

の精度かさ歯車の製造は、さまざまなタイプの伝送システムの寿命とノイズに大きな影響を与えます。エンジニアが設計するとき、スパイラルレベルギアの選択、DIN 精度、生産コストのバランスを取るという課題に直面することがよくあります。
このガイドでは、かさ歯車の製造プロセス全体を深く掘り下げ、実際の生産経験を活用してかさ歯車加工における主なコスト管理戦略を明らかにし、設計と生産の段階が実際の動作要件と完全に一致していることを確認します。
主要な回答の概要
| コア寸法 | 主な答え | あなたにとっての価値 |
| プロセスパスの選択 | かさ歯車の製造工程は鍛造・切削→荒加工→熱処理→精密加工の4段階であり、その精度はコストと正の相関関係にあります。 | 不必要な精度のために過剰な料金を支払うことを避けるために、精度要件に基づいてプロセスを選択します。 |
| ギアタイプの選択 | スパイラルベベルギヤは騒音レベルを 30% 低減するだけでなく、より高い負荷にも耐えることができます。逆に、平ギヤは50% 安価であるため、低速、軽負荷の状況では経済的な選択肢となります。 | 作業条件を正確に合わせて、過剰なパフォーマンスや過小な負荷が発生しないようにしてください。 |
| 製造方法の決定 | バッチが小さい場合はフォームフライス加工を使用し、バッチが大きい場合は正面ホブ加工を使用します。DIN 5 以上の精度を得るには歯車研削が必要です。 | 最適なものを選択してくださいかさ歯車の製造方法生産規模と精度によって異なります。 |
| サプライヤー評価 | コア機器 (グリーソン/クリングバーグ) をチェックし、品質システム (ISO/IATF) を検査し、テスト能力を検証します (CMM 完全検査)。 | 合理的な評価グリッドを取得して、最も信頼できるかさ歯車メーカーを特定します。 |
重要なポイント:
- 精度のしきい値:
DIN グレード 5 は製造業界の転換点となりました。それ以上の精度になると歯車研削が必要となり、加工費が40~60%増加します。
- 設計コストの削減:
プロジェクトの初期段階での DFM 介入は、アンダーカットの最適化と圧力角の標準化に役立ち、工具コストを 20 ~ 30% 削減できます。
- 物質的な寿命:
浸炭と焼入れ (表面 HRC 58 ~ 62、中心 HRC 25 ~ 40) は、高周波焼き入れよりも重負荷シナリオの機能に適合するため、ギアの寿命を 30% 以上延ばす可能性があります。
- バッチ価格:
カスタムギアの製造にはデバッグコストの共有が必要ですが、バッチサイズを 10 個から 100 個に増やすと、1 個あたりのコストを 40 ~ 60% 削減できます。
なぜこの記事を信頼できるのでしょうか? JS Precision のかさ歯車製造における 20 年以上の実績
JS Precision は、20 年以上にわたって精密伝動の分野で中心的な役割を担っており、 50 万個を超えるまがりかさ歯車製品を納入してきました。 JS Precision は優れた技術的ノウハウを持ち、世界中の自動車、建設機械、ロボット工学、航空宇宙産業に適合するかさ歯車と歯車加工の設計という課題に取り組んでいます。
この記事のすべての内容は、JS Precision の本物の生産、実際のプロセス データ、および業界ソリューションに基づいています。単なる理論編纂ではなく、かさ歯車製造の核となる技術ポイントとコスト管理の秘密を明らかにすることを目的としています。
JSプレシジョンでは歯車の精度と検査基準を完全準拠しております。 ISO 1328-1 歯車精度仕様したがって、各製品の歯形と歯の方向の誤差は、最高の業界標準で要求される誤差よりもさらに低くなります。
過去 20 年間にわたり、JS プレシジョンは、カスタマイズされた低速および軽負荷の平かさ歯車から、高速かつ高耐久のスパイラル遊星歯車の量産、DIN レベル 3 の超高精度歯車の加工に至るまで、遊星歯車加工における何千ものお客様の問題点を解決してきました。これらすべてが、標準化された複製可能なプロセス システムを形成しています。
カスタムギア製造の個別ニーズに対応するために、JS Precision は、図面解析からのプロセス ソリューション出力を 72 時間以内に完了できる迅速対応エンジニアリング チームも設立しました。
信頼できるかさ歯車メーカーを選択することは、トランスミッション システムの成功にとって非常に重要です。かさ歯車製造におけるプロセスの選択とコスト管理に悩んでいる場合は、JS Precision のアプリケーション エンジニアに直接連絡して、無料の 1 対 1 のプロセス コンサルティングを行ってください。専門チームが設計と製造の落とし穴を回避するお手伝いをします。
かさ歯車の製造プロセスとは何ですか?またそれが重要な理由は何ですか?
