
金属インサート成形軽量化という目標を達成するために使用できる主なテクニックの 1 つです。しかし、金属とプラスチックの熱膨張係数の違いにより、亀裂や完全破損が発生し、廃棄される製品の60%以上を占めています。
情報によると、わずかな指紋汚れでも接着強度が大幅に低下し、こうした目に見えない工程上の欠陥が生産者にとって大きな経済的負担となっているという。
この記事では、JS Precision からの教訓を強調して、接合不良の問題を解決するだけでなく、そもそもの発生を防ぐことができるように、インサート成形の基本的な技術要素について説明します。
主要な回答の概要
| コア寸法 | 概要説明 |
| 失敗の主な原因 | 熱膨張係数の不一致、化学的不活性、表面汚染 (指紋により強度が 50% 以上低下する可能性があります)。 |
| 前処理液 | サンドブラスト(Sa2.5~4.0μm)+ケミカルエッチングの組み合わせで密着力90~100倍向上。 |
| プロセス制御 | インサート予熱85~120℃、 金型温度≧120℃、充填時間1.57秒。 |
| 材料の選択 | 真鍮インサート: 熱伝導率が高く、加工が容易で、ローレット模様により引抜き強度が 3 倍向上します。 |
| 欠陥診断 | インターフェースの空隙は制限される必要があります。前処理後の保管時間は18 時間を超えてはなりません。 |
| サービスサポート | JS Precision は、インサート製造と射出成形を組み合わせたオンライン DFM 解析を提供します |
このガイドが信頼できる理由JS Precision の金属インサート成形の経験
信頼できるガイドの選択は、金属インサート成形の接着の問題に対処するための最初のステップであり、JS プレシジョンの専門知識がこのガイドの主な柱です。
当社は長年にわたりインサート成形の分野に全力を尽くし、 2,000件を超える金属インサート成形プロジェクトを実行してきました。
当社のサービスは、自動車エレクトロニクス、家庭用電化製品、医療機器などの複数の業界にまたがっており、何百ものクライアントが接着不良や高い欠陥率などの中核的な問題を解決できるよう支援しています。
当社のプロセス ソリューションはすべて、直接の量産データに基づいています。たとえば、自動車エレクトロニクスの顧客の 1 社は、真鍮インサートの界面ボイドのせいで、シーリング テストの歩留まりがわずか 85% しかありませんでした。
JS Precision は、インサートの予熱パラメータと金型温度を微調整することで歩留まりを 99.5% まで高め、 500,000 個を超える欠陥のない製品の生産を達成しました。
一方、家庭用電化製品の顧客は、指紋汚染により接着強度が 55% 低下するという問題に直面しました。標準化された作業手順と前処理ソリューションのおかげで、接着強度を通常のレベルに戻すことができ、スクラップコストを 30% 以上削減できました。
この記事で説明されているすべてのプロセス パラメーターとソリューションは、次の要件に準拠しています。 ISO 10993-1規格したがって、テクノロジーの信頼性と実用性が保証されます。
当社には、さまざまな材料の組み合わせやさまざまな製品要件に合わせてオーダーメイドのインサート成形ソリューションを提供できる専門エンジニアのチームがいます。インサートの設計と前処理から射出成形に至るまで、プロセス全体が制御可能で追跡可能であり、品質と効率に関するハイエンド顧客の懸念を完全に払拭します。
金属インサート成形における接着不良の問題に悩まされている場合は、JS Precision のエンジニアに無料の 1 対 1 の相談を受けて、問題の根本原因を迅速に特定してください。
金属インサート成形とは何ですか?また、どのようにしてより価値の高い製品を生み出すのでしょうか?
