

精密歯車の製造ハイエンド機器の研究開発の中核となる技術です。
低侵襲手術ロボットの手首関節の設計では、直径50mm以下のスペースでバックラッシのない制御トルクを出力する必要があるため、市販されている標準的な減速機では適合することが非常に困難です。
遊星歯車セットはこの問題に対する一種の答えであり、歯車加工の精度が成功の鍵となります。この記事では、精密歯車の製造工程を段階的に説明し、信頼できる精密歯車製造会社の選び方を説明します。
コア解答表
| コアコンテンツ | 素早い解決策 |
| 精密な製造工程 | 精密製造プロセスは、最高純度の合金鋼を選択することから始まります。プロセス全体にわたる精密な制御により、ミクロンレベルの精度と 300 Nm/kg もの高いトルク密度が達成されます。 |
| 遊星歯車とウォームギア | 単段遊星歯車の効率は97% ~ 98% と高いですが、ウォームギヤでは 50% ~ 90% にまで低下します。ウォームギアにはセルフロック特性がありますが、遊星ギアは機械システムに基づいているため、追加のブレーキが必要になります。 |
| カスタマイズされた価値 | 標準外の歯数、統合設計、特殊コーティングを使用することで、スペースの大幅な制限、不十分な潤滑、衝撃荷重などのアプリケーションの問題に効果的に対処できます。 |
| 大規模製造フロンティア | 深浸炭やプレス焼入れ、歯面の高周波焼入れ、フレキシブルピン技術などの技術により、メガワットレベルのトランスミッションの軽量化とトルクの限界を超えることができます。 |
| サプライヤーの選択 | 中核となる評価は、サプライヤーの対応の機敏性、AGMA 規格の実装能力、全負荷試験プラットフォームの装備を対象としています。技術協力は長期的な協力関係の基礎を保証します。 |
主な結論:
- 最新の精密歯車製造の助けを借りて、遊星歯車のトルク密度は 300 Nm/kg という素晴らしい数字まで最大化できるため、非常にコンパクトで高トルクの機械システムにとって最も好ましいソリューションです。
- 歯車の精度、耐久性、トルク伝達能力はすべての工程で決まります。 高精度の歯車製造。
- 極端な状況では、そのような用途から生じる課題に対処し、解決するための唯一の実行可能な選択肢として、カスタムギアの製造が必要になります。
- 最も重要な決定要因は、技術的なパートナーシップと、精密歯車製造会社の実際のパフォーマンスを確認する実践的なテストです。
遊星歯車製造において JS Precision を信頼する理由
JS Precision は 10 年以上にわたり、歯車加工と精密歯車の製造に幅広く従事してきました。設計・研究開発から量産・納品まで一貫して行う制作会社です。
当社は、航空宇宙、医療ロボット、風力発電装置などの業界に100,000 セット以上の高精度遊星歯車を供給し、狭いスペースや高トルクの状況に関連する 500 以上の工学設計の課題を解決してきました。
JS Precision は、砂の中に明確な一線を引いています。 ISO 6336-1:2019 歯車設計規格精密歯車の製造に。
すべての製品はAGMA レベル 12 以上の精度でチェックされており、同社は製品のノイズ、温度上昇、全負荷条件での効率を測定できる 6.4MW の密閉型電力テストベンチを所有しているため、製品の信頼性がソースで確保されています。
JS Precision の歯車加工スタッフの平均経験は 15 年で、さまざまな用途に合わせてオーダーメイドの加工ソリューションを考案できます。材料の選択から表面コーティングまでの全工程をミクロンレベルで制御することができます。
風力発電用大型遊星歯車の製造において、JSプレシジョンの深浸炭焼入れ処理により、直径2メートルを超える歯車リングの変形をミクロンレベルに抑えることができます。
マイクロ医療ロボット用の歯車の製造において、歯車研削プロセスは一貫して DIN 3 精度を達成し、バックラッシゼロという究極の要件を満たしています。
さらに、JS Precision は世界的なサプライチェーンとサービス システムを確立しています。彼らは、透明性のあるコミュニケーションとタイムリーな納品を保証するために、技術ソリューション、プロセスルート、プロジェクトスケジュールを含む完全な見積パッケージを48時間以内に世界中のクライアントに提供します。
JS Precision を選択すると、高精度の遊星歯車製品が保証されるだけでなく、深いレベルでの技術提携サポートも提供されます。当社のエンジニアは、最初の設計の DFM 解析から量産時のプロセスの最適化に至るまで、あらゆる段階でお客様を支援し、お客様が製品設計における不必要な迂回を回避できるよう支援します。
今すぐ JS Precision エンジニアリング チームにお問い合わせください。無料の精密歯車製造技術評価を利用して、設計ソリューションを迅速に実現できます。
遊星歯車装置とは何か、なぜ高トルクとコンパクト化を実現する核となるのか?
