

プラスチック射出成形のコストはいくらですか?金型の価格が 8,000 ドル異なる 2 つの異なる射出成形の見積もりを受け取りましたが、どちらを選択すればよいかわかりません。
安いものを選ぶと品質に問題があるのではないかと心配し、高いものを選ぶとぼったくられるのではないかと心配します。 2026年にはプラスチック射出成形コストは金型価格と単価の加算ではなく、正確な計算が必要となる複雑なシステムとなる。
この記事では、プラスチック射出成形のコストに影響を与えるあらゆる要因を分析します。業界データと JS Precision の専門知識を組み合わせて、お客様の適切な購入を支援します。
コア解答表
| コスト次元 | 主要な影響要因 | 2026 年の価格帯 |
| 金型コスト | 鋼材、キャビティの数、複雑さ | 3,000ドル~100,000ドル以上 |
| 単価 | 材質、サイクルタイム、年間生産量 | $0.05~$15.00/ユニット |
| ブレークポイント | 金型投資対単価 | 通常 3,000 ~ 6,000 ユニット |
重要なポイント
- 金型はお金を払って購入するものではなく、むしろ投資です。
安価な金型は、長期的には生産コストの上昇を引き起こす可能性があります。
- 総所有コストは価格よりも重要です。
サイクルタイムがわずか 2 秒変化しただけでも、500,000 個生産された場合、コストが 20,000 ドル以上増加します。
- 設計によって最大コストが決まります。
Design for Manufacturing (DFM) の機能強化により、金型価格が 20% ~ 30% 削減される可能性があります。
- 中国での製造には、いくつかの明らかな利点があります。
同じ品質をお求めの場合は、JS Precision がはるかに競争力のある価格を提供できます。
このガイドが信頼できる理由JS Precision のプラスチック射出成形コストの詳細な分析
「プラスチック射出成形のコストはいくらですか?」は、射出成形業界の購入者にとって中心的な質問です。
JS Precision は、射出成形に精通した専門会社として、自動車、エレクトロニクス、医療などの複数の業界に関わる1,000 を超える高性能産業用射出成形プロジェクトを完了してきました。
業界での経験により、当社はプラスチック射出成形プロセスのコスト構成要素と最適化ロジックを正確に分析することができます。
当社のコスト分析システムの中核は、理論モデルではなく実際の量産データに基づいています。生産量、材料、製品設計に応じて、当社は実用的なコスト管理対策を提供し、500 社以上の海外クライアントが射出成形の総所有コスト (TCO) の少なくとも 15% ~ 30% 削減を達成するのに役立ちました。
金型寿命とコストのバランスを追求し、国際標準規格を採用した工法を採用しています。 ISO 20457:2018射出成形金型の品質と精度管理に。また、当社のコスト計算と成形ソリューションが世界の工業生産の要件に準拠していることを確認します。
当社のコスト最適化能力の証拠として、たとえば、欧州の電子機器顧客向けのコネクタ プロジェクトの場合、キャビティの数と鋼材の選択を最適化することで、500,000 サイクルの金型寿命を損なうことなく、金型コストを 12,000 ドル削減することに成功し、同時に単価も 0.35 ドル削減しました。
当社のエンジニアリングチームは、精度、納期、コストのバランスに悩むハイエンドのお客様に、設計から量産までのエンドツーエンドのソリューションを提供しています。非効果的なソリューションによる余分なコストを回避するお手伝いをいたします。
プラスチック射出成形のコストに悩んでおり、プロジェクトに合わせた専門的な分析をご希望の場合は、JS Precision のエンジニアにすぐにご連絡ください。1 対 1 のプロジェクト コスト診断を行って、射出成形プロジェクトの中核となるコスト ポイントと最適化の方向性を特定します。
プラスチック射出成形の総コストはいくらですか?
