

プラスチック射出成形サービス複雑なプラスチック部品の大量生産の基本的なサポートを提供します。
複雑なプラスチック部品が量産中に寸法のずれ、反り、組み立ての失敗などの問題に遭遇した場合、従来の射出成形法では通常、コストを管理しながら機能要件を満たすのが困難です。
ほんのわずかな公差の偏差でも、プロジェクト遅延のリスクを引き起こし、金型のやり直しコストが発生する可能性があります。
購買エンジニアにとって、初期設計段階からサポートを提供できるだけでなく、プロセス能力を通じてプロジェクトの成功を保証できるプラスチック射出成形サービスを見つけることは非常に重要です。
主要な回答の概要
| 問題領域 | コアチャレンジ | 主要なソリューション | 期待される効果 |
| 公差設定 | 非常に厳しい公差を盲目的に追求するだけでは、多大なコストがかかります。 | 機能指向の公差の割り当てと製造可能性の分析。 | 機能とコストのバランスを考えましょう。 |
| 重大なリスク | 半結晶材料の収縮率は、温度の変化により大きく変化します。 | アモルファス材料を選択するか、正確な金型温度制御を適用します。 | 部品の寸法を安定させ、嵌合不良を防ぎます。 |
| 反り制御 | 非対称構造の冷却差は、変形の主な原因の 1 つです。 | 反変形補償設計と組み合わせた場合の金型温度ゾーニング制御。 | 「バナナ」のような反りを取り除き、部品の平坦性を保証します。 |
| プロセス能力 | 圧力変動は、バッチごとに寸法が変化する原因の 1 つです。 | 全電動射出成形機+閉ループ圧力制御。 | バッチの一貫性だけでなく、バッチ内の一貫性も実現します。 |
重要なポイント
- 設計は最大値を設定します:
金型の製造前に製造性評価を実行し、適切な公差を指定すると、最終的な寸法問題の 70% 以上を防ぐことができる場合があります。言い換えれば、リスクを事前に回避し、後の手戻りコストを軽減することです。
- プロセス保証は最小値を設定します。
ハイになりたいなら精密プラスチック射出成形となると、電動射出成形機と1%の精度で金型キャビティ圧力を制御する必要があり、要するに、最低限の精度を保つために特殊な装置を使うということになります。
- 材料 = リスク:
精密部品を製造する場合、主材料として非結晶材料を使用すると、収縮変動に伴うリスクが大幅に軽減されます。要するに、適切な材料を選択すれば、寸法リスクを半減できるということです。
プラスチック射出成形サービスを選ぶ理由JS 精密制御による複雑な部品の公差
複雑なプラスチック部品を大量に製造すると、寸法のずれ、反り、組み立ての失敗などの問題が避けられずに発生します。これらの問題により、余分な金型の再加工コストが発生するだけでなく、プロジェクト サイクルが時間的に遅れ、通常は避けられる損失が発生します。
まず、適切かつ厳選された高品質のプラスチック射出成形サービスにより、部品の機能の実現と生産コストの制御の最適なバランスを見つけることができ、それによってロスが大幅に削減され、量産効率が向上します。
JS Precision は精密プラスチック射出成形に重点を置いており、お客様の特定の要件を満たす高度にパーソナライズされたサービスを提供できます。同社は長年にわたり、自動車、エレクトロニクス、医療業界の信頼できるパートナーとして、複雑な部品の最も困難な公差管理問題の解決を支援してきました。
私たちと協力すると、次のことを遵守する専門家の支援が得られます。 ISO 294-2:2018規格。
これにより、金型の最低 100 万回の生産サイクルが保証されるため、金型の交換頻度が大幅に減少し、公差管理精度 0.01 mm を達成できるため、寸法の偏差から生じる生産リスクを防ぎ、長期的な運用コストを削減できます。
たとえば、自動車部品の顧客の 1 つは、スクラップ率が 12% で、主に POM ギアボックス ハウジングの歪みの問題により、単価が 3.20 ドルと非常に高かったです。これは収益性に大きな悪影響を及ぼしました。
しかし、JS Precision のプラスチック射出成形サービスを通じて、この顧客は状況を打開することができました。スクラップ率は 0.8% に下がり、単価は 0.50 ドル下がり、月々のコストは直接 50,000 ドル削減されました。
はい、信頼できるプラスチック射出成形サービスを選択すると、公差管理のリスクを回避し、プロジェクトのサイクルタイムを短縮し、生産コストを削減し、その結果としてあらゆる投資を最大限に活用できるという利点があります。さらに、当社のサービスは、大量生産を成功させるために必要なすべてのサポートを提供します。
複雑な部品の公差問題に悩んでいる場合は、当社のエンジニアに無料のプラスチック射出成形公差の実現可能性評価を依頼して、プロジェクトの成功への第一歩を踏み出しましょう。
公差が厳しい複雑な部品のプラスチック射出成形サービスが難しいのはなぜですか?