かさ歯車の製造プロセスの科学的側面は、最終的に歯車の出力に影響を与えます。歯車加工の各ステップは、精度、耐久性、コスト間のトレードオフに影響を与えます。これは基本的に、相互接続された各部品に関するシステムエンジニアリングの問題です。
4 つの主要なプロセス段階
かさ歯車の完全な製造プロセスは、鍛造/ブランキング、荒加工、熱処理、仕上げ加工の 4 つの主要な段階で構成されます。これらの段階は製品の最終的な精度とコストを決定する上で重要であるため、次の加工ステップの基礎となります。
ソフト加工とハード加工のプロセス ルートの決定
かさ歯車の加工には、ソフト加工 (熱処理前) とハード加工 (熱処理後) の 2 つの部分があります。
- ソフトマシニングを活用ハイス鋼または超硬工具、非常に効率的で、 DIN 7 未満の精度が得られます。
- ハード加工では、CBN 砥石車またはセラミック工具が使用されます。これらは高価ですが、 DIN 3 までの精度に達し、熱処理変形を修正することができます。
熱処理の主要介入ポイントと技術選択
ギアの寿命は熱処理に大きく依存するため、次の要件に基づいて選択する必要があります。
- 浸炭焼入れにより表面HRCは58~62、心部HRCは25~40と良好な靱性が得られ、重荷重にも耐えられます。
- 高周波焼き入れ表面の表面 HRC は 50 ~ 55 で、30% 安価で、低速および軽荷重の中炭素鋼歯車に適しています。
ストレートかさ歯車とまがりかさ歯車のどちらを選択するか?
歯形の決定は、かさ歯車製造設計の最初の段階です。ストレートベベルギヤとスパイラルベベルギヤは、性能、コスト、用途の点で大きく異なる特性を持っています。プロファイルの選択を誤ると、ノイズの問題、早期の損傷、または不必要な出費が発生する可能性があります。
ストレートベベルギヤ: シンプルで信頼性が高く、コスト効率の高い選択肢
直減速かさ歯車は構造が簡単で、製造効率が非常に高いです。歯はまっすぐで、メッシュは点接触です。線速度が 5m/s 未満の低速、軽負荷の状況で使用でき、ユニットのコストは従来のユニットのコストより 30 ~ 50% 低くなります。 スパイラルベベルギヤ。
高速・高耐久性能の王様、スパイラルベベルギヤ
スパイラルベベルギヤは、はすば歯のラインと線接触の噛み合いによって定義され、その結果、最高の滑らかな動作と低い騒音レベルが得られます。
高い製造精度が必要ですが、これらの歯車は線速度が 20m/s を超える高速で重負荷の状況に適しており、直線かさ歯車よりも 30% 以上多くの負荷を運ぶことができます。
ゼロ度スパイラルかさ歯車: 妥協案の技術的選択
