

Услуги литья пластмасс под давлением обеспечивает фундаментальную поддержку массового производства сложных пластиковых деталей.
Если ваши сложные пластиковые детали сталкиваются с такими проблемами, как отклонения в размерах, коробление или сбои при сборке во время массового производства, традиционные методы литья под давлением обычно с трудом удовлетворяют функциональные требования, одновременно контролируя стоимость.
Даже малейшее отклонение от допуска может привести к риску задержки проекта и затратам на доработку пресс-формы.
Для инженеров по закупкам очень важно найти службу литья пластмасс под давлением, которая не только может предложить поддержку на начальном этапе проектирования, но также может обеспечить благодаря своим технологическим возможностям успех проекта .
Основная сводка ответов
| Проблемная область | Основная задача | Ключевое решение | Ожидаемые выгоды |
| Настройка допуска | Только слепое соблюдение сверхжестких допусков будет стоить вам очень дорого. | Ориентированное на особенности распределение допусков и анализ технологичности. | Найдите баланс между функциональностью и стоимостью. |
| Существенный риск | Скорость усадки полукристаллических материалов может сильно меняться в зависимости от изменения температуры . | Выбор аморфных материалов или применение точного контроля температуры формы. | Обеспечение стабильности размеров деталей и избежание поломок из-за установки. |
| Контроль коробления | Дифференциальное охлаждение асимметричных структур является одной из основных причин деформации. | Контроль температурного зонирования пресс-формы в сочетании с конструкцией компенсации деформации. | Избавьтесь от короблений, похожих на «банан» , и гарантируйте ровность детали. |
| Возможности процесса | Колебания давления являются одной из причин изменения размеров от партии к партии. | Полностью электрическая машина для литья под давлением + контроль давления с обратной связью . | Обеспечение не только согласованности партий, но и согласованности внутри партии. |
Ключевые выводы
- Дизайн устанавливает максимум:
Выполнение оценки технологичности перед изготовлением пресс-формы и определение разумных допусков могут помочь предотвратить более 70% возможных проблем с размерами . Другими словами, речь идет о превентивном предотвращении рисков и уменьшении затрат на последующие доработки.
- Обеспечение процесса устанавливает минимум:
Если вы хотите иметь высокий прецизионное литье пластмасс под давлением Если коротко, то это означает использование специального оборудования для поддержания минимального уровня точности.
- Материал = Риск:
Если вы производите прецизионные детали, то использование некристаллических материалов в качестве основного существенно снизит риски, связанные с колебаниями усадки. Суть в том, что при правильном выборе материала можно вдвое снизить размерные риски.
Почему стоит выбрать услуги литья пластмасс под давлением? JS Precision Controls контролирует сложные допуски деталей
Производство сложных пластиковых деталей в больших количествах неизбежно приведет к возникновению таких проблем, как отклонения размеров, коробление или сбои сборки. Эти проблемы приведут к тому, что вы не только понесете дополнительные затраты на доработку пресс-формы, но и задержите проектные циклы по времени, что приведет к потерям, которых обычно можно было бы избежать.
Во-первых, правильно подобранная услуга литья под давлением высококачественной пластмассы позволит вам найти наиболее подходящий баланс между выполнением функции детали и контролем производственных затрат, тем самым значительно сокращая потери и повышая эффективность массового производства .
Компания JS Precision, специализирующаяся на прецизионном литье пластмасс под давлением, может предложить вам персонализированные услуги, отвечающие вашим конкретным требованиям. На протяжении многих лет компания является надежным партнером в автомобильной, электронной и медицинской промышленности, помогая им решать самые сложные проблемы контроля допусков сложных деталей.
Сотрудничая с нами, вы получаете профессиональную помощь с соблюдением Стандарты ISO 294-2:2018 .
Это гарантирует, что ваши формы будут иметь минимум 1 миллион производственных циклов, что значительно снизит частоту замены форм и обеспечит точность контроля допуска 0,01 мм , что предотвратит производственные риски, возникающие из-за отклонений размеров, и снизит ваши долгосрочные эксплуатационные расходы.