プラスチック射出成形は、厳しい公差要件を持つ複雑な部品に関しては非常に困難なサービスです。その主な理由は、プラスチック射出成形が体系化されたエンジニアリングプロセスであり、部品の複雑さがプロセス制御の困難につながるためです。
薄い壁と厚い壁の共存やマルチスライダー構造など、複雑な部品の幾何学的矛盾により、不均一な溶融充填や残留応力集中が発生する可能性があります。 につながる予測できない反りそして寸法のズレ。
これが、このような部品のプラスチック射出成形サービスが困難である主な理由です。
幾何学的矛盾による不均一なメルトフロー
部品に 1 mm 未満の薄い壁と 4 mm を超える厚い壁の両方がある場合、メルト フロー抵抗の差は非常に大きくなります。
厚い壁の領域が最初に充填されますが、当然のことながら、薄い壁の領域には充填不足や過剰な加圧が発生し、その結果直接的な寸法偏差が生じます。
それは、異なる直径の水道管に水を入れようとするようなものです。幅の広いパイプはよく流れ、最初に満たされますが、狭いパイプは詰まり、充填が困難になり、パイプの両端で水の量が不均一になります。部品に関しては、寸法の誤差が生じます。
残留応力による経年変化と寸法変動
複雑なスライダー構造と非対称形状により、かなりのレベルの残留応力が生成されます。
この応力は、脱型後または使用中に時間の経過とともにゆっくりと解放され、スナップフィットや組み立て穴などの重要な機能寸法の制御不能な変化を引き起こし、製造上の欠陥を引き起こします。
高精細な形状のプラスチック射出成形公差はどのように決定されるのですか?
場合によっては、公差を厳しくすることが最善ではない場合もあります。部品のフィーチャーの成形能力に応じて公差を設定する必要があります。フィーチャーに基づくアプローチを使用する必要があります。さらに、以下を参照する必要があります。 ISO 2768-1国際規格。
何も考えずに極端な公差を達成しようとすると、生産コストの大幅な高騰につながります。
主要な機能的寸法と非必須の構造寸法を区別する:
一方では、エンジニアと顧客は、アセンブリインターフェースや嵌合面などの主要な機能寸法(たとえば、0.02mm)を厳密に制御するために長期的に共同計画を立てますが、他方では、機能とコストの観点から、重要でない寸法についてはそれほど厳密ではない公差(たとえば、0.1mm)が許容されます。
高流量対長さの比分析によるマイクロフィーチャー公差の逆表示:
リブ幅が 0.5 mm 未満の微細フィーチャーの場合、JS Precision は高流量対長さの比 (L/T) 解析を採用します。 L/T > 150 の場合は、金型公差を無理に厳しくするのではなく、公差を緩和するか、構造を最適化することをお勧めします。
見積段階での製造可能性に関するフィードバックの提供:
金型の製造後、JS Precision エンジニアリング チームは製造可能性の説明レポートを発行し、公差のリスク ポイントを指摘し、顧客が機能とコストのバランスをとるのに役立つ方法として最適化の提案を提供します。
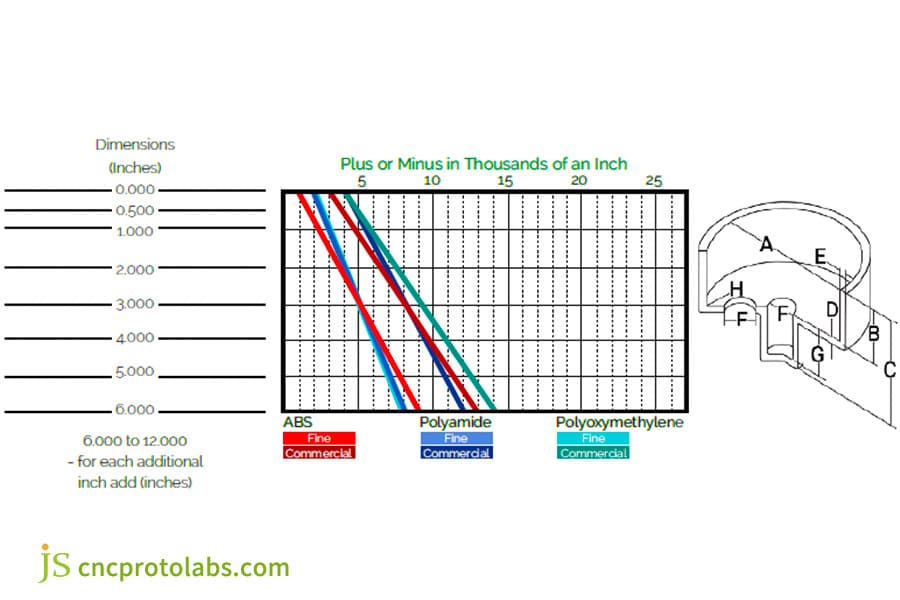
図 1: プラスチック部品の断面図と並べて、さまざまな材料と寸法のプラスチック射出成形公差をリストした表。
プラスチック射出成形材料における材料関連の公差リスクを管理するにはどうすればよいですか?
