

ウォームギヤの製造は、精密機械伝達の分野における基本要素として機能します。ウォーム ギア ドライブの主な利点は、非常に高い減速比を達成できることにあり、出力の低減とトルクの増幅に最適なオプションとなっています。
しかし、減速比が高い分、製造精度が限界に達するため、位置ずれや部品の故障などの問題が発生しやすくなります。
このガイドは、高精度のウォームギヤとウォームホイールを製造する秘訣を明らかにすることを目的としており、また、ウォームギヤのサプライヤーを判断するための重要な要素を、理論上の精度と実際の性能を考慮して確立することを目的としています。歯車加工プロセスの選択は、製品の品質にとって重要な前提条件です。
主要な回答の概要
| コア寸法 | 主な答え |
| コアプロセス | ウォーム荒加工→歯形転造・フライス加工→浸炭焼入れ→ウォーム研削→ウォームホイール研削と精度とコストは正の相関関係にあります。 |
| 材料の選択 | スチール製ウォーム (20CrMnTi/8620、HRC 58-62) とブロンズ製ウォームホイール。ステンレス鋼耐食用途向けのウォーム (17-4PH)。 |
| 精度管理 | DIN グレード 5 以上では研削が必要ですが、バックラッシュは 3 ~ 5 分で制御でき、デュアルリード設計によりバックラッシュを 1 ~ 3 分に短縮できます。 |
| サプライヤー評価 | 研削装置 (Klingberg/Gleason) をチェックし、CMM の完全な検査機能を評価し、材料マッチングの経験を検証します。 |
主な結論:
- 精度の制限: DIN グレード 5 が転換点です。このレベルの精度を超えると、ウォーム研磨プロセスが必須となり、コストが 30 ~ 50% 上昇する可能性があります。
- バックラッシュの低減:シングルリード設計ではバックラッシュは 3 ~ 5 分ですが、デュアルリード設計に切り替えるとバックラッシュを 1 ~ 3 分に短縮できますが、加工コストは 25% 増加します。
- 材料の組み合わせ:スチール ウォーム ギアとブロンズ ウォーム ホイールを使用するのが最善です。スチール同士の噛み合いの摩耗率は、この組み合わせの場合の 2 倍になります。
- 表面粗さ: Ra≦0.8μmの場合、騒音が5~8dB低減されます。 Ra≦0.4μmにより鏡面仕上げが可能となり、製品寿命も30%向上します。
このガイドが信頼できる理由JS精密ウォームギヤ製作体験
歯車加工はウォームギヤ製造の核心です。 JS Precision は、過去 20 年にわたり、精密歯車加工およびウォーム ギア製造の分野で非常に積極的に取り組んできました。当社は、航空宇宙や CNC 工作機械などのさまざまな業界に、 100,000 セット以上の高精度ウォーム ギア ペアを供給してきました。
また、ヨーロッパの 5 軸工作機械会社が当社の製品を使用した後、CNC ロータリーテーブルのウォームギアペアのバックラッシを午前 3 時から午前 1.2 時まで減少させることができたなど、50 を超えるさまざまなタイプの伝動システムの問題に対する解決策も考案してきました。
当社のエンタープライズレベルのウォームギヤ製造プロセス標準は、 ISO 1328-1:2013 歯車精度仕様また、当社のエラー制御要件は業界標準を超えています。
設備については、クリングベルグ製ウォームギア研削盤、グリーソン製ホブ盤、ツァイス製ギア測定センター、三次元測定機などのハイエンド輸入機械を完備しております。
これにより、DIN 3 レベルの精度を満たす大規模生産が可能になります。ウォームギヤの製造においては、歯形誤差を±0.004mmに抑えることができ、表面粗さは常にRa≦0.4μmを実現します。
また、材料試験と性能試験室を別に設けており、材料の硬度、浸炭層の深さ、接触箇所、全温度バックラッシなどの詳細な試験を行うことができ、各製品の性能が基準に達していることを保証できます。
さらに、当社は長年の経験と努力により、スチールブロンズ、スチールスチール、ステンレススチールブロンズなどのさまざまな種類の材料ペアの加工を習得しました。
さらに、減速比負荷の種類や使用環境に応じて、ウォームギヤの構造や加工を工夫することも可能です。それが何であれ、 1個だけの少量の非標準カスタムオーダーから、または100万個の量産ニーズに応じて、プロセスの均一性と精度の安定性を保証できます。
ウォーム ギアの精度、耐摩耗性、バックラッシュに関する問題に悩んでいる場合、またはカスタマイズされたトランスミッション ソリューションが必要な場合は、JS Precision のエンジニアリング チームに直接連絡して、1 対 1 の技術相談を受けることができます。当社のプロのエンジニアが、プロセスと設計に関する主な質問に答えます。
ウォームギア製造プロセスの中心となるステップは何ですか?