Например, у одного из клиентов автомобильных запчастей уровень брака составлял 12%, а себестоимость единицы продукции была довольно высокой и составляла 3,20 доллара США, главным образом из-за проблем с короблением корпуса коробки передач из POM. Это привело к серьезному негативному влиянию на прибыльность.
Однако благодаря услуге JS Precision по литью пластика под давлением этому клиенту удалось улучшить ситуацию: процент брака был снижен до 0,8%, себестоимость единицы продукции стала на 0,50 доллара меньше, а ежемесячные затраты сократились напрямую на 50 000 долларов США.
Да, выбор надежной услуги по литью пластмасс под давлением, помимо других преимуществ, позволит вам избежать рисков контроля допусков, сократить время проектного цикла, добиться снижения производственных затрат и, следовательно, максимизировать эффективность каждой инвестиции. Кроме того, наши услуги предоставят вам всю поддержку, которая может вам понадобиться для успешного запуска массового производства.
Если у вас возникли проблемы с допусками для сложных деталей, свяжитесь с нашими инженерами для бесплатной оценки технико-экономического обоснования допусков при литье пластмасс под давлением, что сделает первый шаг к успеху проекта.
Что делает услуги литья пластмасс под давлением сложными для сложных деталей с жесткими допусками?
Литье пластмасс под давлением — это очень сложная услуга, когда речь идет о сложных деталях со строгими требованиями к допускам. Основная причина заключается в том, что литье пластмасс под давлением — это систематизированный технологический процесс , а сложность детали приведет к затруднениям управления процессом.
Из-за геометрических противоречий в сложных деталях, таких как сосуществование тонких и толстых стенок, а также многоползунковых конструкций, может возникнуть неравномерное заполнение расплавом и концентрация остаточных напряжений. ведущий к непредсказуемое деформирование и размерные отклонения.
Это основная причина, по которой услуги литья пластмасс под давлением для таких деталей являются сложной задачей.
Неравномерное течение расплава из-за геометрических противоречий
Если деталь имеет как тонкие стенки <1 мм, так и толстые стенки> 4 мм, разница в сопротивлении течению расплава очень значительна.
Толстостенные области будут заполнены в первую очередь, и вполне естественно, что тонкостенные области будут иметь некоторые недостатки заполнения или избыточное давление, что, следовательно, приведет к прямому отклонению размеров.
Это все равно, что пытаться заполнить водопроводные трубы разного диаметра. Более широкая труба течет хорошо и наполняется первой, тогда как более узкая труба блокируется и ее трудно наполнить, что приводит к неравномерному объему воды на обоих концах трубы . Когда дело доходит до деталей, результатом являются отклонения в размерах.
Остаточное напряжение, вызванное старением, деформацией и размерным дрейфом
Сложные конструкции ползунов вместе с асимметричной геометрией создают значительные уровни остаточного напряжения.
Это напряжение снимается медленно с течением времени после извлечения из формы или во время использования, что приводит к неконтролируемым изменениям критических функциональных размеров, таких как защелкивания и монтажные отверстия, что приводит к возникновению производственных дефектов.
Как определяются допуски при литье пластмасс под давлением для деталей с высокой детализацией?
Иногда более жесткие допуски могут оказаться не лучшим решением. Необходимо установить допуски в соответствии с возможностями формования деталей, следует использовать подход, основанный на характеристиках , кроме того, следует сделать ссылку на Международный стандарт ISO 2768-1 .
Попытка добиться экстремальных допусков без каких-либо раздумий приведет к огромному скачку производственных затрат.
Различие между ключевыми функциональными и несущественными структурными измерениями:
С одной стороны, инженеры и заказчики вместе планируют продольное планирование для строгого контроля основных ключевых функциональных размеров, таких как интерфейсы сборки и сопрягаемые поверхности (например, 0,02 мм), с другой стороны, менее строгие допуски (например, 0,1 мм) допускаются для несущественных размеров с точки зрения функциональности и стоимости.
Обратная индикация допусков микроэлементов посредством анализа высокого соотношения расхода к длине:
В случае микроструктур с шириной ребер <0,5 мм компания JS Precision использует анализ высокого отношения потока к длине (L/T). Если L/T > 150, рекомендуется ослабить допуски или оптимизировать конструкцию, а не принудительно ужесточать допуски пресс-формы.