プラスチック射出成形の全体的なコストには、1 回限りの金型投資 (NRE) と経常的な生産コスト (PPU) が含まれます。 2026 年には、完全な射出成形プロジェクトに対する総投資額は、年間生産量と製品設計に応じて約 10,000 ドルから 150,000 ドルになるでしょう。
一時費用 (NRE)
- 金型の設計、製造、試作の費用: 5,000 ~ 80,000 ドルは金型の鋼材とキャビティの数によって異なります。
- 実稼働前設計要素 (DFM) 分析コスト: 800 ~ 2,500 ドル。これは、設計上の欠陥を回避し、金型修正のコストを削減するために使用できる可能性があるため、価値のある投資です。
経常コスト (PPU)
- 材料費、加工時間費、人件費: 1 個あたり 0.20 ドルから 10.00 ドルが主な要素となります。プラスチック射出成形の価格。
- 品質検査と梱包のコスト: 1 個あたり 0.05 ~ 0.50 ドル。製品の精度や梱包要件によって異なります。
NRE と PPU のバランス
金型投資と単価を合計して損益分岐点を把握する必要があります。生産が損益分岐点を超える場合、より高い金型投資とより低い単価を組み合わせると、より費用効果が高くなります。
ケーススタディ:産業用センサーハウジングプロジェクト。アルミ型 ($5,000) + 1 個あたり $2.80、スチール型 ($28,000) + $0.95。年間生産量 8,000 個では、鋼製金型の方がコスト効率が高いことがわかりました。
プロジェクトの損益分岐点をすばやく計算し、適切な金型と生産計画を決定したいと思いませんか? JS Precision を使用するプラスチック射出成形コスト計算ツール。プロジェクトの基本情報を無料で入力すると、コスト計算結果がすぐに得られます。
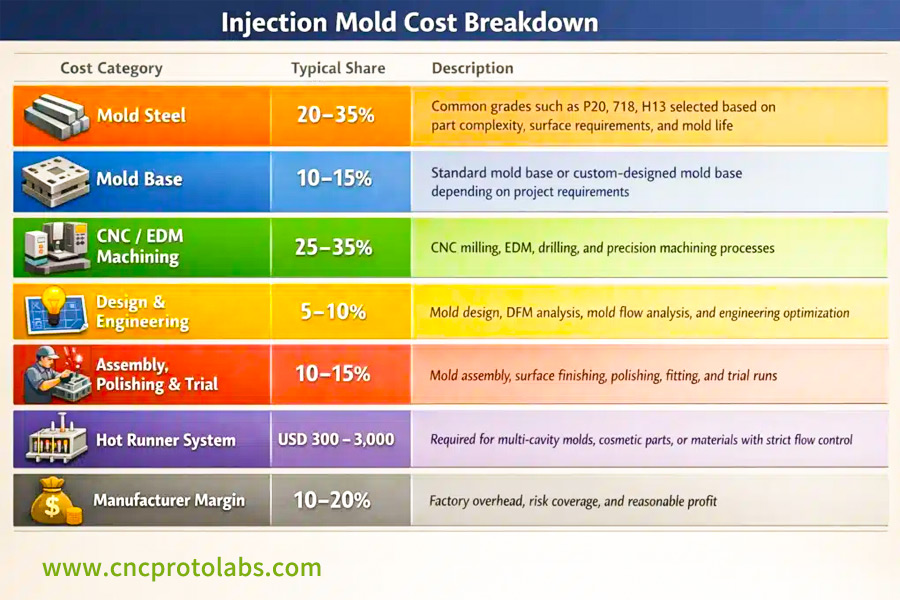
図 1: 射出成形金型のコスト要素 (鋼材、機械加工、設計など) を一般的な割合の範囲とともに詳細に示した棒グラフ。
プラスチック射出成形金型のコストはいくらですか?
「プラスチック射出成形金型のコストはいくらですか?」がコストの中心になりますか? 2026 年には、金型の価格は 3000 ドルから 100000 ドル以上になり、工業製品の主流の価格は 15000 ドルから 45000 ドルになるでしょう。コストは鋼の種類、キャビティの数、精度のレベルによって大きく異なります。
金型鋼の基本価格はコストの中でどのような役割を果たしますか?