プラスチック射出成形材料部品の寸法安定性に直接影響します。間違った材料や加工を選択すると、重大な公差の問題が簡単に発生する可能性があります。非結晶性材料 (PC、ABS など) の使用を強調することは、収縮の変動を最小限に抑える 1 つの方法です。
一方、半結晶材料を選択した場合は、2 つの金型温度制御と後処理のアニーリングにより寸法安定性が保証されます。
| 材質名 | 収縮率(%) | 金型温度範囲 (°C) | 適用公差(mm) | 単価 (USD) | 該当するシナリオ |
| パソコン | 0.4~0.7 | 80-120 | ±0.02~0.05 | 1.2~1.8 | 精密電子ハウジング |
| ABS | 0.5~0.8 | 60-90 | ±0.03~0.06 | 0.9~1.5 | 自動車内装部品 |
| POM | 1.5~2.0 | 80-100 | ±0.04~0.07 | 1.5~2.2 | 精密ギアとベアリング |
| PA66 | 1.2~1.8 | 80-110 | ±0.03~0.08 | 1.3~2.0 | 機械構造部品 |
| 電源ユニット | 0.4~0.6 | 100-130 | ±0.02~0.04 | 2.0~2.8 | 医療用精密部品 |
寸法安定性に基づいた材料選択戦略
精密なフィッティングが必要な部品には、金型の温度変化による収縮率 (0.4% ~ 0.7%) の影響が少ない非結晶性材料 (PC ABS PSU) が推奨されます。
半結晶材料(POM、PA66)をご検討の場合は、金型温度変化5による収縮率変化0.1%~0.3%の寸法リスクを明示させていただきます。
正確な温度調整と半結晶材料のさらなる処理
JSプレシジョンでは、POMやPA66などの精密部品の製造において、材料の結晶性を安定させ、部品の寸法を一定にし、量産時の部品の安定性を長期間維持するために、±2℃の正確な金型温度制御と材料の一次加工後のアニーリングを行っています。
複雑な部品の真の精密プラスチック射出成形を定義するプロセス能力は何ですか?
真の精密プラスチック射出成形の核心となるのは、高精度制御と閉ループ圧力システムを備えた完全電動射出成形機を使用し、材料の収縮と金型温度の変化を補正することで、複雑な部品の寸法安定性を確保します。
全電動式射出成形機の動的応答の利点
すべての電動射出成形機の射出速度応答時間は 10ms 未満であり、50ms を超える油圧プレスよりもはるかに優れています。この機能により、溶融物の充填速度を素早く変更することができ、材料不足や内部応力の防止に役立ちます。
1 bar の保持圧力精度により、バッチ間の寸法変動を軽減できます。
クローズドループキャビティ圧力制御
各金型キャビティには圧力センサーが取り付けられています。閉ループ システムは射出圧力パラメータと保持圧力パラメータを可変に変更し、キャビティ圧力の変動を 1% 以内に保ちます。
このようにして、材料の粘度や金型温度の変化による寸法の偏差を補正し、寸法を維持することができます。 プラスチック射出成形品一貫性。
言い換えれば、あたかも金型キャビティに「スマート温度計」が備え付けられているようなもので、圧力変動が発生するたびにそれを追跡することができます。万が一規格から逸脱した場合でも自律的に調整することで、各作品の成形環境を完全に均一にし、「一部が良くて一部が不良」という事態を排除します。
安定した精密プラスチック射出成形が必要ですか?大量生産において安定した寸法性能を確保するための無料の閉ループ圧力制御プロセス ソリューションについては、当社のエンジニアにお問い合わせください。
カスタムプラスチック射出成形サービスは、非対称部品の反りの問題をどのように解決しますか?