でハイエンド装置の歯車加工、遊星歯車セットは高トルクとコンパクトな設計の中核であり、動力分割に大きな利点があります。 ISO 6336-1:2023 では、設計および製造仕様も規定されています。
遊星歯車の基本構造と動作原理
遊星歯車セットは、太陽歯車、遊星歯車、リング歯車、遊星キャリアを含む同軸構成に配置された 4 つのコアコンポーネントで構成されています。
サンギアは、動力を遊星ギアに伝達する動力源として機能し、遊星ギアは動力を遊星キャリアとリングギアシステムに分配します。このシステムは、同軸コンポーネントの使用によりコンパクトな設計を実現しています。
従来の歯車設計と比較した、スペース利用とトルク密度における遊星歯車の主な利点
遊星歯車は、高度な歯車製造技術に依存しているため、平行軸はすば歯車よりも優れた利点があります。
遊星ギアボックスは、同じ減速比とトルク要件に従えば、必要なスペースが 50% 以上減りますが、工業用グレードの製品は 300 Nm/kg に達し、航空宇宙製品は 150 Nm/kg を超えます。
| プロセスのステップ | 精密制御インジケーター | 適用規格 | 機器要件 |
| 鍛造 | 穀粒流れ方向偏差 5° | ISO 8633 | CNC精密鍛造機 |
| 歯車ホブ加工 | 歯形誤差0.01mm | DINグレード6 | 5軸CNCホブ盤 |
| 浸炭焼入れ | 硬化層深さ偏差0.1mm | ISO6336 | 真空浸炭炉 |
| 歯車研削 | 歯形誤差 0.001mm | DIN グレード 3 ~ 5 | ウォームホイール研削盤 |
| ショットピーニング | 表面圧縮応力 500MPa | AGMA9005 | CNCショットピーニングマシン |
| 組み立て | 同軸度偏差 0.005mm | AGMA グレード 12 | 精密組立プラットフォーム |
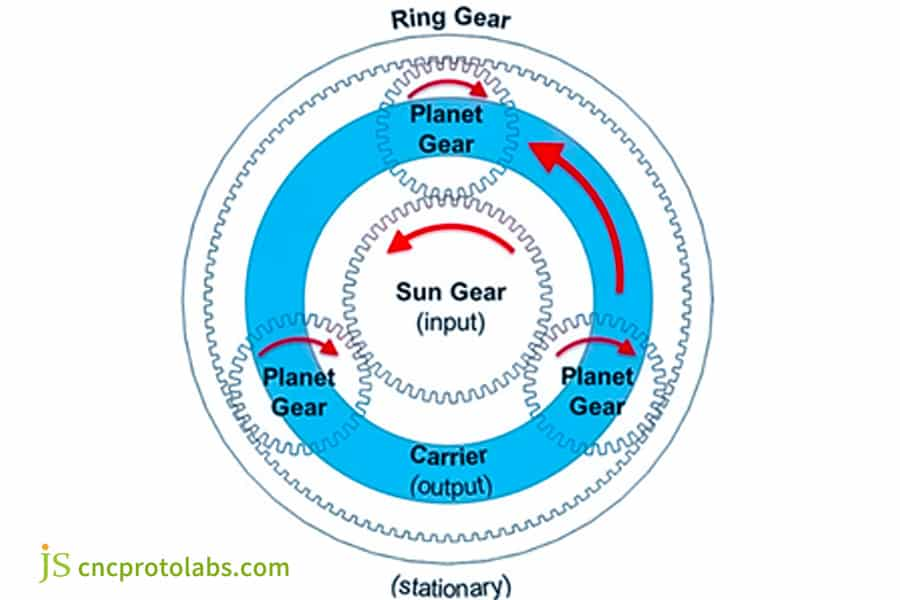
図 1: ラベル付きの太陽歯車、遊星歯車、固定リング ギア、および遊星歯車キャリアを示す遊星歯車セットの概略図。
コンパクトトランスミッションソリューションにおけるウォームギアと比較した遊星歯車の長所と短所は何ですか?