- P20 プリハードン スチール:コストは 8,000 ドルから 15,000 ドルで、最大 100,000 ユニットの耐久性があり、主に限定生産に使用されます。
- H13 硬化鋼:価格は 20,000 ドルから 40,000 ドルで、寿命は 100 万サイクルを超え、主に中規模から大規模の生産に使用されます。
- ステンレス鋼:ベーススチールより 30% ~ 50% 高価で、主に医療および食品の部品に使用されます。
キャビティ数と金型の複雑さに応じた価格設定
- シングルキャビティ金型:最低 $5,000 の基本設計。限定生産または大型部品に適しています。
- キャビティ金型:単一キャビティ金型と比較して、単価が 18,000 ~ 35,000 ドル削減されます。
- 8+ キャビティモールド: $50,000+、非常に複雑で、大量の電子部品に最適です。
公差と表面仕上げ精度に基づくコスト階層
| 表面仕上げ・公差等級 | コスト変動 | 該当するシナリオ |
| SPI-C (テクスチャードサーフェス) | 基本価格 | 一般産業部品 |
| SPI-B(半光沢面) | +15%-20% | 家庭用電化製品の筐体 |
| SPI-Aタイプ(鏡面研磨) | +40%-60% | 光学グレードのコンポーネント、ハイエンド家電製品 |
| 公差 ±0.05mm vs ±0.1mm | +25% 処理コスト | 精密機械部品 |

図 2: 射出成形金型のコスト要素 (鋼材、機械加工、設計など) を一般的な割合の範囲とともに詳細に示した棒グラフ。
材料の選択はプラスチック射出成形のコストにどう影響しますか?
材料費は射出成形価格の 30% ~ 60% を占めます。の要件を満たします。 ASTM D1238:2022規格。 2026 年には、汎用プラスチックの価格は 1 キログラムあたり 1 ~ 3 ドル、エンジニアリング プラスチックの価格は 1 キログラムあたり 4 ~ 15 ドルとなり、特殊添加剤には 10 ~ 30% の追加料金が発生する予定です。
*一般プラスチックとエンジニアリングプラスチック:価格と適用シナリオ
| プラスチックタイプ | 価格帯(kg) | 対象製品 |
| PP/PE | 1.2~2.5ドル | 工業用パレット、一般住宅 |
| ABS/PC | 2.8~4.5ドル | 家電製品の筐体、小型構造部品 |
| PA66/PC+ABS | $4.5-8.0 | 産業用歯車、自動車用小型構造部品 |
| ピーク/LCP | 50~120ドル | 航空宇宙、ハイエンド医療用精密部品 |
添加剤とマスターバッチの隠れた価格上昇
- 30% ガラス繊維強化:材料コスト +20%-35%、これは折り畳み強度と温度耐性能力の方法です。
- 難燃性 UL94 V-0:原材料のコスト +25%-40%、防火の要件です。
- カスタムマスターバッチ: 500 ~ 1,500 ドルのカラーマッチング料金 + 0.20 ~ 0.50 ドル/kg のプレミアム。
スクラップ率と材料利用率
- コールド ランナー金型:スクラップ率 15% ~ 25%、金型コストは低いですが、廃棄物が多くなります。
- ホット ランナー システム:スクラップ率 <5%、追加の金型コストとして 4,000 ~ 12,000 ドルが必要です。
ケーススタディ:自動車用ワイヤリング ハーネス ブラケットのホット ランナーにより、材料が年間最大 18,000 ドル節約されました。生産量が多いため、追加投資を迅速に回収できます。

図 3: ピンク、緑、黄色などのさまざまな色のプラスチック ペレットを満たした小さなガラスのボウルが青い表面に配置されています。
プロセスパラメータはプラスチック射出成形のコストにどのような影響を与えますか?