ゼロ度の円弧歯のねじれ角 = 0 °。これは、低軸力という点ではストレート ギヤの特性と、滑らかさという点ではスパイラル ギヤの特性をブレンドしていることを意味します。
製造方法は基本的にまがりかさ歯車と同じであるため、これらの歯車は、軸力の遊びが極めて小さく、機能が非常に滑らかでなければならない非常に特殊な用途に適しています。
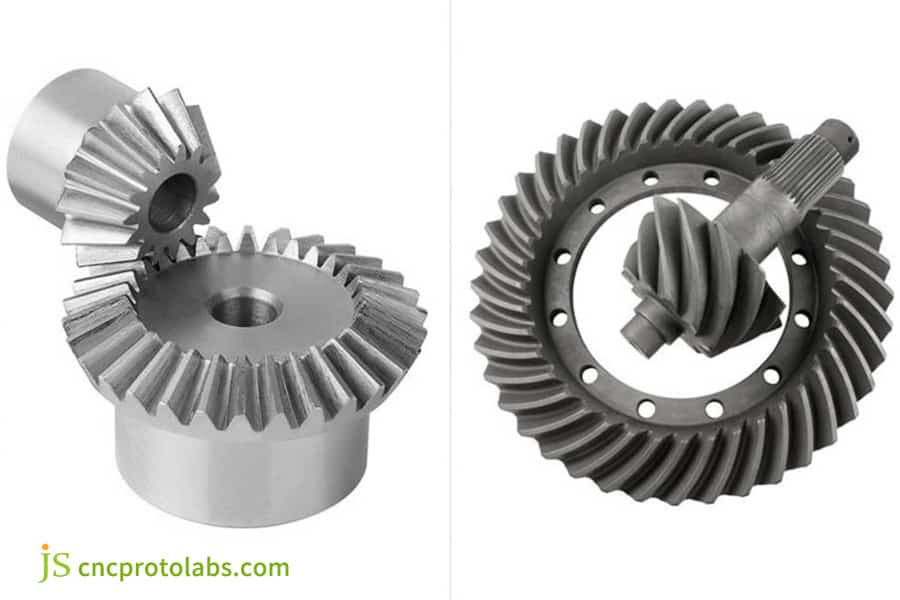
図 1: 2 つの傘歯車セット設計の視覚的な比較: 直歯傘歯車セット (左) とスパイラル傘歯車セット (右) で、それぞれの異なる歯の形状を示しています。
プロジェクトに適したかさ歯車の製造方法を選択するには?
かさ歯車の製造方法の決定は、一般的に生産量、精度、予算に影響されます。適切な方法を選択することで、精度レベルを維持しながらコストを 40% 以上節約できます。
正面フライスと正面ホブ加工: 2 つの主要な切削方法
- 正面フライス加工 は、DIN 5 の精度を達成する断続的な割出しプロセスであり、小ロットから中ロットの高精度スパイラル ベベル ギヤに最適です。
- 面ホブ加工 連続インデックスプロセスであるため効率が 30% 以上で、大規模な自動車ギア生産に使用されています。
フォーム切断と生成切断: バッチ サイズによってどのプロセスを使用するかが決まります
- 成形フライスは非常に安価 (1 セットあたり 800 ~ 1500 米ドル) ですが不経済でもあるため、8 mm を超えるモジュールや10 サンプル未満のバッチに適しています。
- ジェネレーティングカッターは安定した精度(DIN 6)と高い生産性を保証し、生産量が数万個以上のプロジェクトに適しています。
精度 × 出力 × 予算の意思決定マトリックス
| 相対コスト指数 | 年間生産量 | 推奨プロセス | 相対コスト指数 |
| DIN 8-9 | 100 個未満 | フォームミリング | 1.0 |
| DIN 6-7 | 100~5000個 | 正面フライス加工 | 1.8-2.2 |
| DIN 5 以上 | >5000個 | 端面ホブ+歯車研削 | 3.0~4.5 |
| DIN 3-4 | どれでも | 専用歯車研削装置 | 5.0+ |
JSプレシジョンは、かさ歯車の製造方法である、フォームフライス、正面フライス、正面ホブ、歯車研削などの加工設備を完備しています。プロジェクトに適した加工方法を知りたい場合は、生産コストを無料で計算し、費用対効果の高いプロセス ソリューションを得ることができます。
精密グレード (AGMA/Din) は生産チェーン全体にどのような影響を与えますか?