Предоставление обратной связи по технологичности на этапе предложения:
После изготовления пресс-формы команда инженеров JS Precision выпускает отчет с объяснением технологичности, в котором указываются точки риска, связанные с допуском, и даются предложения по оптимизации, чтобы помочь клиентам сбалансировать функциональность и стоимость.
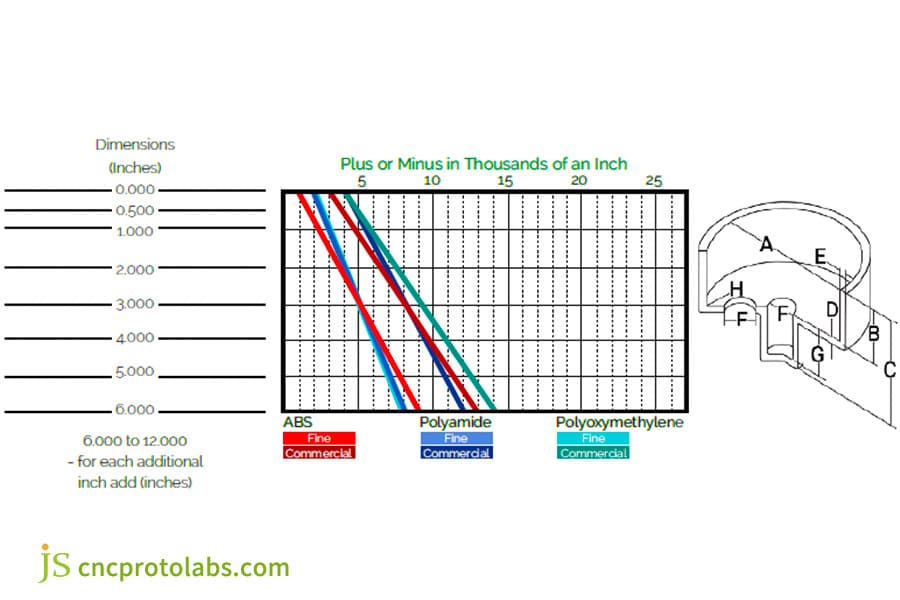
Рисунок 1. Таблица с указанием допусков литья пластмасс под давлением для различных материалов и размеров, а также схема поперечного сечения пластиковой детали.
Как управлять рисками допусков, связанными с материалами, в материалах для литья пластмасс под давлением?
Пластиковые материалы для литья под давлением оказывают непосредственное влияние на стабильность размеров деталей. Выбор неправильного материала или обработки может очень легко вызвать серьезные проблемы с допусками. Использование некристаллических материалов (таких как ПК, АБС) является одним из способов минимизировать изменения усадки.
С другой стороны, если выбраны полукристаллические материалы, 2-кратный контроль температуры формы плюс последующая обработка отжигом гарантируют стабильность размеров.
| Название материала | Усадка (%) | Диапазон температур пресс-формы (°C) | Применимый допуск (мм) | Стоимость единицы (долл. США) | Применимые сценарии |
| ПК | 0,4-0,7 | 80-120 | ±0,02-0,05 | 1,2-1,8 | Прецизионный электронный корпус |
| АБС | 0,5-0,8 | 60-90 | ±0,03-0,06 | 0,9-1,5 | Автомобильные детали интерьера |
| ПОМ | 1,5-2,0 | 80-100 | ±0,04-0,07 | 1,5-2,2 | Прецизионные шестерни и подшипники |
| ПА66 | 1,2-1,8 | 80-110 | ±0,03-0,08 | 1,3-2,0 | Механические конструктивные детали |
| блок питания | 0,4-0,6 | 100-130 | ±0,02-0,04 | 2,0-2,8 | Медицинские прецизионные детали |
Стратегия выбора материала, основанная на стабильности размеров
Для деталей, требующих точной подгонки, рекомендуется использовать некристаллические материалы (PC ABS PSU), поскольку на степень их усадки (0,4–0,7%) меньше влияют изменения температуры пресс-формы.
Если вы выберете полукристаллические материалы (POM, PA66), мы четко укажем размерный риск изменения скорости усадки на 0,1–0,3% в результате изменения температуры формы на 5.