射出成形プロセスパラメータコストに直接影響します。たとえば、サイクルタイムが 1 秒短縮されると、100,000 ユニットあたり 2,000 ~ 3,500 ドルが節約されます。機械トン数の選択を誤ると、エネルギー消費量が 30% ~ 50% 増加します。一方、プロセスの最適化により、 10% ~ 20% の範囲でコスト削減が可能になります。
100,000 個の量産の価格は、射出成形プロセスのパラメーターの組み合わせに大きく依存します。
以下は 2026 年の実際の業界データの概要であり、パラメータがコストに与える影響を明確に示しています。
| 噴射サイクル(秒) | 機械トン数(トン) | 収率 (%) | 機械の人件費 (ドル/時間) | 100,000 ユニットの総人件費 ($) | スクラップロス ($) |
| 25 | 100 | 98.5 | 55 | 3888.89 | 1650 |
| 30 | 100 | 98.5 | 55 | 4666.67 | 1650 |
| 30 | 300 | 98.5 | 100 | 8333.33 | 1650 |
| 30 | 300 | 95 | 100 | 8333.33 | 5000 |
| 35 | 500 | 95 | 170 | 16944.44 | 5000 |
| 40 | 500 | 92 | 170 | 18888.89 | 8500 |
サイクルタイム: 目に見えない利益の損失
- 冷却時間はサイクル タイム全体の 50% ~ 80% を占めるため、当然、最適化に重点を置く必要がある主要領域の 1 つになります。
- 例: 産業用ファンブレードの冷却水経路をより効率的にすることで、サイクルタイムが 45 秒から 38 秒に短縮され、年間 22,000 ドルの節約がもたらされました。
射出成形機のトン数とエネルギーコスト
さまざまなトン数レベルの機械の時間料金は非常に異なり、これもユニットあたりの価格に直接影響します。
- 100 トンの機械:時給 45 ~ 65 ドル、小さな部品に最適です。
- 300 トンの機械:時給 85 ~ 120 ドル、中型の構造部品に適しています。
- 500 トンの機械:時給 140 ~ 200 ドル、主に大型射出成形部品。
必要な機械トン数が少なくなるように製品設計をやり直すと、ユニットあたりのコストを低く抑えることができます。
歩留まり: 1% の差は 10,000 個を意味します
- 95% の歩留まり率と比較して、98% の歩留まり率は100,000 ユニットあたり 3,000 ユニット多く廃棄されることを意味し、これにより材料だけでなく労働力の無駄も発生します。
- 統計的工程管理 (SPC) システムは 5,000 ~ 15,000 ドルで導入でき、スクラップ率を 2 ~ 4 パーセント ポイント削減できる可能性があります。
年間生産量はプラスチック射出成形のコストにどのように影響しますか?
年間生産量は、金型設計の選択の指針となります。 2026 年の数値:生産数が 1,000 個未満の場合は 3D プリンティングまたはアルミニウム金型が使用され、生産量が 100,000 個を超える場合は多キャビティ硬化鋼金型が使用されます。
より正確な数値を得るには、プラスチック射出成形コスト計算ツールを使用できます。
規模の経済
単価は主に金型の償却によって影響されます。以下にいくつかの事例データを示します。
- 1,000 ユニットの場合:金型償却 $15/ユニット + 生産 $5/ユニット、総ユニットコスト $20。
- 50,000 ユニットの場合:金型償却 $0.30/ユニット + 生産 $1.20/ユニット、総ユニットコスト $1.50。
最小注文数量 (MOQ) の価格設定ロジック
- アルミ金型MOQ: 1,000~5,000個、試作や小ロット展開に最適です。
- 鋼金型MOQ: 10,000個以上、成熟した製品の量産に最適です。
- 橋渡し戦略:まずは試作からアルミ金型、 検証後に鋼製金型にアップグレードすることで、リスクを軽減します。
段階的な価格戦略
射出成形業界では、生産量に基づいた段階的な価格設定が採用されています。たとえば、電子機器のケースの場合は次のようになります。
- 10,000 ~ 10,000 ユニット: 2.85 ドル/ユニット
- 10,000 ~ 50,000 ユニット: 1.92 ドル/ユニット
- 5,000 ~ 200,000 ユニット: 1.28 ドル/ユニット
推奨事項:総需要を固定し、最も高い段階の価格で交渉し、バッチで注文して資本とコストのバランスをとります。
製品の年間生産量に基づいて最適な調達および生産戦略を策定したいと思いませんか? JS Precision の射出成形ボリューム価格のケーススタディを検討して、お客様のニーズに合わせたコスト管理ソリューションを見つけてください。
設計は最終的なプラスチック射出成形コストにどのような影響を与えますか?