歯車加工は、ウォームギアの生産チェーン全体において非常に重要な役割を果たします。高精度ウォームギヤの製造は、主にブランク準備、荒加工、熱処理、仕上げ加工、嵌合加工という核となる工程で構成されます。製品の品質と寿命は、各段階のプロセスに直接影響されます。
の厳しさウォームギヤの製造工程が品質の鍵であり、その要点は次のとおりです。
ブランクの準備: 鍛造 vs. 棒材
- 鍛造ブランクには連続した金属の流れのラインがあり、耐荷重能力に 20% 以上貢献するため、高頻度でのヘビーデューティーな用途に適しています。
- 棒材は、ブランキングコストを削減し、加工代を削減できるという利点があるため、少量のバッチサンプルや軽負荷の製品に適しています。
ウォームギアの荒加工: ロールフォーミングとターニング
- ロールフォーミングは、材料利用率 90%、表面加工硬化、疲労寿命の 30% 向上を達成することができ、通常、標準化されたウォームギアの量産方法として使用されます。
- 旋削加工はさまざまな種類のパラメータに非常に柔軟に対応できるため、主に小ロットのカスタマイズされたウォーム ギアの製造に使用されます。
熱処理:浸炭焼入れと高周波焼入れの比較
- 浸炭焼入れにより、表面 HRC 58 ~ 62、コア HRC 25 ~ 40 が達成され、ヘビーデューティ トランスミッションに最適な選択肢となります。
- 高周波焼入れは低コストで高効率であり、表面 HRC 50 ~ 55 を達成し、中炭素鋼や中軽荷重の用途に適しています。
仕上げ作業: 中心的な作業としてのウォームギヤ研削
DIN 5 以上の精度を目指す場合、ウォーム ギアの製造プロセスでは研削が不可欠です。 JSプレシジョンではCBN砥石やコランダム砥石による研削加工により歯形偏差を0.005mm以内に抑え、表面粗さRa≦0.4μmを実現しております。
ウォームギアの加工方法: フライングカッターまたはホブ盤によるフライス加工
- 少量のバッチの場合は、かみ合い精度を保証するために、フライング カッターによるフライス加工とウォーム ギアを組み合わせる必要があります。標準以外のカスタマイズに最適です。
- 大規模な生産の場合、 専用ホブでホブ加工をする作業効率を3~5倍向上させるだけでなく、工程品質を安定して確保し、単価の削減にもつながります。
ウォームギアの製造プロセスの各段階では、正確な制御が必要です。さまざまなプロセス間のコストの違いを理解したい場合、または製品に最適なプロセス ソリューションを見つけたい場合、JS Precision は無料のコスト計算を提供し、各プロセスの費用対効果と適合性を明確に示します。
ステンレス鋼のウォームギヤ加工で鏡面仕上げを実現するには?
