

Plastic injection mold design is the core prerequisite for plastic injection molding production, and many enterprises encounter such problems:
Received two seemingly identical mold quotations, but the prices differ by tens of thousands of dollars. After trial molding, defects were found in the parts and had to be reworked and modified. The root of these problems often lies not in the mold itself, but in the early plastic injection mold design decisions.
This article will demonstrate how through scientific design, up to 20% can be saved cost wise without quality being compromised, which will be a great help for the companies in terms of cost reduction and efficiency improvement in plastic injection molding production.
Key Summary:
Through the optimization of the plastic part design for injection molding, the use of conformal cooling technology, and the selection of scientific materials, it is possible to reduce mold cost by 15-30%, while at the same time, the molding cycle can be shortened by more than 20%.
Proper plastic injection mold design can help reduce scrap and increase production efficiency right at the source.
| Key Factors | Cost Impact | Implementation Methods |
| Implementation Methods | Reduces costs by 15-20% | DFM analysis, wall thickness uniformity |
| Cooling System Design | Shortens cycle time by 20-35% | Conformal cooling channels |
| Material Selection | Saves 15-25% | Performance and cost balance |
Key Conclusions
- Design phase determines 80% of production cost: DFM analysis in planning phase helps in saving mold alteration expense later.
- Cooling system is the major contributor of efficiency: Improvement in cooling design may lead in 15-35% reduction in cycle time.
- Material selection is a tradeoff between performance and manufacturability: Appropriate choice of injection moldable plastics has the potential to cut unit costs by more than $0.01.
Why Trust This Guide? JS Precision's Experience In Plastic Injection Mold Design
Choosing a trustworthy plastic injection mold design guide is one of the initial steps for businesses to reach cost saving and efficiency improvement levels. JS Precision, with a long history of experience in the plastic injection molding industry, is a reliable partner to count on.
We boast a skilled engineering team that has carried out over 100,000 plastic injection mold design projects, providing services to companies in more than 50 countries worldwide, including sectors such as automotive, electronics, and medical.
We always comply with the global standard ISO 13485, guaranteeing that every plastic injection mold design solution is up to industry specifications. ISO 13485:2016 is a fundamental standard at our company in design and production.
In the meantime, we assisted an electronics company in addressing the issue of extremely high mold costs. The company's original plastic injection mold price was as high as $12,000.
After we reengineered the plastic injection mold, plastic injection mold design modifications, and cooling system configurations, the mold cost was lowered by 28%, and the molding cycle was decreased by 32%, thereby the company saving over $50,000 per year in production costs.
It is our deep practical experience that has made us successful to a large extent. We also rely on data driven service as a guarantee of quality.
For instance, we can do DFM analysis in 2 days, locate between five and eight design optimization points, and at the same time give services for mold flow simulation and mold making. After the plastic injection mold design solution has been implemented, the production can start immediately.
We are able to produce almost any kind of plastic injection mold which includes single cavity molds, multi cavity molds with side core pulling. With our professional capabilities we can meet customer needs and at the same time, ease and eliminate the concerns of high end clients about design quality and cost control.
To learn more about our success stories and obtain customized cost reduction strategies for plastic injection mold design, please contact our engineers for a one on one consultation.
What Are The Key Design Factors That Affect The Cost Of Plastic Injection Mold?
Many manufacturers ask why plastic injection mold cost differ so much even when molds appear to be identical. The main reason is the key factors in plastic injection mold design: cavities count, mold steel, and cooling system intricacy. Side core pulling results in larger molds and higher prices.
Number of Cavities and Mold Size
The quantity of cavities is the main factor of plastic injection molds in terms of both cost and production efficiency. For reference, a single cavity mold costs around $3,000-$5 000 meanwhile, a four cavity mold's price can go up to $8,000-$12,000.
Thus, each 10% increment in the mold base size results in a 15-20% increase in price, owing to the extra steel demand and longer processing duration.