Точная регулировка температуры и дальнейшая обработка полукристаллических материалов
Для производства прецизионных деталей, таких как POM и PA66, компания JS Precision использует точную регулировку температуры пресс-формы с точностью ±2 ℃ и отжиг после первичной обработки материала, чтобы обеспечить стабильность кристалличности материала, постоянство размеров деталей и устойчивость деталей при массовом производстве в течение длительного времени.
Какие технологические возможности определяют подлинную точность литья пластмасс под давлением для сложных деталей?
В основе истинно точного литья пластмасс под давлением используется полностью электрическая машина для литья под давлением, оснащенная высокоточным управлением и системой давления с замкнутым контуром для компенсации усадки материала и изменений температуры формы, обеспечивая тем самым стабильность размеров сложных деталей.
Преимущества динамического реагирования всех электрических термопластавтоматов
Все электрические термопластавтоматы обеспечивают время реакции на скорость впрыска <10 мс, что намного лучше, чем >50 мс у гидравлических прессов. Эта функция позволяет быстро изменять скорость наполнения расплавом, помогая предотвратить нехватку материала или внутреннее напряжение.
Их точность выдерживания давления в 1 бар помогает уменьшить колебания размеров от одной партии к другой.
Управление давлением в полости с замкнутым контуром
В каждой полости формы установлен датчик давления. Система с замкнутым контуром изменяет параметры давления впрыска и выдержки, сохраняя колебания давления в полости в пределах 1%.
Таким образом, он способен компенсировать отклонения размеров из-за изменений вязкости материала и температуры формы, тем самым сохраняя изделия для литья пластмасс под давлением последовательность.
Другими словами, полость формы как будто снабжена «умным термометром», который способен отслеживать изменения давления по мере их возникновения. Если в какой-то момент он отклоняется от нормы, он вносит коррективы автономно, тем самым обеспечивая полностью единообразную среду формования для каждой детали и исключая сценарий, когда «некоторые детали хороши, а некоторые плохи».
Вам необходимо стабильное прецизионное литье пластмасс под давлением? Свяжитесь с нашими инженерами, чтобы получить бесплатное технологическое решение для управления давлением с замкнутым контуром, которое обеспечит стабильные размеры при массовом производстве.
Как услуги литья пластмасс под давлением решают проблемы коробления асимметричных деталей?
Деформация обычно рассматривается как дефект. Это происходит постоянно, когда для изготовления сложных деталей используется прецизионное литье пластмасс под давлением.
Для асимметричных деталей простого изменения процесса недостаточно, чтобы полностью избавиться от проблемы. Для выявления основной причины проблемы необходимы два основных метода проектирования пресс-формы .
Проектирование зонального контроля температуры пресс-формы
Обычно для асимметричных деталей используется зональный контур отопления/охлаждения.
Области, показывающие большую разницу в усадке, контролируются при независимых температурах (например, 90 ℃ на стороне ребра жесткости, 60 ℃ на гладкой стороне ), что обеспечивает синхронизацию скоростей охлаждения и, следовательно, способствует снижению деформации из-за неравномерной усадки.
Полость пресс-формы с конструкцией компенсации обратной деформации
Анализ течения пресс-формы позволяет прогнозировать направление и величину коробления. Следовательно, в полость формы встроена обратная геометрическая компенсация . Таким образом, деталь можно превратить в плоскую за счет упругого восстановления материала после расформовки, что полностью решает проблему коробления.
Короче говоря, это как бы «предварительная коррекция» детали, которая может деформироваться. Зная, что после извлечения из формы форма деформируется в одну сторону, полость формы предварительно компенсируется в противоположном направлении, чтобы после деформации она снова стала плоской, без необходимости последующей доработки.
Вас беспокоят проблемы с короблением деталей? Отправьте чертежи деталей и мы предоставим бесплатный анализ текучести пресс-формы и настроим конструкцию пресс-формы для компенсации деформации в соответствии с вашими потребностями в услугах по литью пластмасс под давлением.