反りは一般に欠陥とみなされます。この問題は、複雑な部品に精密プラスチック射出成形が使用されるときに必ず発生します。
非対称部品の場合、プロセスを変更するだけでは問題を完全に解決するのに十分ではありません。問題の主な原因を解明するには2 つの中核となる金型設計方法が不可欠です。
ゾーン別金型温度制御設計
一般に、非対称部品の場合は、ゾーン化された加熱/冷却回路が使用されます。
収縮差の大きい部位を独立した温度(例えば補強リブ側90℃、平滑側60℃ )で管理することで冷却速度を確実に同期させ、不均一な収縮による反りの低下に貢献します。
逆変形補償設計を備えたモールドキャビティ
モールドフロー解析を行うことで、反りの方向や大きさを予測することができます。したがって、逆幾何学的補償が金型キャビティに埋め込まれています。このようにして、脱型後の材料の弾性回復によって部品を平らな部品に変形させることができ、反りの問題を完全に解決します。
簡単に言えば、変形しやすい部分を「事前補正」しているようなものです。脱型後に片側に反ることがわかっているため、金型キャビティは反対方向に事前に補正されているため、変形後に平坦に戻り、その後の手直しは必要ありません。
部品の反りの問題でお困りですか?部品図面を提出してください、また、プラスチック射出成形サービスのニーズを満たすために、無料の金型流動解析を提供し、変形防止補償金型設計をカスタマイズします。
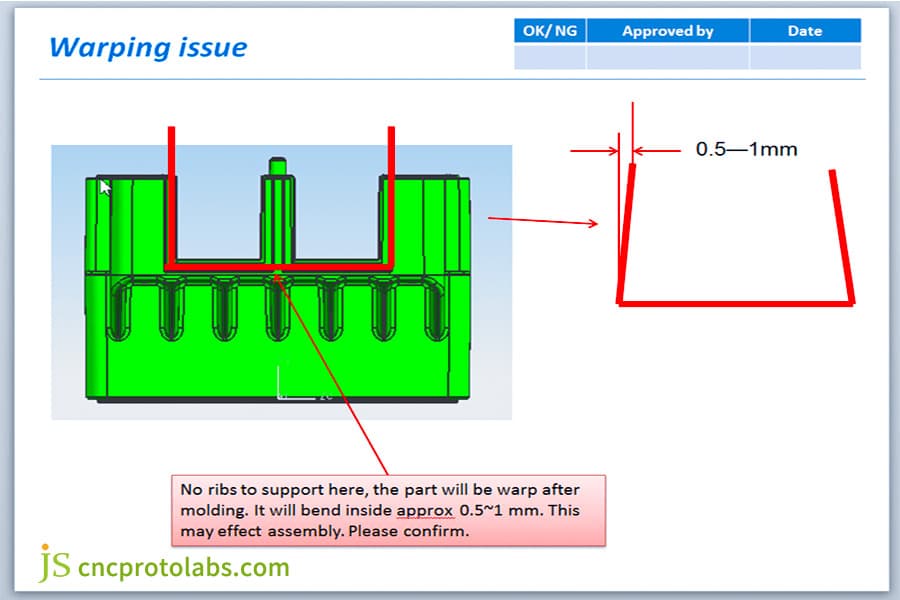
図 2: 非対称射出成形品の反りを分析した技術図。0.5 ~ 1 mm のたわみ領域とリブ サポートの不足による原因が強調されています。
カスタムプラスチック射出成形サービスの信頼できるプロバイダーを定義する特徴は何ですか?