精密歯車製造において遊星歯車とウォーム歯車のどちらを選択するかを決定するには、作業効率、スペース要件、性能能力を含む 3 つの要素を考慮する必要があります。
2 つのプロセスには、特定のプロジェクトのニーズに応じて異なる製造方法が必要です。
伝達効率とセルフロック特性の直接比較
高精度の歯車製造を経た単段遊星歯車は動作効率97 ~ 98%を達成し、3 段システムは 90% 以上の効率レベルを維持します。
の効率ウォームギア速度比が増加すると滑り摩擦力の効率が低下するため、速度の範囲は50 ~ 90%になります。
遊星ギアには追加のブレーキが必要ですが、ウォームギアにはセルフロック機能があります。
同じトルク出力における占有スペースの違い
3 ステージ プラネタリ システムは、1000 Nm のトルク出力と 60:1 の減速比で、寸法 120 mm × 200 mm、重量 18 kg になります。
ウォームギアはこれを 1 段で実現できますが、大きさは 200mm × 250mm、重量は 35kg と、遊星系よりもはるかに重くなります。
| パフォーマンスパラメータ | 単段遊星歯車 | ウォームギア、60:1比 |
| 伝送効率 | 97%-98% | 55%-60% |
| トルク密度 (Nm/kg) | ≥150 | ≤50 |
| スペースの利用 | 高 (同軸設計) | 低 (放熱ハウジングが必要) |
| セルフロック機能 | なし、追加のブレーキが必要 | はい、リード角 < 摩擦角の場合に達成されます |
| 動作音 | 50-60 dB(A)(最適化) | 45-55dB(A) |
| 寿命(時間) | ≧20000 | ≤8000 |
| メンテナンスの頻度 | 低い | 高(定期的なグリス交換が必要) |
アプリケーションシナリオに基づいて正しい選択をする
- 効率、コンパクト、長寿命、バックラッシゼロを追求。ロボットの関節および CNC タレット、遊星歯車が好まれており、高精度の歯車製造により究極のパフォーマンスを達成できます。
- 小型昇降プラットフォームなど、セルフロック、低騒音、低効率の要件が必要な場合は、ウォームギアを選択するのがより適しています。
JS Precision のエンジニアに遊星歯車およびウォーム ギア ソリューションの無料のコスト見積もりを依頼し、アプリケーション シナリオに最適なトランスミッション ソリューションを選択してください。
高精度の歯車製造を実現するには?主要なプロセスが明らかに
高精度歯車の製造は、材料の選択から精密機械加工に至るまで、マイクロメートルレベルの管理が必要な体系的なプロセスであり、遊星歯車の精度、トルク密度、寿命を直接決定します。高性能遊星歯車セットの中核です。
歯車鋼の選択と前処理
遊星歯車は主に18CrNiMo7-6 や 20CrMnTiなどの高純度合金鋼を使用して、中心部の靭性と表面硬度を確保します。前処理工程では、鍛造と焼きならしから始まり、精密加工の基礎となる荒加工に進みます。
コア製造工程:精密ホブ加工、歯車成形、歯車研削技術
歯車のホブ加工と歯車の成形のプロセスが連携して、さらなる加工が必要な粗い部品が作成されます。 JS Precision の CNC ホブ盤は、DIN 6 ~ 7 規格を満たす一貫した精度の結果で動作します。
歯車研削プロセスは、熱処理による歪みを修復し、システムがバックラッシュなしで機能できるようにする DIN 3 ~ 5 の精度の結果を生み出すため、高精度の歯車製造の主要な手順として機能します。
熱処理と表面処理
主な熱処理工程では浸炭と焼入れが必要です。モジュール 5 ギアの有効硬化層深さは 0.8 ~ 1.2 mm の間で制御する必要があります。
によると AGMA 938-A05情報シートによると、ショットピーニングによりギアの曲げ疲労寿命が 20% 以上向上します。潤滑が不十分な状況では、 DLC および WSC コーティングを使用すると、摩擦レベルの低減に役立ちます。

図 2: 暗い背景にかみ合う光沢仕上げの 2 つの精密に機械加工された金属歯車の拡大図。
カスタムギア製造はアプリケーション固有の課題をどのように解決しますか?