多くのメーカーは金属インサート成形について深いレベルでは精通していません。簡単に言うと、既製の金属部品を金型に入れ、射出成形によってプラスチックで覆い、分離できない複合部品を作成することを意味します。主なアイデアは、金属とプラスチックの利点を組み合わせることです。
このプロセスは、次のような複数の分野で広く使用されています。 射出成形用真鍮インサート強度と軽量化を両立した車載用センサー。家電製品の金属インターフェースは、それによって耐久性を向上させます。
従来の組み立てプロセスと比較して、部品点数が削減され、コストが削減され、安定性が向上します。主な違いは次のとおりです。
| 比較寸法 | 金属インサート成形 | 従来の組み立てプロセス | 利点 | 該当するシナリオ |
| 部品点数 | 1-2 複合部品 | 3つ以上の独立した部品 | 組み立て手順を減らし、エラー率を下げる | 精密電子部品 |
| 結合強度 | 高(最大500N以上) | 低い(脱着しやすい) | 製品の耐久性を向上させ、スクラップ率を削減します | 自動車耐荷重部品 |
| 生産効率 | 高(一体成型) | 低(多工程組立) | 生産サイクルを短縮し、人件費を削減します | 量産シナリオ |
| 軽量化効果 | 大幅(金属使用量の削減) | 中(金属部分が多い) | 軽量設計のトレンドに適合 | 新エネルギー車の部品 |

図 1: プラスチック部品と刻み付き真鍮金属インサートを示す断面図であり、明確にラベルが付けられており、金属インサート成形でコンポーネントがどのように組み合わされるかを示しています。
金属インサートプラスチック射出成形で接着が失敗するのはなぜですか?
お客様がメタルインサートプラスチック射出成形を行う際に直面する大きな問題の一つが接着不良です。接着不良は主に3 つの主要な物理化学的メカニズムから発生します。したがって、問題を効果的に解決するには、これらのメカニズムを理解することが非常に重要です。
物理的な不一致: 熱膨張係数の違いによる内部応力亀裂
金属とプラスチックの熱膨張係数には大きな違いがあるため(5 ~ 10 倍)、プラスチックは冷却時にさらに収縮し、それによって金属とプラスチックの界面にせん断応力が発生します。この応力が接合強度を超えると、微小亀裂や剥離が発生します。
化学的不活性: 表面エネルギーの違いが分子レベルの結合を妨げる
金属は非常に高い表面エネルギーを特徴としますが、エンジニアリングプラスチックポリプロピレンの場合、表面エネルギーが非常に低いという特徴があります。化学結合が存在しない場合、ファンデルワールス力自体は構造的負荷に耐えるほど強くないため、接着強度はほとんど無視できるほどになります。
表面汚染: 指紋フィルムの目に見えない殺人者
指紋に含まれる油分や塩分は金属表面に油膜を形成し、プラスチックと金属の接触を妨げる可能性があります。たとえ汚染の量が非常に少量であっても、接着強度が 50% 以上低下する可能性があります。これは、接着手順に厳密に従わなければならないことを意味します。
独自の問題を迅速に特定できるように、さまざまな障害原因の影響データをまとめました。
| 主な故障原因 | 影響レベル | 結合強度の低下率 | 一般的な製品の欠陥 | 高発生率シナリオ |