AGMA および DIN 規格に準拠した精度等級は、かさ歯車加工の各部分で重要な要素となります。製品の品質はそれらに大きく依存します。これらは、切削工具、プロセス、検査、およびそれに伴うコストの制限を設定します。
エンジニアは、やみくもに最高グレードを追い求めるのではなく、自分のニーズを満たすものを選択することをお勧めします。
精密等級: AGMA と DIN 規格の簡単な説明
AGMA と DIN は、世界のトップ 2 つの歯車精度規格であり、グレード システムは適切に移行されています。各精度レベルが 1 段階上がると、処理コストが15 ~ 25% 増加するのが通常です。
主な対応内容は以下の通りです。
- AGMA Q6 グレード = DIN 7 グレード、一般的な用途に最適産業用トランスミッション。
- AGMA Q8グレード=DIN 6グレードで、一般自動車のトランスミッションに最適です。
- AGMA Q10 グレード = DIN 4 グレード、航空宇宙などの高級用途に最適です。
研削が必要になるのはいつですか?
DIN 5 または AGMA 12 以上の精度レベルを得るには、歯車研削によって熱処理変形を修正する必要があります。研削により面粗度や騒音は低下しますが、設備投資や作業時間も増加します。
検査計画: 抜き取り検査か完全検査か?
精度によって検査計画が決まります。
- DIN 7 以下の場合、バッチサンプリング (5 ~ 10%) + SPC 制御。
- DIN 5 ~ 6 の場合、最初のピースの完全検査 + 20% のサンプリング。
- DIN 4 以上の場合、全数検査と CMM レポートが必要です。
具体的な費用を知りたい場合は、 かさ歯車加工さまざまな精度レベルでの投資と利益を明確に理解するために、JS Precision のエンジニアに連絡して詳細な精度とコストの比較表を入手できます。
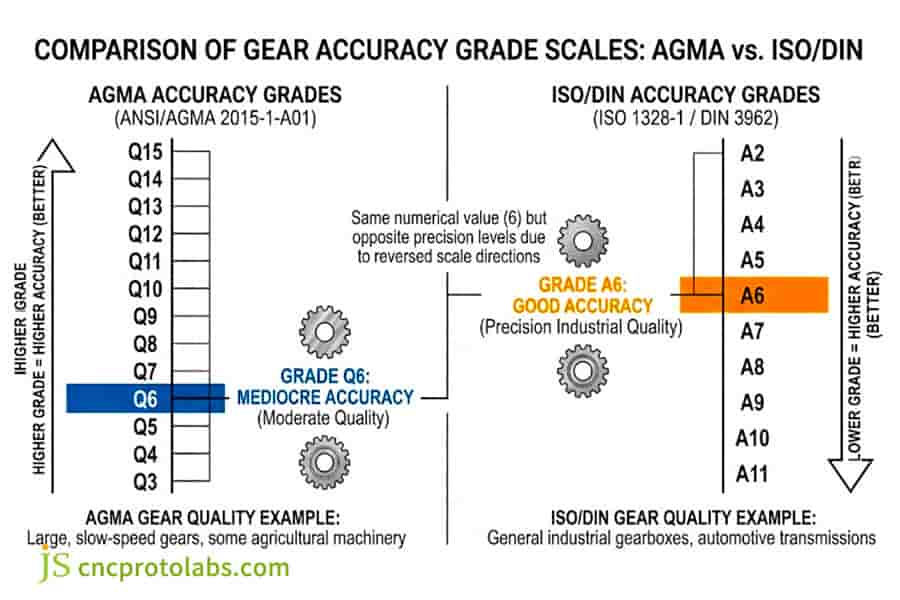
図 2: AGMA (Q3 ~ Q15) と ISO/DIN (A2 ~ A11) の歯車精度グレード標準と、特定のグレードへの適用例を比較したインフォグラフィック。
カスタムギア製造でコストのバランスをとる秘訣は何ですか?