精密歯車の製造では、通常、既製の製品では非常にハイエンドの装置の要求を満たせません。カスタムギアの製造では、カスタマイズされた変更を通じて、特定の条件に合わせて遊星ギアセットを完全に調整することが可能になり、これが主な価値です。
速度比と位相の調整: 特定の組み合わせに合わせてギアを調整する
カスタムギアの製造では、標準以外のギアの組み合わせを提供できるため、誤差 0.1% の正確な速度比を得ることができます。また、遊星歯車位相の最適化により伝達騒音を3~5dB(A)低減することができ、医療用ロボットなどの静粛性の要求に応えます。
プラネタリキャリアとベアリングおよびディファレンシャルの統合
統合設計は、カスタムギア製造における重要なトレンドです。プラネタリキャリアとベアリングおよびディファレンシャルハウジングを組み合わせることで、部品点数と組立誤差が減少します。この最適化の後、電気自動車の減速機のサイズは15% 以上削減できます。
特殊コーティング: 潤滑不良または衝撃荷重シナリオ用
航空宇宙やその他の環境では、カスタムギアの製造を通じてギアに WSC または DLC コーティングが施されます。これにより、摩擦係数が 0.1 未満に下がり、 「冷間圧接」の失敗がなくなり、耐衝撃性も向上します。
メガワット規模の遊星ドライブ向けに大型歯車の製造はどのように進化しているのでしょうか?
大型歯車の製造は、非常に高いトルク能力、軽量、高い信頼性を必要とするメガワット規模の駆動用途に対応します。ミクロレベルの精密歯車製造では、生産のあらゆる段階で品質を管理し、継続的な革新を促進します。
深浸炭焼入れ:大型ギアリングの変形制御問題への取り組み
直径 2 メートルを超える大きなギア リングを深浸炭 (>4mm) する場合、焼き入れにより変形が容易に発生する可能性があります。 大型歯車の製造ギヤリングの高精度を確保するために、ミクロンレベルまで変形を制御できる圧力焼き入れを採用しています。
高トルク密度への挑戦:高周波焼き入れ技術の応用
超大型の内歯車リングでは歯面高周波焼入れを使用し、5mmを超える硬化層を得る場合があります。歯元の残留圧縮応力により、歯車のトルク容量と耐疲労性が大幅に向上し、メガワット規模の要件に準拠することができます。
フレキシブルピン技術を組み込んだ薄肉ギアリング設計
大型歯車の製造においては、軽量化が重要な考慮事項となります。薄肉のギアリングにより、30% 以上の重量削減が可能になります。フレキシブルピン技術を追加すると、変形や加工誤差が補正され、均一な荷重と安定した動作が保証されます。
JS Precision の成功した大型歯車製造ケーススタディを参照して、メガワット レベルの遊星歯車の製造および最適化ソリューションを理解してください。
長期的な成功のために精密歯車製造会社を選択するにはどうすればよいですか?