| 熱膨張係数の違い | 非常に高い | 30%-60% | 微小亀裂、剥離 | 高温環境対応製品 |
| 化学的不活性性 | 中高 | 20%-40% | 弱い結合 | エンジニアリングプラスチックと金属の組み合わせ |
| 表面の汚染(指紋) | 高い | 50%以上 | 界面の空隙、剥離 | 手動操作のシナリオ |
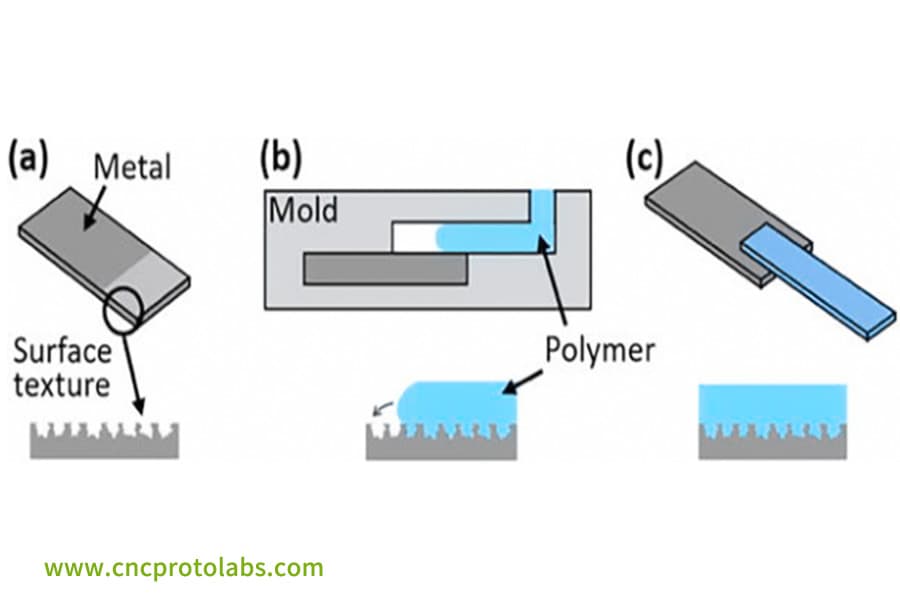
図 2: 金属インサート プラスチック射出成形の 3 つの主要な段階 (a ~ c) を示す図。金属部品、ポリマー射出、最終的に統合された部品が示されています。
金属インサートを使用した射出成形でよくある欠陥は何ですか?
で金属インサートプラスチック射出成形、3 つの欠陥タイプがすでに全欠陥の 80% 以上を占めています。原因と修正方法を知ることは、スクラップのコストを管理するのに非常に役立ちます。
インサート周囲の収縮マーク/ボイド
金属とプラスチックの冷却速度が異なるため、不均一な収縮が発生します。保持圧力を射出圧力の 80%に下げるか、インサート周囲のプラスチックの最小肉厚を 1.5 mm 以上にすることができます。
インサートのズレ
高圧射出中、薄いインサートは非常に簡単に移動する可能性があります。修正するには、正確な金型位置決めピンを使用するか、ウェルド ラインがインサートの応力ゾーンと重ならないようにゲート位置を改善することが考えられます。
界面空隙率
前処理後にインサートを長時間保管すると、湿気や汚れが付着する可能性があります。前処理から射出成形までの時間は 18 時間とし、インサートは乾燥したほこりのない場所に保管する必要があります。
このような不具合でお困りの場合は、金属インサートを使用した射出成形、無料の欠陥診断サービスと迅速な解決策については、JS Precision のエンジニアにお問い合わせください。
金属インサートに不可欠な前処理は何ですか?
金属インサート成形における接着不良に対処するには、前処理が非常に重要です。主に物理的治療、化学的治療、高エネルギー治療の3種類から構成されます。中でもサンドブラストと化学エッチングを組み合わせた処理が最も効果的で、接着強度を最大100倍まで高めることができます。
サンドブラスト: 機械的ロックのための彫刻
サンドブラストにより、金属表面に非常に小さな溝が作成され、冷却後に固まったプラスチックが機械的に「固定」または噛み合います。最良の「アンカー効果」は Sa が 2.5 ~ 4.0 μm のときに発生しますが、非常に深い溝では応力が集中する可能性があります。
化学修飾: ナノ結合のためのエッチング
化学エッチングにより、活性な官能基を備えた微細な多孔性と表面を作成できます。これとサンドブラストを併用すると、銅製インサートの破断強度が 90 倍、外側硬質アルミニウム製インサートの強度が 100 倍向上することが示されています。 ASTM D1002規格。
高エネルギー表面処理: プラズマとレーザー活性化
プラズマは表面をきれいにするだけでなく、極性基で表面を装飾することもできます。表面改質ツールとしてのレーザーは、微細構造をほぼ最も細かく制御できます。どちらも表面の濡れ性を高めるのに役立つため、高精度の金属インサート成形に望ましいです。
射出成形用の真鍮インサートがこれほど広く使用されているのはなぜですか?