カスタムギアの製造にはかなりの費用がかかります。中核的なコストを管理する戦略は、「設計ソースでのコストを削減し、プロセス中のコストを制御する」ことであり、設計、バッチ、および材料の最適化を通じてパフォーマンスとコストを組み合わせます。
製造のための設計: いくつかの小さな変更でコストを大幅に削減できます
設計段階でいくつかの簡単な調整を実行すると、パフォーマンスを損なうことなく工具コストを 20 ~ 30% 削減できます。主な方向性は次のとおりです。
- 標準ツールのルート フィレット半径 (モジュールの 0.3 ~ 0.4) を調整します。
- 標準の20 圧力角を維持して、カスタム ツールの必要性を最小限に抑えます。
- ユニバーサルツーリングに合わせて内部穴の設計を標準化。
バッチサイズの影響: 固定費の分散
カスタムギアの製造いくつかの項目の固定前払い費用がかかります (プログラミングおよびデバッグ料金は 200 ~ 500 ドル/回、カスタム ツール料金は 1 セットあたり 800 ~ 3000 ドル)。最小の部品数に対するコスト配分が最も大きいのは 1 ~ 10 個で、コスト パフォーマンスが最も高いのは 10 ~ 50 個で、50 ~ 100 個の場合は 1 個あたりのコストが 40 ~ 60% 低下します。
カスタムギア製造におけるさまざまなバッチサイズ、材料、精度レベルに関連するコストの違いをより明確に示すために、以下は JS Precision によって編集されたデータ比較表です。
| 生産バッチ (個) | 材質の種類 | 精度レベル | 材料単価 (USD) | 単位処理コスト (USD) | 検査単価 (USD) |
| 10 | 20CrMnTi(国内) | DIN グレード 7 | 18.5 | 45.2 | 4.8 |
| 10 | 8620 (輸入品) | DINグレード5 | 24.1 | 89.7 | 12.3 |
| 50 | 20CrMnTi(国内) | DINグレード6 | 17.8 | 58.9 | 8.5 |
| 50 | 8620 (輸入品) | DINグレード4 | 23.5 | 126.8 | 21.7 |
| 100 | 20CrMnTi(国内) | DINグレード5 | 17.2 | 65.3 | 10.2 |
| 100 | 8620 (輸入品) | DINグレード3 | 22.8 | 158.4 | 28.9 |
材料の選択: 輸入材料と国産材料の短期および長期コスト
材料費は通常、全体の 20 ~ 30% を占めます。
- 8620 などの輸入材料はコストが 30% 高くなりますが、バッチ間での材料の一貫性は優れています。
- 20CrMnTiのような一流の国産材料はコスト面での優位性があるだけでなく、 JS精密試験に基づいて自動車や建設機械の要件を満たすことができます。
隠れたコストの特定
カスタムギア製造の隠れたコストは最大 8 ~ 12% に達する可能性があり、これらは主に CMM テスト、防錆梱包、保険、およびハイエンドギアの専用車両輸送の料金で構成されます。
カスタムギアの製造が最適なソリューションとなるのはどのような場合ですか?
標準ギア安価で納期も短いですが、必ずしも作業のすべての要件を満たしているわけではありません。このような場合、専門メーカーがトランスミッション システムの性能と信頼性をアップグレードできるため、カスタム ギアの製造が最適な方法です。
標準製品とカスタマイズ製品間のコスト変曲点分析
カスタムギアの製造は、以下の条件のいずれかが満たされる場合、標準製品よりもコスト効率が高くなります。
- モジュール <0.5 または >10。
- 高温耐食性のためには特殊な材料が必要です。
- 限られた機器スペースでは、標準外の寸法が必要になります。
- NVHが高い場合はギアの変更が必要です。
カスタマイズされた設計の最適化: 特定の動作条件を満たす
JSプレシジョンでは、騒音低減のための歯先トリミングや接触面積の最適化のための歯形の膨らみ(5~15μm)など、使用条件に合わせて歯車形状を変更することができ、歯車寿命を大幅に(30%以上)向上させることができます。
共同エンジニアリングの価値
メーカーとの共同設計を早期に行うことで、処理リスクを事前に発見し、コストを削減し、開発サイクルを 25% 短縮し、製品の発売を迅速化することができます。
ギア要件をカスタマイズしている場合は、次のことができます。図面を JS Precision に送信してください。当社のエンジニアは 3 営業日以内に図面を分析し、カスタマイズされた設計とプロセスの最適化計画を提供します。
認定のかさ歯車メーカーを評価して選択するにはどうすればよいですか?