ステンレス鋼ウォームギヤ加工材料の粘度が高く、加工すると硬化する傾向があるため、この作業は困難な作業です。 Ra≤0.2μm の鏡面仕上げを得るには、次の 4 つの重要な側面を非常に厳密に制御する必要があります。
ステンレス鋼材料の選択: 17-4PH vs. 304/316
- 17-4PH を熱処理すると、HRC は 38 ~ 44 となり、かなりの強度と耐摩耗性が得られるため、ステンレス鋼のウォーム ギアを精密に加工するのに最適です。
- 一方、304/316 は硬化できず、表面硬度が非常に低いため、使用は軽荷重および高耐食性用途にのみ制限されます。
切削パラメータの最適化: 切削速度と送り速度
ステンレス鋼ウォームギア加工の場合、加工硬化と工具摩耗を最小限に抑えるために、80 ~ 120 m/min の切削速度と 0.05 ~ 0.15 mm/rev の送り速度を使用することをお勧めします。
研削工程:CBN砥石の応用
ステンレス鋼ウォームギヤ加工の主な工程は研削です。 鏡面仕上げを達成する。 CBN 砥石車は、線速度 45 ~ 60 m/s、単一研削深さ 0.01 ~ 0.0 で動作します。 03mm。油性切削油と併用することでRa≦0.4μmの加工面が得られます。
研磨・コーティング後処理
Ra≤0.2μmの鏡面仕上げには、追加の研磨またはTiCNコーティングの追加が必要です。これにより、耐摩耗性と耐食性を向上させながら摩擦係数を30%低減できます。
ステンレス鋼ウォームギヤ加工の鏡面仕上げ要件がある場合は、JS プレシジョンのステンレス鋼ウォームギヤ加工事例を参照して、鏡面仕上げを達成するためのプロセス実装と製品品質を直感的に理解してください。

図 1: 白い背景に配置された、高度に研磨された反射面と正確な螺旋溝を備えた複数の円筒形ステンレス鋼ウォーム ギアの拡大図。
スチールウォームギア加工で耐久性と耐摩耗性を確保するにはどうすればよいですか?
鋼製ウォームギヤ加工の核心は耐久性と耐摩耗性の向上です。 4つの側面から始めて、重要なポイントは次のとおりです。
材料の選択: 20CrMnTi vs. 8620 vs. 18CrNiMo7-6
| 材質の種類 | 主な利点 | 該当するシナリオ | 単価(USD/kg) |
| 20クロムチタン | 高い費用対効果、20%コスト削減、良好な加工性 | 一般産業用、中負荷伝動用 | 2.8-3.2 |
| 8620 | 良好なバッチ安定性、浸炭および焼入れ後の均一な性能 | CNC工作機械、自動化装置 | 3.5-3.8 |
| 18CrNiMo7-6 | 高強度、優れた耐衝撃性 | 風力発電、造船、超重量物 | 5.8-6.2 |
浸炭層の深さの制御
鋼製ウォームギヤ加工では、モジュラス ≤ 6 のウォームの場合、推奨有効浸炭層深さは 1.0 ~ 1.5 mm であり、次の条件を満たします。 AGMA 6022-C93 規格。誤差は±0.1mm以内に抑えられ、浅い摩耗や深すぎることによる靭性の低下を防ぎます。
表面硬度と摩擦
HB 210 ~ 250 の青銅製ウォームホイールと組み合わせる場合、鋼製ウォームギヤの歯面硬度は HRC 58 ~ 62 でなければなりません。この適切な硬度差により、破断が促進され、摩耗が軽減され、耐用年数が長くなります。
耐摩耗設計: 歯面改質
鋼製ウォームギヤの加工では、ウォーム歯が5~15μmの凸形状に加工されます。これにより接触面積が最適化され、エッジ荷重が回避され、摩耗寿命が 40% 延長されます。
ウォームとウォームホイールギアを完璧にかみ合わせるための鍵は何ですか?