真鍮は間違いなく、金属インサートを使用した射出成形の製造に最も一般的な材料であり、用途の 60% 以上を占めています。真鍮の主な利点は、上位 3 つの観点から得られます。
優れた熱伝導性:内部応力の蓄積を軽減
真鍮は導電機能を非常に効果的に発揮し、その値は約100~120 W/(m・K)であり、ステンレス鋼の5倍です。熱伝達は非常に迅速に行われるため、界面の内部応力の蓄積が軽減されます。
したがって、真鍮はさまざまなプラスチックと相性が良いでしょう。
簡単な表面処理: 機械的ロックを強化するローレット加工デザイン
真鍮は、優れた耐食性を示しながら、容易にエッチングしたり、カップリング剤で処理したりできます。ギザギザのパターンにより、プラスチックとの強力な機械的ロックが実現され、引き抜き強度が 3 倍以上増加します。
さらに、プラスチック射出成形用の一流の真鍮インサートは、製品の安定性をさらに高めるのに役立ちます。
適度な硬さ:金型を保護し、糸の強度を確保します。
真鍮の硬度 (HB 80 ~ 150) は、プラスチックや金型鋼の硬度をほとんど超えることがなく、金型を損傷することなく耐摩耗性を提供することができ、また、メンテナンス費用の削減にもつながります。
互換性の高いものを選ぶにはプラスチック射出成形用真鍮インサート、製品図面をアップロードします。 JS Precision は無料の DFM 解析を提供し、最適な真鍮インサート仕様を推奨します。
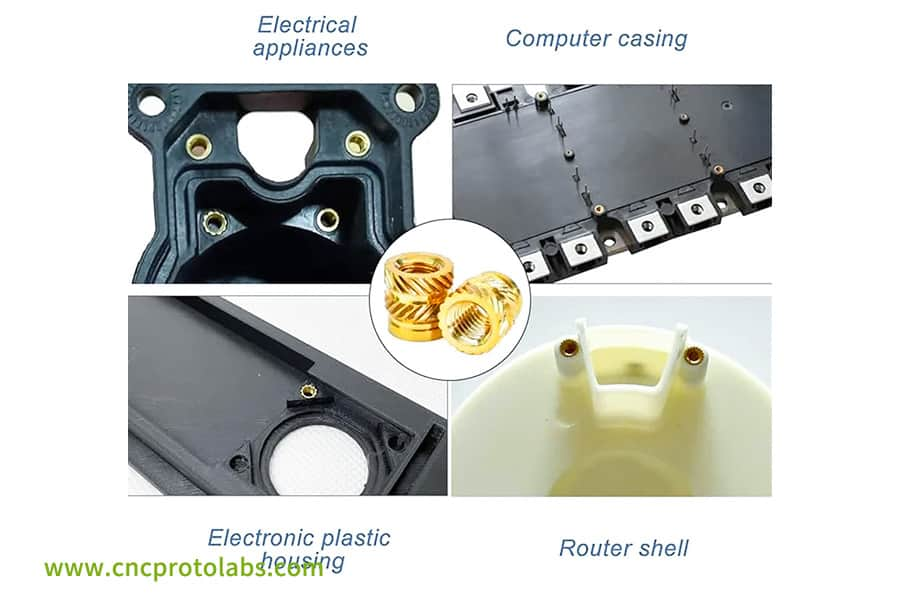
図 3: 真鍮のインサートと電子部品 (家電部品、コンピューターの筐体、ルーターのシェルなど) の例。射出成形での使用例を示しています。
接着を活性化するために射出成形プロセスパラメータを制御するにはどうすればよいですか?