製品設計は射出成形コストの 70% を占めます。たとえば、ABS/PC 製品の壁厚を 0.5 mm 減らすと、12% ~ 18% のコスト削減になります。コスト計算ツールを使用してコストを見積もることができます。
製造および組立のための設計 (DFM)
- DFM 分析料金: $800 ~ 2,500、初期段階で製造上の欠陥を発見できます。
- 典型的な問題:抜き勾配の欠如、不規則な肉厚、補強のための非常に厚いリブ。
- 例:モーター エンクロージャの DFM 修正後、金型費用は 33,500 ドルに下がり、サイクル タイムは 8 秒短縮されました。
肉厚、リブ、抜き勾配の設計仕様
- 理想的な壁の厚さ ABS/PC素材: 1.5 ~ 3.5mm、0.5mm ごとに冷却時間は 30% 増加します。
- 収縮マークを防ぐために、リブの厚さは公称肉厚の 50% ~ 60% に保たれます。
- 抜き勾配角度を 1 変更すると、吐出力が 15% 減少するため、吐出白化の可能性が低くなります。
部品統合の経済学
部品の統合によりコスト効率が向上。産業用制御盤は12個の部品から4個の部品になり、総コストは28%削減されました。

図 4: 白い背景に配置された、さまざまな穴、スロット、輪郭を備えた、精密に機械加工された黒色の金属部品の集合。
二次加工はプラスチック射出成形の価格にどれくらい追加されますか?
二次加工により全体のコストが20%~80%上昇する可能性があります。スプレー塗装は 1 個あたり安くて 0.30 ドル、高くても 1.50 ドル、超音波溶接は 1 個あたり 0.15 ドルから 0.60 ドルかかりますが、自動化によりコストは 30% 削減できます。
表面処理の実費
- 単色スプレー塗装: $0.40-1.20/個+治具代$800-2,000。
- スクリーン印刷/パッド印刷: 0.15 ~ 0.45 ドル/枚 + スクリーン料金 150 ~ 400 ドル/色。
- レーザーマーキング: 1 個あたり 0.08 ~ 0.25 ドル、治具代はかかりませんが時間がかかります。
組立工程コスト
- 超音波溶接:装置 6,000 ~ 15,000 ドル、1 個あたり 0.10 ~ 0.30 ドル。
- 手動組み立て: 0.50 ~ 1.50 ドル/個、少量のバッチや複雑な組み立てに適しています。
- 自動組立: 50,000 個以上の場合、装置は 30,000 ~ 80,000 ドルより経済的です。
梱包と物流の最終段階
- 標準パッケージ: 0.05 ~ 0.20 ドル/個、一般産業部品に適しています。
- 特殊パッケージ: 0.30 ~ 0.80 ドル/個、精密電子部品に適しています。
- 物流:海上輸送コストと航空輸送コストの差は5〜10倍あり、総コストの一部として考慮する必要があります。
プラスチック射出成形で見落とされがちな隠れたコストとは何ですか?