伝動性能はウォームとウォームホイールギヤの噛み合い精度によって決まります。噛み合いが悪いと、騒音、摩耗、過度のバックラッシュが発生する可能性があります。ペアリングは「正確なマッチング、統一されたプロセス、厳格な検査」の原則に従う必要があります。重要なポイントは次のとおりです。
ペアリングの核心:同じ加工ベース
ウォームとウォームホイールギアは、歯形とねじ山の輪郭の間に不一致がなく、連続的な噛み合いが確保されるように、同じ工具パラメータと検査基準を使用して同じ生産ラインで生産する必要があります。
バックラッシュ制御: シングルリード vs. ダブルリード
- シングルリードウォームとウォームホイールギアのバックラッシュは 3 ~ 5 分角になります。よりシンプルでコスト効率が高く、標準的なトランスミッションに適しています。
- ダブルリードのバックラッシュは 1 ~ 3 分角まで下げることができ、高精度の位置決め用途に適していますが、加工コストが 25% 増加します。
接触点検出
判定と基準 噛み合い性能 ウォームとウォームホイールギア着色料によって決まります。接触点は歯の長さの 50% 以上、歯の高さの 40% 以上をカバーし、歯根側に近づく必要があります。
組立て・デバッグ:軸調整機構
精密な伝達シナリオで使用されるウォーム ギアには、軸方向の調整機構が必要です。この機構により、ギヤボックスを分解することなくオンラインで摩耗バックラッシを補正することができ、メンテナンス性が向上します。
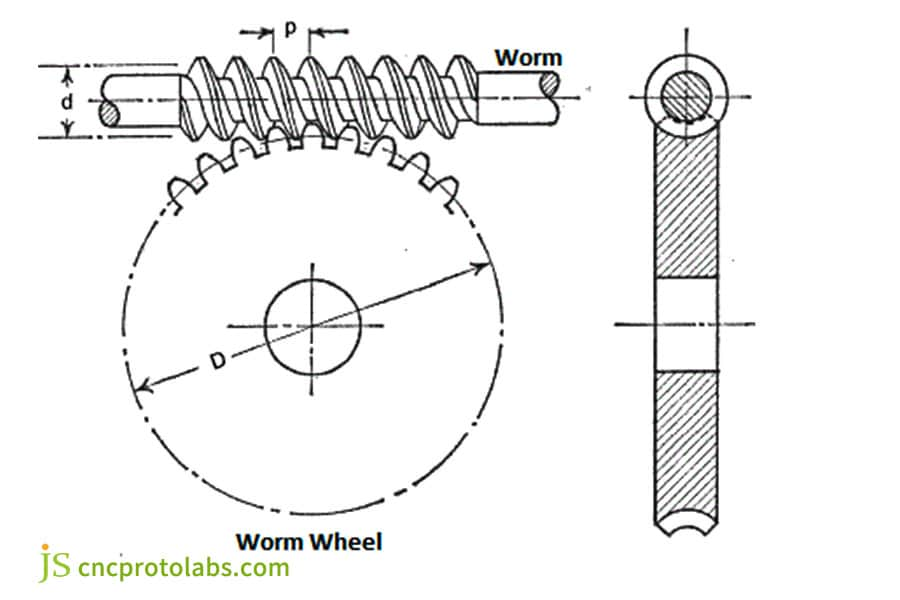
図 2: ウォームとその嵌合ウォーム ホイールを個別に示す説明図。噛み合い原理を説明するためにピッチ (p) や直径 (d、D) などの重要な寸法がラベル付けされています。
高比ギアがエラーを起こしやすい原因とその修正方法は何ですか?