優れた接合には、適切な前処理と材料の選択だけでなく、プロセスパラメータの微調整も必要です。次のデータは、運用デバッグの直接参照として使用できます。
充填速度と圧力: 流れと内部応力のバランスをとる
充填時間を 1.57 秒に延長すると、接着強度が約 18% 向上します。また、射出圧力を800kgf/cm2程度にコントロールすることで、ボイドやインサートの変形を防止します。
金型温度: 含浸品質の鍵
金型温度を保圧終了まで120℃以上に保つと内部応力が少なくなります。同様に、金型の表面微細構造温度の上昇が、複製率が72% から 96% に増加した主な理由です。
インサート予熱:界面「固化層」の除去
インサートを85~120℃に予熱すると、固化層の形成が遅れます。 SEM観察により、120℃に予熱すると界面ボイドが完全に消失することが確認された。
JS Precision のケーススタディ: 85°C の予熱中に自動車センサーインサートの界面ギャップを除去する方法
理論的な知識は、最後に実際に検証する必要があります。以下では、JS Precision 社の実際の事例を紹介します。金属インサートプラスチック射出成形におけるお客様の界面ボイド問題に対して当社が提供したソリューションにより、お客様の量産歩留まりが向上しただけでなく、問題も解決されました。
事件の背景
のクライアント自動車エレクトロニクス分野は、真鍮インサートと PPS+40%GF プラスチックを使用したエンジン温度センサーを製造していました。 15% の界面空隙率によりシール テストが失敗し、立ち上げの非常に初期段階で毎月の損失が累積して 50,000 ドルを超えていました。最後に、彼らは私たちに支援を求めて連絡をくれました。
直面した課題
モールド フロー解析と SEM 検査を通じて、当社のエンジニアは 3 つの主要な問題を特定することができました。
- 溶融物が冷たいインサート (25°C) に触れたとき、溶融物の近くで凍結層が急速に形成され、溶融物がインサート表面の溝を適切に埋めることができなくなりました。
- 0.05 ~ 0.1 mm の連続した界面空隙は、弱い結合を強化する役割を果たし、シール性能にも悪影響を及ぼします。
- インサートのローレット溝にプラスチックが部分的にしか充填されていないため、有効ロック面積が 60% 未満であり、引き抜き強度がクライアントの基準に達していません。
解決
当社のプロセス データベースを活用することで、当社のチームはクライアントのために 3 つの正確な最適化措置を実行しました。
- インサートを 105°C に加熱して ( 85 ~ 120°C の有益なレベルを示す研究データを参照)、凍結層を除去します。
- 金型温度を 80°C から 120°C に上げて、溶融物の濡れ性を高めます。
- 射出速度を 80 mm/s から 55 mm/s に下げて充填時間を延長し、プラスチックがローレット溝を完全に充填するようにします。
最終結果
- 最適化後、製品の界面ギャップは完全に除去され、SEM により金属プラスチックの接触が非常に接近していることが明らかになりました。
- 引き抜き力は 280 N から 485 N に、つまり 73% 増加しました。
- シールテストの歩留まりは85% から 99.5% に上昇し、スクラップ損失は毎月 45,000 ドル以上削減されました。
- さらに、プラスチック射出成形用の真鍮インサートは、アクセサリーアイテムとしてお客様に選ばれることが判明しました。 12 か月の長期稼働で約 500,000 個が生産され、顧客満足度は 100% です。
- この決議はこの期間中順調に機能しています。
同様の金属インサート成形の欠陥に直面している場合は、このケーススタディの詳細な技術レポートを参照するか、カスタマイズされたソリューションについて当社のエンジニアに問い合わせることができます。

図 4: 黒色のプラスチック部品に成形された、ネジ付きの外側を備えた精密真鍮インサートの拡大図。おそらく自動車センサー用途向けです。
金属インサート成形プロジェクトに JS Precision を選択する理由
金属インサート成形の問題を解決するには、信頼できるパートナーが不可欠です。 JS Precision は包括的なサービスを提供し、プロセスのすべてのステップが管理可能かつ追跡可能であることを保証します。
ワンストップソリューション: 社内インサート製造 + 射出成形
お客様が提供した材料を使用してインサートのオーバーモールディングを行うだけでなく、インサートの設計と製造も提供しています。外部ソースから購入した低品質のインサートに起因する接合不良を排除するために、品質はあらゆる段階で監視されます。
プロセスデータベースにより正確なデバッグが可能
2000セットを超えるプロジェクトデータを用いて開発したパラメトリックモデルは、最適なプロセスウィンドウを迅速に特定することができ、デバッグ時間の短縮と試作成形費用の削減を実現します。
Web 上で即時見積りと DFM 分析
3D 図面をアップロードすると、顧客はすぐに見積もりと実現可能性分析を受け取ります。当社のエンジニアはインサートの設計を強化し、将来的に接合リスクを防止します。
よくある質問
Q1: 金属インサート射出成形で最も一般的な故障モードは何ですか?