The Exponential Impact of Tolerance Accuracy on Cost
Tolerance accuracy causes an exponential rise in plastic injection mold cost: 0. 1mm is the baseline cost, tightening to 0. 05mm adds 15% more cost, at 0. 01mm, which needs EDM processing, the price goes up by more than 50%. High accuracy drastically lengthens machining operations and raises the level of difficulty.
| Tolerance Accuracy | Machining Method | Cost Variation | Applicable Scenarios | Machining Cycle |
| ±0.1mm | Conventional Machining | Baseline Value | Ordinary Plastic Parts | 5-7 days |
| ±0.05mm | Precision Machining | Increase by 15% | General Assembly Parts | 8-10 days |
| ±0.01mm | EDM Machining | Increase by over 50% | High-Precision Parts | 15-20 days |
| ±0.005mm | Ultra-Precision Machining | Increase by over 100% | Medical and Aerospace Parts | 25-30 days |
Internal Mechanism Complexity
The internal machinery of a mold is more complex, so it has a much more direct influence on the cost of plastic injection molds. For example, just a normal slider costs an additional $800-$1200.
On top of that, the hydraulic core pulling mechanism is in the range of $1500-$2500. Both of these not only require extra machining and assembly processes but also demand higher design precision.
Do your parts have unnecessary strict tolerances? Submit drawings for free tolerance manufacturability (DFT) review and cost optimization recommendations.
How To Optimize Plastic Part Design For Injection Molding To Fundamentally Reduce Costs?
Part design accounts for about 60% and more of the cost of plastic injection mold design. Most companies find that they have to pay for more than they expected later on because they didn't optimize their designs at the start.
With measures like maintaining constant wall thickness, incorporating draft angles, and removing complicated features, it is possible to save up to 20-30% in costs right from the beginning.
Wall Thickness Design Principles
The main principle behind a plastic part design for injection molding is a constant wall thickness. Different materials require different thicknesses for optimal performance such as ABS 1. 2-1. 8mm, PP 1.0-2. 5mm, or PC 1. 5-3. 0mm.
- Optimal wall thickness range for ABS: 1.2-1.8mm.
- Optimal wall thickness range for PP: 1.0-2.5mm.
- Optimal wall thickness range for PC: 1.5-3.0mm.
Wall thicknesses exceeding 4mm increase cooling time by 300%, increase the risk of shrinkage marks by 50%, and increase material usage, further driving up costs.
Setting Draft Angles
One of the advantages of correctly setting draft angles is that the mold is less exposed to wear. Also, this reduces the complexity of the design:
If an adequate draft angle is not provided, demolding may become a very difficult operation, which in turn will lead to a significant rise in scrap rates.
Download our Plastic Part Design for Injection Molding Optimization White Paper to obtain detailed design specifications, easily avoid design pitfalls, and reduce costs from the source.
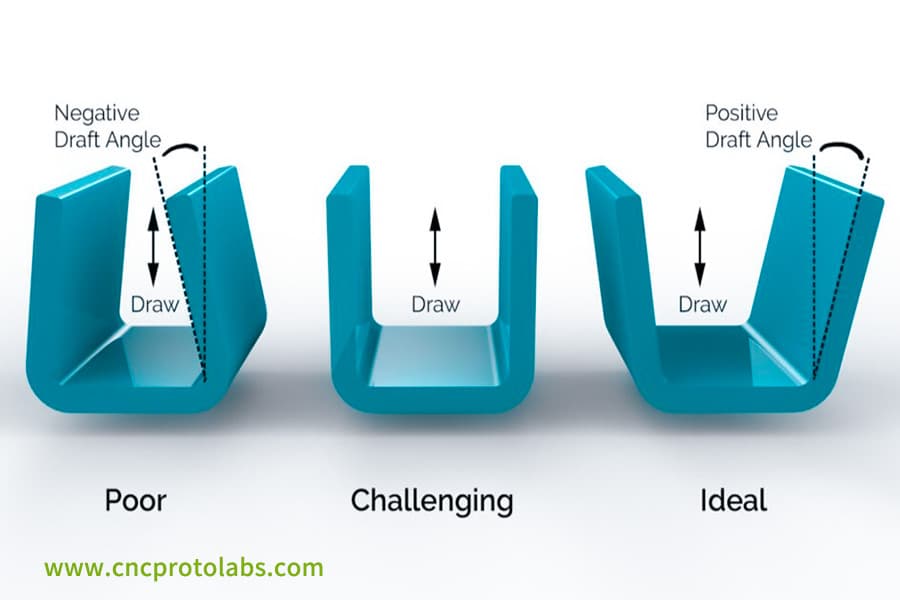
Figure 1: An illustration comparing three types of draft angles (Poor, Challenging, Ideal) for plastic part ejection, with arrows indicating the draw direction.