隠れたコストは非常に見落とされやすく、気づかないうちに総コストが 15% ~ 25% 増加する可能性があります。これらの費用の一部は、 金型メンテナンス料金、設計変更料、認定試験料など。
金型メンテナンスの長期予算
金型は作業器具であるため、定期的なメンテナンスが必要です。予想される費用の詳細は次のとおりです。
- 100,000 ~ 200,000 サイクルごと:研磨メンテナンス $500 ~ $1,500。
- スライダー/イジェクターの交換: 1 個あたり $800 ~ $2,500。
- 提案:最初の金型コストの 8% をメンテナンス資金として毎年確保しておいてください。
設計変更にかかる実際のコスト
金型の設計を変更すると金型も変更する必要があります。コストは変更の大きさによって異なります。
- 簡単な 3D データ修正のみ: 1 回あたり $300 ~ $800、オープニングは不要です。
- キャビティ溶接/再機械加工: 1 か所あたり 1,500 ~ 4,000 ドル。
- 金型完全リメイク:新規金型価格の40%~70%。
認証とコンプライアンスにかかるコスト
認定要件は地域によって異なります。主な試験費用は以下の通りです。
- UL 認証: 3,000 ~ 8,000 ドル (北米市場の場合)。
- FDA テスト: 2,500 ~ 6,000 ドル (食品と接触する用途の場合)。
- RoHS/REACH レポート:材料あたり 800 ~ 1,800 ドル (EU の場合)。
- PPAP ドキュメント パッケージ: 1,500 ~ 4,000 ドル (工業用大量生産の標準要件)。
隠れたコストを予測し、包括的な予算を作成するには、JS 精密射出成形プロジェクト コスト ホワイト ペーパーをダウンロードして、コスト構造と予算編成テクニックを完全に理解してください。
JS Precision のケーススタディ: 自動車用センサー シェルにより総コストを 27% 削減できる方法
ある自動車部品サプライヤーは、年間 80,000 個の圧力センサー ハウジングの生産を求めていました。まず、クライアントは3社から見積もりを取りました。価格の問題から、クライアントは最終的に JS Precision との提携を選択し、プロセス全体を最適化することで大幅なコスト削減に成功しました。
プロジェクトの初期の困難
お客様には 3 つの重要な見積もりが提示されました。
- 見積 A (現地最低価格): 金型 $31,000、$2。 1個あたり15個。
- 見積 B (最初の JS 精度見積): 金型 $42,000、$1。 1個あたり62個。
- 見積書 C (ヨーロッパ/アメリカ): 金型 58,000 ドル、1 ドル。 1個あたり45個。
クライアントは見積書 A を最も気に入っていましたが、品質の問題と量産サイクルについて心配していました。 JS Precision エンジニアリング チームとクライアントは、設計レビューを通じて、元の設計における 3 つの主要なコスト障壁を発見しました。
- 壁の厚さが不均一 (1.2mm ~ 3.8mm) であると、冷却が不均一になり、サイクル時間が 45 秒を超えます。
- 4 つのスナップフィット位置に 8 つのスライダーが必要なため、金型は非常に複雑になります。
- 非常に厳しい公差 (0.03mm) ですが、実際に機能的に必要なのは 0.08mm だけです。
カスタマイズされたソリューション
JS Precision エンジニアリング チームは、この問題を解決するための 3 段階の最適化計画を最初に提案しました。
1. デザイン修正:
肉厚を2.3mm±0.2mmに抑え、サイドコア抜き方式の採用によりスライダーの数を8枚から2枚に減らし、金型構造の簡素化にもつながりました。
2.金型設計:
金型のコストと寿命のバランスを保つために、局部熱処理を施した1 アウトレット 2 キャビティの P20 鋼製金型が選択されました。
3. プロセスの最適化:
ホット ランナーとシーケンシャル バルブ制御を組み合わせて材料利用と生産効率を向上させ、推定サイクル タイム 28 秒と歩留まり 98.5% を実現しました。顧客は解決策に同意し、金型の実現可能性分析とデータ修正のために 2,800 ドルを支払いました。
プロジェクトの最終結果
量産時の実績値は予測をさらに上回りました。
- 完成した金型の価格は $36,800 で、最初の B 見積もりより 12% 安くなりました。
- 実際の射出成形サイクル時間は 26.5 秒で、ソリューションの期待よりもさらに優れていました。
- 生産単価は 1.48 ドル (年間生産量 80,000 個) でした。
プロジェクトの初年度の総支出: 36,800 ドルに 1.48 ドルを掛けて 80,000 ユニットを掛けたもので、155,200 ドルに相当します。一方、当初提案されたプラン A の推定総コストは 203,000 ドルでした。したがって、JS Precision オプションにより、クライアントは 47,800 ドルを節約でき、総所有コストが 23.5% 削減されます。
射出成形プロジェクトでも高コストや無理な設計などの問題が発生した場合は、製品要件と図面を JS Precision に提出してください。最適な制御を実現するためのコスト削減計画をカスタマイズします。 プラスチック射出成形コスト。
よくある質問
Q1.プラスチック射出成形の部品あたりのコストはいくらですか?