通常、インターフェースの剥離が最大の問題です。これは、金属とプラスチックの熱膨張係数の違いによる内部応力によって引き起こされ、製品のスクラップやコストの上昇につながります。
Q2: サンドブラストに最適な粗さの範囲はどれくらいですか?
最適な範囲はSa 2.5 ~ 4.0 μm です。この範囲では機械的インターロックが最も効果的です。範囲が浅すぎると連動力が低下し、範囲が深すぎると応力集中が発生します。
Q3: インサートの予熱温度は何度くらいでしょうか?
85〜120℃くらい。温度が高いほど、界面の接触が良くなります。ただし、プラスチックが劣化しないように、プラスチックの熱安定性を考慮する必要があります。
Q4: 指紋の汚れは接着強度にどの程度影響しますか?
実は強く影響しているのです。グリースが金属とプラスチックの接触を妨げるため、微量の指紋が付いている場合でも、接着強度が 50% 以上低下する可能性があります。
Q5: 射出圧力が高すぎるとどのような問題が発生しますか?
これにより、薄肉インサートの変形がオーバーフローし、製品の内部応力が増加し、微小亀裂や剥離が容易に形成され、最終的には不安定性を引き起こす可能性があります。
Q6: ローレットデザインの機能は何ですか?
この主な役割は、機械的なロックを作成することです。通常、真鍮のインサートに対して行われ、これによりインサートとプラスチック間の引き抜き強度が3倍以上増加します。
Q7: 化学エッチングにより接着強度はどの程度向上しますか?
サンドブラストと併用すると、金属とプラスチックを化学的に結合するナノスケールの活性点を増やすことができるため、結合強度を90~100倍高める可能性があります。
Q8: インサート周囲のヒケを解決するにはどうすればよいですか?
保持圧力は射出圧力の80%まで可能です。もう 1 つの方法は、最小壁厚 ≥1.5 mm が維持されるようにインサート周囲のプラスチック壁の厚さを増やすことです。
Q9: 金属インサート成形サービスの見積もりを取得するにはどうすればよいですか?
あなたはできる3D 図面をアップロードするJS Precision に問い合わせると、すぐに見積もりと無料の DFM (製造可能性設計) 分析が受けられます。
まとめ
金属インサート成形における接合の問題は、単一段階の問題だけではありません。
それどころか、接合不良や高い欠陥率によって生じる問題は、適切な方法を特定することで完全に克服でき、同時に効率的な量産とコストの最適化につながります。これらの問題は、実際には、前処理、材料の選択、およびプロセス制御を扱うシステム工学の問題です。
JS Precision は、豊富な実践経験と専門的な技術力に加え、インサート設計から射出成形までの全プロセスを通じてお客様のサービスを提供し、お客様が技術的課題を容易に克服できるようにします。
今すぐ挿入図面をアップロードしてください無料の DFM 解析とプロセス ソリューションの提案を受け、効率的かつ安定した金属インサート成形量産への道を歩み始めます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