How To Set Requirements To Lock In The Optimal Plastic Injection Mold Cost?
After you optimize part and mold designs, it is necessary to disclose the annual production quantity, material type, tolerance level, and mold life so that plastic injection mold costs can be accurately determined. This will help in developing economical solutions and also in avoiding extra costs due to subsequent changes.
Different production quantity per year can mean quite different mold types, selections of materials, and their costs. The data below can support companies to set the right requirements and accurately determine the plastic injection mold cost, as well as provide data support for plastic injection mold design.
| Annual Demand (pieces) | Recommended Number of Cavities | Mold Material | Mold Cost (USD) | Annual Maintenance Cost (USD) | Estimated Mold Life (10,000 cycles) |
| Below 10,000 | 1-2 Cavities | Aluminum Mold (Al 7075-T6) | 3,000-5,000 | 150-300 | 5-10 |
| 10,000-50,000 | 2-4 Cavities | P20 Steel | 8,000-15,000 | 400-600 | 20-50 |
| 10,000-50,000 | 4-8 Cavities | H13 Steel | 15,000-30,000 | 800-1,200 | 100-150 |
| 100,000-500,000 | 8-16 Cavities | H13/S136 Steel | 30,000-60,000 | 1,500-2,000 | 150-200 |
| Over 500,000 | 16-32 cavities | S136/420SS steel | 60,000-120,000 | 2,500-3,500 | Over 200 |
Select mold material according to production volume
Cost control lies mainly in choosing the right mold material towards each annual production goal:
Aluminum molds are suitable for annual production of less than 100,000 pieces, their cost is about 50-60% less than steel molds. P20 steel is used for medium requirements, H13 steel is a highly wear resistant material with a lifespan of over 1 million cycles and is generally used for very large scale productions.
- Aluminum molds (Al 7075-T6): Lifespan 50,000-100,000 cycles, cost reduction of 50-60% compared to steel molds, usually the best option for case where annual production less than 100,000 units.
- P20 steel: Lifespan 200,000-500,000 cycles, fairly priced, fits normal demand with annual production 100,000-1 000 000 pieces.
- H13 steel: Lifespan >1 000 000 cycles, hardness HRC 48-52, ideal for high volume production with annual output exceeding 1 million units.
Clearly Define Critical and Non Critical Dimensions
Not all dimensions require high precision. Differentiating between critical and non critical dimensions can significantly reduce tooling costs:
Indicate 3-5 CTQ (Critical To Quality) dimensions with tight tolerance (tolerance within 0.02mm) for assembly requirements, while for non critical areas relax tolerances to 0.2mm, this way cutting machining time by 40%.
Maintenance Cycle Setting
By setting maintenance cycles correctly, you can significantly increase mold life and decrease costs over time:
Mold preventive care every 50,000-100,000 cycles approximately represents 3-5% of annual mold cost however with such preventive allows to increase the life of the mold by half, and also avoids losses related to downtime and reworking.
The Parts Of a Plastic Injection Mold: How Can The Cooling System Help You Shorten The Cycle By 30%?
Parts of a plastic injection mold include core components such as casting, cooling, and ejection. The cooling system is responsible for the majority of the molding time, estimated at 60-75%. Enhancing the efficiency of the cooling system can notably reduce the cycle time, production cost, and also help in achieving the ISO 20457:2018 standard.
Conformal Cooling vs. Traditional Cooling
The fundamental difference between traditional cooling and conformal cooling is that:
- Traditional Cooling: With 25-40mm spacing of the channels, the mold's temperature differences can go up to 10-20°C. This leads to the production of items that are warped and have shrinkage marks.
- Conformal Cooling: The channels can be designed in such a way that they are in harmony with the shape of the product only. In this way, the temperature difference is evened out to 2°C, the amount of warping is reduced by 30-50%, and the cooling time is shortened.
Quantitative Indicators for Cooling Efficiency
Cooling efficiency should satisfy the quantitative criteria: water flow rate 2-3m/s (Reynolds number > 5000) is recommended for consistent cooling, theoretically, a 1 secondless cooling time can result in approximately 100,000 pieces production increment annually with an 8-cavity mold, greatly augmenting capacity.
Besides improving production capacity, the cooling system is also a major factor affecting product quality.
Lowering the mold temperature differential by 5°C could result in the decrease of product internal stress by 20% and the reduction of warping deformation by 15%, a properly managed cooling process may bring about 5-10% higher plastic crystallinity, leading to better mechanical properties and lower scrap rates of the products.