高品質のカスタムプラスチック射出成形サービスの核となるのは、完全な電動射出成形機を所有するだけでなく、設計側の製造可能性分析を実行し、材料リスク警告を発し、プロセス金型の共同最適化を実行するエンジニアリングのノウハウも備えたサプライヤーです。
設計段階でのエンジニアリング介入
一流のカスタムプラスチック射出成形サービスプロバイダーは、製品の設計段階で製造性に関するアドバイスを提供できるため、部品の構造と公差が改善されるだけでなく、金型の修正後の修正段階から修正前の予防段階に移行することができ、結果としてリスクが軽減され、コストが削減されます。
オファープロセスパラメータの透明性と品質レポート
確立されたカスタムプラスチック射出成形サービスは、常に最初の製品検査および CPK 分析のレポートとともにプロセスパラメータの記録を提供するため、生産データの透明性が確保され、顧客の信頼が構築されます。
フロントエンドとバックエンドのサポート機能が完成
頼もしいカスタムプラスチック射出成形サービス金型製作、射出成形から二次加工までのワンサービスソリューションを提供します。これにより、お互いを責め合うリスクや、サプライヤーの引き継ぎによるコミュニケーションコストがなくなり、作業が効率化されます。
さまざまなカスタム プラスチック射出成形サービス プロバイダー間の機能のばらつきは、プロジェクトのコスト、変更、および入手する製品の数に影響を与える可能性があります。
以下は、適切なパートナーを迅速に選択するのに役立つ、さまざまな種類のサービス プロバイダーの中核機能と顧客メリット データの比較です。
| サービスプロバイダーの種類 | 設計関与能力 | プロセスの透明性 | フロントエンドとバックエンドのサポート機能 | 試作成形コスト削減 | クライアントプロジェクトのリスク率 |
| ハイエンドのプロフェッショナル サービス プロバイダー (例: JS Precision) | 設計段階で製造可能性に関するフィードバックを積極的に提供します。 | 完全なプロセスパラメータとCPKレポートを提供します。 | 金型製作から射出成形、二次加工までワンストップで対応します。 | 30%-50% | ≤3% |
| ミッドレンジサービスプロバイダー | クライアントのリクエスト後にフィードバックを提供します。 | 基本的なプロセスパラメータレコードを提供します。 | 基本的なプロセスパラメータレコードを提供します。 | 10%-20% | 8%-12% |
| ローエンドのサービスプロバイダー | 設計に関与する機能はありません。 | 透過的なプロセスパラメータサービスはありません。 | 基本的な射出成形サービスのみを提供します。 | ≤5% | 18%-25% |
| 小規模ワークショップ型サービスプロバイダー | デザイン関連のサービスはありません。 | プロセスの記録やレポートはありません。 | 単一の射出成形のみを提供し、サポート サービスは提供しません。 | コストの削減はなく、コストの増加さえありません。 | 30%以上 |

図 3: 射出成形機が並び、規模と産業能力を示す現代的な工場内部。
信頼できるプラスチック射出成形サービスで試行錯誤のコストを削減するにはどうすればよいですか?
金型製造前の金型流動解析、金型試作段階での科学的な実験設計、量産パラメータの標準化された転送に依存することで、プラスチック射出成形サービスの試行錯誤コストを系統的に削減し、安定した量産を確保できます。
リスク予測 まずはモールドフロー解析
金型設計段階では、プラスチック射出成形サービスのお客様に徹底した金型流動解析を提供し、ウェルド ライン、エアトラップ、反りなどのリスクを予測して、 金型設計欠陥が少なくなり、金型修理のコストが削減されます。
科学的な試作成形とパラメータウィンドウの研究
科学的な実験計画の助けを借りて、保圧や金型温度などの重要なパラメータがプラスチック射出成形品の寸法に与える影響を体系的に研究し、安定したプロセスウィンドウを見つけて試作成形の回数を減らすことができます。
JS Precision のケーススタディ: 自動車用精密ギアボックス部品の公差管理
次のケーススタディでは、JS Precision が専門のプラスチック射出成形サービスにより、製品の寸法偏差の問題にどのように対処できるかを示します。自動車用精密ギアボックス部品。
直面した課題
当初、自動車部品サプライヤーが月あたり 100,000 個の POM ギアボックス ハウジングを生産していたときに、同社は生産上の課題に直面しました。この重要な伝送部分には 0.1mm の平面度が必要でした(平面度が低いと基板の組み立て不良につながります)。
以前は、この問題により 1 日あたり 2,000 ドルの損失が発生し、プロジェクトが遅延することもありました。
POM ギアボックス ハウジング素材の非対称形状により、ハウジングの片面には高密度のリブが、もう一方の面には平らな面が装備されています。当初、平面度はわずか0.25mmであり、通常のプロセス修正では問題を解決できませんでした。