プラスチック射出成形の一般的な単価は、材料、サイズ、年間生産量に応じて、0.05 ドルから 15.00 ドルまで変動します。 100,000 ユニットを超える生産の場合、単価は0.15 ドルから 1.50 ドルまで低くなります。
Q2.プラスチック部品の典型的な金型コストはいくらですか?
プラスチック部品の金型の価格は3,000 ドルから 100,000 ドル以上の間ですが、主流の工業用部品の金型は通常 15,000 ドルから 45,000 ドルの範囲です。高品質の鋼金型は 500,000 ~ 1,000,000 サイクルに耐えることができます。
Q3.プラスチック射出成形コストを削減するにはどうすればよいですか?
Q4.射出成形の最低発注数量はいくらですか?
通常、アルミニウム射出成形金型の最小注文数量 (MOQ) は 1,000 ~ 5,000 個、スチール金型の場合は 10,000 個から始まります。 JS Precision は、MOQ を配分するために混合注文を快適に処理できるため、小ロット生産の負担が軽減されます。
Q5.中国で射出成形金型を作るのにどれくらいの費用がかかりますか?
中国の射出成形金型のコストは、ヨーロッパやアメリカのコストのわずか 30% ~ 50% です。中程度の複雑さの工業用金型の価格は 18,000 ~ 35,000 ドルで、精度と耐久性のバランスが取れています。
Q6.射出成形は少量生産では高価ですか?
小ロット (5,000 個未満) の射出成形では、ユニットあたりのコストが高くなります。アルミモールドまたは 3D プリントブリッジを使用することをお勧めします。 JS Precision は、迅速な小バッチ生産オプションを提供します。
Q7.部品の複雑さは金型コストにどのように影響しますか?
製品の複雑さは、金型コストを増加させる重要な要因です。たとえば、スライダーやリフトを追加すると、金型コストが 3,000 ~ 8,000 ドル増加する可能性があります。
Q8.材料費は部品価格にどれくらい影響しますか?
材料費は、単一の射出成形部品の価格の約 30% ~ 60% を占めます。エンジニアリングプラスチックのコストは、汎用プラスチックの2〜5倍です。
まとめ
プラスチック射出成形のコストはいくらですか?この質問は、金型の設計、生産量などを考慮した場合にのみ意味を成します。本質は長期的な総所有コストの管理であり、管理には適切なソリューションの選択が不可欠です。 プラスチック射出成形のコスト。
次の射出成形プロジェクトを開始する準備はできていますか? 3D 図面を JS Precision 社に送信していただければ、当社のエンジニアが 24 時間以内に DFM 分析レポートと詳細なコスト内訳見積もりを提供します。これには、コストがいくらかかるかだけでなく、お金がどこに費やされ、どこに最適化できるかも示されます。
JS Precision を中国製造業の信頼できるパートナーにして、市場競争に勝つのを支援します。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