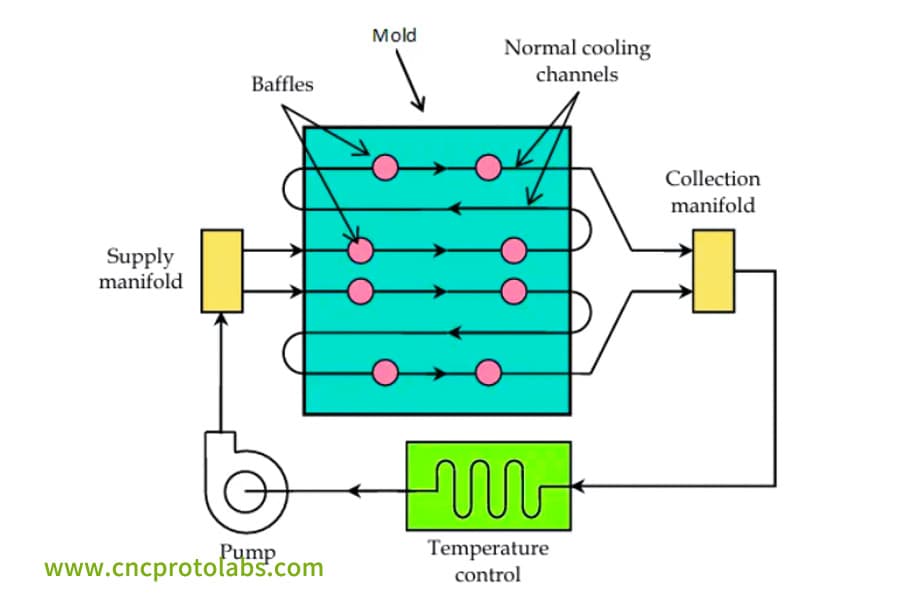
Figure 2: A diagram showing the internal structure of a mold cooling system, including supply/collection manifolds, normal cooling channels, and baffles.
How To Choose The Right Injection Molded Plastics To Balance Performance And Cost?
Choosing the right injection moldable plastics is a must for plastic injection mold design. Materials usually make up 30-60% of the entire part cost. Incorporating shrinkage compensation along with the choice of mold steel can not only help to minimize the cost but also make sure the performance is not compromised.
Material Cost Tiers
| Material Type | Representative Material | Cost (USD/kg) | Applicable Scenarios |
| General Plastics | PP, ABS, HIPS | 1.2-2.0 | General civilian, non-load-bearing parts. |
| Engineering Plastics | PC, PA66, POM | 2.8-4.0 | Industrial, automotive, assembly parts. |
| High-Performance Plastics | PEEK, LCP | 20-100 | Medical, aerospace, high-temperature environment parts. |
Impact of Materials on Mold Life
The characteristics of injection moldable plastics not only impact the degree of mold wear but also influence plastic injection mold cost:
For example, 30% glass fiber reinforced materials will raise the wear rate by 3-5 times, thus necessitating the use of hard steel like H13, on the other hand, materials with flame retardants require S136 stainless steel, which will increase mold life by 2 times.
Shrinkage Control
Since different properties of injection moldable plastics lead to different shrinkage rates, plastic injection mold design needs to be adjusted accordingly: 0.4-0.8% for non crystalline materials, 1.5-3.0% for crystalline materials. Each additional 1% shrinkage requires the mold dimensions to be altered by 0.02mm.
Unsure which injection moldable plastic best suits your needs? Get a free material selection guide to balance performance and cost and optimize your plastic injection mold design.
Plastic Injection Molding Tooling: How Can Simulation Analysis Save You 3 Trial Mold Costs?
Plastic injection molding tooling has very high manufacturing costs a single trial molding alone costs $5,000-20,000. Mold flow analysis allows to predict the filling cooling, and warpage issues ahead of time, which will not only reduce the number of trial moldings but will also help in optimizing plastic injection mold design.
The Key Value of Filling Analysis
Filling analysis can be used to predict injection molding problems before they occur:
For example, it can show where weld lines will be formed, and as a result, gates can be optimized, increasing strength by 30-50%, it can also identify trapped air areas so that the venting system can be adjusted to prevent product burning and short shots, thus leading to a reduction in scrap rates.
Cooling Analysis
Cooling analysis leads to an optimal cooling system layout.