ウォーム ギヤ製造における高減速比ウォーム ギヤ(減速比 ≥50:1)は、精度誤差の影響を受けやすくなります。このような誤差は、大きなバックラッシュ、誤った位置決め、低い伝達効率などの問題を引き起こし、装置の性能に重大な悪影響を及ぼします。
減速比や精度等級が異なるウォームギヤの誤差は、発生する場所が異なるだけでなく、その大きさも大きく異なります。具体的なデータを以下の表に示します。
| 減速比 | 精密級 | 累積ピッチ誤差(mm) | 歯形偏差(mm) | 熱変形誤差(mm) | バックラッシ偏差(分) |
| 50:1 | DINグレード6 | 0.012~0.018 | 0.008~0.012 | 0.010~0.015 | 4-6 |
| 70:1 | DINグレード5 | 0.008~0.012 | 0.005~0.008 | 0.012~0.018 | 3-5 |
| 80:1 | DINグレード5 | 0.007~0.010 | 0.004~0.007 | 0.013~0.019 | 2.5~4.5 |
| 100:1 | DINグレード4 | 0.004~0.007 | 0.002~0.004 | 0.015~0.020 | 1-3 |
| 120:1 | DINグレード4 | 0.003~0.006 | 0.001~0.003 | 0.016~0.022 | 0.8~2.5 |
上の表のデータに基づいて、高比ギアのエラーを解決するには、原因とターゲットの最適化を特定する必要があります。核心点は次のとおりです。
エラー原因の分析: 製造と組み立て
ウォームギヤの製造において、ウォームギヤのリードや歯形状、ウォームホイールのリードや歯形状の誤差、組立時の軸角度や軸間距離の誤差などにより、バックラッシが大きくなったり、ギヤ間の接触不良が発生したりすることがあります。
熱変形補償方法
ウォーム研削の熱変形により、0.01~0.02mmの誤差が生じます。ウォーム ギアの製造において、この誤差の影響を最小限に抑える方法の 1 つは、熱変形補償システムまたは高圧油冷却を使用することです。
デュアルリードウォームギア技術の動作原理
デュアルリードウォームギヤは左右の歯面のリードが異なります。軸方向の移動によりバックラッシを精密に調整することができ、高比ギヤの平均バックラッシを50%削減し、高精度の伝達を実現します。
アキシアルフレキシブルウォームギアの革新的な設計
JS Precision アキシャル弾性ウォームは、歯面の摩耗クリアランスを自動的に補正し、高比ギヤの最小バックラッシをゼロに低減し、同時に衝撃荷重を吸収し、寿命を 30% 延長します。
プロのウォーム ギア サプライヤーを探しています: どのようなコア コンピテンシーに焦点を当てる必要がありますか?
高品質ウォームギアサプライヤー製品の品質を保証します。評価では、特に次の 5 つのコア コンピテンシーに焦点を当てる必要があります。
装備リストの確認
高精度のウォームギアを製造するための基本要件は、そのような機器を備えていることであるため、ウォームギアのサプライヤーが高効率のクリングベルグ製ウォーム研削盤とツァイス製ギア測定器を備えているかどうかを確認してください。
精密グレードへのこだわり
ウォーム ギアのサプライヤーの研削能力がDIN 5 グレード以上 (シングル リード バックラッシ 5 AJ およびダブル リード バックラッシ 3 AJ) であるかどうかを確認してください。これは、生産能力を評価する最も直接的な方法です。
マテリアルペアリング体験
ウォームギアサプライヤーの経験と業界のケーススタディを通じて、鋼青銅とステンレス鋼青銅などの材料の組み合わせに関する作業を分析し、材料が最適な方法で組み合わされていることを確認します。
テスト能力の検証
テストは品質にとって重要な要素であるため、ウォーム ギアのサプライヤーが CMM の完全な検査レポート、エラー データなどを提供できるかどうかを確認してください。さらに、独立したテスト ラボを持っているかどうかも確認してください。
配信と応答の指標