経験豊富なかさ歯車メーカーを選択することは、プロジェクトを成功させるための重要な要素です。メーカーは、技術、品質、テスト、量産の 4 つの領域で評価する必要があり、これらは全体として論理的な枠組みを形成します。
技術力評価のチェックリスト
技術力が最も重要な要素です。重要な評価基準の一部は次のとおりです。
- 主要な設備:歯車メーカーは Gleason や Klingberg などの特殊な工作機械を持っていますか?
- プロセスの事務処理:メーカーは、高レベルの詳細なプロセス フロー図と品質管理計画を提供できますか?
- エンジニアリング チーム:メーカーはDFM 分析、ギア修正、および故障分析サービスを提供できますか?
品質システム認証の役割
ISO 9001:2015は強制的な最低基準です。 IATF 16949 は自動車産業向けに設計されており、AS9100D は航空宇宙産業向けに設計されており、さまざまな産業能力要件に適合しています。
試験設備の確認
テストは品質管理の最も重要な部分です。サプライヤーが歯車測定センターを所有しているかどうか、追跡可能な試験レポートを提供できるか、熱処理硬度を試験する方法を持っているかどうかを確認する必要があります。
柔軟なサンプル生産と量産能力
一流のメーカーは完全な生産能力を備えている必要があります。
- 1~10個のサンプルを2~3週間以内に提供します。
- SPC 制御による100 ~ 1000 サンプル。
- 自動化された生産ラインのトレーサビリティを備えた10,000 を超えるサンプル。

図 3: 製造施設の工業用旋盤で精密加工または測定作業が行われる大型スパイラル ベベル ギヤ。
JS Precision のケーススタディ: 風力発電用ギアボックスのかさ歯車のコストを 35% 削減するという画期的な成果
チャレンジ
風力発電会社の 2MW ギアボックス (材質: 18CrNiMo7-6、モジュール: 8、ねじれ角: 25) のスパイラル ベベル ギアの 1 つが接触点でずれており、それが原因でギアがより早く故障しました。元のサプライヤーのリードタイムは 24 週間で、サプライヤーは最適化の実行を拒否したため、輸入コストが高額になりました。
解決
JS Precision は、ファシリテーションの後、全体に気を配りました。 かさ歯車の製造工程最適化に加え、カスタムギア製造設計の最適化機能を活用してソリューションを開発しました。
1.DFM の最適化:
歯形バルジを12μmから8μmに変更し、接触面位置の最適化を的確に行い、浸炭層深さを1.2±0.3mmから1.2±0.15mmに狭め、ギヤの負荷容量を向上させました。
2.プロセスのアップグレード:
プロセスは「」の連鎖を経ます。精密端面フライス加工+浸炭焼き入れ+CNC研削」により、研削代を0.15mmまで厳密に管理し、熱処理変形を修正し、歯車精度を確保しております。
3.サプライチェーンの統合:
当社は宝鋼のプレミアム 18CrNiMo7-6 鋼を選択し、徹底的なテストと認証を経て、輸入鋼を置き換え、原材料コストを直接 22% 削減しました。
4.より良いチェック:
各歯車の接触面積が設計要件に従っていることを確認するために、全数三次元測定機精度検査 + 接触面積転がり検査を導入し、バッチ合格率を 99.2% 以上に高めました。
結果
プロセス全体の最適化により、スパイラルネックギアの疲労寿命は 40% 以上延長され、不良率は3.5% から 0.8% 以下に減少し、包括的な調達コストは 35% 削減され、納期は 14 週間以内で安定しています。
また、初期のギアの故障、高コスト、納期の遅延などの問題に直面した場合は、プロジェクトの問題点やニーズを JS Precision に送信できます。エンジニアがソリューションをカスタマイズします。 JS Precision の技術的強みを理解するために、業界の成功事例をさらに見ることもできます。

図 4: 金属製の 3 つの異なるスパイラル ベベル ギアが白い背景に表示され、複雑な歯と仕上げ面が示されています。
よくある質問
Q1: まっすぐかさ歯車とまがりかさ歯車の根本的な違いは何ですか?