For example, when the temperature differences in hot spots are reduced to within 3°C, the product warpage gets reduced by 25%. Change of position and size of the channel, results in an improvement in the cooling efficiency by 20-35%, which leads to a shortening of the molding cycle.
Warpage Prediction and Compensation
Mold flow analysis not only shows the location of warpage but it also allows pre-compensation of plastic injection mold design (by 0.15-0.25mm) so that mold repairs can be cut down 1-2 times. Prediction errors are kept within 10%, thus dimensional accuracy is ensured.
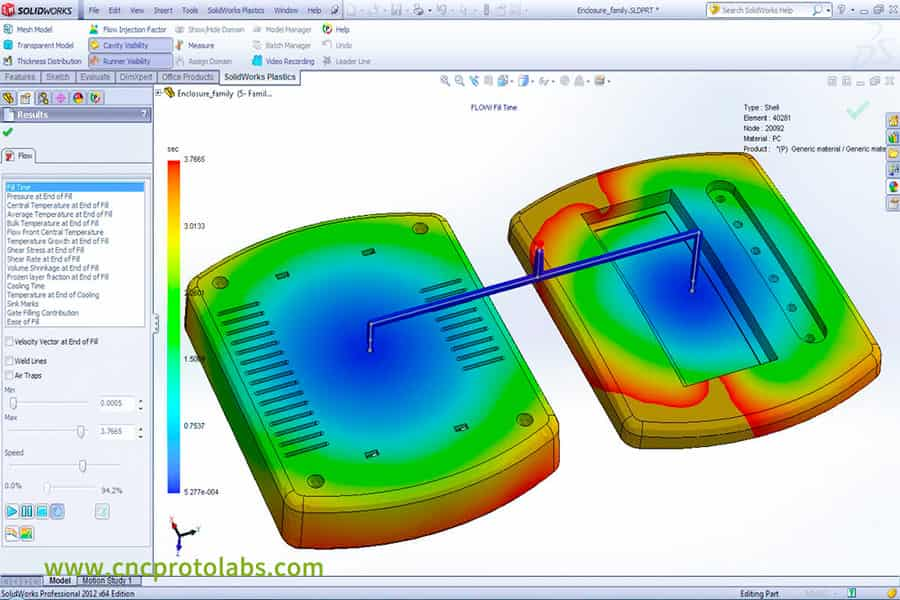
Figure 3: A SolidWorks Plastics simulation screenshot showing the fill time analysis of a plastic part, with a color-coded scale indicating fill times.
How Can We Help You Lock In a 20% Cost Reduction Through Plastic Injection Mold Design?
JS Precision offers a full service from DFM analysis and mold flow simulation to mold manufacturing. In essence, by scientific plastic injection mold designing, it assists organizations to realize a complete cost reduction of 20-30% while maintaining effectiveness and quality.
Our Technological Advantages
Our technological edge is the secret of cost reduction:
DFM feedback is done within 48 hours, highlighting 5-8 design optimization points, professional conformal cooling design is capable of reducing the molding cycle by 15-56%, the temperature difference of the mold is kept within 2°C, thereby meeting different requirements.
Cooperation Process
We make the cooperation process even easier:
You will get a preliminary quote within 1 hour after uploading the drawings, our engineering team will give optimization suggestions with the help of DFM analysis, and the average reduction of material usage is 10-15%, delivery of simple molds will take 2 weeks and complex ones 4 weeks therefore you can start production very soon.
Success Assurance
We ensure cost reduction by data driven plastic mold design services: contracts clearly indicate the amount of cost reductions within 5% and thus there are no hidden costs, we offer you data such as production cycle and scrap rate that will clearly prove the value of design optimization of plastic injection molds.
JS Precision Case Study: Conformal Cooling Technology Reduces The Cost Of Industrial Gearbox Cover Molds By 22%
The following real world example clearly illustrates our capability to cut costs by using scientific plastic injection mold design.
It even points out the practical benefits of design optimization in a very natural way.
An industrial transmission equipment manufacturer was looking to develop gearbox top covers for an annual volume of 80,000 units. The original 4-cavity mold design carried the risks of uneven cooling and warping beyond tolerances.
Problems Faced
The component is a 400mm×300mm×80mm box being the wall thickness ranging from 3-8mm. Cooling facilities of the gone traditional can not be reach the thick walled areas.
