製造された、傾斜した歯を持つ 2 つの高精度鋼製はすば歯車を、無地の背景に対して示しています。
要求の厳しい風力タービン用途向けの信頼性の高い鋼製ギアの定義は何ですか?
信頼できるものづくりスチールギア歯車の製造には、高品質の材料と厳格な製造基準の実施が必要です。 18CrNiMo7-6 は、その品質仕様によってギアの性能を決定する動作限界が定められているため、風力タービンのギアボックス製造の標準材料として機能します。
材料グレードと純度の閾値
18CrNiMo7-6 浸炭鋼には、満たさなければならない特定の化学組成基準が必要です。
風力発電用途には真空脱ガス処理が必要で、酸素含有量は 20ppm 以下、硫黄とリンのレベルは 0.015% 以下を達成する必要があります。スチールギアの接触疲労寿命は、酸素レベルが 10ppm 減少するごとに15% 増加します。
粒径と靭性
風力発電用ギアの製造には、グレード 6 の要件を超える粒度の鋼製ギアが必要です。きめの細かい構造は低温衝撃靱性を提供し、過酷な動作条件でも効果的に機能します。材料に発生する脆性破壊の 80% は粗大粒子です。
風力タービンギアの最終コストを左右するギア製造プロセスはどれですか?
風力タービンギアの製造コストの合計は、精密機械加工活動と熱処理プロセス、および生産要件を管理するための特殊なシステムを必要とする生産バッチの特性という3 つの要素によって決まります。
のプロセス歯車加工実行中に特定の精度基準が要求されるため、主要なコスト構造が確立されます。
1. 精密加工:
歯車の研削は生産プロセスの重要な部分を占めるため、歯車の製造に関連する費用は30% ~ 40% に達します。
ISO レベル 4 とレベル 6 の精密加工では、必要な加工時間が異なります。これは、これら 2 つのレベル間の精度要件により、必要な作業時間と費用に 2 倍の差が生じるためです。
2. 熱処理:
深浸炭プロセスでは炉の温度分布を正確に制御する必要があるため、多大な時間とエネルギー資源を必要とします。熱処理プロセスに関連する費用は、総処理費用の 40% ~ 50% を占める電気代を含む2 つの主要な要素に分類されます。
3. バッチ効果:
少量生産やデバッグ工程では費用が高くなりますが、 50台以上生産すると1台当たりの費用が減少するため、コストメリットが得られます。
プロジェクトの予算は限られていますか?歯車の製造コストを管理したいですか?ギアの仕様と購入数量を入力すると、最適なコスト ソリューションが無料で計算され、コストの削減と効率の向上に役立ちます。
カスタムギアの製造により、風力タービンのギアボックスの寿命を延ばすことができますか?
標準的な歯車は、意図した設計パラメータの外に存在する動作条件にさらされると、正しく機能できません。カスタムギアの製造微細修正プロセスにより、負荷分散が改善され、ギア全体の表面被覆率が向上します。
このシステムにより、風力発電施設はカスタマイズされた歯車製造機能を通じて特定の運用要件を満たすことができます。
標準以外の動作条件に対するカスタマイズの必要性
微調整のためのパラメータの選択は、風場の乱気流のレベルやギアの仕様と組み合わせる必要があります。修正パラメータは、動作条件が異なると大幅に変化します。
以下は、広範な実用化を通じて検証された、JS Precision の標準修正パラメータの参照表です。
| 乱流レベル | ギアモジュール | 歯形修正量(μm) | ヘリカル修飾量(μm) | 歯先反転量(μm) | 接触応力軽減率(%) |
| IIIC レベル (低乱気流) | 5 | 8-12 | 10-15 | 25-30 | 18-22 |
| IIIB レベル (中乱気流) | 8 | 12-18 | 15-20 | 30-35 | 22-26 |
| IIIA レベル (高乱気流) | 10 | 18-25 | 20-28 | 35-40 | 26-30 |
| 海上の激しい乱気流 | 12 | 22-30 | 25-32 | 40-45 | 28-32 |
| 複雑な地形における高乱気流 | 15 | 25-35 | 28-35 | 45-50 | 30-35 |
負荷スペクトルは、 IEC 61400-1さまざまな乱流レベルの定義は、異なる乱流レベル間で大きな違いがあることを示しています。乱流の激しい風場では、特別に設計されたカスタムギアの開発が必要です。 JS Precision は、SCADA データから負荷スペクトルの再構築を作成し、設計入力エラーの削減に役立ちます。