ストレートベベルギヤは製造が簡単で安価であるため、低速、軽負荷の状況に適しています。スパイラルベベルギヤは、静かな動作、高負荷容量、スムーズな噛み合いを提供するため、高速で重負荷の用途に適しています。
Q2: 高周波焼入れと浸炭焼入れのどちらを選択すればよいですか?
中炭素鋼の低速、軽荷重ギヤには高周波焼入れ(低コスト)がオプションであり、低炭素合金鋼の重荷重ギヤには浸炭焼入れが必要です。これにより、表面に非常に高い硬度が得られ、中心部に良好な靭性が得られます。
Q3: 小ロットでカスタマイズされたかさ歯車の最小注文数量はいくらですか?
JSプレシジョンでは、1個からカスタム歯車の製作が可能です。 1~10個までは開発費を分担していただきます。 10 ~ 50 個が最もコスト効率が高くなります。
Q4: かさ歯車製造のコストに最も寄与するコンポーネントは何ですか?
かさ歯車製造の主なコストは、切削工具 (20 ~ 30%)、熱処理 (15 ~ 25%)、機械加工 (30 ~ 40%)、および検査 (10 ~ 15%) です。
Q5: 図面を提供してからサンプルを入手するまでにどのくらい時間がかかりますか?
標準のかさ歯車サンプルの納期は2 ~ 3 週間です。時間がかかるデバッグプロセスのため、複雑な形状のスパイラルネックギアの納期は3 ~ 4 週間です。
Q6: かさ歯車の典型的な故障モードは何ですか?
歯面のピッチング、歯元の破断、摩耗は、かさ歯車の典型的な故障モードです。これらは主に、それぞれ潤滑不足、過負荷、硬度不足、または潤滑不良によるものです。
Q7: かさ歯車の価格差がこれほど大きいのはなぜですか?
かさ歯車の価格差は、主にかさ歯車の製造に使用される材質、精度等級、熱処理工程、生産量の4つの要因によって決まります。
Q8: 輸出梱包の特別な要件は何ですか?
輸出かさ歯車には防錆パッキン、防錆油+気相防錆紙+木箱が必要です。海上輸送される精密歯車には、さらに真空包装が必要です。
Q9: かさ歯車製造の見積もりを取得するにはどうすればよいですか?
設計図を提出してくださいおよび仕様(材質、精度等級、数量など)。 JS Precision は、無料の DFM 分析と詳細な見積もりを通常 24 時間以内に提供します。バッチサイズは単価に大きく影響することに注意してください。
まとめ
かさ歯車の製造は、エンジニアリングの原則を正確な形状、材料科学、熱処理の実践に変換する、技術的に精緻なプロジェクトです。
歯車加工に適したプロセスの選択から、スパイラルベベルギヤ歯形の設計、そして最終的にはカスタム歯車製造のコスト管理に至るまで、すべてが動作条件に厳密に一致する必要があります。
正確なプロセス、歯形、およびかさ歯車メーカー望ましいパフォーマンスとコストの目標を達成する上で重要な役割を果たします。
JSプレシジョンは20年以上にわたりかさ歯車の製造に深く携わり、設計から量産まで一貫してサポートしています。 関連するニーズがある場合は、 JS Precision と提携して、当社の専門チームに支援してもらうことを検討してください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