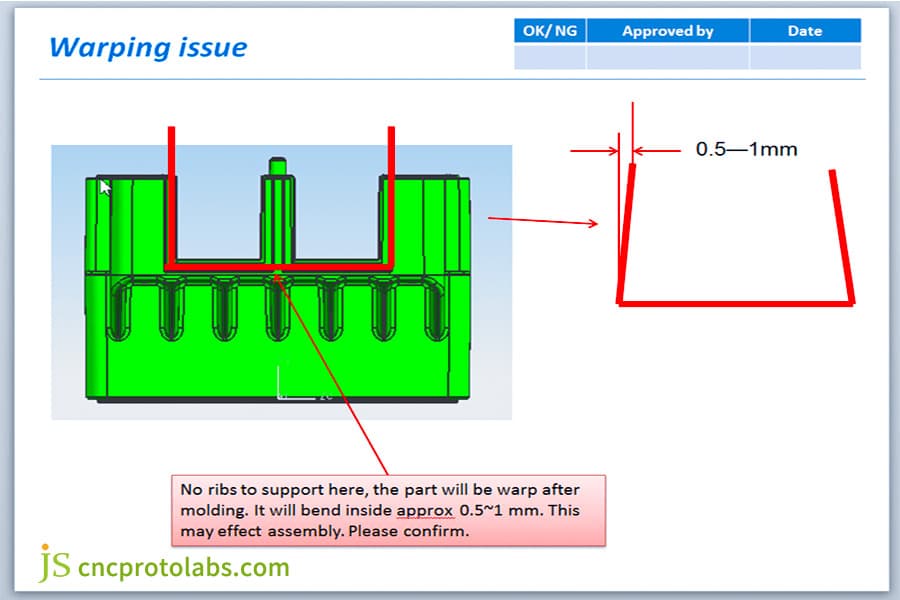
Рисунок 2: Техническая диаграмма, анализирующая коробление асимметричной детали, отлитой под давлением, с указанием области отклонения 0,5–1 мм и причины, связанной с отсутствием поддержки ребра.
Какие характеристики определяют надежного поставщика услуг по литью пластмасс под давлением?
Основой качественных услуг по индивидуальному литью пластмасс под давлением является поставщик, который, помимо наличия полностью электрических термопластавтоматов, также обладает инженерными знаниями, как выполнить анализ технологичности конструкции , выдать предупреждения о рисках, связанных с материалами, и провести совместную оптимизацию технологической формы.
Инженерное вмешательство на стадии проектирования
Первоклассные поставщики услуг по индивидуальному литью пластмасс под давлением могут предложить рекомендации по технологичности, пока продукт находится на стадии проектирования, тем самым не только улучшая структуру детали и допуски, но и переходя от этапа ремонта пресс-формы после модификации к этапу предотвращения предварительной модификации, что приводит к меньшему количеству рисков и снижению затрат.
Предлагайте прозрачность параметров процесса и отчеты о качестве
Хорошо зарекомендовавшие себя службы литья пластмасс под давлением всегда предоставляют записи о параметрах процесса вместе с отчетами о проверке первого изделия и анализом CPK, тем самым обеспечивая прозрачность производственных данных и укрепление доверия клиентов.
Возможности внешней и внутренней поддержки завершены
Надежный услуги по индивидуальному литью пластика под давлением поставщик представляет единое сервисное решение, от изготовления пресс-форм и литья под давлением до вторичной обработки. Таким образом, вам не придется сталкиваться с рисками обвинений друг друга и затратами на общение из-за передачи поставщиков , что делает работу более эффективной.
Различия в возможностях различных поставщиков услуг по литью пластмасс под давлением могут повлиять на стоимость вашего проекта, изменения и количество продуктов, которые вы получите.
Ниже приводится сравнение основных возможностей и данных о преимуществах для клиентов различных типов поставщиков услуг, которые помогут вам быстро выбрать подходящего партнера.