微細造形の目に見えない価値
大きな負荷がかかると、歯の表面に弾性変形が生じます。微細な修正により変形を補正し、均一な接触応力を実現できます。 3MW 風力タービン鋼歯車の接触インプリント領域と耐孔食性は、微細成形によって改善されました。
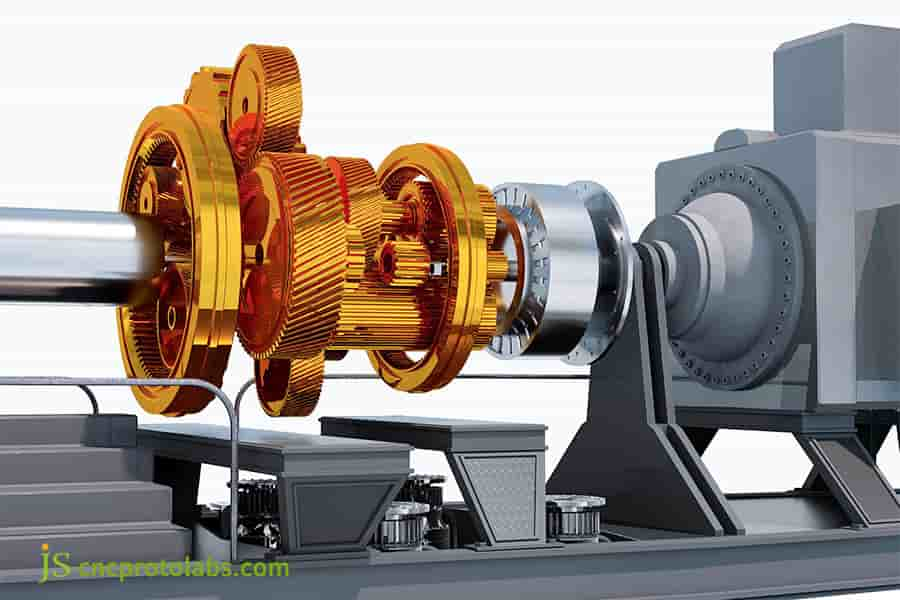
図 3: より大きなコンポーネントに接続された、複雑に設計された金色の鋼歯車のアセンブリ。風力タービン用途向けのカスタムメイドの歯車の精度を示しています。
カスタムギアの品質を取り付け前に検証する耐久性テストは何ですか?
カスタムギア設置前に厳格な耐久性テストが必要です。ギア製造における最終的な品質管理手順は、20 年にわたってギアが適切に機能するために、ISO 6336-5 および AGMA 6006 規格に従う必要があります。
- 連続試験: FZG テストベンチでは、IEC 61400-4 で定義された定格トルクと過負荷試験条件の両方を維持しながら、 1×10⁷ サイクルに達するまで負荷を増加させる試験が必要です。
- 非破壊検査:検査プロセスでは、超音波および磁粒子法を使用して内部欠陥と表面欠陥の両方を検出し、重要な領域に確立された基準を超える欠陥が含まれていないことを確認します。
- 規格への準拠:すべての性能結果が AGMA 6006 規格を満たしていることを確認するには、 ISO 6336-5に準拠した強度計算を完了する必要があります。
風力発電プロジェクト向けに高品質のカスタムギア製造サービスを調達するにはどうすればよいですか?
高品質のカスタムギア製造サービスの選択プロセスでは、サプライヤーの機器、業界経験、完全な製造プロセスの専門知識を含む 3 つの特定のサプライヤー要素を評価する必要があります。
この方法は、風力タービンのギア システムの信頼できる性能結果を保証するために必要な試験方法を提供します。
ハードウェア要件
風力タービンの歯車の製造には大規模な加工設備と熱処理設備が必要です。当社のドイツNILES成形歯車研削盤は、ISO 3レベルに達する安定した加工精度で稼働しており、風力発電用歯車加工の要求に応えます。
経験値のしきい値
風力タービンのギアの故障解析プロセスでは、サプライヤーはこの分野での実務経験を証明する必要があります。 JSプレシジョンは、技術者が故障原因の特定や最適化ソリューションの開発に使用できるように、300 を超える分析された故障ケースを含む故障グラフ データベースを運用しています。
フルライフサイクルサービス
風力発電プロジェクトの長い開発プロセスでは、サプライヤー パートナーがサービスの完全なライフサイクル サポートを提供する必要があります。製造方法を強固にするために使用する生産プロセスにより、安定した製品供給を提供しながら、大量出荷時の不良率が極めて低く、安定した製品品質が得られます。
高品質のカスタムギア製造パートナーを選択したいですか?サプライヤー評価チェックリストをダウンロードして、サプライヤーをすばやくフィルタリングします。技術コンサルタントとの 1 対 1 の相談をスケジュールすることもできます。
ケーススタディ: JS Precision は微細修正により洋上風力発電所のギアの微細孔食の問題を克服
チャレンジ
3MW のヨーロッパの洋上風力発電所では高速ヘリカルギアが使用されていますが、その振動値が基準値を 4.2mm/s 超えたため、3 年間の運転後に大面積のマイクロピッチングが発生しました。
元のサプライヤーは問題を解決できませんでした。現場試験の結果、鋼歯車の歯面粗さはRa 0.8μmに達する一方、接触痕跡は40%に過ぎず、局所接触応力が最大許容値を超えていることが判明した。
解決
1.スペクトル収集をロードします:
JS Precision が引き継いだ後、まずギアボックスの入力端にトルク センサーを取り付け、連続 30 日間の動作データを収集しました。実際のピークトルクは設計値よりも22%高いことが分かりました。
2.形状の最適化:
測定された荷重スペクトルは、有限要素解析を行うための基礎として機能しました。歯形修正量は12μmから22μm、ねじれ修正量は8μmから25μm、歯先ヤゲンは40μmに最適化した。
3.プロセスのアップグレード:
歯車加工工程ではCBN砥石によるウォームギヤ荒加工を行い、セラミックボンドホーニングホイールによる高出力ホーニングで仕上げ加工を行い、歯を実現します。表面粗さRa0.25μm 。
4.検証テスト:
バックツーバックのテストベンチ テスト プロセスは、2×10⁷ サイクルにわたる検証テストを正常に完了しました。 5×105 サイクルのシャットダウンチェックでは、マイクロピッチングの兆候は見られませんでした。
結果
最適化されたギア接触疲労限界は 1350 MPa に達し、その結果、寿命が 100% を超えて延長され、振動レベルは 2.7 mm/s に減少しました。
風力発電所のタービンは5 年間、故障することなく稼働しました。年間換算稼働時間 3,000 時間に基づくと、これにより累積で 300 万 kWh の発電量が増加し、50 万ドルを超えるダウンタイム損失が直接削減されました。
風力発電所でギアの故障が発生しており、緊急に解決策が必要ですか?すぐに当社のテクニカル ホットラインに電話し、障害検出データを送信して、ダウンタイムの損失を最小限に抑えるための対象を絞った最適化ソリューションを 72 時間以内に受け取ります。
よくある質問
Q1: 風力タービンのギアボックスに最も一般的に使用される材料グレードは何ですか?
風力タービンのギアボックスに最も一般的に使用される材料は、 18CrNiMo7-6 および 17CrNiMo6浸炭合金鋼です。これらの鋼製歯車は、-40℃ からそれ以上の温度で動作しながら、1200 MPa 以上の強度を維持します。
Q2: 浸炭層の深さは歯車の寿命にどう影響しますか?
風力タービンのメインドライブ鋼歯車には、1.5 ~ 3.0 mm の硬化領域が必要です。これは、この深さが歯車モジュールの 0.15 ~ 0.25 に相当するためです。層の深さが不十分なままだと、ギアの疲労剥離が早期に発生し、動作寿命の短縮につながります。
Q3: ISO 6336 と AGMA 規格の違いは何ですか?
ヘルツ応力は ISO 6336 の接触強度計算の基礎として機能し、AGMA 6006 は電力定格分類のシステムを確立します。ギアの安全率の定義は約 15% ~ 20% 異なります。
Q4: ギアのマイクロモールディングで解決できる問題は何ですか?
歯車の微細成形プロセスにより、10 ~ 30 マイクロメートルの高荷重下で歯面に発生する弾性変形にシステムが対応できるようになり、応力集中を防止しながら歯車の耐かじり性を向上させることができます。
Q5: 風力タービンのギアにはどのような非破壊検査が必要ですか?
風力タービンの歯車製造におけるすべての歯車コンポーネントは、0.5 mm の分解能を達成する超音波検査と、製造プロセス全体を通じて内部欠陥と表面欠陥の両方を検出する磁粉検査を受ける必要があります。
Q6: バックツーバックテストベンチの動作原理は何ですか?
バックツーバックのテストベンチでは、2 つのギアボックスを使用して、摩擦損失を通じて定格出力の 5% ~ 10% を補償する閉ループ負荷システムを作成し、それによってギアからの低エネルギー消費を必要とする動作テスト条件を再現します。
Q7: ギアの故障が材料の問題か潤滑の問題かを判断するにはどうすればよいですか?
電子顕微鏡 (SEM) 分析を使用すると、内部介在物に起因する破壊は歯車製造材料の問題であり、表面の傷や結合は主に潤滑不良や油の汚れが原因であることがわかります。
Q8: 図面を作成してから最初の納品までどれくらい時間がかかりますか?
プロジェクトの完了に必要な時間は、図面を受け取った瞬間から最初の作品の納品までに始まります。 JS Precision は、最初の製品サンプルを納品するまでに6 ~ 8 週間かかります。 3D図面の受信直径範囲 8 ~ 12、2000 mm の従来の風力タービン鋼歯車用。
まとめ
風力タービンギアの 20 年にわたる信頼性は、材料の純度から加工精度に至るギア製造プロセス全体にわたる細心の注意を払った職人技によって生まれており、すべての段階が重要です。の開発風力タービンの設計はスチール製ギアを中心的な選択肢としていますが、カスタムギアの製造は非標準的な動作条件に適応するための鍵となります。
JS Precision は 15 年間、事業全体を風力発電分野に注力してきました。これにより、当社は完全な製造能力と故障調査に関する相当な専門知識を得ることができます。
当社のエンジニアリング チームは、標準ギア製品が必要な場合でも、カスタム ギア製造サービスが必要な場合でも、お客様を支援する専門知識を提供します。ギアのパラメータを送信すると、24 時間以内にカスタマイズされたソリューションと見積もりが届きます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