信頼できる精密歯車製造会社を選ぶには、単に部品を購入するだけではなく、技術協力、プロセス能力、実際のテストと検証能力を考慮する必要があります。遊星歯車の設計を成功させるための重要なポイントの 1 つです。
応答速度と透明性: 詳細な見積パッケージは 48 時間以内に送信されます
一流の精密歯車製造会社は、技術ソリューション、プロセスルート、価格を含む包括的な見積パッケージを48 時間以内に提示できます。それに加えて、納品を保証するために、プロジェクトの実行中に発生する可能性のある問題について最新の情報を提供します。
グローバルな展開とローカル サービス: AGMA 標準への精通
を選択している場合は、精密歯車製造会社北米に輸出される製品の場合は、AGMA 規格に精通していると同時に、サプライ チェーンのリスクを軽減するために世界的な展開とローカル サービス能力を備えた製品を選択する必要があります。
全負荷検証用のハイパワーテストベンチ
研究に重点を置いた精密歯車製造会社が所有するメガワットレベルの密閉型電力テストベンチが良い指標となります。実際の作業条件をエミュレートして製品の有効性を確認し、テストレポートを提供し、アプリケーションのリスクを軽減します。
JS Precision の選定エンジニアとの 1 対 1 のコンサルティングで、精密歯車製造会社の総合的な能力を科学的に評価する方法を学びます。

図 3: 大規模な製造作業場内では、作業員が明るい照明の下、近くに部品のラックがあり、大型の歯車切断機を操作しています。
JS Precision のケーススタディ: 450kg から 360kg までの協働ロボットの軽量ジョイント
精密歯車製造とカスタム歯車製造の応用において、当社は協働ロボット大手企業の7 軸ロボット手首関節の軽量化とトルク向上の問題を解決し、歯車加工プロセスの最適化を通じて性能のブレークスルーを達成しました。
クライアントの背景
このクライアントは世界的に有名な協働ロボット会社で、新世代の 7 軸協働ロボット用の手首関節を作成する必要がありました。主な要件は、軽量、高トルク、ゼロバックラッシでした。現在のソリューションはすでに性能限界に達しており、新製品の設計要件を満たすことができませんでした。
独自のソリューション
クライアントは最初に通常の高調波低減ソリューションを使用しました。手首関節モジュールの重量は450gと業界のトルク密度の限界であり、これ以上の軽量化は不可能です。また、スペースが狭いためトルク出力を高めることができず、新製品の開発が滞っています。
JS Precision のソリューション
JS Precision のエンジニアリング チームは、早い段階で顧客の設計プロセスに介入し、顧客と協力して開発し、標準高調波スキームを、次の基準に基づいた遊星減速スキームに変更しました。 カスタムギアの製造。
主な最適化方法には、次のアクティビティが含まれます。
- 歯車には18CrNiMo7-6高純度合金鋼を使用しており、浸炭、焼き入れ、研削などの高精度歯車製造技術により、バックラッシゼロを維持しながらDIN 4の精度を実現しています。
- プラネタリキャリア、出力フランジ、クロスローラーベアリングの内輪の設計が1 つのコンポーネントに統合されているため、部品点数が減り、組み立て誤差が減少します。
- カスタムギア製造プロセスにより、遊星ギアの正確な位相設計が可能になり、ギアバッキング設計によりスムーズな動作が可能になります。
- すべての遊星歯車と太陽歯車の表面にDLC(ダイヤモンド・ライク・カーボン)コーティングを施すことにより、フリクションを低減し、より小さなスペースで同一のトルクを伝達することが可能になります。
結果
最適化作業後、ジョイントモジュールの重量は 450g から 360g に減少し、20% の軽量化に相当します。このシステムは同じ容積を維持しながら、最大トルクを 15% 増加させました。システムは50 dB(A) 未満の騒音レベルで動作し、バックラッシュゼロの要件を満たしていました。
- お客様の声:
ウィリアムズロボットのより高い荷重対重量比という設計目標は、JS Precision の精密歯車製造技術とカスタマイズされた設計能力によって達成されました。当社の新製品は世界市場で成功裏に発売され、お客様から高い評価を得ています。
JS Precision のエンジニアリング チームに今すぐ連絡して、ロボットのジョイント設計要件を提出し、独自のカスタム ギア製造軽量ソリューションを入手してください。
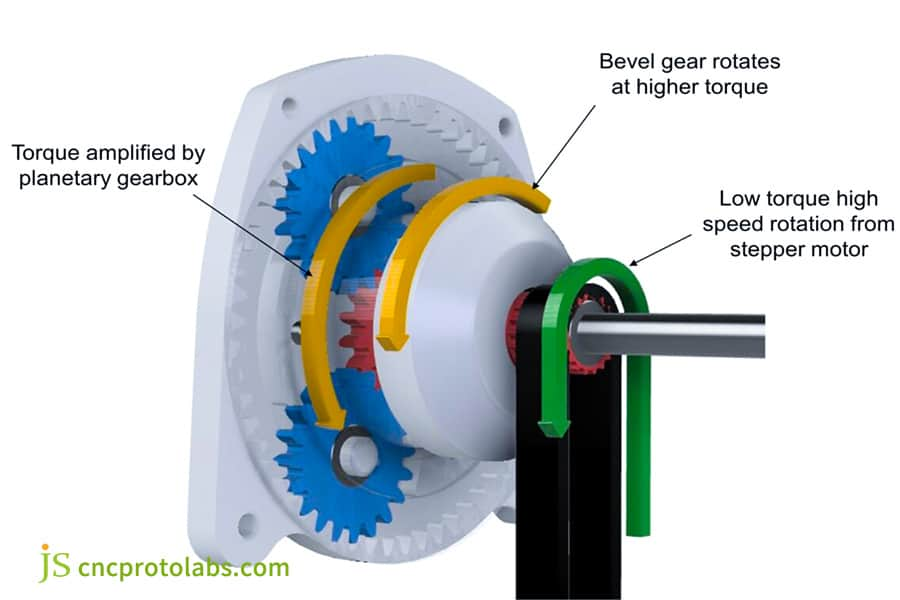
図 4: ベベルギア段と遊星ギア段によるトルクの増幅を示す断面図。
よくある質問
Q1: 精密歯車の製造はどの程度の精度まで可能ですか?