According to the estimation, a temperature difference of 18°C would lead to warping outside assembly tolerance of 0.2mm causing a scrap rate of 12% of the product. The customer asked for T1 samples delivery in 8 weeks with strong cost control.
Solution
Our engineering team precisely targeted the major pain points through multi dimensional optimization. The detailed solution is as follows:
1.Part Design:
The plastic part for injection molding was redesigned, lowering the part wall thickness from 8mm to 6mm. Reinforcing ribs were added to maintain the structural strength. This led to a decrease in material usage by 18% and the completely elimination of the uneven wall thickness problem.
2.Mold Cooling Design:
The plastic injection mold design was optimized by introducing conformal cooling channels into the thick walled bearing housing region. Made with metal 3D printing technique, these channels are 8mm in diameter and lie 10-12mm from the product surface to provide even cooling.
3.Injection Molding and Mold Materials:
First, Moldflow was employed for fill and warpage analysis, and the gate location was re-arranged by shifting from a single point injection to a two point hot runner system to eliminate weld lines and air trapping issues.
Then, H13 steel was selected as the mold material, and the conformal cooling section was produced by laser powder bed fusion (LPBF) technology. This resulted in an 8% rise in cost, however, the total plastic injection mold cost went down.
Final Results
After the changes, the cooling time came down to 8 seconds (a 56% reduction), the molding cycle time was 32 seconds, the annual production capacity was 90,000 units, material usage went down by 18%, the scrap rate was 2.1%, the overall cost was decreased by 22%, the new investment was recovered in 6 months, and warpage objectives were met.
Thanks to the remarkable cost cutting outcome, the client entrusted us with all the plastic injection molding tooling design and manufacturing, thereby achieving long term cost and efficiency improvements.
Want to achieve similar cost reductions for your molds? Submit your part drawings, and we'll customize a unique plastic injection mold design solution for you, locking in cost reductions of over 20%.
FAQs
Q1: What proportion of the total mold cost is usually plastic injection mold design?
Design fees are usually 5-15% of the total mold cost. A good plastic injection mold design can reduce the total manufacturing cost by more than 20% thus eliminating future expenses.
Q2: How to accurately estimate the cost of a plastic injection mold?
Several factors influence the price of plastic injection mold, such as the number of cavities, the size of the mold, the type of steel, and the complexity of the structure. To get an exact quote, 3D drawings should be provided.
Q3: What is the major design rule for plastic part design for injection molding?
Most important rule of plastic part design for injection molding is maintaining uniform wall thickness (1.0-3.5mm), while also incorporating a 1-2 draft angle for easier demolding.
Q4: Which parts of a plastic injection mold mainly influence the product quality?
In parts of a plastic injection mold, the pouring system, cooling system, and ejection system are the most likely to affect the quality of product molding, dimensional accuracy, and production efficiency.
Q5: What is the typical lifespan of a plastic injection molding tool?
The lifespan of plastic injection molding tooling depends on the material and maintenance. Soft steel molds can withstand 200000 to 500000 cycles, while hard steel molds can withstand over 1 million cycles. Regular maintenance can extend the lifespan by 50%.
Q6: What is the shortest possible mold cooling time?
Efficient conformal cooling allows for a 56% reduction in mold cooling time. For extremely thin walled parts at 0.8mm, the cooling time can be brought down to 1-2 seconds, which is a huge step towards improved production efficiency.
Q7: How much does a mold trial cost?
A single mold trial costs roughly $5,000-20,000, which covers equipment time, materials, and labor. By optimizing the design, one can reduce the number of trials and therefore, save on costs.
Q8: Are multi cavity molds always more cost effective than single cavity molds?
The fact is multi cavity molds are not always the ones to lower costs the most. If the production volume is over 100,000 pieces per year, then multi cavity mold is the appropriate choice as it yields a lower unit cost while single cavity molds are suitable for production runs below 50,000 pieces per year and can help reduce plastic injection mold costs.
Summary
The key to cutting mold costs by 20% is using scientifically designed plastic injection molds. Techniques like part optimization, cooling upgrades, material selection and mold flow simulation each have the potential to reduce costs.
With technology, expertise and data driven services, JS Precision can assist you in securing cost reductions and steering clear of design errors. There's no need to oversee mold price divergences or rework during trial molding.
Just submit your design drawings to receive a tailored cost reduction solution that will help you make the most out of each investment.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