| Тип поставщика услуг | Возможность участия в проектировании | Прозрачность процесса | Возможности внешней и внутренней поддержки | Экономия затрат на пробное формование | Уровень риска клиентского проекта |
| Высококлассные поставщики профессиональных услуг (например, JS Precision) | Заблаговременно предоставляйте обратную связь по технологичности на этапе проектирования. | Предоставляйте полные параметры процесса и отчеты CPK. | Комплексный сервис для изготовления пресс-форм, литья под давлением и вторичной обработки. | 30%-50% | ≤3% |
| Поставщики услуг среднего уровня | Предоставлять обратную связь после запросов клиента. | Предоставьте записи основных параметров процесса. | Предоставьте записи основных параметров процесса. | 10%-20% | 8%-12% |
| Поставщики услуг низкого уровня | Нет возможности участия в проектировании. | Нет прозрачных служб параметров процесса. | Предоставляйте только базовые услуги по литью под давлением. | ≤5% | 18%-25% |
| Поставщики услуг в стиле небольшой мастерской | Никаких услуг, связанных с дизайном. | Никаких записей и отчетов о процессах. | Предоставляем только однократное литье под давлением, без вспомогательных услуг. | Никакой экономии или даже увеличения затрат. | более 30% |

Рисунок 3: Интерьер современного завода с рядами термопластавтоматов, демонстрирующий масштаб и промышленные возможности.
Как сократить затраты на метод проб и ошибок с помощью надежной услуги по литью пластмасс под давлением?
Полагаясь на анализ текучести пресс-формы перед изготовлением пресс-формы, научный экспериментальный дизайн на этапе пробной пресс-формы и стандартизированную передачу параметров массового производства, можно систематически сокращать затраты на метод проб и ошибок при оказании услуг по литью пластмасс под давлением , обеспечивая стабильное массовое производство.
Во-первых, прогнозирование рисков, анализ потока пресс-формы
На этапе проектирования пресс-формы мы предоставляем нашим клиентам, предоставляющим услуги литья пластмасс под давлением, тщательный анализ текучести пресс-формы, чтобы прогнозировать риски, такие как линии сварки, воздушные ловушки и коробление, что позволяет нам корректировать дизайн пресс-формы иметь меньше дефектов и, следовательно, меньше затрат на ремонт пресс-формы.
Научно-испытательное формование и исследование окна параметров
С помощью научного экспериментального проектирования мы проводим методическое исследование влияния таких ключевых параметров , как давление выдержки и температура пресс-формы, на размеры изделий литья пластмасс под давлением, чтобы найти стабильные технологические окна и сократить количество пробных формований.
Пример использования JS Precision: контроль допусков прецизионных деталей автомобильной коробки передач
Следующий практический пример продемонстрирует, как компания JS Precision, предоставляющая профессиональные услуги по литью пластмасс под давлением, может решить проблему отклонений размеров в производстве. прецизионные детали автомобильной коробки передач .
Возникшие проблемы
Первоначально компания столкнулась с производственными проблемами, когда поставщик автозапчастей производил 100 000 корпусов коробок передач POM в месяц. Эта часть передачи ключа требовала плоскостности 0,1 мм (в противном случае это привело бы к плохой сборке печатной платы).
Раньше эта проблема приносила ежедневные убытки в размере 2000 долларов США, а проект даже задерживался.
Благодаря асимметричной форме материала корпуса редуктора ПОМ корпус снабжен плотными ребрами с одной стороны и плоской поверхностью с другой. Сначала плоскостность составляла всего 0,25 мм, и обычные технологические изменения не могли решить проблему.
Кроме того, составляющими ситуации были 12% брака, себестоимость единицы продукции в 3,2 доллара и небольшой износ пресс-формы.
Решения:
1. Управление существенными рисками:
Поскольку ПОМ представляет собой полукристаллический полимер, его кристалличность и скорость усадки могут сильно зависеть от температуры формы. Изменение температуры формы на ±5 ℃ может привести к отклонению степени усадки изделия на 0,2% , что является основным источником погрешностей размеров детали.
2. Зональный контроль температуры пресс-формы:
Мы прикрепили контур нагрева к реберной стороне детали и, используя конформные каналы охлаждения, смогли увеличить температуру формы с 60 ℃ до 90 ℃ и, таким образом, настроить зональный контроль с гладкой стороной , ограничив разницу в температуре охлаждения до ≤3 ℃.
3. Конструкция компенсации деформации:
После анализа текучести формовщика, прогнозирующего вогнутую деформацию детали на 0,25 мм, плоская сторона полости компенсируется выпуклостью на 0,1 мм. В сочетании с контролем давления в замкнутом контуре (колебание 1%) полностью электрической термопластавтомата гарантируется стабильность продукта.