優れたウォーム ギア サプライヤーとは、納期率 > 96%、再購入率 > 15%、応答時間 < 3 時間 (配送とアフターサービスをカバー) を実現できるサプライヤーです。
ウォーム ギアのサプライヤーをフィルタリングしている場合は、JS Precision に製品のニーズを問い合わせて、詳細な製品の見積もりとプロセス ソリューションを取得し、それを通じてサプライヤーの強みと手頃な価格をすぐに比較できます。
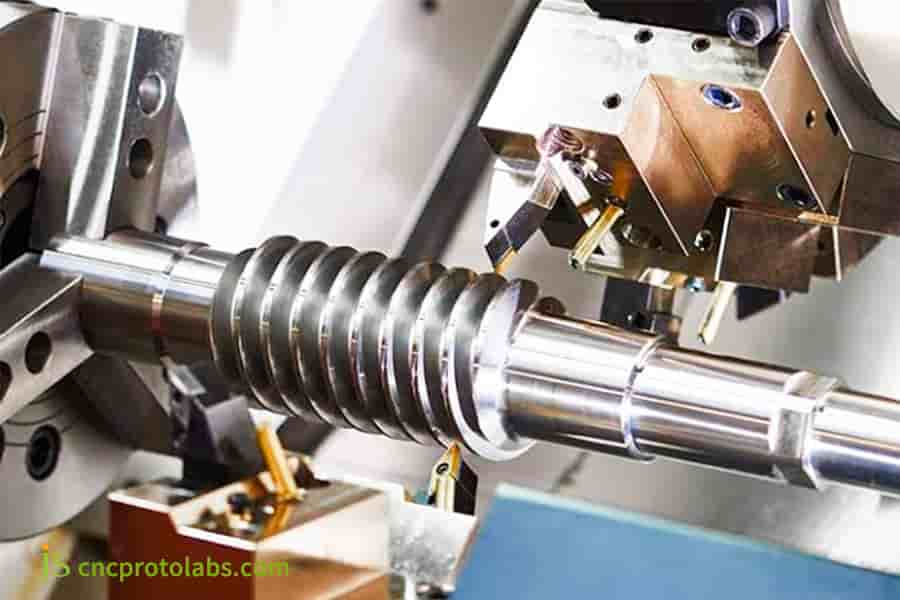
図 3: 黄色の切削工具を備えた CNC 旋盤は、工業環境でステンレス鋼のウォーム シャフトを積極的に加工し、らせん状の溝と反射表面仕上げを作成しています。
JS Precision のケーススタディ: CNC ターンテーブル上のデュアル リード ウォーム ギア ペアのバックラッシュが 3 分弧から 1.2 分弧に減少しました
チャレンジ
欧州の某工作機械企業様にウォームとウォームホイールギヤを納入していただきました。 5軸リンケージCNC中心距離 110mm、減速比 72:1、材質 20CrMnTi+ZCuSn10P1 のコアパラメータを備えたターンテーブル。この製品はターンテーブルの位置決め精度のばらつきに重大な問題を抱えています。
元のサプライヤーが納入するウォームギヤクーラーのバッククリアランスは 3 ~ 5 分角ですが、装置の熱エンジンのバッククリアランスは 8 分角に増加しています。これでは、装置の位置決め精度要件である ± 3 分角を満足できず、工作機械の加工精度に直接影響します。
解決
JS Precision が介入すると、設計プロセスの材料とテストという 4 つの主要な領域で大幅な変更が加えられました。
1.設計の最適化:
シングルリードウォームギヤをダブルリードウォームギヤに置き換え、軸方向の調整は±2mm、最大リード差は0.002mmでした。理論上はバックラッシをなくすことができるため、過剰なバックラッシの問題が根本的に解決され、 CNC円テーブルは位置決め精度±3秒角の要求を満足することができます。
2.プロセスのアップグレード:
ウォームギヤの製造精度は、線速度55m/s、一回の研削深さ0.008mmでCBN砥石を使用して研削することにより確保され、歯形誤差≦0でDIN 4の精度レベルを達成します。 004mm。
特殊ホブで加工したウォームホイールをウォームギヤで研磨することにより、接触面積率を65%以上に高め、噛み合い精度を大幅に向上させます。
3.材料の最適化:
ウォームギヤの材質を、不純物含有量が0.03%以下の高純度ZCuSn10P1リン錫青銅に変更したことで、摩擦係数が0.18から0.153 (15%削減)に低下するだけでなく、耐摩耗性が30%向上し、寿命も延長されました。
4.強化されたテスト:
バックラッシュ試験には、全温度範囲 (20 ~ 50℃) が含まれ、試験ノードは 10 ごとに設定され、制御偏差は ±0 でした。 1 分角。
また、検査精度 0.001mm のCMM 完全検査が導入され、さまざまな動作温度下でも製品の精度の安定性が保証されます。
結果
- プロセスと設計にいくつかの変更を加えた後、コールドマシンのウォームとウォームホイールギアのバックラッシュは 1.2 分角で安定し、ホットマシンのバックラッシュは 2 分角で安定しました。
- 組み合わせた CNC 回転テーブルは、2 秒角の位置決め精度と 1 秒角の再現性を達成しました。これは、顧客の期待をはるかに超えています。
- 設計上のウォームギヤの寿命は、初期設計の510サイクルの2倍となる10⁶サイクルに向上しました。
ウォームギアの過剰なバックラッシュや不十分な位置決め精度の問題にも直面している場合は、JS Precision のエンジニアリング チームに連絡し、製品図面と要件を提出して、カスタマイズされたソリューションを入手してください。

図 4: 完成したウォームとそれに適合するウォーム ホイール (おそらく青銅合金 (ZCuSn10P1) 製) が白い背景に並べて表示され、詳細な歯と加工品質が示されています。
よくある質問
Q1: ウォームギヤに最適な材料の組み合わせは何ですか?