精密歯車の製造では、精密製造技術により遊星歯車のDIN 5 または AGMA 13 以上の回転レベルを達成します。歯車研削では、DIN 3 の精度レベル、またはゼロ バックラッシュ要件さえも達成できます。
Q2: ウォームギヤと比較した遊星歯車の主な利点は何ですか?
遊星歯車は、非常に高い伝達効率 (1 段あたり 97% ~ 98%)、コンパクトなサイズ、および高いトルク密度を特徴としています。ウォームギアにはセルフロックという利点のみがありますが、その効率は遊星ギアの効率よりもかなり低くなります。
Q3: 高精度歯車製造における歯車研削加工とは何ですか?
歯車研削は、高精度歯車製造における主要な仕上げ工程です。熱処理後の歯車の変形を除去し、可能な限り最高の表面仕上げと歯形精度を達成するために使用できます。
Q4: 熱処理後に歯車が変形した場合はどうなりますか?
熱処理後に歯車が変形した場合、精密歯車製造法の一種である加圧焼入れにより変形範囲を0.05mmに抑えることができ、その後の歯車研削によりさらなる誤差を修正し、歯車精度を確保することができます。
Q5: 遊星歯車にはどのような材質が一般的に使われていますか?
精密歯車の製造では、遊星歯車には通常、20CrMnTi などの高性能合金鋼が使用されます。この合金鋼は、高トルクの要件を満たすのに十分な中心靭性と表面硬度を提供できる材料です。
Q6: 精密歯車製造会社を選ぶ際に考慮すべきハードウェアは何ですか?
精密歯車製造会社を選択する際には、CNC 成形研削盤、三次元測定機、高出力密閉型テストベンチまたは同様のコア機器に焦点を当てることがベスト プラクティスです。
Q7: JS Precision はギアボックスのテストレポートを提供できますか?
JS Precision は、 6.4MW クラスの密閉型電力テストベンチを備えていることに加えて、ノイズ、温度上昇、効率、および全負荷条件下でのその他の分析側面に関する完全なテストレポートを生成できます。
Q8: カスタム設計から量産までどのくらい時間がかかりますか?
通常、カスタムギア製造における単純なプロトタイプの納品期間は 4 ~ 6 週間ですが、金型やテストを含む複雑なプロジェクトの納品には 12 ~ 16 週間かかる場合があります。
Q9: 精密歯車製造の見積もりを取得するにはどうすればよいですか?
設計要件を提出する。技術ソリューション、プロセス ルート、プロジェクト スケジュールを含む包括的な見積もりパッケージは、通常 48 時間以内に提供されます。
まとめ
遊星歯車の究極の性能を得るには、精密な歯車の製造が非常に重要です。それに加えて、カスタム歯車の製造や大型歯車の製造も、用途の制限を解決する方法です。
プロの精密歯車製造会社として、JS プレシジョンは、高トルクでコンパクトな設計を実現するための完全な技術サポートを提供します。
設計図を現実にする準備はできていますか? [今すぐエンジニアリングチームにお問い合わせください無料の技術評価のために]

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