Окончательные результаты:
После оптимизации плоскостность детали постоянно поддерживается на уровне 0,06-0,08 мм (CPK=1,67), процент брака снижается всего до 0,8%, себестоимость единицы продукции составляет 2,7 доллара США, клиент экономит 50 000 долларов США каждый месяц, нет задержек в проекте, и клиент позже передаст нам на аутсорсинг производство только 3 серий деталей со сроком службы пресс-формы более 1 миллиона циклов.
Если вы также столкнулись с такими проблемами, как коробление или отклонения размеров прецизионных деталей, связаться с нами за индивидуальное решение по оказанию услуг по литью пластмасс под давлением и бесплатный отчет по анализу текучести пресс-формы, который поможет вам быстро решить проблемные места производства.
Рисунок 4: Несколько серых деталей, отлитых под давлением, лежащих на подушке из белых гранул пластикового сырья.
Часто задаваемые вопросы
В1: Какой допуск детали является наиболее экономичным?
Самая недорогая деталь с допуском 0,05-0,1 мм. Допуски более 0,02 мм значительно увеличивают стоимость форм, а также количество пробных циклов формования, поэтому затраченные усилия не окупаются.
В2: Почему размеры моей детали изменились через день?
Это происходит из-за последующей усадки, т.е. снятия остаточного напряжения. Чтобы стабилизировать кристалличность и избежать изменения размеров, требуется отжиг.
Вопрос 3: Как предотвратить влияние линий сварного шва на прочность детали?
Расположение линий сварки можно предсказать с помощью анализа текучести пресс-формы. Затем можно оптимизировать литник или повысить температуру формы, чтобы переместить линии сварки в области деталей, которые не подвергаются нагрузке.
Вопрос 4: Как обеспечить однородность деталей в каждой полости многоместной пресс-формы?
Использование управления синхронизацией штифтов клапана горячего литника в сочетании с независимым управлением замкнутым контуром датчика давления в полости позволяет сбалансировать скорость наполнения и давление в каждой полости, что приводит к единообразию детали.
В5: Почему образцы проходят успешно, но массовое производство терпит неудачу?
По сути, проблема заключается в чрезвычайно узком технологическом окне и неоптимизированных параметрах пробного формования. Проведение научных испытаний формования приведет к открытию стабильного технологического окна и предотвратит отклонения размеров при массовом производстве.
Вопрос 6: Что должно быть наиболее важным фактором при выборе поставщика услуг литья под давлением?
Первым и главным фактором должны быть инженерные возможности , то есть способность поставщика услуг предоставлять обратную связь о технологичности на этапе проектирования, чтобы активно предотвращать возникновение допусков и технологических рисков, а не просто иметь возможность выполнять базовое производство.
Вопрос 7: Почему тонкостенные детали подвержены нехватке материала?
Когда расплавленный пластик течет в тонкостенную область, он очень быстро остывает, и течение становится очень трудным. Если вы хотите избежать нехватки материала, вам нужны высокоскоростные термопластавтоматы и машины для литья под высоким давлением, а также очень текучие материалы.
Вопрос 8: Насколько температура пресс-формы влияет на размеры?
В полукристаллических материалах колебания температуры формы на ±5 ℃ могут вызвать изменение скорости усадки на 0,1–0,3% , чего достаточно, чтобы детали больше не подходили точно.
В9: Как я могу получить расценки на индивидуальный проект литья пластмасс под давлением?
Вы можете получить бесплатную оценку осуществимости допусков и подробное предложение от JS Precision по адресу отправка чертежей деталей . Этот процесс обычно включает в себя получение отзывов о технологичности и официального предложения по стоимости.
Краткое содержание
Контроль допусков сложных пластиковых деталей — это совместная работа форм и процессов проектирования материалов. Высокоточные и стабильные изделия для литья пластмасс под давлением требуют тщательного анализа допусков, предупреждений о рисках, связанных с материалом, и обеспечения точности процесса.
Наша команда инженеров предложит вам бесплатную допуски для литья пластмасс под давлением технико-экономическое обоснование, которое поможет вам от разработки проекта до массового производства за один этап, что сэкономит ваше время и затраты.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