浸炭焼入れされた 20CrMnTi ウォーム ギア (HRC 58 62) と ZCuSn10P1 リン錫青銅ウォーム ホイールの組み合わせが最適で、優れた摩耗寿命と伝達効率が保証されます。
Q2: ステンレス製ウォームギヤは何に使用されますか?
食品機械や医療機器など耐食性が要求される箇所に適しています。 17-4PH は非常に人気のある析出硬化型ステンレス鋼材種です。
Q3:ウォームギヤの最高精度はどれくらいですか?
大量生産の場合は、DIN 5 グレードを達成できます。精密研磨のカスタム単一ピースの場合、歯形誤差 ≤0.004mm で DIN 3 グレードを達成できます。
Q4: ウォームギヤペアのバックラッシを制御する方法はありますか?
シングルリードのバックラッシは通常3 ~ 5 ADMですが、ダブルリードのバックラッシは1 ~ 3 ADM まで低くすることができ、軸方向に柔軟なウォームギア設計を使用することで、バックラッシを 0 に近づけることもできます。
Q5: ウォームギヤの研削にはどのような砥石が使用されますか?
従来の中炭素鋼はコランダム砥石で研削されますが、高硬度鋼にはCBN砥石が使用されます。砥石速度は 45 ~ 60 m/s の範囲を推奨します。
Q6: 小ロットでカスタマイズされたウォーム ギヤ セットの最小注文数量はいくらですか?
JS Precision は喜んで次のことを行います1個からでもご注文承ります。技術的には、1個から5個まで、金型調整の工数コストを分担する必要があります。コストパフォーマンスの観点からは10個以上の特注が最適です。
Q7: ウォームギヤセットの接触箇所を検査するにはどうすればよいですか?
鉛丹粉による着色方法を使用します。ウォームギヤ歯面に鉛赤粉を振りかけ、手動でゆっくり回転させて噛み合わせ、ウォームギヤ歯面の接触部分を目視で検査し、接触箇所を特定します。
Q8: 輸出梱包に特別な要件はありますか?
防錆油、気相防錆紙、独立した木箱など、多層の防錆・防湿処理が必要です。海上輸送の場合は追加の真空防湿梱包が必要です。
まとめ
ウォーム ギアの製造は、慎重な幾何学的計画、材料の選択、最新の研削技術を組み合わせた一連のエンジニアリング プロセスです。
プロセスの選択、適切な材料の選択、高レベルの品質の維持、噛み合いの最適化の実行はすべて、とりわけ、位置精度、摩耗に対する回復力、およびトランスミッション ペアの全体コストに影響を与えます。
JS Precision は 20 年の経験、輸入されたハイエンド機械の完全なセット、確立されたプロセスを備えており、さまざまな業界の顧客向けに標準および非標準の高精度ウォーム ギアを製造することができ、これにより精度とコストの最適な妥協点を達成できます。
JS Precision エンジニアリング チームにお問い合わせください無料のウォーム ギア ペアの設計計画と初期評価をご利用いただけます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