さらに、スクラップ率 12%、単価 3.2 ドル、金型のわずかな磨耗も状況の要素でした。
解決策:
1. 重要なリスク管理:
POM は半結晶性ポリマーであるため、その結晶化度や収縮率は金型温度に大きく影響されます。金型温度が±5℃変化すると、製品の収縮率が0.2%変化する可能性があり、これが部品の寸法誤差の主な原因となります。
2. ゾーン別金型温度制御:
成形品のリブ側に加熱回路を取り付け、コンフォーマル冷却チャネルを使用することで金型温度を 60℃ から 90℃ に上昇させることができ、冷却温度の差を 3℃ 以下に制限することで平滑側でゾーン制御を設定することができました。
3.変形防止補償設計:
成形機の流動解析により、部品が 0.25 mm の凹状に反っていることが予測された後、キャビティ面側は 0.1 mm の凸状で補正されます。全電動射出成形機のクローズドループ圧力制御 (1% 変動)と合わせて、製品の一貫性が保証されます。
最終結果:
最適化後、部品の平坦度は一貫して 0.06 ~ 0.08 mm (CPK=1.67) に維持され、スクラップ率はわずか 0.8% に減少し、単価は 2.7 ドルで、顧客は毎月 50,000 ドルを節約でき、プロジェクトの遅延はなく、顧客は後に 3 シリーズの部品の生産を当社に委託するだけで、金型寿命は 100 万サイクルを超えます。
精密部品の反りや寸法ズレなどのお悩みにも、お問い合わせカスタムのプラスチック射出成形サービス ソリューションと無料の金型フロー分析レポートを利用して、生産の問題点を迅速に解決できます。
図 4: 白いプラスチック原料顆粒の上に置かれたいくつかの灰色の射出成形部品。
よくある質問
Q1: どの部分の公差が最も経済的ですか?
最も安価な部品公差は 0.05 ~ 0.1 mm です。公差が0.02mmより厳しくなると、金型コストが大幅に上昇し、試作サイクル数も増加するため、手間がかかりません。
Q2: 一日後にパーツの寸法が変わったのはなぜですか?
これは後収縮、つまり残留応力の解放によって起こります。結晶性を安定させ、寸法変化を避けるために、アニーリングが必要です。
Q3: ウェルド ラインが部品の強度に影響を与えるのを防ぐにはどうすればよいですか?
ウェルド ラインの位置は、モールド フロー解析によって予測できます。次に、ゲートを最適化するか、金型温度を上げて、応力がかからない部品の領域にウェルド ラインを移動することができます。
Q4: マルチキャビティ金型の各キャビティ内の部品の一貫性を確保するにはどうすればよいですか?
独立したキャビティ圧力センサー閉ループ制御と組み合わせたホット ランナー バルブ ピン タイミング制御を採用することで、各キャビティ内の充填速度と圧力のバランスが可能となり、成形品の一貫性が実現します。
Q5: サンプルは合格するのに量産が失敗するのはなぜですか?
基本的に、問題は非常に狭いプロセスウィンドウと最適化されていない試作成形パラメータです。科学的な試作を行うことで、安定したプロセスウィンドウの発見につながり、量産時の寸法ズレを防止します。
Q6: 射出成形サービスプロバイダーを選択する際に最も重要な要素は何ですか?
最も重要な要素はエンジニアリング能力であるべきです。つまり、単に基本的な生産を実行する能力を持つのではなく、公差やプロセスのリスクの発生を積極的に防ぐために、設計段階で製造可能性のフィードバックを提供するサービスプロバイダーの能力です。
Q7: 薄肉部品はなぜ材料不足になりやすいのですか?
溶けたプラスチックが薄壁の領域に流入すると、急速に冷却され、流れが非常に困難になります。材料の不足を避けたい場合は、高速かつ高圧の射出成形機と非常に流動性の高い材料が必要です。
Q8: 金型温度は寸法にどの程度影響しますか?
半結晶材料では、金型温度が ±5℃ 変動すると、収縮率が 0.1% ~ 0.3% 変化する可能性があり、これは部品が正確に適合しなくなるのに十分です。
Q9: カスタムプラスチック射出成形プロジェクトの見積もりを取得するにはどうすればよいですか?
JS Precision から公差実現可能性評価と詳細な見積もりを無料で入手できます。部品図面の提出。このプロセスには通常、製造可能性に関するフィードバックと正式なコスト提案の受け取りが含まれます。
まとめ
複雑なプラスチック部品の公差制御は、設計材料の金型とプロセス間のチーム作業です。高精度で一貫性の高いプラスチック射出成形製品には、機能に基づいた公差解析、材料リスク警告、および精密プロセス保証が必要です。
当社のエンジニアリングチームが無料で提供します。 プラスチック射出成形公差実現可能性評価により、プロジェクトの設計から量産までを 1 ステップで行うことができ、時間とコストを節約できます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

